BONTANG
Laporan Kerja Praktek ini
Diajukan sebagai persyaratan untuk menyelesaikan Program Pendidikan Diploma III
Pada
Jurusan : Teknik Kimia
Program Studi : Petro & Oleo Kimia POLITEKNIK NEGERI SAMARINDA
Disusun oleh :
Ayu Practica Ceriah Solikhawati Sukirno Putri NIM. 08 614 024
JURUSAN TEKNIK KIMIA
POLITEKNIK NEGERI SAMARINDA
PT. PUPUK KALIMANTAN TIMUR
BONTANG
Laporan Kerja Praktek di Departemen Operasi Kaltim-2 PT. Pupuk Kalimantan Timur ini telah di periksa dan disetujui :
Tempat : Bontang
Tanggal : … September 2010
Mengetahui, Pembimbing
Ir. Rikho Dhiyatmiko A Kabag Ammonia Kaltim-2
MENGESAHKAN PT. Pupuk Kalimantan Timur
Kepala Depertemen Operasi Kaltim-2 Kepala Departemen Pengembangan SDM
PT. PUPUK KALIMANTAN TIMUR
BONTANG
Disusun Oleh :
Ayu Practica Ceriah Solikhawati NIM. 08 614 024
Telah diperiksa dan disetujui, Tanggal
Menyetujui, Mengetahui,
Ketua Jurusan Teknik Kimia Dosen Pembimbing
Alwathan, ST., M.Si. Drs. Harjanto, M.Sc.
Pupuk Kalimantan Timur dan laporan kerja praktek ini dapat terselesaikan dengan baik.
Laporan ini disusun berdasarkan pengamatan dilapangan dan study pustaka yang dilakukan pada saat kerja praktek di PT. Pupuk Kalimantan Timur. Kerja Praktek ini merupakan salah satu tugas yang harus ditempuh sebagai persyaratan menyelesaikan Diploma-III (D3) di Jurusan Teknik Kimia Politeknik Negeri Samarinda.
Pada kesempatan ini penyusun mengucapkan terima kasih kepada PT. Pupuk Kalimantan Timur yang telah memberikan kesempatan untuk melaksanakan kerja praktek selama dua bulan sejak 20 Juli 2010 - 17 September 2010. Selain itu penyusun juga mengucapkan terima kasih kepada :
1. Ibu dan Bapak tercinta atas dukungannya selama ini
2. Bapak Ir. Sunaryo Broto, MM, Selaku Kepala Departemen Pengembangan SDM 3. Bapak Ir. Alamsyah Hasibuan, Kepala Departemen Operasi Kaltim-2
4. Bapak Ir. Rikho Dhiyatmiko A., Pembimbing dan Kepala Bagian Urea Kaltim-2 5. Bapak H. Kushermianto, Wakil Kepala Bagian Urea Kaltim-2
6. Bapak H. Purwantono, Kepala Bagian Utility Kaltim-2
7. Bapak Achmad Rois, ST., Wakil Kepala Bagian Utility Kaltim-2 8. Bapak Teguh Ismantono, ST, Kepala Bagian Ammonia Kaltim-2 9. Bapak Edi Pribowo, Wakil Kepala Bagian Ammonia Kaltim-2
10. Bapak- bapak supervisor, foreman dan operator ammonia, urea, utility Kaltim-2 11. Seluruh Staff dan karyawan Kaltim-2
12. Bapak Alwathan, ST, M.Si, Selaku Ketua jurusan Teknik Kimia. 13. Bapak Drs. Harjanto,M.Sc, Pembimbing kerja praktek.
14. Caecillia Anggita Riyana dan Lalang Dwiyoga Sakti atas semua bantuannya 15. Semua pihak yang membantu terselesaikannya laporan ini.
Dilandasi oleh kesadaran akan keterbatasan yang ada, penyusun selalu berlapang dada untuk menerima kritik dan saran yang bersifat membangun. Penyusun berharap, laporan kerja praktek ini dapat memberi manfaat. Semoga Allah SWT senantiasa meridhoi segala usaha dan itikad bagi kita semua.
Amien.
Bontang, September 2010
Negara (BUMN) yang didirikan pada tanggal 7 Desember 1977. Tujuan utama pendirian PT. Pupuk Kalimantan Timur adalah untuk melaksanakan serta mendukung kebijakan pemerintahan dalam pengembangan industry dan ekonomi nasional, khususnya sektor industry pupuk dan indutri kimia.
Saat ini PT. Pupuk Kalimantan Timur berdiri diatas lahan seluas 493 ha dan mengoperasikan 4 unit pabrik ammonia (Kaltim 1, Kaltim 2, Kaltim 3, dan Kaltim 4) dan 5 unit pabrik urea ( Kaltim 1, Kaltim 2, Kaltim 3, Kaltim 4, dan POPKA ) dengan total kapasitas produksi 1.850.000 ton ammonia dan 2.980.000 ton urea per tahun. PT. Pupuk Kalimnatan Timur menjadi produsen urea terbesar di dunia dalam satu lokasi.
Pabrik Kaltim 2 PT. Pupuk Kalimantan Timur terdiri atas unit utilitas, unit ammonia, dan unit urea. Unit utilitas berfungsi untuk memenuhi kebutuhan steam, air pendingin, plant air, instrument air, dan listrik bagi pabrik ammonia dan urea. Produk Utilitas meliputi sea water, raw condensate, Boilling Feed Water ( BFW), udara instrument, udara proses, listrik dan urea formaldehid. Teknologi pembuatan ammonia menggunakan proses Kellog. Bahan baku pabrik ammonia adalah gas alam dan udara, dengan produk utamanya adalah ammonia cair berkapasitas produksi 595.000 ton/tahun. Teknologi pembuatan Urea menggunakan proses Stamicarbon. Bahan baku pabrik urea adalah gas ammonia dan karbon dioksida yang berasal dari pabrik ammonia, dengan produk utamanya adalah urea prill berkapasitas produksi 570.000 ton/tahun.
PT. Pupuk Kalimantan Timur menghasilkan limbah berfasa cair, padat maupun gas. Sistem pengolahan limbah dilaksanakan dengan pendekatan inplant treatment dan end of pipe treatment. Inplant treatment adalah upaya pengolahan limbah yang menyatu dengan proses pabrik sehingga terjadi pemanfaatan, seperti neutralizing pond, recovery, dan reuse, sedangkan end of pipe treatment merupakan upaya pengolahan limbah pabrik sebelum dibuang ke lingkungan, seperti chemical pond.
ABSTRAK... iii
KATA PENGANTAR... iv
DAFTAR ISI... v
DAFTAR TABEL ... vi
DAFTAR GAMBAR ... vii
BAB I PENDAHULUAN ... 1
1.1.Deskripsi Umum Kerja Praktek ... (1)
1.1.1Latar Belakang Kerja Praktek... (1)
1.1.2Tujuan Kerja Praktek ... (1)
1.1.3Ruang Lingkup Kerja... (2)
1.2.Sejarah Singkat PT. Pupuk Kalimantan Timur ... (2)
1.2.1Sekilas tentang PKT ... (2) 1.2.2Kaltim- 1... (3) 1.2.3Kaltim – 2 ... (4) 1.2.4Kaltim – 3 ... (5) 1.2.5POPKA ... (5) 1.2.6Kaltim – 4 ... (6)
1.3.Lokasi dan tata letak pabrik ... (7)
1.3.1Lokasi pabrik ... (7)
1.3.2Tata Letak Pabrik ... (8)
1.4.Lambang PT.Pupuk Kalimantan Timur... (8)
1.5.Merk Dagang PT. Pupuk Kalimantan timur ... (8)
1.6.Organisasi dan manajemen PT.PKT... (9)
1.6.1Visi, Misi,Motto... (9)
1.6.2Struktir Organisasi perusahaan ... (10)
1.7.Waktu kerja ... (13)
2.1.Karakteristik Bahan baku dan Produk ... (16)
2.1.1 Karakteristik Bahan Baku... (16)
2.1.2 Karakteristik Produk ... (17)
2.2.Pembuatan Ammonia... (18)
2.2.1Sejarah pembuatan Ammonia ... (18)
2.2.2Macam – macam Proses sintesa ammonia ... (19)
2.2.3Prinsip Sintesa Amonia ... (21)
2.2.4Faktor – faktor yang mempengaruhi sintesa ammonia ... (21)
2.3.Pembuatan Urea ... (22)
2.3.1Sejarah Pembuatan Urea ... (22)
2.3.2Macam – macam Proses Sintesa Urea ... (26)
2.3.3Konsep Proses sintesa Urea... (27)
2.3.4Faktor –faktor yang mempengaruhi sintesa urea... (27)
BAB III BAHAN BAKU ... (29)
3.1.Bahan Baku Utama... (29)
3.1.1Bahan Baku Pembuatan Ammonia ... (29)
3.1.2Bahan Baku Pembuatan Urea... (30)
3.2Bahan Baku Penunjang... (31)
3.2.1Bahan – Bahan Kimia ... (31)
3.2.2Katalis ... (34)
BAB IV DESKRIPSI PROSES ... (37)
4.1.Unit Ammonia... (37)
4.1.1Pemurnian Gas Alam ... (37)
4.1.2Pembentukkan Gas Sintesa ... (38)
4.1.3Pemurnian Gas Sintesa ... (43)
4.1.4Sintesa Ammonia... (45)
4.1.5Refrigrasi Ammonia ... (47)
4.1.6HRU ... (48)
4.2.4Evaporasi dan Prilling... (57)
4.2.5Waste Water Treatment ... (59)
BAB V UNIT PENUNJANG DAN PENGOLAHAN LIMBAH ... (61)
5.1.Unit Utilitas... (61)
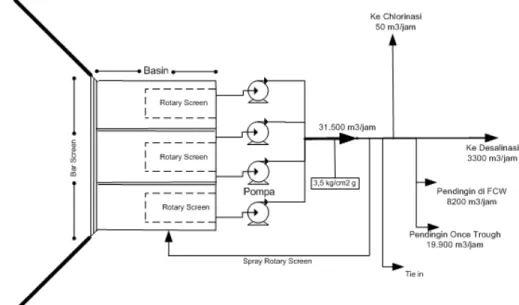
5.1.1Sea Water Intake... (61)
5.1.2Klorinasi... (63)
5.1.3Fresh Cooling Water ... (65)
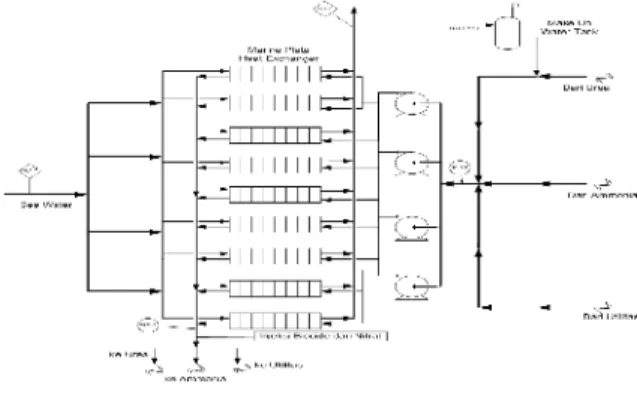
5.1.4Desalinasi ... (66)
5.1.5Stripper... (69)
5.1.6Demineralisasi ... (70)
5.1.7Daerasi ... (73)
5.1.8Pembangkit Steam PKB & WHB ... (74)
5.1.9Pembangkit Tenaga Listrik ... (77)
5.1.10Udara PA/IA ... (78)
5.1.11UFC... (79)
5.2Pengolahan Limbah ... (81)
5.2.1Pengolahan limbah cair... (81)
5.2.2Pengolahan limbah padat ... (82)
BAB I
PENDAHULUAN
1.1. Deskriksi Umum Kerja Praktek 1.1.1. Latar Belakang Kerja Praktek
Kebutuhan sumber daya manusia disegala sektor semakin meningkat, baik
secara kuantitas, maupun kualitas. Sebagai salah satu komponen penting dalam
peningkatan sumber daya manusia, mahasiswa dituntut untuk membekali diri dengan
ilmu pengetahuan dan pengalaman sesuai dengan disiplin ilmu yang ditekuninya.
