ANALISIS PERBAIKAN UNIT WAREHOUSE UNTUK MEMINIMASI
PEMBOROSAN DENGAN WASTE ASSESSMENT MODEL
(Studi Kasus PT Pupuk Kujang)
Yosa Permata Shafira1, Dian Janari2
Jurusan Teknik Industri, Fakultas Teknologi Industri, Universitas Islam Indonesia1,2)
Jalan Kaliurang Km. 14,5 Sleman, Yogyakarta 55501 E-mail : [email protected]
ABSTRACT
Perkembangan industri kian tahun kian meningkat. Hal ini mengakibatkan perusahaan dituntut mengimbangi persaingan tersebut dengan melakukan improvement berkelanjutan. Salah satu konsep yang dapat digunakan dalam usaha meningkatkan improvement dengan mengeliminasi pemborosan-pemborosan yang tidak diperlukan adalah Lean Manufacturing. Penelitian ini bertujuan untuk mengetahui jenis Waste yang tertinggi di Gudang Sparepart dan memberikan memberikan usulan perbaikan untuk sistem pergudangan menggunakan metode Waste Assessment Model. Berdasarkan penelitian ini didapatkan hasil assessment berupa peringkat Waste yang didominasi oleh motion sebesar 19.02% dan inventory sebesar 18.93%. Selanjutnya berdasarkan hasil analisa penyebab timbulnya Waste dengan Fishbone didapati penyebab utama terjadinya Waste Inventory adalah dari faktor Man dan Management. Sedangkan penyebab utama terjadinya Waste Motion adalah dari Man dan Machine. Untuk pekomendasi perbaikan diusulkan berupa penambahan alat-alat pendukung kerja, pelaksanaan pendidikan pelatihan dan pengembangan kepegawaian dan penerapan 5s.
Keywords: Lean Manufacturing, Waste, Waste Assessment Model
1. PENDAHULUAN
Di tengah arus globalisasi dan tingginya persaingan membuat Perusahaan harus mampu mengadapai tantangan global, seperti meningkatkan inovasi produk dan jasa, pengembangan sumber daya manusia dan teknologi, serta perluasan area pemasaran. Hal ini perlu dilakukan untuk menambah nilai jual dan juga agar dapat bersaing dengan produk-produk asing yang mulai memasuki pasar Indonesia. Hal ini menuntut Perusahaan untuk selalu melakukan perbaikan dan peningkatan kinerjanya sehingga mampu berkembang lebih baik dan bersaing dengan kompetitor yang lainnya serta diharapkan dapat memberikan layanan yang terbaik agar tidak ditinggalkan oleh customer-nya (Misbah et al. 2015; Utama et al. 2016).
PT Pupuk Kujang merupakan perusahaan yang bergerak di bidang industri pupuk nasional. Perusahaan melaksanakan kegiatan pengolahan (proses transformasi) bahan organik dan anorganik melalui proses kimia, serta berbagai kegiatan untuk mendukung
pertanian yang terintegrasi dengan kegiatan perdagangan, atau menghasilkan produk berupa barang dan/atau jasa yang mempunyai nilai tambah atau manfaat lebih tinggi. Untuk memproduksi berbagai jenis pupuk terdapat beberapa departemen di dalam PT Pupuk Kujang, salah satunya adalah Departemen Material yang bertugas memesan, mengendalikan dan menerima serta merawat material yang dipesan oleh user. Dengan memperhatikan visi dan misi PT Pupuk Kujang diperlukan sebuah strategi yang dapat meningkatkan kualitas namun meminimumkan biaya yang dikeluarkan. Kinerja suatu perusahaan dinilai dari kemampuan suatu perusahaan untuk menciptakan proses yang efektif dan efisien. Untuk meningkatkan kinerja perusahaan, diperlukan perbaikan secara terus-menerus (Pujotomo & Armanda, 2011).
Salah satu konsep yang dapat digunakan dalam usaha mengeliminasi waste adalah
Lean Manufacturing. Menurut Vincent
untuk mengidentifikasi dan menghilangkan
waste atau non value-added activities melalui
perbaikan secara terus-menerus (continuous
improvement) dengan cara mengalirkan
produk dan informasi menggunakan sistem tarik (pull system) dari internal dan eksternal untuk mengejar keunggulan dan kesempurnaan (Gaspersz & Fontana, 2007).
