12
Firlya Rosa, dkk; Rancang Bangun Fixture Dalam Proses Pengenduran Mur Coc Di Pltd
Merawang
RANCANG BANGUN FIXTURE DALAM PROSES PENGENDURAN MUR CENTRIFUGAL
OIL CLEANER DI PLTD MERAWANG
Firlya Rosa
1, Rodiawan
2, Tri Suhendra
31,2
Staff Pengajar Jurusan Teknik Mesin, Fakultas Teknik, Universitas Bangka Belitung
3Sarjana Strata 1 Jurusan Teknik Mesin, Fakultas Teknik, Universitas Bangka Belitung
Kampus Terpadu Desa Balun Ijuk Kecamatan Merawang Kabupaten Bangka
Sur-el :[email protected]
Abstrak
Centrifugal Oil Cleaner (COC) adalah sebuah perangkat yang bekerja menggunakan prinsip
sedimentasi berputar yang menempatkan objek dalam rotasi disekitar sumbu tetap dengan menggunakan gaya sentrifugal pada gravitasi yang ditempatkan pada Diesel ALLAN NO 2 di PLTD Merawang. Dalam perawatannya, bagian dinding rotor pada COC harus dibersihkan dengan cara mengendurkan mur pengikat rotor
cover dari rotor body. Untuk mempermudah proses pembukaan COC, maka perlu dirancang fixture guna
membantu dalam pengenduran mur pengikat rotor yang lebih efisien waktu, meminimalisasikan penggunaan peralatan dibandingkan pengenduran secara konvensional. Perancangan fixture menggunakan metode Pahl-Beitz dan proses pembuatan menggunakan mesin yang tersedia. Hasil waktu pengenduran mur COC secara manual lebih cepat 2 detik dibandingkan dengan menggunakan fixture. Namun, dalam penggunaan peralatan lebih sedikit dan hanya 1 operator terlibat sehingga keselamatan operator lebih terjamin.
Kata kunci : COC, Gaya sentrifugal, Fixture
Abstract
Centrifugal Oil Cleaner (COC) is a device that works using the principle of a rotating sedimentation. COC puts the object in the fix axis rotation by using the centrifugal force on gravity. COC is one of part in Diesel ALLAN 2 at PLTD Merawang. In the mantenace, parts of the rotor bodyat the COC should be cleaned by turn down the rotor nut cover of the rotor body. To simplify the process of opening a COC, it needs to be designed fixture to assist in turn down the nut so it will more efficient in time, minimize the equipment compared to manually process. The fixture is designed using Pahl-Beitz method and the manufacturing is processed using machine that is available on workshop. Manually process produces is faster 2 second than using the fixture. However, the fixture reduces using of equipment and involves only one operator so that operator safety is guaranteed.
Key Word : COC, centrifugal, Fixture
PENDAHULUAN
Pada umumnya oli pada mesin berfungsi sebagai pendingin, pelumas, pembersih, pemindah tenaga, pencegah korosi, dan sebagai bantalan. Dengan sejalannya jam kerja pada mesin, maka
berbagai polutan akan meningkat serta terjadinya perubahan kualitas bahan bakar dan kesempurnaan proses pembakaran pada kondisi mesin itu sendiri. Polutan utama pada mesin diesel adalah jelaga atau
sootwear debris dari keausan komponen mesin,
maka dari itu oli setelah dipakai akan mengalami kerusakan (perubahan kekentalan) yang diakibatkan adanya oksidasi yang tak terhindari mengakibatkan
13
Firlya Rosa, dkk; Rancang Bangun Fixture Dalam Proses Pengenduran Mur Coc Di Pltd
Merawang
timbulnya kontaminasi dan deteriorasi serta angka TBN pada oli menjadi rendah[4].
