39
BAB III
METODOLOGI PENELITIAN
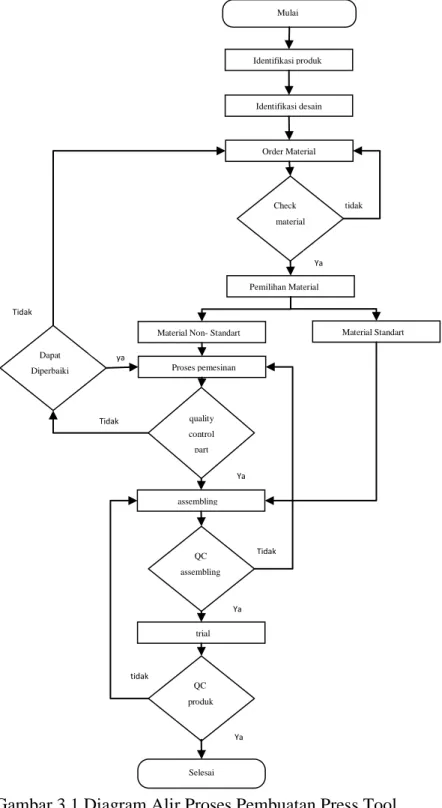
3.1 Diagram Alir Proses Pembuatan
Dalam proses pembuatan press tool terdapat tahapan-tahapan yang harus dilakukan. Tahapan proses pembuatan adalah sebagai berikut :
Gambar 3.1 Diagram Alir Proses Pembuatan Press Tool Mulai Identifikasi produk Identifikasi desain Order Material Check material Pemilihan Material Material Standart Material Non- Standart
Proses pemesinan Q quality control part assembling trial QC assembling Selesai QC produk Dapat Diperbaiki tidak ya Tidak Tidak Ya Tidak Ya tidak Ya Ya
40
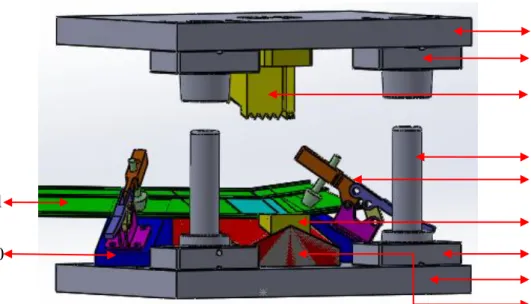
3.2 Identifikasi Produk 3.2.1 Gambar Press Tool
Gambar 3.2 Gambar Press Tool Perekat Diffuser Tabel 3.1 Nama Part Dan Fungsinya.
No Nama Part Keterangan
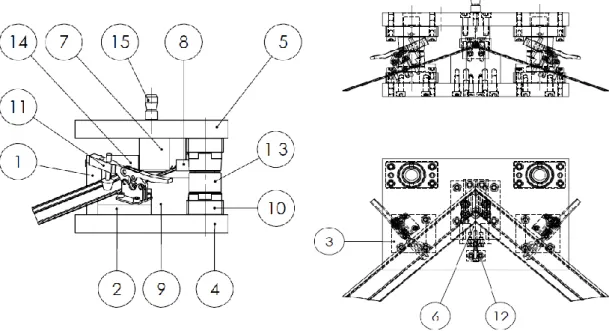
1 Pelat Atas Tempat dudukan komponen bagian atas.
2 Guide Bush Atas Lubang pengarah atau penepat (media gesek)
3 Punch Part pembentukan atau pemotongan
4 Bar / pillar Pengarah atau penepat
5 Toggle Pemegang benda / clamping benda
6 Stopper Pembatas
7 Guide Bush Bawah Pemegang bar
8 Pelat bawah Tempat dudukan komponen bagian bawah
9 Dies Pembentuk
10 Dudukan Toggle Pemegang toggle
11 Daun Diffuser Benda kerja
Identifikasi gambar menjadi proses awal dalam pembuatan diffuser tool sebelum memulai proses utama, gambar memberikan informasi mengenai dimensi produk, bentuk produk, dan material yang dipakai. Dengan data tersebut akan berkembang pada kebutuhan
tools untuk menunjang pembuatan produk, prinsip kerja dan dimensi tools. Seteleah
mengetahui tools yang dibutuhkan, maka akan didapatkakn data mesin yang akan 1 2 3 4 5 7 6 8 11 9 10
41 digunakan dan operation plan untuk membuat tools tersebut secara efisien agar menghasilkan produk yang diiginkan.