Kerja praktek merupakan salah satu program tugas akhir pendidikan diploma di
Jurusan Teknik Kimia Politeknik Negeri Samarinda. Tujuan Kerja Praktek adalah agar
mahasiswa dapat menerapkan ilmu pengetahuan yang diperoleh di bangku kuliah pada
keadaan nyata di dunia industry dan dapat membandingkan antara teori yang telah
diperoleh dengan kenyataan di lapangan. Diharapkan dapat memperoleh pengalaman
yang cukup selama melakukan kerja praktek.
PT. Pupuk Kalimantan Timur merupakan perusahaan yang menerapkan ilmu
dan disiplin teknik kimia pada skala industry yang cukup besar. Sebagai perusahaan
yang memproduksi pupuk dan bahan kimia lain, PT. Pupuk Kalimantan Timur memiliki
berbagai jenis proses yang erat kaitannya dengan materi – materi yang diberikan
dibangku perkuliahan. Dengan demikian, diharapkan bahwa Kerja Praktek di PT.Pupuk
Kalimantan Timur akan sangat menunjang perluasan wawasan dan pengaplikasian ilmu
teknik kimia di dunia industry secara nyata.
1.1.2. Tujuan Kerja Praktek
Pelaksanaan program kerja praktek bagi mahasiswa dalam lingkup program diploma III Jurusan Teknik Kimia Politeknik Negeri Samarinda bertujuan untuk :
1. Memenuhi kurikulum sebagai persyaratan penyelesaian program Diploma III oleh setiap mahasiswa Jurusan Teknik Kimia
2. Meningkatkan kemampuan berfikir bagi mahasiswa teknik kimia dalam mengaplikasikan ilmu teknik kimia dalam dunia industri
3. Melihat, mengetahui dan memahami secara langsung proses pengolahan pupuk di lapangan dan permasalahan operasi pabrik.
4. Meningkatkan profesionalitas dan menyiapkan tenaga kerja terdidik sebelum memasuki dunia kerja yang sebenarnya.
1.1.3. Ruang Lingkup Kerja Praktek
Kerja praktek dilakukan di Departemen Operasi Kaltim-2, yaitu di bagian utilitas, ammonia, dan urea yang masing-masing dilakukan selama kurung waktu 7 hari kerja. Sementara untuk tugas khusus yang diberikan dilakukan di bagian urea yaitu distribusi suhu sepanjang Prilling Tower
1.2. Sejarah Singkat PT. Pupuk Kalimantan Timur 1.2.1. Sekilas Tentang PT. Pupuk Kalimantan Timur
Pertanian merupakan salah satu sektor pembangunan yang mendapatkan perhatian besar dari pemerintah karena sebagian besar masyarakat Indonesia adalah petani. Selain itu, dari sektor inilah kebutuhan masyarakat akan pangan dapat terpenuhi. Disamping digunakan pada sektor pertanian, pupuk juga dibutuhkan di sektor industri.
Pupuk memegang peranan penting dalam peningkatan kualitas produksi hasil-hasil pertanian. Salah satu jenis pupuk yang banyak digunakan oleh petani adalah pupuk urea, yang berfungsi sebagai sumber nitrogen bagi tanaman. Dalam peternakan, urea merupakan nutrisi makanan ternak yang dapat meningkatkan produksi susu dan daging. Selain itu, pupuk urea memiliki prospek yang cukup besar dalam bidang industri, antara lain sebagai bahan dalam pembuatan resin, produk-produk cetak, pelapis, perekat, bahan anti kusut dan pembantu pada pencelupan di pabrik tekstil. Oleh karena itu, kebutuhan pupuk urea semakin bertambah seiring berjalannya waktu.
Proyek PT. Pupuk Kalimantan Timur lahir untuk memenuhi kebutuhan pupuk yang semakin meningkat tersebut. Pada mulanya proyek PT. Pupuk Kalimantan Timur dikelola oleh Pertamina sebagai unit-unit pabrik terapung yang terdiri dari 1 pabrik ammonia dan 1 unit pabrik urea dengan beberapa bangunan pendukungnya di pantai. Setelah meninjau dan menilai kembali konsep pabrik terapung ini, dengan memperhatikan aspek teknis dan bahan baku maka pembangunan pabrik dilanjutkan di darat.
Berdasarkan Kepres No. 39 tahun 1976 dilakukan serah terima proyek ini dari Pertamina ke Departemen Perindustrian dalam hal ini Direktorat Jenderal Industri Kimia Dasar pada tahun 1976. Setelah penyelesaian proses hukum dalam rangka serah terima peralatan pabrik di Eropa, maka pada tanggal 7 Desember 1977 didirikan sebuah Badan Umum Milik Negara (BUMN) untuk mengelola usaha ini dengan nama PT. Pupuk Kalimantan Timur. Tujuan Utama pendirian PT. Pupuk Kalimantan Timur adalah untuk melaksanakan serta mendukung kebijakan pemerintah dalam proses pengembangan industri dan ekonomi nasional, khususnya sektor industri pupuk dan industri kimia.
PT. Pupuk Kalimantan Timur berdiri di atas lahan seluas 493 Ha dan mengoperasikan 4 unit pabrik ammonia (Kaltim-1, Kaltim-2, Kaltim-3, dan Kaltim-4) dan 5 unit urea (Kaltim-1, Kaltim-2, Kaltim-3, Kaltim-4 dan POPKA) dengan total kapasitas produksi 1.850.000 ton ammonia dan 2.980.000 ton urea per tahun.
1.2.2. Kaltim–1
Menurut jadwal, masa konstruksi yang dimulai pada bulan Maret 1979 diperkirakan akan berlangsung selama 36 bulan, namun pelaksanaannya mengalami banyak kesulitan sehingga start up baru dapat dilakukan pada bulan Juni 1982. Produksi ammonia pertama dihasilkan pada tanggal 20 Desember 1983 dan produksi pupuk urea pertama dihasilkan pada tanggal 15 April 1984. Pembangunan pabrik Kaltim-1 menggunakan Lummus Co., Ltd dari Inggris sebagai kontraktor utama yang bekerjasama dengan Lurgi dari Jerman dan Coppee Rust dari Belgia. Teknologi pembuatan ammonia menggunakan proses Lurgi dengan kapasitas 595.000 ton per tahun, sedangkan teknologi pembuatan urea menggunakan proses Stamicarbon dengan kapasitas produksi 700.000 ton per tahun.
1.2.3. Kaltim–2
Gambar. 1.2.3 Pabrik Kaltim-2
Pada tahun 1981 diadakan persiapan pembangunan pabrik PT. Pupuk Kalimantan Timur yang kedua yang kontrak pembangunnya ditandatangani pada tanggal 23 Maret 1982. Masa konstruksi Kaltim-2 dimulai pada bulan Maret 1983 dan start up dari utility dimulai pada bulan April 1984. Produksi ammonia pertama dihasilkan pada tanggal 6 September 1984 dan produksi urea pertama dihasilkan pada tanggal 15 September 1984. Pembangunan pabrik Kaltim-2 menggunakan M. W Kellog Co., Ltd sebagai kontraktor utama dan bekerjasama dengan Toyo Menka Keisha dan Kobe Steel dari Jepang. Teknologi pembuatan ammonia menggunakan proses Kellog dengan kapasitas produksi 595.000 ton per
tahun, sedangkan teknologi pembuatan urea menggunakan proses Stamicarbon dengan kapasitas produksi 570.000 ton per tahun.
1.2.4. Kaltim–3
Gambar 1.2.4 Pabrik Kaltim-3
Pabrik pupuk Kaltim-3 yang berlokasi berdampingan dengan pabrik Kaltim-2 yang beroperasi komersial sejak 4 April 1985. Pembangunan pabrik Kaltim-3 menggunakan PT. Rekayasa Industri (persero) sebagai kontraktor utama yang bekerjasama dengan Chiyoda Chemical Engineering and Construction Co., dan Toyomenka corporation. Teknologi pembuatan ammonia menggunakan proses Haldor Topsoe dengan kapasitas produksi 333.000 ton per tahun, sedangkan teknologi pembuatan urea menggunakan proses Stamicarbon dengan kapasitas produksi 570.000 ton per tahun. Pada Kaltim-3 ini juga terdapat Hidrocarbon Recovery Unit (HRU) yang mengolah flash gas dan purge gas Kaltim-1, Kaltim-2, dan Kaltim-3 dari proses Costain Petrocarbon dan ditempatkan di area Kaltim-2, sehingga unit ini dapat memberikan tambahan produksi ammonia sebesar 180 ton per hari.
1.2.5. POPKA (Proyek Optimasi Pupuk Kaltim)
POPKA dibangun untuk meningkatkan nilai tambah bagi ammonia sisa (ammonia excess) dan gas CO2 yang terbuang ke atmosfer dari unit ammonia Kaltim-1 dan Kaltim-2, guna menghasilkan urea granul untuk tujuan ekspor. Pembangunan pabrik dimulai tanggal 20 November 1996 dan mulai produksi pada tanggal 12 April 1999. Pembangunan pabrik POPKA menggunakan Chiyoda Chemical Engineering and Construction Co., sebagai kontraktor utama yang bekerjasama dengan PT. Rekayasa Industri (persero). Teknologi pembuatan urea menggunakan proses Hydro Agri dengan kapasitas produksi 570.000 ton per tahun.