Sama halnya yang terjadi pada mesin Diesel ALLAN NO 2 di PLTD merawang, dengan ukuranya yang besar maka tidak memungkinkan untuk dilakukan pergantian oli satu bulan sekali. Pada mesin Disel ALLAN dibutuhkan filter oli standar dan juga filter oli ganda penangkap polutan pelumas pada sistem kerja COC (Centrifugal Oil
Cleaner) dengan bentuk seperti pada gambar 1 dan
gambar 2. COC akan menjaga kondisi oli mesin tetap bersih dengan cara menangkap polutan padat menggunakan gaya sentrifugalpada partikel yang terkontaminasi ketika posisi mesin sedang beroperasi.
Dalam penggunaan COC pada mesin perlu diperhatikan standar kebersihanya. Salah satu cara perawatan COC tersebut yaitu mengendurkan mur pengikat rotor dengan menggunakan kunci ring ukuran 60 mm dan memisahkan rotor cover dari
rotor body sehingga bagian dinding rotor pada
COC dapat dibersihkan.
Gambar 1. Penempatan COC
Selama perawatan COC berlangsung, proses pengenduran mur pengikat rotor COC tersebut masih dilakukan dengan sistem pembuka menggunakan pemukulan dengan palu pada kunci ring pengendur mur.Dampak dari proses pembukaan pemukulan COC tersebut dinilai dapat berakibat fatal dan kurang efektif dalam pengerjaannya, seperti kecelakaan yang mengakibatkan tergoresnya tangan pada saat menahan dan tidak tepatnya pemukulan pada kunci yang bisa terjadi pada proses pembukaan. Selain itu, proses tersebut menggunakan peralatan seperti palu, triplek, kunci ring ukuran 60 mm, keterlibatan 2 orang mekanik, serta lamanya waktu yang
dibutuhkan pada saat proses perawatan tersebut ketika sedang berlangsung (8 - 9 kali pemukulan).
Gambar 2. Bentuk COC
Untuk mempemudah proses pengenduran baur COC, perlu dibuat sebuah alat bantu yang
fixture. Fixture adalah peralatan produksi yang
menempatkan, memegang dan menyangga benda kerja secara kuat sehingga pekerjaan pemesinan yang diperlukan bisa dilakukan[1]. Rancang bangun
fixture untuntuk pengenduran mur COC bertujuan
untuk membantu mempermudah pengenduran mur pengikat rotor COC, dan memberikan jaminan keselamatan bagi operator.
Gambar 3. Bagian dalam COC[4]
METODE PENELITIAN
Rancang bangun fixture untuk membantu proses perawatan COC pada pengenduran mur pengikat rotor supaya lebih efisien, dengan cara mengukur dan membandingkan efisiensi waktu pengenduran mur pengikat rotor cover dari
rotorbody, dan meminimalisir penggunaan
peralatan yang digunakan sewaktu proses perawatan COC itu berlangsung dengan cara
14
Firlya Rosa, dkk; Rancang Bangun Fixture Dalam Proses Pengenduran Mur Coc Di Pltd
Merawang
merancang, membuat dan melakukan uji coba serta membandingkan antara proses pengenduran dengan menggunakan fixture maupun secara konvensional. Langkah-langkah penelitian yang dilakukan sebagai berikut:
1. Pengumpulan data
Pada tahap ini data-data yang diperlukan dikumpulkan untuk dijadikan masukan serta acuan dalam melakukan analisis perancangan. Dalam melakukan pengumpulan data ini dengan caramengumpulkan data-data atau informasi yang diperlukan yang didapat dari buku referensi, internet dan sumber lainnya serta survei lapangan langsung ke PLTD Merawang. Adapun data yang dikumpulkan antara lain :
a. Mengetahui proses perawatan COC. b. Mengetahui proses pembuka COC. c. Pengukuran benda kerja.
d. Bagian-bagian benda kerja 2. Pengolahan data
Data yang telah didapatkan baik berupa dokumentasi maupun data observasi langsung dengan cara survei ke PLTD Merawang maka disatukan dan dilakukan proses lanjut pengolahan data dengan menggunakan sofware
PRO-ENG agar data yang ada dapat diolah
lebih lanjut sehingga data tersebut dapat dijadikan kajian analisis atau kesimpulan dalam tahapan proses perancangan alternatif
fixture lebih lanjut.