Peneliti akan memfokuskan penelitian pada lean manufacturing yang bertujuan untuk menganalisis perbaikan di gudang dalam rangka mengurangi pemborosan yang terjadi didalamnya dengan menggunakan metode Waste Assessment Model. Adapun tujuan yang ingin dicapai dalam penelitian ini adalah untuk mengetahui jenis Waste yang tertinggi di Gudang Sparepart dan memberikan memberikan usulan perbaikan untuk sistem pergudangan khususnya bagian
sparepart di Departemen Material PT Pupuk
Kujang.
1.1.Konsep Dasar Lean
Konsep lean manufacturing pertama kali dikenalkan oleh Taiichi Onho pada tahun 1950an dari Toyota yaitu Toyota Production
System atau Toyota Way didalamnya
berisikan tentang proses perbaikan secara berkelanjutan (continuous improvement) yang bertujuan untuk mengeliminasi kegiatan-kegiatan yang tidak menguntukan dana atau mendatangkan kerugian guna meningkatkan produktivitas. Menurut Vincent Gaspersz, lean manufacturing
merupakan suatu pendekatan sistemik dan sistematik untuk mengidentifikasi dan menghilangkan Waste atau non value-added
activities melalui perbaikan secara
terus-menerus (continuous improvement) dengan cara mengalirkan produk dan informasi menggunakan sistem tarik (pull system) dari internal dan eksternal untuk mengejar keunggulan dan kesempurnaan (Gaspersz & Fontana, 2007)
1.2.Pemborosan (Waste)
Tujuan utama system lean adalah mengurangi pemborosan (Waste). Waste
merupakan segala hal yang tidak bernilai
tambah. Waste dianggap sebagai suatu hal yang dapat menurunkan produktivitas dan mengurangi profit bagi perusahaan. Menurut Vincent Gaspersz (2007) menyatakan terdapat dua jenis Waste yaitu Type One and
Type Two Waste. Type One Waste adalah
segala aktivitas yang tidak bernilai tambah namun dibutuhkan dalam proses produksinya sehingga tidak dapat dihilangkan. Sedangkan
Type Two Waste adalah segala aktivitas yang
tidak bernilai tambah dan dapat dihilangkan dari proses produksi maka harus segera di identifikasi dan dihilangkan karena Waste
tipe ini akan menurunkan produktivitas perusahaan.
Terdapat tujuh jenis pemborosan yang didefinisikan oleh Shiego Shingo (Shingo, 1989) diantaranya sebagai berikut:
1) (O) Overproduction – memproduksi atau
menghadirkan barang melebihi kebutuhan
user sehingga menyebabkan kelebihan
inventory.
2) (I) Unnecessary Inventory – kelebihan
penyimpanan dan delay material maupun produk sehingga mengakibatkan peningkatan biaya dan penurunan kualitas pelayanan terhadap pelanggan.
3) (D) Defect – merupakan cacat baik berupa
kesalahan dokumentasi, permasalahan kualitas produk yang dihasilkan atau
delivery performance yang buruk.
4) (M) Unnecessary Motion – segala
pergerakan dari manusia atau mesin yang tidak menambah nilai terhadap produk tetapi hanya menambah biaya dan waktu. Atau keadaan tempat kerja yang kurang (tidak ergonomis) yang menyebabkan pekerja melakukan gerakan yang tidak perlu.
5) (T) Excessive Transportation – berupa
waktu, tenaga biaya dan aliran informasi dan atau material produk. Dapat dikatakan pula sebagai pemborosan yang terjadi karena tata letak (layout) yang buruk, pengorganisasian yang kurang tepat sehingga memerlukan pemindahan material.
6) (P) Inappropriate Processing –
diakibatkan karena kesalahan mempergunakan tools saat bekerja.
7) (W) Waiting – tidak beraktivitasnya
(menunggu) pekerja, informasi dan atau barang dalam waktu yang lama yang berdampak terhadap buruknya aliran proses dan bertambahnya lead times.
1.3.Waste Assesment Model (WAM)
Waste Assesment Model (WAM)
merupakan suatu model yang digunakan untuk memudahkan dan menyederhanakan proses pencarian permasalahan Waste. Waste
Assessment Model terdiri dari Seven Waste
Relationship, Waste Relationship Matrix dan
Waste Assessment Questionnaire.