1.2.6. Kaltim–4
Gambar 1.2.6 Pabrik Kaltim-4
Kaltim-4 dibangun pada tahun 1999 dan pada tahun 2002 telah dapat memproduksi urea, sedangkan untuk pabrik ammonia pembangunannya selesai pada awal tahun 2003. Pembangunan pabrik Kaltim-4 menggunakan Mitsubishi Heavy Industries Ltd sebagai kontraktor utama yang bekerjasama dengan PT. Rekayasa Industri (persero). Teknologi pembuatan ammonia menggunakan proses Haldor Topsoe dengan kapasitas produksi 333.000 ton per tahun, sedangkan teknologi pembuatan urea menggunakan proses Snamprogetti dengan kapasitas produksi 570.000 ton per tahun. Sama seperti POPKA, urea yang dihasilkan pada Kaltim-4 ini juga berbentuk granul.
Selain kelima pabrik di atas, PT. Pupuk Kalimantan Timur juga memiliki beberapa anak perusahaan, antara lain PT. Kaltim Industrial Estate (PT. KIE), PT. DSM Kaltim Melamine (PT. DKM), PT. Kaltim Adhiguna Dermaga, PT. Kaltim Nusa Etika, PT. Kaltim Cipta Yasa, PT. Daun Buah,
PT. Kaltim Sahid Baritosodakimia (PT. KSB), PT. Rekayasa Industri, PT. Pukati Pelangi Agromakmur, PT. Pukati Pelangi Patani Berseri, PT. Pukati Pelangi Khatulistiwa, PT. Kaltim Methanol Industri (PT. KMI), PT. Kaltim Lemindo Kimiatama, PT. Kaltim Pasifik Ammonia (PT. KPA) dan PT. Kaltim Parna Industri (PT. KPI).
1.3. Lokasi dan Tata Letak Pabrik 1.3.1. Lokasi Pabrik
Lokasi pabrik PT. Pupuk Kalimantan Timur terletak di wilayah pantai Kotamadya Bontang sekitar 121 km sebelah utara Samarinda, Ibukota provinsi Kalimantan Timur. Secara geografis terletak pada 0 10’ 46,9” LU dan 11729’ 30,6” BT. Pabrik tersebut terletak pada areal seluas 493 Ha. Disebelah selatan selatan lokasi pabrik (sekitar 10 km) terdapat lokasi pabrik pencairan gas alam P.T Badak NGL Co. Lokasi perumahan dinas karyawan terletak sekitar 6 km sebelah barat lokasi pabrik (PC VI) seluas 765 Ha. Pada daerah ini juga tersedia perumahan BTN dan Bukit Sekatup Damai.
Dasar pertimbangan pemilihan lokasi pabrik :
1. Dekat dengan sumber bahan baku berupa gas alam
2. Dekat dengan pantai (dermaga/pelabuhan) sehingga memudahkan dalam pengangkutan maupun transportasi
3. Berada ditengah-tengah daerah pemasaran pupuk eksport dan pemasaran dalam negeri (Indonesia Bagian Timur)
4. Pemetaan zona industri
5. Kemungkinan perluasan pabrik dengan adanya lahan yang luas. Gambar peta lokasi pabrik PT. Pupuk Kalimantan Timur
1.3.2. Tata Letak Pabrik Kaltim-2
Tata letak pabrik Kaltim-2 dibuat dengan tujuan mempermudah jalannya proses produksi. Unit utilitas terletak bersebelahan dengan laut dengan pertimbangan jarak pemompaan air laut dan jarak pembuangan limbah cair. Unit ammonia dan unit urea terletak saling berdampingan untuk memudahkan pengiriman bahan baku dari unit ammonia ke unit urea.
1.4. Lambang PT. Pupuk Kalimantan Timur
Gambar 1.4 Lambang PT. Pupuk Kalimantan Timur Makna dari lambang PT. Pupuk Kalimantan Timur . :
1. Segi lima melambangkan Pancasila, merupakan landasan idiil perusahaan 2. Daun buah melambangkan kesuburan dan kemakmuran
3. Lingkaran kecil putih melambangkan letak lokasi Bontang dekat khatulistiwa
4. Tulisan PUPUK KALTIM melambangkan keterbukaan perusahaan memasuki era globalisasi
5. Warna biru melambangkan keluasan wawasan nusantara dan semangat integritas untuk membangun bersama serta kebijaksanaan dalam memanfaatkan sumber daya alam
6. Warna jingga melambangkan semangat sikap kreatifitas membangun dan sikap profesional dalam mencapai kesuksesan usaha
1.5. Merk Dagang PT. Pupuk Kalimantan Timur
Arti merk dagang PT. Pupuk Kalimantan Timur :
1. Daun sebanyak 17 melambangkan kemakmuran sebagai salah satu cita-cita kemerdekaan
2. Mandau alat untuk membuat lahan pertanian yang dipergunakan penduduk asli Kalimantan, melambangkan kepeloporan perusahaan dalam mengembangkan usaha pertanian
3. Mandau berjumbai lima melambangkan Pancasila
4. Warna biru melambangkan keluasan wawasan pemasaran 5. Warna merah melambangkan dinamika kewiraswastaan
Gambar 1.5.b Produk PT. Pupuk Kalimantan Timur
1.6. Organisasi dan Manajemen PT. Pupuk Kalimantan Timur 1.6.1. Visi, Misi, Motto, Budaya dan Nilai-nilai Perusahaan
Visi
Menjadi korporasi Agro-Kimia yang memiliki reputasi prima di kawasan Asia
Misi
1. Menyediakan pupuk, produk kimia, produk agro dan jasa pemeliharaan pabrik dengan menerapkan standar internasional dan kaidah operational excellence serta berorientasi pada peningkatan kepuasan pelangan
2. Menunjang program ketahanan pangan nasional dan meningkatkan nilai korporasi dengan memperhatikan kepentingan pemegang saham 3. Memperhatikan manfaat bagi karyawan, msyarakat dan peduli pada
Motto
Kami hadir dalam semangat pionir Kami kuat ditempa oleh tantangan Kami maju dengan karya bermutu Budaya dan Nilai-nilai Perusahaan
1. Integritas 2. Kebersamaan 3. Unggul
4. Kepuasan pelangan 5. Tanggap
1.6.2. Struktur Organisasi Perusahaan
PT. Pupuk Kalimantan Timur dikelolah oleh suatu dewan direksi yaitu : Direktur keuangan, direktur teknik, direktur perencanaan dan pengembangan, serta direktur produksi. Dalam pengelelolaan perusahaan, dewan direksi diawasi oleh komisaris yang terdiri dari seorang komisaris utama dan empat anggota yang bertanggung jawab kepada Depperind melalui Dirjen Industri Kimia Dasar. Dewan komisaris ini mewakili pemerintah sebagai pemegang saham. Adapun wewenang dan tanggung jawab dewan direksi tersebut sebagai berikut :
1. Direktur Utama, memimpin organisasi dan bertanggung jawab atas kelancaran jalannya perusahaan kepada dewan komisaris
2. Direktur Perencanaan dan Pengembangan, memimpin dibidang perencanaan dan pengembangan yang bertanggung jawab kepada direktur utama
3. Direktur Keuangan, memimpin dibidang keuangan dan bertanggung jawab kepada direktur utama
4. Direktur Teknik, memimpin bindang rancang bangun perekayasaan dan pengadaan yang bertanggung jawab kepada direktur utama
Untuk pelaksanaan operasional perusahaan sehari-hari maka dewan direksi dibantu oleh bagian-bagian sebgai berikut :
b. Kepala Departemen atau Kepala Biro c. Kepala Bagian
d. Kepala Seksi e. Kepala Regu f. Operator
Unsur bantuan terdiri dari kompartemen dan biro dalam hal ini kompartemen terdiri dari :
Kompartemen Administrasi
Kompartemen Keuangan
Kompartemen Renbang
Kompartemen Teknik
Sementara biro meliputi :
Biro Was Operational Biro Humas dan Sekretariat Perwakilan BPP/SDM Biro Bangha
Biro Bangduksar Biro Lablitbangpros Biro Sistem Informasi Biro Akuntansi Perjaka Biro Cangun Biro Analisa Biro Istek Biro Sisman Unit komando meliputi :
Departemen Kamtib Departemen Komersil
Depertemen Operasi Kaltim-1, 2, 3, dan 4 Departemen Ranlog Kompartemen Produksi Kompartemen Sekper SPI Kompartemen SDM Divisi IPP Biro Personalia Biro PUKK Biro Menkohar Biro Bang SDM Biro Hukum Biro P.P.A.P Biro Keugar
Biro Was Keuangan Biro Daan
Biro Umum Biro K3LH Biro Teknologi
Departemen Pemeliharaan
Struktur Organisasi yang perlu diamati lebih lanjut adalah yang dibawahi oleh direktur produksi. Direktur produksi dibantu oleh seorang kepala kompartemen (kompartemen produksi), yang mengatur departemen-departemen operasi (I, II, III, IV, V) dan departemen-departemen pemeliharaan. Departemen operasi Kaltim-2 dipimpin oleh seorang kepala departemen yang membawahi bagian-bagian unit utilitas, ammonia, dan urea. Tiap kepala bagian dibantu oleh seorang wakil yang membawahi beberapa regu shift yang dipimpin oleh seorang shift supervisor. Untuk lebih jelasnya dapat dilihat pada bagan berikut, tentang struktur organisasi Departemen operasi Kaltim-2.
Gambar 1.6.2 Struktur Organisasi Departemen Kaltim-2
Staf Shift supervisor
Kepala Departemen Operasi Kaltim-2
Koordinator Operasi Kaltim-2
Kabag Utilitas Kabag Ammonia Kabag Urea Wakabag Ammonia Wakabag Urea Wakabag Utilitas Foreman Kepala Regu Foreman Kepala Regu Foreman Kepala Regu
Operator Panel & Operator Lapangan
Operator Panel & Operator Lapangan
Operator Panel & Operator Lapangan
1.7. Waktu Kerja
Waktu Kerja yang berlaku di PT. Pupuk Kalimantan Timur dibagi menjadi 2 yaitu karyawan shift dan non shift.