3. Perancangan fixture dengan metode Pahl dan
Beitz
Perancangan merupakan salah satu cara atau aturan bekerja untuk mendapatkan hasil yang dapat dinyatakan dengan jelasatau suatu kreasi atas sesuatu yang mempunyai kenyataan fisik, dimana perancangan merupakan upaya untuk menemukan komponen fisik yang tepat dari sebuah struktur fisik[3]. Proses perancangan sesuai dengan semua fungsi agar memberikan produk yang memuaskan bagi konsumen dan untuk memperbaiki produk tersebut selama umur pakainya. Juga penting untuk mempertimbangkan bagaimana produk akan dibuang setelah masa penggunaanya. Total dari semua fungsi yang mempengaruhi produk semacam itu kadang di sebut proses realisasi produk (product realization process)[2]. Adapun metode yang dilakukan dalam perancangan
fixture dengan menggunakan metode Pahl and Beitz dengan langkah-langkah sebagai berikut:
a. Perencanaan dan penjelasan tugas b. Perancangan konsep produk
Setelah membuat beberapa alternatif untuk alat ini, maka hasil yang diperoleh adalah sebagai berikut. o Base plate di buat berbentuk
persegi panjang dengan dudukan lubang baut
o Locator akan di buat berbentuk persegi panjang dengan chamfer sisa kiri kanan bagian atas sehingga tidak merusak COC pada saat di posisikan
o Tipe pencekam yang akan di gunakan dengan tipe screw clamp o Sambungan locator dan pencekam menggunakan baut dan mur serta pengelasan
o Bahan dalam pembuatan fixture ini mengunakan bahan mild steel st. 37
c. Perancangan bentuk produk (embodiment
design) seperti pada gambar 4.
Gambar 4. Bentuk produk (embodiment design)
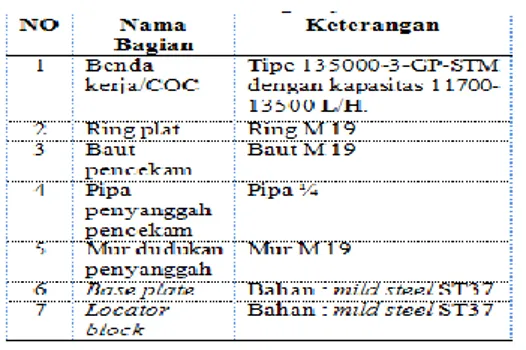
d. Perancangan detail dengan benda bagian seperti pada tabel 1.
Tabel 1. Daftar bagian Fixture
1 2 3 4 5 7 6
15
Firlya Rosa, dkk; Rancang Bangun Fixture Dalam Proses Pengenduran Mur Coc Di Pltd
Merawang
4. Perhitungan
Menghitung gaya pengencangan pada gambar 5 pada mur M60 dengan bahan Fe 490 dan 500 N/mm2dengan m = asumsi massa dorong menggunakan tangan sebesar 25 kg, g = gravitasi (9.81 m/s2) maka = gaya dorong pengencangan adalah
= m g (1)
= 25 9,81 = 245,25 N
Gambar 5. Gaya-gaya yang bekerja
Mencari momen gaya (kopel)
= jarak dari pusat mur COC ke kuasa tangan (500 mm) Mk = momen kopel Maka : Mk = (2) Mk = 245,25 500 = 122625 N.mm
Menghitung gaya akibat kopel
= jarak antara titik mur COC sumbu baut ke baut pencekam (140mm) Maka :
F = (3)
F = = 875,893 N
Mencari diameter2 baut pencekam d = √
(4)
= √ = 1,06 mm < M 19
5. Pembuatan dan perakitan fixture a. Pemotongan bahan awal
Proses pemotongan bahan adalah proses pemotongan bentuk awal bahan yang akan dijadikan base plate, locator, plat pencekam dan pipa penyanggah. Proses pemotongan bahan awal menjadi benda kerja, yaitu:
1.
BaseplateBahan mild steel St 37 ukuran 350 x 230 x 4 mm.
2.