1.3.1.Seven Waste Relationship (SWR)
Setiap waste memiliki hubungan satu sama lain, dimana hubungan ini disebabkan oleh pengaruh tiap waste dapat muncul secara langsung maupun tidak langsung. Seperti saat terjadi overproduction maka hal ini otomatis akan mempengaruhi unnecessary inventory.
Penjelasan keterkaitan antar waste dapat dilihat pada lampiran. Hubungan antar jenis
waste memiliki bobot yang berbeda-beda.
Maka dibutuhkan penilaian untuk mengetahui bobot dari setiap pola yang terjadi diantara
waste tersebut. Untuk menghitung kekuatan
waste relationship dikembangkan suatu
pengukuran dengan kuesioner. Hubungan antar waste yang satu dengan yang lainnya dapat disimbolkan dengan menggunakan huruf pertama pada tiap waste (Rawabdeh, 2005).
1.3.2.Waste Relationship Matrix (WRM)
WRM digunakan sebagai analisa pengukuran kriteria hubungan antar Waste
yang terjadi. WRM merupakan matriks yang terdiri dari baris dan kolom. Baris menunjukan pengaruh tiap Waste pada keenam tipe Waste lainnya. Kolom menunjukan Waste yang dipengaruhi oleh keenam Waste lainnya. Diagonal matriks menunjukan nilai hubungan yang tertinggi.
1.3.3.Waste Assesment Questionnaire (WAQ)
WAQ terdiri dari 68 pertanyaan yang berbeda, mewakili aktifitas, kondisi maupun tingkah laku yang dapat menghasilkan Waste. Pertanyaan ditandai dengan tulisan “From”,
artinya pertanyaan tersebut menjelaskan jenis
Waste yang ada saat ini yang dapat memicu
munculnya jenis Waste lainnya. Pertanyaan
lainnya ditandai dengan tulisan “TO”, artinya
pertanyaan tersebut menjelaskan tiap jenis
Waste yang ada saat ini bisa terjadi karena dipengaruhi jenis Waste lainnya. (Kurniawan, 2012)
2. METODE PENELITIAN
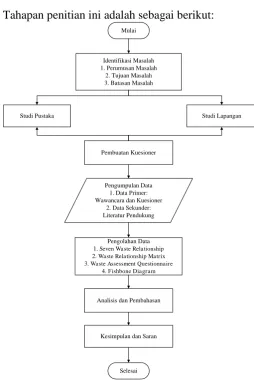
Tahapan penitian ini adalah sebagai berikut: Mulai
Pengolahan Data 1. Seven Waste Relationship
2. Waste Relationship Matrix
3. Waste Assessment Questionnaire
4. Fishbone Diagram
Analisis dan Pembahasan
Kesimpulan dan Saran
Selesai Pengumpulan Data
1. Data Primer: Wawancara dan Kuesioner
2. Data Sekunder: Literatur Pendukung Pembuatan Kuesioner
Studi Lapangan Studi Pustaka
Identifikasi Masalah 1. Perumusan Masalah
2. Tujuan Masalah 3. Batasan Masalah
Gambar 1. Flowchart Penelitian
Penelitian ini menggunakan Konsep Waste
Assesment Model dalam mengidentifikasi
Adapun tahapan dalam menganalisa pemborosan dengan Waste Assessment Model
adalah sebagai berikut:
2.1.Seven Waste Relationship
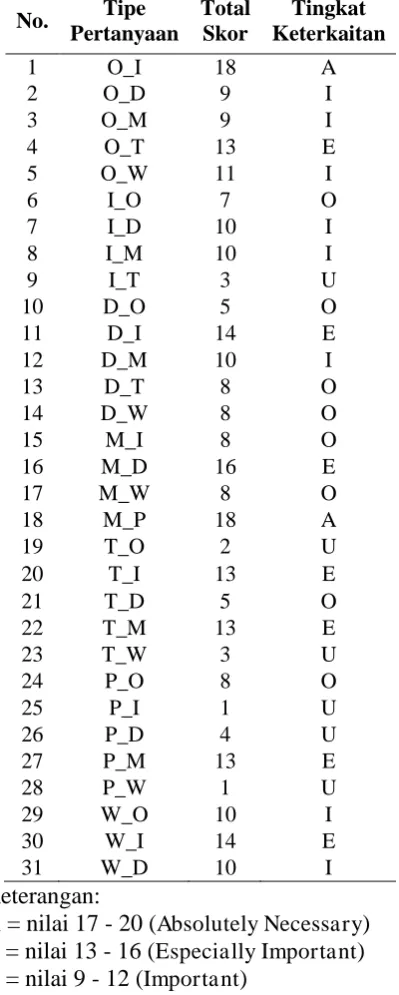
Perhitungan keterkaitan antar Waste
dilakukan secara diskusi dan wawancara dengan menggunakan kriteria pembobotan yang dikembangkan oleh Rawabdeh (2005) dan juga yang diadopsi oleh Daonil (2012). Tabulasi detail jawaban penilaian keterkaitan
Waste dapat dilihat seperti pada tabel 1.