Waktu kerja non shift yaitu :
Senin – kamis : pukul 07.00 – 16.00 WITA (istirahat pukul 12.00-13.00) Jum’at : pukul 07.00 – 17.00 WITA (istirahat pukul 11.30-13.30) Karyawan shift terdiri dari 4 (empat) regu, yaitu A, B, C dan D. Setiap 3 regu bertugas, sementara 1 regu istirahat.
Waktu kerja shift yaitu :
Shift pagi (day shift) : pukul 07.00 – 15.00 WITA Shift sore (swing shift) : pukul 15.00 – 23.00 WITA Shift malam (night shift) : pukul 23.00 – 07.00 WITA
Dalam waktu satu minggu tiap regu memperoleh istirahat selama dua atau tiga hari.
1.8. Keselamatan dan Kesehatan Kerja serta Lingkungan Hidup
Usaha kesehatan dan keselamtan kerja di P.T Pupuk Kalimantan Timur mempunyai sasaran umum dan sasaran khusus. Sasaran umum yang ingin dicapai adalah sebagai berikut :
1. Perlindungan terhadap karyawan yang berada di tempat kerja agar selalu terjamin keselamatan dan kesehatannya sehingga dapat mewujudkan penigkatan produksi dan produktivitas
2. Perlindungan setiap orang lainnya yang berada di tempat kerja selelu dalam keadaan selamat dan sehat
3. Perlindungan terhadap bahan dan peralatan produksi agar dapat dipakai dan digunakan secara aman dan efisisen
Sedangkan secara khusus usaha keselamatan dan kesehatan kerja antara lain sebagai berikut :
1. Mencegah dan atau mengurangi serta mencegah kecelakaan, kebakaran, ledakan dan penyakit akibat kerja
2. Mengamankan mesin, instalasi, pesawat, alat kerja, bahan baku, dan produk
3. Menciptakan lingkungan dan tempat kerja yang aman, nyaman, sehat dan penyesuaian antara pekerjaan dengan manusia atau manusia dengan pekerjaan
4. Menciptakan kondisi perusahaan sesuai dengan standar ISO 14001
1.9. Unit Prasarana PT. Pupuk Kalimantan Timur
PT. Pupuk Kalimantan Timur memiliki 4 buah dermaga dengan kapasitas dermaga I 6.000 ton, dermaga II 40.000 ton, dermaga III 20.000 ton, dan dermaga Quadrant Arm Loader untuk kapal sampai 40.000 ton. Dermaga-demaga tersebut memiliki alur yang dalam yang dapat disinggahi kapal berdaya muat hingga puluhan ribu ton. PT. Pupuk Kalimantan Timur juga memiliki ammonia storage dengan kapasitas 52.000 ton, gudang urea curah dengan kapasitas 125.000 ton dan gudang pengantongan dengan kapasitas 10.000 ton.
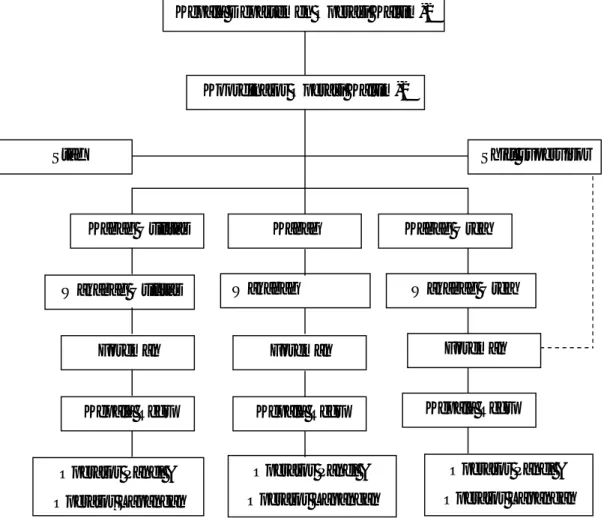
1.10. Deskripsi Singkat Proses Produksi Departemen Operasi Kaltim-2
Secara garis besar, keseluruhan proses yang ada di pabrik Pupuk Kalimantan Timur terbagi menjadi 3 bagian utama, yaitu : Unit Utilitas, Unit Produksi Ammonia, Unit Produksi Urea. Pada bagian berikut ini akan dijelaskan penjelasan dari tiap-tiap unit :
1. Unit Utilitas
Unit ini mengelola dan menyediakan sarana untuk menunjang unit-unit lain da berfungsi juga untuk mengawasi, memproduksi untuk kelancaran proses produksi dari suatu pabrik. Unit Utilitas ini terdiri dari 8 unit utama yaitu:
a) Unit sea water intake b) Unit pengolahan air c) Unit pembangkit steam d) Unit pembangkit listrik
e) Unit pengolahan air pendingin (cooling water) f) Unit pengolahan udara pabrik dan udara instrument g) UFC (Urea folmadehyde Concentrated)
h) Unit pengolahan limbah (waste water treatment) 2. Unit Produksi Ammonia
Unit produksi ini berfungsi untuk mengolah gas alam menjadi amonia dan karbondioksida (CO2) yang akan digunakan sebagai bahan baku dalam pembuatan urea. Unit Produksi Amonia ini terdiri dari 6 unit yaitu:
a) Unit pemurnian gas alam b) Unit pembuatan gas sintesis c) Unit pemurnian gas sintesis d) Unit sintesis ammonia e) Unit refrigerasi ammonia f) Unit hydrogen recovery 3. Unit Produksi Urea
Unit ini berfungsi untuk memproduksi urea dengan cara mereaksikan amonia cair dan CO2yang berasal dari unit amonia dalam reaktor urea yang akan menghasilkan urea, ammonium karbamat, biuret, air dan excess ammonia. Urea tersebut dipisahkan dari produk lainnya dengan cara pemanasan.
Dalam unit ini terdiri dari 6 unit utama yaitu : a) Unit Persiapan Bahan baku
b) Unit sintesa urea c) Unit resirkulasi d) Unit Evaporasi e) Unit prilling
BAB II
TINJAUAN PUSTAKA
2.1. Karakteristik Bahan Baku dan Produk
Sifat fisik dan kimia dari senyawa yang akan dijadikan bahan baku dan produk yang akan dihasilkan suatu proses sangat diperlukan. Hal ini dimaksudkan untuk mengetahui perlakuan awal dan kondisi operasi apa saja yang nanti akan dilakukan sehingga didapatkan produk yang diinginkan. 2.1.1. Karakteristik Bahan Baku
Pembuatan urea di PT Pupuk Kalimantan Timur menggunakan bahan baku antara lain: gas alam, udara, dan air.
a. Gas Alam
Komposisi gas alam dipengaruhi oleh letak geografis sumber gas alam tersebut, sedangkan sifat gas alam dipengaruhi oleh komponen yang ada didalamnya. Sifat fisik gas alam dapat dilihat pada Tabel 2.1.1. Gas alam yang digunakan sebagai bahan baku di PT Pupuk Kalimantan Timur berasal dari beberapa sumber minyak yang berada di lepas pantai Kalimantan seperti VICO, CHEVRON, dan TOTAL yang dikelola oleh Pertamina. Tabel 2.1.1.a Sifat-sifat Fisik Gas Alam
Komponen Berat Molekul Titik didih Normal (°F) Specific gravity Cairan (60°C) Specific gravity Gas (60°C) Panas Pembentukan (Kkal/mol) Metana 16,04 -258,7 0,248 0,554 -17,89 Etana 30,07 -127,5 0,368 1,038 -20,24 Propona 44,09 -43,7 0,508 1,552 -24,82 i-butana 58,12 10,9 0,563 2,001 -32,15 n-butana 58,12 31,1 0,584 2,001 -30,15 i-pentana 72,15 82,1 0,625 2,491 -36,92 n-pentana 72,15 96,9 0,631 2,491 -35,00
b. Udara
Kandungan terbesar komposisi udara terdiri dari 79 % N2, 20 % O2 dan sisanya senyawa lain dalam jumlah kecil. Udara memiliki temperature kritis (Tc) = -140,7 ºC dan tekanan kritis (Pc) = 37,2 atm dan densitas kritis (ρc) = 350 kg/m3.
c. Air
Air (H2O) merupakan senyawa polar dan reaktif, oleh karena itu air dapat bereaksi dengan berbagai macam zat yang kepolarannya sama dan dapat menghantarkan listrik dengan baik. Air mempunyai tekanan kritis (Pc) = 218,4 atm, temperatur kritis (Tc) = 374,15º C, dan densitas kritis (ρc) = 323 kg/cm3.
2.1.2. Karakteristik Produk
Produk-produk yang dihasilkan oleh PT. Pupuk Kalimantan Timur adalah Urea sebagai produk utama dan amonia (NH3), karbondioksida (CO2), karbonmonoksida (CO), gas hidrogen (H2), gas nitrogen (N2) sebagai produk antara.
a. Ammonia
Ammonia (NH3) merupakan bahan dasar pembuatan pupuk yang berbasis nitrogen. Senyawa ini digunakan sebagai penyedia nitrogen yang siap digunakan dibandingkan dengan nitrogen bebas yang merupakan senyawa inert karena lebih mudah dikonversi oleh tanaman. Ammonia mempunyai bau yang sangat menyengat. Titik didihnya sangat rendah (-33,35°C) pada tekanan atmosfer sehingga berwujud gas yang tidak berwarna dan sangat mudah larut dalam air membentuk basa lemah ammonium hidroksida (NH4OH).
NH3(g)+ H2O(l) NH4OH(l)
n-heksana 86,17 155,7 0,664 2,975 -39,96
CO2 44,01 -164,9 0,815 1,519 -94,05
H2S 34,08 -76,5 0,790 1,176 -4,82
Ammonia dapat berwujud cair jika berada pada tekanan tingi yaitu sekitar 10 atm.
Tabel 2.1.2b Sifat-sifat ammonia b. Urea
Urea adalah senyawa berbentuk serbuk putih, tidak berbau atau mengeluarkan bau ammonia, dan tidak berasa. Urea mempunyai rumus molekul NH2CONH2. Di dalam air, urea akan terhidrolisis menjadi amonium karbamat (NH2COONH4) yang selanjutnya akan terdekomposisi menjadi NH3dan CO2.
Tabel 2.1.2a Sifat-sifat Urea
2.2 Pembuatan Ammonia
2.2.1. Sejarah Pembuatan Ammonia
Pada tahun 1789 seseorang yang bernama C.L. Barthelot menemukan senyawa ammonia yang tersusun atas nitrogen dan hidrogen. Hidrogen murni yang digunakan diperoleh dengan elektrolisis air, sedangkan nitrogen diperoleh dengan distilasi udara cair, tetapi cara ini dinilai kurang efektif dan membutuhkan banyak biaya sehingga dilakukan percobaan untuk memperoleh proses lain yang lebih ekonomis. Sampai akhirnya Fritz Haber (1904-1909) menemukan cara sintesis ammonia dengan proses lain yang lebih ekonomis yang dilakukan pada tekanan tinggi dengan penggunaan katalis yang sesuai.