3.2.2 Spesifikasi Produk
Tujuan Pembuatan press tool ini adalah untuk membentuk atau merekatkan produk
diffuser ducting ac yang tadinya memgunakan metode sambungan las titik digantikan
dengan metode sambungan clinching, dengan material produk alumunium alloy 6063, fungsi produk adalah sebagai ventilasi untuk menyalurkan udara pada sistem HVAC dalam suatu ruangan tertentu. Produk ini bisa digunakan untuk ruangan seperti kantor, ruangan sekolah, rumah sakit, lobi pada sebuah gedung, dan lain-lain.
Gambar 3.3 Aplikasi Diffuser Ducting
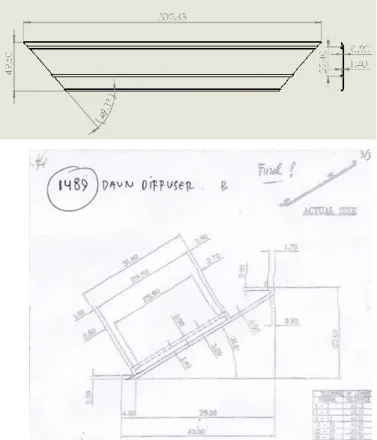
Gambar 3.4 Gambar Produk
42
3.2.3 Tuntutan Produk
Hal yang harus diperhatikan dari product diffuser tool ini yaitu ukuran dari beberapa bagian. Terutama bagian keempat sudut dimana setiap sudut harus membentuk 900 agar pada saat produk di rekatkan membentuk persegi yang sempurna dan memudahkan pada saat proses assembling. Selain itu kerapatan part yang bersigungan pun hrus bagus minimal celah 0.5 mm.
3.3 Prinsip Kerja Press Tool
a. Clamp press tool pada bagian atas dan bawah mesin press yang akan digunakan. b. Pelat profil alumunium dimasukkan kedalam penepat pada press tool.
c. Mesin press terus bergerak turun dan tetap ditekan secara manual sehingga membuat Punch dapat membentuk lembaran pelat dengan ukuran yang telah ditentukan. Setelah selesai Punch akan bergerak ke atas, kembali ke posisi semula dan ambil produk yang telah di press untuk di putar ke sudut berikutnya sehingga membentuk persegi yang sempurna.
d. Pastikan ketinggian ring setting sesuai dengan kedalaman penetrasi punch yang diinginkan.
3.4 Gambar Bagian-Bagian Press Tool (Konstruksi Press Tool)
43
3.5 Pemilihan Material
Pemilihan material dilakukan saat proses perancangan, sesuai dengan spesifikasi atau fungsi dari material tersebut adapun jenis material berdasarkan fungsinya :
Tabel 3.3 Komponen dan Material
No Nama Komponen Material Keterangan
1 Upper Plate SS41 / S50C 2 Lower Plate SS41 / S50C 3 Guide Bush FC 25 4 Punch SKD11 HRc 58-60 5 Dies SKD11 HRc 58-60 6 Dudukan Togle ST37 7 Shank S45C 8 Stoper S45C 9 Bar S45C HRc 55 10 Ring Setting ST 37
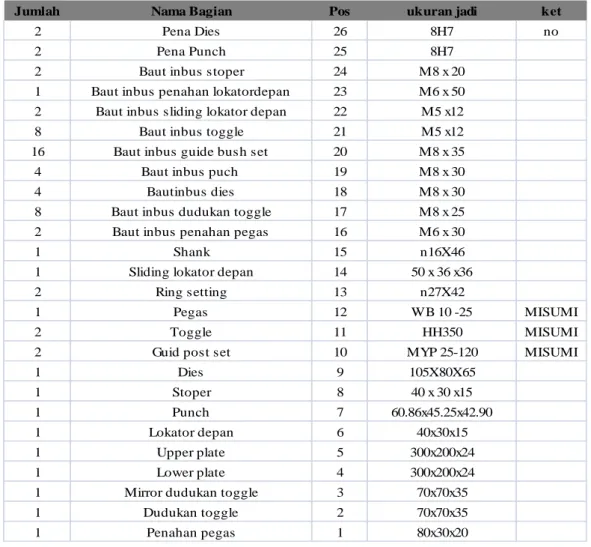
Jumlah Nama Bagian Pos ukuran jadi ket
2 Pena Dies 26 8H7 no
2 Pena Punch 25 8H7
2 Baut inbus stoper 24 M8 x 20
1 Baut inbus penahan lokatordepan 23 M6 x 50 2 Baut inbus sliding lokator depan 22 M5 x12