2.2.Waste Relationship Matrix
Setelah didapatkan Seven Waste
Relationship pada tabel 4.5 selanjutnya dapat
dilanjutkan pada tahapan Waste Relationship
Matrix (WRM) dengan cara mengubah output
Seven Waste Relationship menjadikannya
sebagai input kedalam Waste Relationship Matrix.
2.3.Waste Assessment Quetionnaire
Nilai waste yang didapatkan dari WRM sebelumnya digunakan untuk penilaian awal WAQ berdasarkan jenis pertanyaan dan jenis
Waste nya. Pertanyaan dikategorikan ke
dalam 4 kelompok man, machine, material
dan method.
Pada penelitian kali ini daftar pertanyaan kuesioner berdasarkan penelitian sebelumnya yaitu Rawabdeh (2005) dan Daonil (2012) dengan sedikit perubahan yang disesuaikan dengan kondisi di lapangan perusahaan saat ini. Sedangkan untuk penilaian skor Daonil (2012) menyataka skor untuk ketiga jenis pilihan jawaban kuesioner dibagi menjadi dua kategori yaitu:
a) Kategori A, jika jawaban Ya berarti diindikasikan adanya pemborosan, dimana bobot 1 jika Ya, 0.5 jika Sedang dan 0 jika Tidak.
b) Kategori B, jika jawaban Ya berarti diindikasikan tidak ada pemborosan yang terjadi, dimana bobot 0 jika Ya, 0.5 jika Sedang dan 1 jika Tidak.
Pada penelitian kali ini daftar pertanyaan kuesioner berdasarkan penelitian sebelumnya yaitu Rawabdeh (2005) dan Daonil (2012)
dengan sedikit perubahan yang disesuaikan dengan kondisi di lapangan perusahaan saat ini.
WAQ memiliki delapan tahapan perhitungan skor Waste untuk mencapai peringkat Waste, yaitu antara lain:
1) Mengelompokkan dan menghitung jumlah pertanyaan kuesioner berdasarkan jenis pertanyaan.
2) Melakukan pembobotan awal untuk tiap jenis Waste pada tiap jenis pertanyaan kuesioner berdasarkan nilai bobot dari WRM.
3) Menghilangkan pengaruh variasi jumlah pertanyaan untuk tiap jenis pertanyaan dengan membagi bobot setiap baris dengan jumlah pertanyaan yang dikelompokkan (Ni) untuk setiap pertanyaan dengan menggunakan persamaan berikut (Rawabdeh, 2005):
� = ∑ �.�
K = nomor pertanyaan (berkisar antara 1-68)
Ni = jumlah pertanyaan yang dikelompokkan
4) Menghitung jumlah skor (Sj) berdasarkan persamaan 3 dan frekuensi (Fj) dari munculnya nilai pada tiap kolom
waste dengan mengabaikan nilai 0 (nol).
�� = � − � dimana:
Fj = Frekuesi waste bukan 0 (frekuensi untuk Sj)
N = jumlah pertanyaan (68)
F0 =Frekuensi 0
5) Memasukkan nilai rata-rata dari jawaban (terlampir) dari hasil kuesioner ke dalam tiap bobot nilai di tabel dengan menggunakan persamaan berikut:
= ∑ � �.� �
�= dimana:
XK = nilai dari jawaban tiap
pertanyaan kuesioner (1, 0.5, atau 0)
6) Menghitung jumlah skor (sj) berdasarkan persamaan 5 dan frekuensi (fj) untuk tiap nilai bobot pada kolom Waste.