Kemudian pada tahun 1913 Carl Bosch yang memimpin Badishe Anilud Soda Fabric (BASF) bekerjasama dengan Fritz Haber berhasil mengembangkan proses komersial untuk memproduksi ammonia dengan mereaksikan gas nitrogen dan gas hidrogen yang diperoleh dari batu bara yang direaksikan dengan steam dan menggunakan katalis besi dengan penambahan Al2O3, MgO, CaO dan K2O sebagai promotor. Sehingga sintesis ammonia tersebut dikenal dengan proses Haber-Bosch, dengan persamaan reaksinya adalah:
2.2.2. Macam-macam Proses Sintesa Ammonia
Sampai saat ini ada banyak cara untuk sintesis ammonia di antaranya adalah sebagai berikut :
a) Proses Haber-Bosch b) Proses Claude c) Proses Casale d) Proses Fauser e) Proses Mont Cenis f) Proses Kellog
Proses yang dipakai oleh PT. Pupuk Kalimantan Timur untuk memproduksi ammonia adalah lisensi dari Kellog Brown & Root (KBR) , Inc menggunakan proses hemat energi dengan konsumsi sekitar 31 MMBtu/ton produk. Adapun secara garis besar tahapan prosesnya adalah sebagai berikut :
Pemurnian gas alam dilakukan di unit desulfulizer (sulfur absorber) yang dipasang secara seri. Unit desulfulizer ini berfungsi untuk mengurangi atau menghilangkan senyawa sulfur yang terkandung di gas alam karena senyawa sulfur ini merupakan racun bagi katalis yang terdapat di reformer. Katalis yang digunakan di desulfulizer adalah ZnO.
Pada tahap pembentukan gas sintesis dilakukan proses steam reforming terhadap gas alam proses untuk memperoleh gas H2 sebagai bahan baku sintesis ammonia. Bagian reforming ini terdiri dari dua tahap, yaitu primary reformer dan secondary reformer. Pada primary terjadi reaksi katalitik reforming antara gas alam dan steam, sedangkan pada secondary reformer terjadi reaksi antara gas keluaran primary reformer dengan udara. Tujuan gas direaksikan di secondary reformer adalah menurunkan kadungan CH4di gas menjadi sekitar 0,3 %mol dan untuk mendapatkan gas N2yang diperlukan dalam pembuatan gas sintesis.
Udara proses dimasukkan ke dalam secondary reformer dan dikendalikan untuk mendapatkan rasio N2/H2 yang sesuai dalam gas sintesis. Oksigen dari udara akan bereaksi dengan H2 dan menghasilkan panas yang digunakan untuk reaksi lanjut CH4dengan steam menghasilkan H2. Selanjutnya CO yang terdapat dalam gas sintesis harus dihilangkan
karena dapat menjadi racun bagi katalis di ammonia converter. Akan tetapi, gas CO lebih sulit dipisahkan dari campuran sehingga harus dikonversi terlebih dahulu menjadi CO2 di dalam dua reaktor shift converter, yaitu High Temperatur Shift (HTS) Converter dan Low Temperatur Shift (LTS) Converter.
Pemurnian dalam gas sisntesis dilakukan dalam dua proses yaitu CO2 removal dan methanasi. Proses CO2 removal terdiri dari unit penyerapan CO2di menara absorber dan unit pelepasan CO2di menara stripper dengan menggunakan larutan benfield sebagai penyerap. Benfield process menggunakan ACT-1 sebagai activator dan vanadium sebagai pelindung terhadap korosi. Selanjutnya gas CO2 yang diperoleh dari stripper dipisahkan dari steam yang tercampur didalamnya dan dikirim ke bagian urea sebagai bahan baku pembuatan urea.
Sementara gas sisntesis yang keluar dari proses absorbsi mengalami proses methanasi yang dilakukan didalam methanator yang bertujuan untuk mengkonversi CO dan CO2 yang masih terkandung didalam gas sintesis tersebut menjadi metana.
Gas sintesis yang telah terbentuk selanjutnya direaksikan di dalam ammonia converter untuk menghasilkan ammonia. Reaksi pembentukan NH3adalah eksotermis sehingga reaksi harus dijaga pada tekanan tinggi dan temperatur yang optimum. Reaksi tersebut dapat digambarkan oleh persamaan reaksi berikut :
N2(g)+ 3H2(g) 2NH3 ΔHr,298= -11,04 kkal/mol Gas sintesa yang tidak terkonversi menjadi NH3disirkulasikan kembali ke converter sehingga membentuk synthesis loop. Tahan terakhir adalah pemisahan produk NH3dari gas sintesis dalam refrigerant system. Proses ini bertujuan unutk memproduksi ammonia cair dengan kemurnian tinggi untuk dikirim ke bagian urea atau disimpan di bagian storage dan untuk menyuplai chiller ammonia sebagai pendingin.
2.2.3. Prinsip Sintesa Ammonia
Reaksi utama di unit ammonia adalah reaksi gas hidrogen dan nitrogen menjadi NH3 yang terjadi pada seksi ammonia converter. Kondisi operasi optimum untuk reaksi tersebut adalah dengan mempertahankan reaksi pada tekanan antara 140-150 kg/cm2 dan temperatur antara 430-500°C. Reaksi yang terjadi adalah sebagai berikut :
1/2 N2(g)+ 3/2 H2(g) NH3(g) ΔH 700K = -52,6 kJ/mol K
2.2.4. Faktor-faktor Yang Mempengaruhi Sintesa Ammonia
Ada banyak variabel yang mempengaruhi sintesis ammonia di dalam ammonia converter di antaranya adalah temperatur, tekanan, laju alir gas sintesis, kecepatan ruang, perbandingan antara H2dan N2, jumlah inert, serta katalis. Penjelasan dari masing-masing faktor adalah sebagai berikut :
a. Temperatur
Sesuai dengan Azas Le Chatelier “Jika suatu sistem berada dalam kesetimbangan, suatu kenaikan temperatur akan menyebabkan kesetimbangan itu bergeser ke arah yang menyerap kalor (reaksi penguraian/reaksi endoterm)”.
Dan reaksi sintesis ammonia merupakan reaksi eksoterm (reaksi pembentukan) :
N2(g)+ 3H2(g) 2NH3(g) ΔHr0= -92,22 kJ Sedangkan reaksi penguraian ammonia adalah reaksi endoterm :
2NH3(g) N2(g)+ 3H2(g) ΔHr0= 92,22 kJ
Perubahan temperatur akan mengakibatkan bergesernya kesetimbangan reaksi.
b. Tekanan
Menurut Azas Le Chatelier, kenaikan tekanan menyebabkan reaksi bergeser ke arah mol (koefisien reaksi) yang lebih kecil (ke arah pembentukkan NH3), tetapi jika tekanan berkurang maka kecepatan tumbukan antar molekul reaktan berkurang, sehingga kecepatan reaksi pembentukkan NH3 menurun atau ke arah penguraian NH3.
Sesuai dengan Azas Le Chatelier, jika komponen reaktan ditambah dan produk terus-menerus diambil/dikurangi maka reaksi kesetimbangan akan bergeser ke arah pembentukkan NH3.
d. Perbandingan reaktan antara hidrogen dan nitrogen
Menurut reaksi kesetimbangan, pembentukan ammonia dalam memproduksi 1 mol gas NH3 membutuhkan 1/2 mol N2 dan 3/2 mol H2. Perbandingan N2:H2= 1:3.
e. Jumlah gas inert
Jika terjadi peningkatan kadar gas inert dalam ammonia coverter yang terutama terdiri dari metana dan argon maka dapat mengakibatkan turunnya produksi pembentukkan ammonia.
f. Katalis
Katalis merupakan zat yang dapat mempercepat reaksi namun tidak ikut bereaksi. Peranan katalis adalah untuk menurunkan energi aktivasi reaksi. Sesuai dengan fasa terjadinya reaksi, maka katalis dibedakan menjadi dua jenis yaitu: katalis homogen dan heterogen. Dalam industri umumnya katalis yang dipakai adalah katalis heterogen karena lebih ekonomis. Katalis heterogen yang paling banyak digunakan adalah dalam bentuk unggun dengan keunggulan lebih mudah pengoperasiannya, mudah dalam regenerasi, dan harganya relatif lebih murah. Katalis yang digunakan untuk sintesis amonia adalah iron.
2.3 Pembuatan Urea
2.3.1. Sejarah Pembuatan Urea
Urea ditemukan pertama kali oleh Roelle pada tahun 1773 dalam urine. Pembuatan urea dari ammonia dan asam sianida untuk pertama kalinya ditemukan oleh F.Wohler pada tahun 1828 . Namun pada saat ini pembuatan urea pada umumnya menggunakan proses dehidrasi yang ditemukan oleh Bassarow pada tahun 1870. Proses ini mensintesis urea dari pemanasan amonium karbamat. Prinsip pembuatan urea pada umumnya yaitu dengan mereaksikan antara ammonia dan karbondioksida pada tekanan dan temperatur tinggi didalam reaktor kontinu untuk membentuk amonium
karbamat (reaksi 1) selanjutnya amonium karbamat yang terbentuk didehidrasi menjadi urea (reaksi 2).
Reaksi yang terjadi adalah sebagai berikut:
Reaksi 1 : 2 NH3(g)+ CO2(g) NH2COONH4(g) Reaksi 2 : NH2COONH4(g) NH2CONH2(g)+ H2O(l)
Sintesis urea dilakukan dengan ammonia yang berlebih agar kesetimbangan dapat bergeser ke arah kanan sehingga dapat dihasilkan produk yang lebih banyak.
Proses produksi urea di Kaltim-2 menggunakan proses total Recycle CO2 stripping dengan kapasitas desain 1725 ton/hari yang didesain oleh Stamicarbon BV Gellen Holland. Proses ini terdiri atas beberapa tahapan penting, yaitu persiapan bahan baku, sintesa urea, resirkulasi, evaporasi, prilling dan Waste water treatment (pengolahan air buangan). Adapun secara garis besar tahapan prosesnya adalah sebagai berikut :
Tahapan persiapan bahan baku meliputi persiapan umpan CO2 dan persiapan umpan NH3. Gas umpan CO2 dicampur dengan udara dan dialirkan melalui knock out drum yang bertujuan untuk mengurangi kandungan air yang terbawa dari ammonia plant. Dari KO-drum, gas umpan dikompresi dengan CO2compressor dan dimasukkan kedalam H2converter. Dalam H2 converter, gas H2 akan bereaksi secara katalitik dengan O2 menjadi H2O. Kandungan H2 setelah melewati H2 converter diharapkan kurang 100 ppm. Setelah tahap reaksi ini, gas umpan CO2 dilewatkan melalui bagaian HP stripper dasn masuk ke HP Carbamate Condenser.