LocatorBahan mild steel St 37 ukuran 190 x 40 x 20 mm.
3.
Plat pencekamBahan mild steel St 37 ukuran 70 x 30 x 4 mm.
4.
Pipa penyanggahBahan pipa ¼ inci ketebalan 2 mm ukuran 600 mm.
b. Proses permesinan
Proses permesinan dilakukan untuk membuat base plate, locator, plat pencekam dan pipa penyanggah sesuai dengan dimensi yang diinginkan. Adapun proses permesinan tersebut :
Penggerindaan
Penggerindaan dilakukan untuk memperhalus permukaan, memotong, serta pembentukan benda kerja.
Pengeboran
Pengeboran dilakukan untuk pembuatan lubang dudukan penyanggah pada base plate.
Frais
Pengefraisan dilakukan untuk pembuatan chamfer, pembentukan
locator serta penghalusan dari sisa
tatal pemotongan benda kerja.
Pengelasan
Pengelasan menggunakan untuk penyatuan pada proses perakitan benda kerja.
c. Standar operasional perakitan
Perakitan adalah tahapan akhir proses permesinan sudah dilakukan, perakitan bertujuan menyatukan semua prodak untuk digabungkan menjadi fixture lengkap. Adapun bagian-bagian yang akan digabungkan adalah : 2 1 𝑓a 𝑀 k F F
16
Firlya Rosa, dkk; Rancang Bangun Fixture Dalam Proses Pengenduran Mur Coc Di Pltd
Merawang
Perakitan Locator ke base plate dengan menggunakan proses permesinan pengelasan.
Prakitan mur dudukan baut penyanggah ke base plate dengan menggunakan proses permesinan pengelasan.
Prakitan plat pencekam ke pipa penyanggah dengan menggunakan proses pengelasan.
6. Uji coba dan evaluasi data
HASIL DAN PEMBAHASAN
Percobaan yang dilakukan dengan meninjau beberapa aspek, yaitu:
a. Ditinjau dari waktu pengenduran COC
Ada 2 hal yang dilakukan yaitu pengenduran tanpa fixture (konvensional) dan pengenduran dengan menggunakan fixture. Uji coba dilakukan sebanyak 3 (tiga) kali percobaan dan waktu yang didapatkan dengan pengenduran tanpa fixture dapat dilihat pada tabel 2.
Tabel 2. Waktu pembuka COC tanpa menggunakan Fixture
Dari hasil pengenduran COC tanpa fixture didapatkan rata-rata waktu buka selama 17,3 detik dengan rata-rata pemukulan yang dilakukan pada mur sebanyak 8-9 kali pemukulan. Variasi waktu pemukulan tergantung kepada kuat atau tidaknya pengencangan yang terjadi pada mur. Semakin kuat pengencangan maka semakin banyak pemukulan yang akan dilakukan. Pemukulan yang banyak akan menyebabkan kerusakan pada mur dan kerusakan pada alat serta dapat menyebabkan kecelakaan pada operator. Sedangkan waktu pengenduran mur COC menggunakan fixture dapat dilihat pada tabel 3.
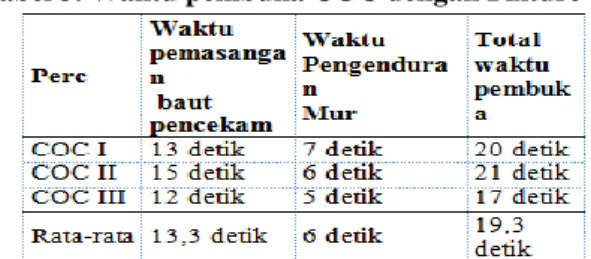
Tabel 3. Waktu pembuka COC dengan Fixture
Dari hasil pengenduran dengan menggunakan
fixture dapat terlihat bahwa ada 2 (dua) tahapan
yang harus dilaksanakan, yaitu pemasangan baut dan pengenduran mur. Dari 2 (dua) tahapan proses ini didapatkan rata-rata waktu pengenduran selama 19,3 detik.