�� = � − � dimana:
fj = Frekuesi waste bukan 0 (frekuensi untuk sj)
N = jumlah pertanyaan (68)
f0 =Frekuensi 0
7) Menghitung indikator awal untuk tiap
Waste (Yj) dengan menggunakan
persamaan berikut: (frekuensi untuk sj)
Fj = Frekuesi waste bukan 0 (frekuensi untuk Sj)
8) Menghitung nilai final Waste factor (Yjfinal) dengan memasukkan faktor probabilitas pengaruh antara jenis Waste
(Pj) berdasarkan total "from" dan "to" pada WRM. Memprosentasekan bentuk Yjfinal yang diperoleh sehingga bisa diketahui peringkat level dari masing-masing Waste. Yjfinal dapat dihasilkan dengan menggunakan persamaan berikut:
� ��� = � �
� ��� = � � � %� ��� � % ���
dimana:
Yjfinal = faktor akhir dari setiap jenis
Waste
Pj = probabilitas pengaruh antar
jenis Waste
%F romj = Persentas nilai From Waste
tertentu
%Toj = Persentas nilai To Waste
tertentu
3. HASIL DAN PEMBAHASAN
Hasil dari tahap pengolahan data dapat disajikan dibawah ini. Pada Tabel 1 menunjukan tingkat keterkaitan antar waste:
Tabel 1. Tabulasi Keterkaitan Antar Waste
No. Tipe
Tahap selanjutnya didapatakan hasil
F/T O I D M T P W
Gambar 2. Waste Relationship Matrix
Selanjutnya dilakukan penyederhanaan matriks dengan cara dikonversikan kedalam bentuk angka untuk selanjutnya dapat diolah menjadi bentuk persentase (Rawabdeh 2005). Sehingga waste matrix value dapat dilihat pada Tabel 2.
Tabel 2. Waste Matrix Value
F/T O I D M T P W Skors %
(Utama, Dewi, & Mawarti, 2016)
Pada tabel diatas dapat diketahui bahwa nilai from overproduction memiliki persentase yang tertinggi yaitu sebesar 19.33%. Hal ini mengartikan bahwa
overproduction memiliki pengaruh yang
cukup besar untuk menyebabkan terjadinya
waste yang lain. Sedangkan nilai to inventory
memiliki persentase yang tertinggi yaitu sebesar 21.01% Hal tersebut mengindikasikan bahwa waste inventory
paling banyak diakibatkan oleh waste yang lain.
Nilai waste yang didapatkan dari WRM sebelumnya digunakan untuk penilaian awal WAQ berdasarkan jenis pertanyaan dan jenis
Waste nya. Pertanyaan dikategorikan ke
dalam 4 kelompok man, machine, material
dan method. Tiap pertanyaan memiliki 3
pilihan jawaban yaitu Ya, Sedang, Tidak dan
masing-masing jawaban diberi bobot 1, 0.5, atau 0.
Hasil assessment berupa peringkat Waste
dapat dilihat pada tabel dan gambar dibawah ini :
Gambar 3. Rekapitulasi WAM Berdasarkan hasil yang ditunjukkan oleh grafik diatas, maka dapat diambil dua jenis
Waste tertinggi untuk kemudian dianalisa
yaitu inventory dan motion.
3.1.Analisa Penyebab Timbulnya Waste dengan Fishbone
Langkah selanjutnya yang dilakukan yaitu melakukan analisa penyebab timbulnya
waste. Dalam tahap ini penulis membatasi
untuk waste yang akan dianalisa dan dilakukan rekomendasi perbaikan adalah
waste dengan presentase 2 terbesar saja.
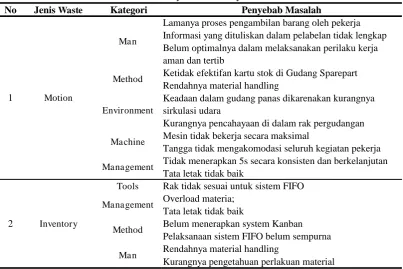
Adapun rincian akar penyebab masalah waste
ditampilkan pada tabel 3. dibawah ini: Untuk mengetahui akar penyebab dari timbulnya Waste akan dianalisa dengan menggunakan fishbone diagram dibuat berdasarkan hasil observasi dan diskusi dengan beberapa pihak di unit gudang
sparepart. Berikut dijabarkan mengenai
analisa penyebab waste dapat didalam lampiran.