Pada persiapan umpan ammonia, ammonia cair dari ammonia plant dipompa dengan HP ammonia pump dan dipanaskan terlebih dahulu di ammonia preheater dengan menanfaatkan panas air buangan dari unit waste water treatment. Selanjutnya umpan ammonia yang tealah dipanasi dialirkan melalui HP ejector yang sekaligus berfungsi untuk menghisap larutan karbamat dari HP scrubber. Larutan kerbamat ini bersama-sama dengan umpan ammonia akan masuk ke HP carbamate Condenser.
2NH3(g)+ CO2(g) NH2COONH4(l) ΔHr,298= -28,5 kkal/mol NH2COONH4(g) NH2CONH2(g)+ H2O(l)ΔHr,298=4-6 kkal/mol Reaksi pertama terjadi di HP Carbamate Condenser, sedangkan reaksi kedua terjadi di dalam reaktor. Campuran umpan ammonia dan larutan karbamat dari HP ejector dan campuran gas CO2 dari HP stripper masuk kebagian atas HP carbamate Condenser pada dua line yang berbeda.
Didalam HPCC sebagian besar NH3 dan CO2 akan bereaksi dan terkondensasi menjadi larutan karbamat. Larutan karbamat yang terbentuk ini akan masuk ke dalam reaktor, demikian juga dengan NH3dan CO2yang belum bereaksi di HPCC. Didalam reaktor, sisa NH3dan CO2akan bereaksi menjadi karbamat dan panas reaksi yang timbul digunakan untuk reaksi pembentukan urea (mengkonversikan karbamat menjadi urea).
Fasa larutan yang meninggalkan reaktor akan dikirim menuju HP stripper untuk memisahkan urea yang terbentuk dengan reaktan yang tidak terkonversi menjadi urea. Di HP stripper, sebagian karbamat akan terurai kembali menjadi NH3dan CO2. Larutan urea yang mengandung relatif kecil karbamat akan meninggalkan bagian bawah HP stripper menuju ke unit resikulasi, sedangkan campuran gas yang sebagian besar mengandung CO2 akan menuju bagian atas HP Stripper dan mengalir ke HP Carbamat condenser.
Sementara itu, fasa gas dari reaktor, yang mengandung NH3 dan CO2 tidak terkonversi, bersama-sama mengalir ke HP scrubber. Di dalam scrubber, sebagian gas NH3 dan CO2dikondensasikan, sedangkan sebagian lagi diserap oleh larutan karbamat encer dari bagian resikulasi. Larutan karbamat dihisap oleh HP ejector untuk dialirkan bersama-sama dengan umpan NH3 menuju HPCC, sedangkan gas inert yang sedikit mengandung NH3dan CO2dibuang ke atmosfer.
Pada tahap resikulasi, larutan urea karbamat (dengan konsentrasi urea 56%) yang keluar dari bagian bawah HP stripper diekspansikan sampai tekanan 4,2 kg/cm2-a sehingga sebagian dari karbamat terurai menjadi NH3 dan CO2. Selanjutnya larutan tersebut dispray di top rectifying column. Karbamat yang terurai menjadi NH3dan CO2langsung mengalir ke LPCC,
sedangkan cairan urea dan karbamat yang tidak terurai akan mengalami kontak dengan gas panas dari heater retifying column selanjutnya mengalir ke flash tank, sedangkan uapnya mengalir ke LPCC. Di LPCC, uap akan terkondensasi menjadi karbamat dan dipompa kembali menuju HP scrubber. Gas-gas yang tidak terkondensasi di LPCC mengalir ke absorber untuk diserap kembali dengan menggunakan water ammonia. Larutan hasil penyerapan ini ditampung di ammonia water tank yang selanjutnya akan diproses kembali di waste water treatment. Adapun larutan yang mengalir ke flash tank akan mengalami flash sehingga sisa-sisa NH3dan CO2yang tidak terurai di retifying column akan terurai disini. Gas yang terurai tersebut akan dikondensasikan di flash tank condenser dan ditampung di ammonia water tank, sedangkan larutan yang keluar dari flash tank mengalir secara gravitasi ke urea storage tank.
Selanjutnya larutan yang mengandung sekitar 73% urea dari urea solution tank dipopma ke first stage evaporation. Sebelumnya larutan tersebut masuk ke heater sehingga air yang terkandung di dalam larutan menguap. Pada first stage evaporation terjadi pemisahan uap air dari larutan. Uap airnya dikondensasikan di first evaporator condenser dan ditampung di ammonia water tank, sedangkan larutannya akan mengalir ke second stage evaporation. Aliran dari first stage evaporator masuk melalui heater sehingga air yang terbawa dalam larutan akan menguap. Larutan yang bercampur uap air kemudian masuk ke second stage evaporation shingga terjadi pemisahan antara uap air dengan larutan. Uap air akan dikondensasikan di second evaporator condenser dan ditampung di ammonia water tank.
Larutan yang keluar dari second stage evaporation, yang berupa urea melt dengan konsentrasi sekitar 99% akan dipompakan melalui urea melt pump masuk ke prill bucket yang berputar. Prill bucket ini dilengkapi dengan lubang-lubang sehingg urea yang keluar dari prill bucket akan berupa tetesan-tetesan yang disebut prill, yang menyebar ke seluruh prilling tower dan turun ke bawah. Di dalam tower, prill ini didinginkan oleh udara dari bagian bawah tower yang dihisap ke atas oleh ID fan. Pada bagian dasar
prilling tower, urea ini siap di scrab oleh scrapper menuju ke funnel-funnel yang selanjutnya ke belt conveyor untuk diangkut ke gudang. Untuk memperkuat inti dari urea prill, disemprotkan urea yang dihaluskan di unit seeding menuju ke dalam tower. Debu urea ini bertemu dengan tetesan-tetesan urea sehingga terbentuk inti urea prill yang kuat. Untuk menghidari terjadinya cracking, maka disemprotkan urea soft sebagai coating, atau juga bias diinjeksikan urea formaldehyde.
Tahap akhir dari pembuatan urea adalah waste water treatment. Pada tahap ini, ammonia cair dari ammonia water tank dipompa ke bagian atas first desorber sehingga cairan mengalir kebawah melalui tray-tray. Di first desorber, NH3dan CO2yang telah terurai akan distripping oleh steam dari second desorber. Uap yang mengadung NH3, CO2 dan steam akan keluar melalui bagaian atas desorber dan didinginkan di reflux condenser. Karbamat hasil pendinginan ani dikirim kembali ke LPCC yang selanjutnya dipompa kembali ke sintesis. Cairan dari first desorber dipanaskan dengan steam dari hydrolyzer masuk ke dalam first desorber, sedangkan cairan yang keluar menuju ke bagian atas second desorber. Pada bagian bawah second desorber dimasukkan steam yang akan memanaskan cairan yang masuk dari atas. Uap dan sebagian besar gas NH3dan CO2yang terurai akan mengalir ke atas dan memanaskan cairan di first desorber. Cairan mengalir kebawah untuk memanaskan ammonia di ammonia preheater dan selanjutnya dibuang ke sewer setelah melalui pendinginan. Kandungan NH3 maksimum yang diijinkan adalah 50 ppm dan ureanya 100 ppm.
2.3.2. Macam-macam Proses Sintesa Urea
Berdasarkan ammonium karbamat yang tidak terkonversi, proses sintesis urea secara komersial dapat dibagi menjadi beberapa jenis yaitu :
a. Once-through urea process
Amonium Karbamat yang tidak terkonversi menjadi urea didekomposisi menjadi gas NH3dan CO2dengan cara memanaskan keluaran urea synthesis reaktor pada tekanan rendah . Gas NH3dan CO2dipisahkan dari larutan urea dan dimanfaatkan untuk memproduksi garam amonium dengan cara
mengabsorbsi NH3 dengan larutan asam nitrat atau asam sulfat sebagai absorben.
b. Solution recycle urea process
Karbamat yang tidak terkonversi didekomposisi menjadi gas NH3dan CO2. Selanjutnya gas amonia dan karbondioksida tersebut diabsorbsi oleh air dan dikembalikan kedalam reaktor dalam bentuk larutan.
2.3.3. Konsep Proses Sintesa Urea
Pada umumnya urea diproduksi dengan mereaksikan ammonia dan CO2pada kondisi operasi optimumnya pada temperatur 185°C dan tekanan 250 kg/cm2sesuai dengan reaksi Bassarow sebagai berikut :
2NH3(g)+ CO2(g) NH2COONH4(g) ΔH = -117 kJ/mol NH2COONH4(g) NH2CONH2(g)+ H2O(l)ΔH = 15,5 kJ/mol Dari kedua reaksi di atas dapat dilihat bahwa reaksi pertama adalah eksoterm (mengeluarkan panas) dan yang kedua adalah endoterm (memerlukan panas). Panas yang dihasilkan pada reaksi pertama diserap pada reaksi kedua.
2.3.4. Faktor-faktor Yang Mempegaruhi Sintesa Urea
Ada beberapa faktor yang mempengaruhi reaksi pembuatan urea yaitu : a. Temperatur
Reaksi sintesis urea berjalan pada temperatur optimal adalah 185°C dengan waktu pemanasan sekitar 30 menit. Jika temperatur turun akan menyebabkan konversi amonium karbamat menjadi urea akan turun.
b. Tekanan
Untuk menghasilkan urea yang optimal, maka diperlukan tekanan tinggi yaitu 250 kg/cm2 karena konversi amonium karbamat menjadi urea hanya berlangsung pada fasa cair sehingga tekanan harus dipertahankan pada keadaan tinggi.
c. Perbandingan NH3dan CO2
Industri urea di Indonesia pada umumnya mensintesis urea dengan perbandingan NH3 dan CO2 adalah 3,5-4 mol. Hal ini dikarenakan
perbandingan mol dapat mempengaruhi suhu, tekanan operasi dan jumlah ammonia yang terbentuk.
d. Jumlah air
Jumlah air dalam reaktor dapat berpengaruh terhadap reaksi yang kedua yaitu penguraian amonium karbamat menjadi urea dan air. Jika terdapat air dalam jumlah yang cukup banyak, maka akan memperkecil konversi terbentuknya urea dari larutan karbamat.