Ini menunjukkan bahwa pengenduran menggunakan fixture lebih lama dibandingkan dengan tanpa menggunakan fixture.
b. Ditinjau dari penggunaaan peralatan.
Adapun peralatan yang digunakan dalam pengenduran baut dari pengenduran tanpa
fixture dan dengan menggunakan fixture
sebagai berikut:
Peralatan yang digunakan sewaktu perawatan COC tanpa menggunakan I : 1 unit palu
1 unit kunci ring 60 mm 1 unit obeng minus 1 unit besi penyanggah 1 unit triplek sebagai alas
Peralatan yang digunakan sewaktu perawatan COC dengan menggunakan I : 1 unit kunci ring pas 19 mm
1 unit kunci buah 60 mm
1 unit gagang kunci buah/shock c. Ditinjau dari aspek keamanan
Perawatan COC
tanpa menggunakanfixture sewaktu waktu dapat
mengakibatkan kefatalan dan tidak terlalu aman bagi operatornya, dikarena pada saat sisitem perawatan berlangsung pada sistem pengenduran mur COC nya menggunakan pemukulan dengan palu ke kunci ring 60 mm dan juga menahan arah berlawanan menggunakan tangan dan besi penyanggah, selain itu juga ketika pemukulan terjadi dan COC tanpa diberi alas maka kemungkinan besar COC dapat tergores dan lecet.
Perawatan COC dengan menggunakanfixture akan memberikan rasa aman pada
17
Firlya Rosa, dkk; Rancang Bangun Fixture Dalam Proses Pengenduran Mur Coc Di Pltd
Merawang
pengenduran murnya menggunakan kunci buah dan gagang shock, sehingga pada saat pengenduran mur hanya membutuhkan tenaga extra 1 kali ayunan saja.
d. Ditinjau dari aspek jumlah operator
Pada perawatan COC tanpa menggunakan fixture dibutuhkan 2 orang operator yang mana 1 operator difungsikan sebagai pemukul/pembuka dan 1 operator difungsikan sebagai penahan dan pemegang COC.
Pada perawatan COC menggunakan
fixture, cukup dibutuhkan hanya 1 operator
saja yang difungsikan sebagai pembuka dan pemasangan pencekam fixture ke COC saja.
KESIMPULAN
Hasil percobaan yang sudah dilakukan
pada sistem perawatan COC akan lebih
menguntungkan dengan menggunakan fixture
dikarenakan beberapa hal, yaitu :
1. Pada sistem waktu pengenduran mur COC memang sedikit lama namun perbedaannya tidak terlalu signifikan dibandingkan tanpa menggunakan fixture, yaitu memerlukan waktu rata-rata 19,3 detik.
2. Pada penggunaan peralatan lebih sedikit dibandingkan tanpa penggunaan fixture. Dimana pada penggunaan peralatan cukup diperlukan kunci ring pas 19 mm dan kunci buah/shock 60 mm beserta gagangnya.
3. Dilihat dari keterampilan operator, tidak terlalu rumit karena tidak diperlukan keterampilan khusus dan cukup memerlukan 1 tenaga operator saja.
4. Jika dinilai dari keselamatan kerja lebih terajamin dikarenakan proses pembukaanya tanpa menggunakan pemukulan yang dapat berakibat fatal.
DAFTAR PUSTAKA
[1] Dwi Prasetyo. 2010. Alat Penempat Jig Dan
Fixture.(online),
(Prasetyodwisaputro.blogspot.com/2010/09/jig-and-fixture.html, diakses 14 Agustus 2014).
[2] L Mott Robert. 2009. Elemen-Elemen Mesin
Dalam Perancangan Mekanis. Yogyakarta :
Andi.
[3] Maulizar Afiff. 2014. Apa itu perencanaan,
Perancangan, dan Perancang.
(online),(http://Afiffmaulizar.blogspot.com/201 3/04/Apa-itu-perencanaan-perancangan-perancang-dan.html, diakses 14 Agustus 2014). [4] Suhendra Tri. 2013. Laporan Kerja Praktek di
Sektor Pembangkit BABEL PLTD Merawang.