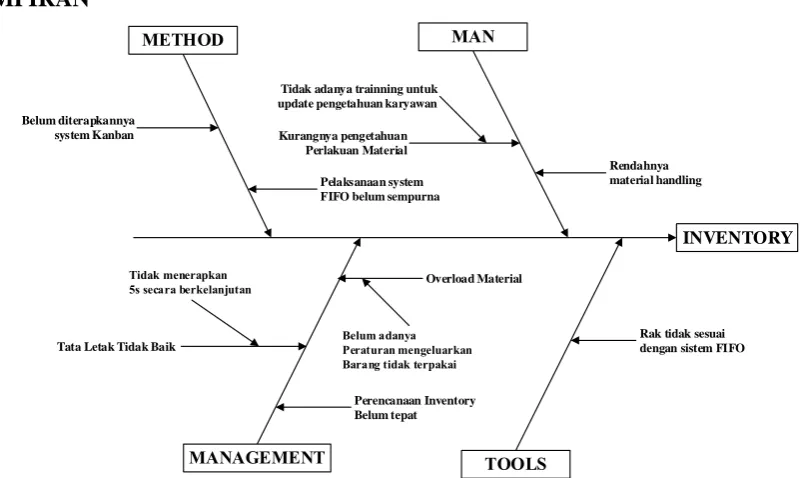
Berdasarkan hal tersebut dapat diketahui, penyebab utama terjadinya Waste Inventory
adalah dari faktor Man dan Management.
Pada faktor Man adalah kurangnya pengetahuan perlakuan material karyawan, hal ini dikarenakan pihak management tidak mempunyai agenda rutin untuk meng-update
lokasi yang tersedia dengan mengabaikan perlakuannya dan umur barangnya hal ini dikhawatirkan akan mengakibatkan kerusakan atau memperpendek umur material tersebut.
Selanjutnya pada factor Management yang menjadi penyebab utamanya waste adalah tata letak yang tidak baik hal ini diakibatkan karena tidak menerapkan 5s secara berkelanjutan. Selain itu hal ini juga diakibatkan perencanaan inventory yang belum tepat mengakibatkan penambahan
waste inventory. Hal lainnya adalah overload
material hal ini dapat terjadi karena pihak
manajemen belum mengeluarkan peraturan tentang mengeluarkan barang yang tidak terpakai dari dalam gudang sehingga didalam gudang masih terdapat barang-barang yang tidak terpakai yang bahkan sudah berusia sangat tua dan renta akan kerusakan.
Selanjutnya penyebab utama terjadinya
Waste Motion adalah dari Man dan Machine.
Pada faktor Man penyebab terjadinya waste dikarenakan lamanya proses pengambilan barang. Setelah ditelusuri penyebab lamanya dikarenakan kurangnya penerangan dan kebiasaan karyawan yang tidak menempatkan barang pada tempatnya. Selain itu karyawan
pun belum optimal melaksanakan perilaku kerja aman dan tertib sebagaimana contohnya adalah tidak menggunakan tangga untuk mengambil barang justru lebih memilih memanjat rak tersebut serta penerapan FIFO yang belum sempurna. Akar penyebab meningkatnya waste motion adalah karena dalam penulisan label informasi yang dimuat kurang lengkap dan kurang terperinci. Sedangkan pada factor Machine penyebab utamnya adalah tangga yang tidak mengakomodasi kegiatan pekerja disebabkan jumlah tangga yang tersedia di gudang sangat terbatas dan tidak memenuhi kebutuhan setiap gang rak. Tangga yang disediakan tidak dikhususkan untuk material yang mudah pecah dan masih dilakukan pengangkutan secara manual.