BAB III BAHAN BAKU
Industri kimia merupakan industri yang mengolah/mengubah bahan baku menjadi bahan lain yang bernilai guna melalui proses kimia, fisika, atau gabungan keduanya. Terdapat dua jenis bahan baku, yaitu bahan baku utama dan bahan baku penunjang.
3.1. Bahan Baku Utama
3.1.1. Bahan Baku Pembuatan Ammonia
Bahan baku utama yang digunakan pada unit produksi amonia Kaltim-2 berupa gas alam dan udara. Gas alam diperoleh dari Muara Badak berjarak 60 km dari lokasi pabrik, sedangkan udara diambil dari atmosfer. Gas alam yang digunakan sebagai gas process maupun sebagai gas fuel. Spesifikasi gas alam dan udara yang ditampilkan dalam berikut.
Komponen Gas Process Fuel Gas
CO2 3,095 4,424 CH4 89,259 86,554 C2H6 5,928 5,28 C3H8 1,025 2,117 iC4H10 0,177 0,425 nC4H10 0,213 0,512 iC5H12 0,084 0,208 nC5H12 0,05 0,125 C6H14 0,123 0,301 N2 0,047 0,054 S 1,02
Komponen Komposisi
N2 74,6
O2 19,8
H2O 5,6
Sumber : Depart. Operasi Kaltim-2,2008
3.1.2. Bahan Baku Pembuatan Urea
Bahan baku pabrik urea Kaltim-2 adalah ammonia dan karbon dioksida yang didapat dari pabrik ammonia Kaltim-2 didukung oleh pabrik ammonia Kaltim-3 dan Kaltim-4 menggunakan sistem interkoneksi. System ini diaktifkan apabila pabrik ammonia Kaltim-2 mengalami trouble./shut down. Spesifikasi bahan baku pabrik urea Kaltim-2 dapat dijelaskan sebagai berikut:
a. Ammonia Cair
Ammonia cair yang digunakan pada unit produksi urea berasal dari unit produksi amonia .Kebutuhan konsumsi amonia yaitu 0,568 ton/ton urea. Umumnya karakteristik ammonia cair yang dikonsumsi (M.W kellog, 1984) yaitu :
Kadar ammonia : 99,9% berat minimum Kadar air : 0,1% berat minimum Minyak : 10 ppm (b/b) maksimum Tekanan (cair) : 26 kg/cm2 absolut Temperatur (cair) : 25-30°C
Jumlah normal : 40,983 kg/jam Jumlah rancang : 49,18 kg/jam b. Gas Karbondioksida
Gas CO2 yang diperlukan untuk pembuatan urea diproduksi oleh pabrik ammonia. Adapun karakteristik CO2 (M.W kellog, 1984) antara lain :
Kadar CO2 : 98,5% volume minimum Kadar hidrogen : 1,268% volume maksimum Kadar nitrogen : 0,217% volume maksimum
Kadar CO : 0,005% volume maksimum Kadar metana : 0,005% volume maksimum Kadar sulfur : 1 ppm volume maksimum Tekanan (gas) : minimum 1,15 kg/cm2(absolut) Temperatur (gas) : 40 °C
Jumlah normal : 27,4 kg/jam Jumlah rancang : 32,94 kg/jam c. Udara
Udara yang dipergunakan adalah udara sekitar yang mempunyai komposisi sebagai berikut :
Kadar nitrogen : 74,6% volume Kadar oksigen : 19,8% volume Kadar air : 5,6% volume
Tekanan : minimum 0,7 kg/cm2(gauge) Temperatur : 35°C
3.2. Bahan Baku Penunjang
Selain bahan baku utama seperti yang disebutkan di atas, pada proses pembuatan ammonia dan urea PT. Pupuk Kalimantan Timur diperlukan juga bahan baku penunjang, seperti bahan-bahan kimia dan katalis. Berikut ini adalah beberapa bahan baku penunjang yang digunakan di Kaltim-2.
3.2.1. Bahan-bahan Kimia a) Hidrazin (N2H4)
Digunakan sebagai pengikat O2pada pengolahan air umpan boiler Spesifikasi :
Spesific gravity : 1,02 Boiler range : 100-120°C
Solubility : larut baik dalam air Active N2H4solution : 34,5% berat b) Amine (metil heksil amine)
Spesifikasi :
Kandungan amine : 40% berat pH (1% solution) : 11,2 – 12 Specific gravity : 0,96 – 0,988 Flash point : 60C Cl- : maksimum 0,001% SiO2 : maksimum 0,001% c) Phosfat (Na3PO4)
Digunakan untuk menghilangkan garam-garam alkali pada pengolahan air umpan boiler
Spesifikasi ;
Assay as Na3SO4 : minimum 95% berat Chloride as Cl- : maksimum 500 ppm NaOH free : maksimum 1,0% berat Sulfate as SO42- : maksimum 100 ppm iron as Fe : maksimum 25 ppm pH (1% solution) : 12 – 12,5
d) Vanadium pentaoksida (V2O5)
Berfungsi sebagai pelindung korosi pada unti CO2 removal (terdapat pada larutan Benfield)
Spesifikasi :
Assay as V2O5 : minimum 99% berat Silica as SiO2 : maksimum 0,12% berat Natrium as Na2O : maksimum 0,23% berat Iron as Fe2O3 : maksimum 0,07% berat Sulfur as S : maksimum 0,02% berat Potassium as K2O : maksimum 0,02% berat Clorida as Cl- : maksimum 0,01% berat e) Kalium karbonat/benfield (K2CO3)
Berfungsi sebagai pengikat CO2pada unit CO2removal. Spesifikasi :
Assay as K2CO3(dry basis) : 99% berat
Clorine as KCl : maksimum 40 ppm Iron as Fe2O3 : maksimum 5 ppm Insolulable matter : maksimum 0,1%
Na2O : maksimum 0,5% berat
KOH free : maksimum 0,5% berat
f) Sodium Hidroksida (NaOH)
Diguanakn untuk meregenerasi resin anion pada unit demineralisasi Spesifikasi :
Assay as NaOH : minimum 98% berat Carbonate as Na2CO3 : maksimum 1,5% berat Chloride as NaCl : maksimum 0,6% berat Culfate as NaSO4\ : maksimum 0,2% berat Silica as SiO2 : maksimum 100 ppm Iron as Fe2O3 : maksimum 50 ppm
KMnO4 : maksimum 100 ppm
g) Belgard
Digunakan sebagai anti scale pada unit desalinasi Spesifikasi : Specific gravity (20C): 1,14 – 1,225 Viskositas : 15 – 30 cps pH : 4 – 6,5 Pour point : -7C Flash point : 90-100C
Solubility : larut baik dalam air laut, air distilat dan air fresh
h) Belite M-8
Digunakan sebagai anti foam pada unit desalinasi Spesifikasi :
Specific gravity : 0,95 – 0,98 Viskositas : 200 cps
pH (1% aqua solution): 6,5 - 7,5
Pour point : -23C
Flash point : 38C
Odour : slight
3.2.2. Katalis
a. Katalis Desulfurizer (102-DA/B)
Tipe katalis Bed-A Bed-B ICI-32-4 ICI-32-4 CoMo-C-49 CoMo-C-49 Volume katalis,m3 14 14 Diameter bed, mm 2400 2400 Tinggi bed, mm 3095 3585 Panjang vessel, mm 3585 3585 Tekanan inlet/outlet, kg/cm2-g 43,28/43,20 43,2/42,1 Temperatur inlet/outlet, °C 378/371 378/369 Sumber : catalyst and reactor ammonia Kaltim-2
b. Katalis Primary Reformer (101-B)
Tipe Katalis DYCAT-890
Volume katalis,m3 31,5 Diameter bed, mm -Tinggi bed, mm -Panjang vessel, mm -Tekanan inlet/outlet, kg/cm-g 36,8/33,3 Temperatur inlet/outlet, °C 580/799
Sumber : catalyst and reactor ammonia Kaltim-2
Tipe Katalis C14-4-GG C14-2 G-0110 Volume katalis,m3 32,38 Diameter bed, mm 3730 Tinggi bed, mm 2928 Panjang vessel, mm 3683 Tekanan inlet/outlet, kg/cm2-g 33,3/32,6 Temperatur inlet/outlet, °C 779/977 Temperatur in Bed, °C 1110 Sumber : catalyst and reactor ammonia Kaltim-2
d. Katalis HTS Converter (104-DB) Tipe Katalis SK-201-2 C-14-4 Volume katalis,m3 57/23,5 Diameter bed, mm 5000 Tinggi bed, mm 4130 Panjang vessel, mm 4720 Tekanan inlet/outlet, kg/cm-g 32,2/30,83 Temperatur inlet/outlet, C 359/422 Temperatur in Bed, C 359
sumber : catalyst and reactor ammonia Kaltim-2
e. Katalis LTS Converter (104-DB) Tipe Katalis C-18-7 Volume katalis,m3 83 Diameter bed, mm 5000 Tinggi bed, mm 4227 Panjang vessel, mm 4120 Tekanan inlet/outlet, kg/cm2-g 30,45/30
Temperatur inlet/outlet, °C 204/223
Temperatur in Bed, °C 204
Sumber : catalyst and reactor ammonia Kaltim-2
f. Katalis Methanator (106-D) Tipe Katalis C-13-3-01 Volume katalis,m3 38,2 Diameter bed, mm 3700 Tinggi bed, mm 3553 Panjang vessel, mm 3760 Tekanan inlet/outlet, kg/cm2-g 28/27,6 Temperatur inlet/outlet, °C 291/312 Temperatur in Bed, °C 291
Sumber : catalyst and reactor ammonia Kaltim-2
g. Katalis Ammonia Converter (105-D)
Tipe katalis Bed 1 Bed 2 Bed 3
ICI-32-4 ICI-32-4 KM-1
Volume katalis,m3 13,64 1,66 36,74
Diameter bed, mm 1,5-3 1,5-3 1,5-3
Kuantitas, kg 30072 60500 103949
Tekanan inlet/outlet, kg/cm-g 43,28/43,20 43,2/42,1 43,2/42,1
Posisi Bukaan Valve, % 96 77 100
BAB IV
DESKRIPSI PROSES
4.1 Unit Ammonia
Pabrik ammonia Kaltim – 2 memproduksi anhydrous liquid ammonia menggunakan proses kellog . design awal pabrik ammonia mampu memproduksi dengan kapasitas 1500 MPTD. Dengan adanya Proyek Retrofit di Kaltim – 2 maka produksi kapasitas meningkat menjadi 1800 MPTD, dengan hasil samping CO2yang dikirim ke unit ammonia.
