Laporan Pengelasan
Teks penuh
Gambar
Dokumen terkait
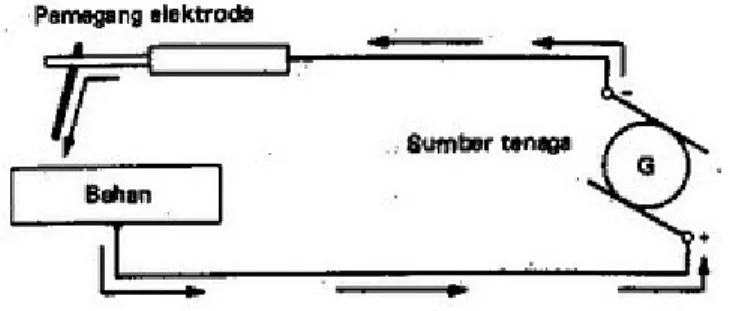
dengan mendekatkan elektroda ke dalam logam induk atau logam yang akan dilas sejarak kira-kira 2 mm, maka terjadi busur listrik yang merupakan sumber panas dalam proses
TIG ( Tungsten Innert Gas ) adalah suatu proses pengelasan busur listrik elektroda tidak terumpan, dengan menggunakan gas mulia sebagai pelindung terhadap pengaruh udara luar,
Besar arus pada pengelasan mempengaruhi hasil las bila arus terlalu rendah maka perpindahan cairan dari ujung elektroda yang digunakan sangat sulit dan busur listrik yang
Untuk menghasilkan busur yang baik dan konstan,tukang las harus menjaga jarak ujung elektroda dan permukaan material dasar tetap sama.Adapun jarak yang paling
Untuk menghasilkan busur yang baik dan konstan,tukang las harus menjaga jarak ujung elektroda dan permukaan material dasar tetap sama.Adapun jarak yang paling baik adalah sama
Pengelasan cair adalah cara pengelasan dimana sambungan dipanaskan sampai mencair dengan sumber panas dari busur listrik atau sumber api gas yang
Dengan cara mendekatkan elektroda las ke logam induk atau logam yang akan dilas, dengan jarak kurang lebih 2 rnm, maka terjadilah busur listrik yang nrerupakan sumber
Pengelasan cair adalah cara pengelasan dimana sambungan dipanaskan sampai mencair dengan sumber panas dari busur listrik atau semburan api gas yang