3.2.Usulan Perbaikan
Langkah selanjutnya yang dilakukan yaitu memberikan rekomendasi perbaikan. Rekomendasi perbaikan yang akan diberikan berdasarkan analisa dari Waste assessment
model dan fishbone diagram dengan
peringkat 2 terbesar adapun rekomendasi perbaikan antara lain
1) Penambahan Fasilitas
No Jenis Waste Kategori Penyebab Masalah
Lamanya proses pengambilan barang oleh pekerja Informasi yang dituliskan dalam pelabelan tidak lengkap Belum optimalnya dalam melaksanakan perilaku kerja aman dan tertib
Ketidak efektifan kartu stok di Gudang Sparepart Rendahnya material handling
Keadaan dalam gudang panas dikarenakan kurangnya sirkulasi udara
Kurangnya pencahayaan di dalam rak pergudangan Mesin tidak bekerja secara maksimal
Tangga tidak mengakomodasi seluruh kegiatan pekerja Tidak menerapkan 5s secara konsisten dan berkelanjutan Tata letak tidak baik
Tools Rak tidak sesuai untuk sistem FIFO Overload materia;
Tata letak tidak baik
Belum menerapkan system Kanban Pelaksanaan sistem FIFO belum sempurna Rendahnya material handling
Kurangnya pengetahuan perlakuan material 2 Inventory
Management
Method
Man
Tabel 3. Penyebab Timbulnya Waste
1 Motion
Man
Method
Environment
Machine
Fasilitas kerja yang ditambahkan antara lain seperti yang tertera pada tabel 4.: a. Lampu
Dengan adanya penambahan lampu diharapkan pencahayaan di bagian gudang menjadi maksimal, sehingga operator dapat bekerja dengan lebih baik.
b. Armada Pengiriman
Dengan ditambahkannya armada pengiriman diharapkan dapat meminimalkan days physical stock di area gudang produk jadi sehingga tidak terjadi penumpukan produk di area gudang produk jadi dan aliran material berjalan lebih seimbang.
c. Kipas
Kipas didalam pergudangan digunakan untuk membuat aliran sirkulasi udara lebih lancar. Hal ini dikarenakan ketika berada didalam gudang suhu lebih panas sehingga menyebabkan pekerja melakukan gerakan (motion) yang tidak diperlukan.
d. Rak Pendukung FIFO
Rak pendukung fifo berguna ketika suatu material yang ,memiliki umur ekonomis dan batas kadaluwarsa dapat digunakan terlebih dahulu. Rak ini merupakan rak yang bentuknya mirng tidak lurus seperti biasanya untuk mempermudah proses penyimpanan dan pengambilan barang.
e. Scissor Lift Electric Work Platform Alat ini berguna sebagai pengganti tangga dorong yang lebih modern dan mempermudah pekerja. Sebagaimana pekerja sering melakukan pemanjatan rak, dengan alat ini pekerja tidak lagi melakukan hal seperti itu yang dapat membahayakan keselamatannya. Benda ini bergerak secara vertikal naik turun keatas serta mampu membawa beban berat sehingga proses material handling dapat berjalan dengan tepat. 2) Pelaksanaan Pendidikan Pelatihan dan
Pengembangan Kepegawaian
Pendidikan dan pelatihan adalah merupakan upaya untuk mengembangkan sumber daya aparatur,
terutama untuk peningkatan profesionalime yang berkaitan dengan, keterampilan administrasi dan keterampilan manajemen. Untuk meningkatkan kualitas kemampuan yang menyangkut kemampuan kerja maka diperlukan pendidikan dan pelatihan yang dilakukan secara berkala.
Latihan (training) dimaksudkan untuk memperbaiki penguasaan berbagai ketrampilan dan teknik pelaksanaan kerja tertentu, terinci dan rutin. Yaitu latihan rnenyiapkan para karyawan (tenaga kerja) untuk melakukan pekerjaan-pekerjaan sekarang. Sedangkan pengembangan
(Development) mempunyai ruang
lingkup lebih luas dalam upaya untuk memperbaiki dan meningkatkan pengetahuan, kemampuan, sikap dlan sifat-sifat kepribadian. (Handoko, 2001)
Salah satu upaya yang dapat dilakukan untuk meningkatkan potensi SDM adalah dengan cara pendidikan dan pelatihan. Dirasakan sangat tepat apabila manajemen Departemen Material melaksanakan Training
ataupun pelatihan-pelatihan secara berkala mengenai perlakuan barang-barang di gudang. Hal ini berguna untuk menambah wawasan pekerja serta meminimalisir baik waste ataupu kecelakaan kerja.
3) Penerapan 5s
5S berisikan Seiri Seiton Seiso Seiketsu
Shitsuke. Fokus utama dari 5S adalah
menghilangkan atau penghapusan
Waste pada lingkungan kerja yang
pembersihan, memelihara kondisi yang matap, dan memelihara kebiasaan yang diperlukan untuk melaksanakan pekerjaan dengan baik.