Proses pembuatan ammonia bahan baku gas alam sebagai sumber H2dan udara sebagai N2.
Reaksi pembentukkan ammonia :
N2 + 3H2 ↔ 2NH3 ∆H = - 11040 cal/mol
Dalam unit ammonia ada 4 tahap . Tahap pertama adalah tahap pemurnian Gas Alam yang meliputi desulfurizer. Tahap Kedua adalah tahap penyiapan bahan baku yang meliputi Primary Reformer, Secondary Reformer, HTS, LTS. Tahap ketiga adalah tahap pemurnian (purification ) yang meliputi CO2 Removel ( absorber dan Stripper ), Methanator. Tahap ke empat adalah tahap sintesa gas yang meliputi kompresi Gas Sintesa ammonia converter.
4.1.1. Pemurnian Gas Alam Desulfurizer
Unit desulfurizer adalah alat yang digunakan untuk menghilangkan sulfur yang terkandung dalam gas alam. Karena sulfur merupakan racun bagi katalis di Primary Reformer. Gas alam dari SKG (stasiun kompresi gas) digunakan sebagai gas proses dan Fuel gas. Gas alam yang digunakan untuk proses dialirkan menuju knock out drum (120 – F). Fungsi dari KO drum adalah untuk memisahkan Gas alam dengan liquid. Di dalam KO drum gas alam beserta liquid menabrak demister ( berupa saringan ), kemudian terjadi pemisahan berdasarkan berat jenis, dimana liquid turun kebawah dan gas alam tanpa liquid ke atas. Gas alam dikompresi menjadi 42 kg/cm2g(kondisi
operasi) Setelah itu gas alam akan diproses di desulfurizer untuk dihilangkan sulfur anorganiknya. Gas alam di pre-heat terlebih dahulu menggunakan sisa panas konveksi (flue gas) dari Primary Reformer. Gas alam yang awalnya memiliki temperature 28oC di pre – heat hingga temperature 399 oC, tetapi sebelum memasuki desulfurizer gas alam diturunkan temperaturnya dengan menambahkan gas alam ( ada valve penghubung ) hingga temperature turun menjadi 371. Gas alam harus berada dalam temperature >360 karena absorben aktif bekerja pada temperature >360. Gas alam masuk ke desulfurizer(102 – DA/DB yang dapat dioperasikan secara seri, pararel atau mandiri) dengan ditambahkan H2 dari HRU. Fungsi penambahan H2 adalah untuk membantu pengubahan sulfur organic menjadi sulfur anorganik dengan dibantu katalis CoMo. Sedangkan zat pengabsorb sulfur anorganik adalah ZnO . ZnO hanya mampu mengabsorb sulfur anorganik, maka dari itu perlu pengubahan sulfur organic menjadi anorganik.
Reaksi perubahan sulfur organic menjadi sulfur anorganik : RHS + H2(g)↔ RH + H2S
Reaksi pengabsorban sulfur anorganik : H2S + ZnO ↔ ZnS + H2O
Diharapakan sulfur yang keluar dari desulfurizer kandungannya < 0,01 ppm dengan sulfur masuk 0,5 ppm. Gas alam yang keluar dari desulfurizer memiliki temperature 371 oC. kandungan sulfur yang lolos akan meningkat apabila sebagian besar absoben telah menjadi ZnS.
4.1.2. Pembentukan Gas Sintesis
Setelah tahap pemurnian gas alam selesai, selanjutnya adalah tahap penyiapan bahan baku H2 dan N2. Gas tersebut didapatkan dari proses di Primary Reformer dan Secondary Reformer. Selanjutnya gas proses dialirkan ke shift concerter untuk menghilangkan gas CO yang meenjadi CO2.
4.1.3.1. Katalitik Reforming
Reforming merupakan proses untuk menghasilkan H2 dengan cara mereaksikan gas alam dengan kukus di dalam unit primary reformer dan secondary reformer. Nitrogen (N2) diperoleh dari udara dengan merekasikan H2yang terbentuk dengan O2dari udara.
Primary reformer (101-B)
Fungsi dari Primary Reformer adalah tempat berlangsungnya tahap pertama reaksi reforming. Di Primary Refomer menggunakan panas dari hasil pembakaran fuel gas dengan udara. Primary Reformer di Kaltim 2 berjenis gas- fired dengan processing furnace terdiri dari radiant section dan convection section. Reaksi terjadi dalam tube-tube yang berisi katalis nikel yang berjumlah 504 buah yang berada dalam radiant section.
Gas proses dari desulfurizer sebelum diproses di Primary Reformer ditambahkan dengan steam tekanan menengah (MP Steam) yang bertemperature ±400 oC. perbandingan steam dan carbon (S/C) ± 3,8.Kemudian campuran gas proses dengan steam dipreheat di mixed feed preheat coil dengan memanfaatkan sisa panas dari radiant section hingga temperature ± 621 oC. Fungsi preheat gas proses dan MS adalah pengefisiensian panas dari radiant section, agar pada radiant section tidak menggunakan bahan bakar untuk memanaskan gas proses agar dapat memecah methane. Setelah dipanaskan, campuran gas didistribusikan ke dalam 12 sub header seacara merata. Tiap – tiap sub- header membagi aliran ke 42 tube yang berisi katalis nikel. Reaksi yang terjadi :
CH4(g) + H2O(l) ↔CO(g) + 3H2(g) ∆H =49271 cal/mol …(1) CO(g) + H2O(l) ↔CO2(g)+ H2(g) ∆H = - 9838 cal/mol …(2) CnHm(g) + H2O(l) ↔Cn-1Hm-2(g)+ H2(g) ∆H = (+) …(3)
Reaksi 1 disebut methane-steam reforming reaction yang sangat endotermis dan terjadi sekitar suhu 760 oC . Untuk memenuhi kebutuhan panas tersebut, menggunakan panas hasil pembakaran flue gas dengan udara yang terjadi di radiant, dengan dibantu tunnel burner sebanyak 12 buah. Reaksi 2 disebut Water-Gas Shift Reaction yang bersifat eksotermis. Tekanan pada primary dijaga 30-37 kg/cm2. Karena apabila tekanan tinggi reaksi akan bergeser ke arah kiri. Sedangkan pada reaksi Water- Gas Shift tidak terpengaruh oleh perubahan tekanan. Diharapkann gas proses yang keluar masih mengandung methane sebanyak 10 – 14 %. Gas proses memiliki temperature 834oC.
Faktor – factor yang mempengaruhi reaksi adalah temperature, tekanan operasi, dan rasio S/C. Temperatur yang tinggi dapat mempercepat reaksi dan akan mengurangi kandungan CH4 dan CO2 serta memperbanyak H2,tetapi suhu dijaga sekitar 800 - 820 oC agar tidak terjadi overheat dan merusak katalis dan material tube. Penurunan tekanan operasi akan menggeser reaksi reforming kearah pembentukan H2. Pengaruh rasio adalah apabila penetapan rasio tinggi maka dapat menghasilkan konversi CH4 tinggi, S/C dapat meminimalis terbentuknya deposit karbon.
Flue gas di radiant section dimanfaatkan Untuk : 1. Memanaskan(preheat) umpan desulfurizer
2. Memanaskan umpan Primary Reformer setelah keluar dari desulfurizer 3. Memanaskan Steam dan udara ke Secondary Reformer
4. Memanaskan Bahan bakar 5. Menghasilkan steam HP 6. Menghasilkan steam LP
7. Menghasilkan superheated steam
Secondary Reformer (103-D)
Konversi CH4 pada primary reformer dibatasi oleh kemampuan dan umur tube, sehingga dilakukan tahap kedua katalitik reforming di secondary reformer, yaitu reaksi antara gas keluaran primary reformer dengan udara yang telah dikompresikan.
Udara diperoleh dari kompresor 101-J dengan tekanan 40 kg/cm2-a, kemudian dicampur dengan MP steam dan dipanaskan di convection section primary reformer hingga temperatur 441C, lalu dialirkan ke secondary reformer.
Disamping untuk menurunkan kandungan CH4 dalam gas proses, reforming pada unit ini bertujuan memperoleh gas N2 untuk sintesis ammonia. Tujuan proses reforming di secondary reformer adalah sebagai berikut :
CH4(g)+ 2O2(g) CO2(g)+ H2O(g) ΔH = 191,7 kkal/mol 2. Mengoksidasi gas H2melalui reaksi
2H2(g)+ O2(g) 2H2O(l) ΔH = -115,596 kal/mol Banyak H2 yang beraksi dibatasi oleh kebutuhan N2 dalam proses sintesa ammonia. Reaksi ini sangat eksotermis dan panas yang dihasilkan dimanfaatkan untuk mereaksikan CH4 sisa dari primary reformer dan steam.
3. Memperoleh N2 yang dibutuhkan untuk sintesa ammonia dengan perbandingan H2dan N2sebesar 3:1 di systhesis loop.
Reaksi akan menaikan temperatur hingga 1100-1200°C dan temperatur keluar secondary reformer menjadi 980-1000°C dengan tekanan 31-35 kg/cm2-g.
Selanjutnya gas keluaran secondary didinginkan di primary waste heat exchanger (101-C) hingga temperatur 507°C. sebagai pendingin digunakan boiler feed water (BFW) sehingga dapat dihasilkan HP steam. kemudian gas mengalir ke secondary waste heat exchanger (102-C) dan memberikan panasnya kepada HP steam basah yang mengalir lewat tube, sehingga steam berubah menjadi superheated steam. Gas keluar waste heat exchanger mempunyai temperatur 350-360°C dan tekanan 31 kg/cm2. 4.1.3.2. Katalitik Shift Converter
Katalitik shift converter berfungsi untuk mengubah CO menjadi CO2 melalui reaksi shift. Gas CO perlu diubah menjadi CO2 karena CO tidak dapat dipisahkan dari gas sintesis pada unit CO2removal. Reaksi yang
terjadi ditunjukkan melalui persamaan reaksi :
CO(g)+ H2O(g) CO2(g)+ H2(g) ΔHr,298= -9,38 kkal/mol Reaksi shift merupakan reaksi yang eksotermis, sehingga untuk mencapai konversi yang tinggi temperatur operasi harus rendah. Sementara, dari segi kinetikanya, pada temperatur yang rendah kecepatan reaksi akan rendah. Berdasarkan pertimbangan kinetis dan ekonomis, maka reaksi shift dibagi menjadi dua tahap, yaitu pada temperatur tinggi di High Temperatur Shift (HTS) dan pada temperatur rendah di Low Temperatur Shift (LTS).