pengertian tata letak pabrik pupuk
Teks penuh
Gambar
Garis besar
Dokumen terkait
Pemecahan masalah ini dilakukan dengan merancang tata letak pabrik pupuk organik granul dengan memperhatikan luas lantai yang digunakan serta keterkaitan
Tujuan dari penelitian ini adalah menentukan total minimum jarak tempuh, menentukan total minimum ongkos material handling, serta membuat usulan tata letak fasilitas untuk
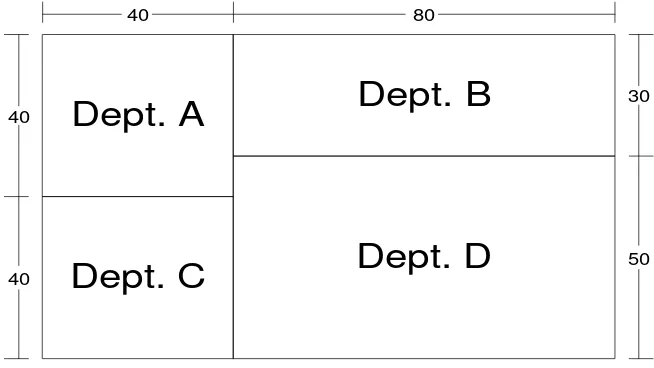
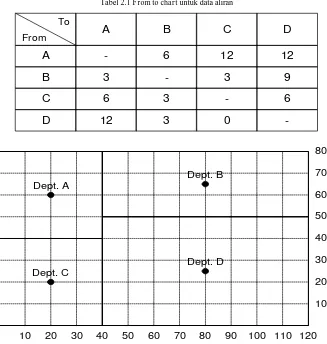
Langkah awal yang dilakukan dalam perancangan tata letak usulan secara grafik adalah dengan memperhatikan momen material handling dan aliran material pada lantai
80 Susetyo, Perancangan Ulang Tata Letak Fasilitas Produksi dengan Pendekatan Group Technology dan Algoritma Blocplan untuk Meminimasi Ongkos
Dari adanya masalah kesimpangsiuran tata letak lantai produksi, yang berakibat panjangnya momen jarak perpindahan, dan ongkos material handling, maka dirumuskan
Dari 3 alternatif tata letak baru yang diusulkan, yang memenuhi kriteria Ongkos Material Handling (OMH) terkecil dan aliran yang optimal adalah tata letak
Bedasarkan dari perbandingan total Ongkos material handling pada ketiga layout usulan maka layout usulan ke III merupakan biaya yang paling minimal dengan menghemat sebesar Rp 883.529
Perhitungan OMH untuk Alternatif AAD Dari hasil perhitungan jarak dan ongkos material handling yang telah dilakukan pada tata letak awal dan tata letak usulan, maka dapat diketahui