4. KESIMPULAN
Kesimpulan yang dapat diambil berdasarkan penelitian tersebut adalah:
1) Hasil assessment berupa peringkat
Waste secara berurutan dari terbesar
sampai terkecil adalah motion sebesar 19.02%, inventory sebesar 18.93%,
overproduction sebesar 18.71%, defect
sebesar 18.18%, transportation sebesar 10.60%, waiting sebesar 9.51% dan
process sebesar 5.05%.
2) Dari hasil analisa penyebab timbulnya
Waste dengan Fishbone didapati
penyebab utama terjadinya Waste
Inventory adalah dari faktor Man dan
Management. Pada faktor Man adalah
kurangnya pengetahuan perlakuan material karyawan. Sedangkan pada faktor Management yang menjadi penyebab utamanya waste adalah tata letak yang tidak baik.
3) Dari hasil analisa penyebab timbulnya
Waste dengan Fishbone didapati
penyebab utama terjadinya Waste
Motion adalah dari Man dan Machine.
Pada faktor Man penyebab terjadinya waste dikarenakan lamanya proses pengambilan barang. Sedangkan pada faktor Machine penyebab utamnya adalah tangga yang tidak mengakomodasi kegiatan pekerja. 4) Rekomendasi perbaikan untuk
mengatasi waste antara lain penambahan alat-alat pendukung kerja, pelaksanaan pendidikan pelatihan dan pengembangan kepegawaian dan penerapan 5s.
DAFTAR PUSTAKA
Daonil. (2012). Implementasi Lean
Manufacturing Untuk Eliminasi
Waste Pada Lini Produksi Machining Cast Wheel Dengan Menggunakan
Metode Wam dan Valsat. Depok:
Fakultas Teknik Program Studi Teknik Industri Universitas Indonesia.
Gaspersz, V. (1998). P roduction Planning
and Inventory Control. Jakarta:
Gramedia Pustaka Utama.
Gaspersz, V., & Fontana, A. (2007). Lean Six Sigma for Manufacturing and Service
Industries. Jakarta: Gramedia Pustaka
Utama.
Handoko, T. H. (2001). Manajemen
Personalia dan Sumber Daya
Manusia (Vol. II). Yogyakarta:
BPFE.
Kurniawan, T. (2012). Perancangan Lean Manufacturing dengan Metode Valsat Pada Line Produksi Drum Brake Type IMV. Jakarta: Universitas Indonesia. Michalska, J., & Szewieczek, D. (2007). The
5S Methodology as a Tool for Improving The Organization.
Osada, T. (2002). Sikap Kerja 5s. Jakarta: Lembaga Manajemen PPM.
Rawabdeh, I. (2005). A model for the assessment of waste in job shop environments. International Journal
of Operations & Production
Management, Vol. 25, 800-822.
Shingo, S. (1989). A Study Of The Toyota
Production System From An
Industrial Engineering Viewpoint.
Cambridge: Productivity Press. Utama, D. M., Dewi, S. K., & Mawarti, V. I.
(2016). Identifikasi Waste Pada Proses Produksi Key Set Clarinet Dengan Pendekatan Lean Manufacturing. Jurnal Ilmiah Teknik
LAMPIRAN
INVENTORY
Tata Letak Tidak Baik
Overload Material
Rendahnya material handling Kurangnya pengetahuan
Perlakuan Material Belum diterapkannya
system Kanban
Pelaksanaan system FIFO belum sempurna
Rak tidak sesuai dengan sistem FIFO
Perencanaan Inventory Belum tepat Tidak adanya trainning untuk update pengetahuan karyawan
Gambar 4. Fishbone Diagram Waste Inventory
MOTION
MANAGEMENT MAN
Lamanya proses Pengambilan barang
Tata Letak Tidak Baik Belum optimal melaksanakan perilaku kerja aman dan tertib
Tidak Konsisten Dalam 5s Dalam penulisan pelabelan
Informasi tidak lengkap
Ketidak Efektifan kartu Stok Kurangnya
Pencahayaan
Kurangnya sirkulasi udara
Rendahnya Material handling Mesin tidak bekerja
maksimal
Tangga tidak Mengakomodasi
Tidak mengkhususkan Material mudah pecah