8 Baut inbus toggle 21 M5 x12
16 Baut inbus guide bush set 20 M8 x 35
4 Baut inbus puch 19 M8 x 30
4 Bautinbus dies 18 M8 x 30
8 Baut inbus dudukan toggle 17 M8 x 25 2 Baut inbus penahan pegas 16 M6 x 30
1 Shank 15 n16X46
1 Sliding lokator depan 14 50 x 36 x36
2 Ring setting 13 n27X42
1 Pegas 12 WB 10 -25 MISUMI
2 Toggle 11 HH350 MISUMI
2 Guid post set 10 MYP 25-120 MISUMI
1 Dies 9 105X80X65 1 Stoper 8 40 x 30 x15 1 Punch 7 60.86x45.25x42.90 1 Lokator depan 6 40x30x15 1 Upper plate 5 300x200x24 1 Lower plate 4 300x200x24
1 Mirror dudukan toggle 3 70x70x35
1 Dudukan toggle 2 70x70x35
1 Penahan pegas 1 80x30x20
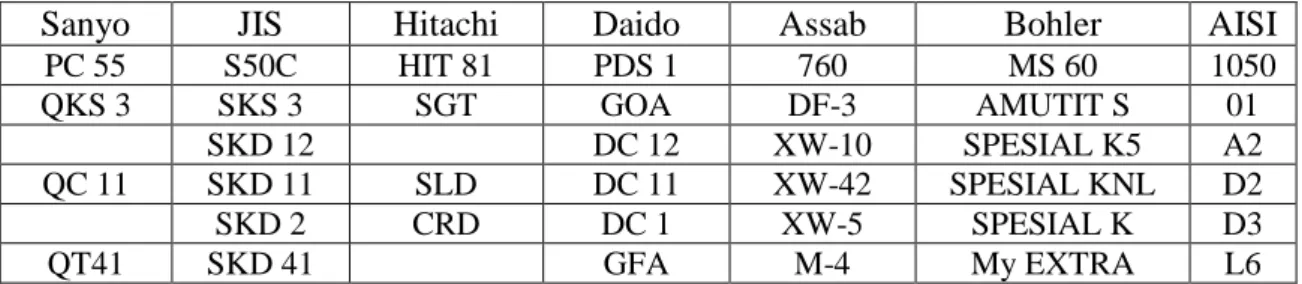
44 Tabel 3.4 Cold Work Steel dan Persamaannya
Sanyo JIS Hitachi Daido Assab Bohler AISI
PC 55 S50C HIT 81 PDS 1 760 MS 60 1050 QKS 3 SKS 3 SGT GOA DF-3 AMUTIT S 01 SKD 12 DC 12 XW-10 SPESIAL K5 A2 QC 11 SKD 11 SLD DC 11 XW-42 SPESIAL KNL D2 SKD 2 CRD DC 1 XW-5 SPESIAL K D3 QT41 SKD 41 GFA M-4 My EXTRA L6
Pemilihan material berdasarkan fungsinya, seperti pada material yang digunakan untuk membuat punch dan dies, SKD 11 dipilih karena mempunyai karakteristik :
1. Tahan aus pada temperatur tinggi 2. Konduktifitas panas yang baik 3. Tidak mudah retak akibat panas
3.6 Perencanaan Proses
Berikut ini adalah komponen press tool yang di buat di Polman Bandung, dan tahapan prosesnya :
Tabel 3.5 Urutan Proses Pemesinan
No Part Name Visual
Tahapan Proses Pemesinan 1 Pelat atas FR GD BOK KB QC 2 Pelat bawah FR GD BOK KB Qc 3 Punch FR GD BOK CNC HT QC
45 4 Dies FR BOK CNC KB QC 5 Dudukan Togel FR BOK KB QC 6 Stoper FR BOK CNC KB QC 7 Guid Bush FR BOK KB QC 8 Shank BU QC 9 BAR BU HT GS QC 10 Ring Setting BU QC Keterangan : FR = Frais GD = Gerinda Datar
46 BOK = Bor kordinat
KB = Kerja Bangku GS = Gerinda silinder BU = Bubut
HT = Heat treatment QC = Quality Control.
3.7 Fasilitas Mesin Yang Digunakan
Adapun fasilitas pemesinan yang digunakan dalam pembuatan press tool perekat
diffuser ducting.sebagai beikut :
a. Mesin milling schaublin 53N b. Mesin bubut schaublin 150 c. Mesin BOK aciera
d. Mesin gerinda datar e. Mesin gerinda silinder f. Mesin cnc mori seiki 5a
Mesin-mesin yang digunakan dalam pembuatan press tool perekat difuser ducting ini merupakan mesin inventaris yang ada di Polman Bandung. Adapun spesifikasi dari mesin mesin tersebut, sebagai berikut :
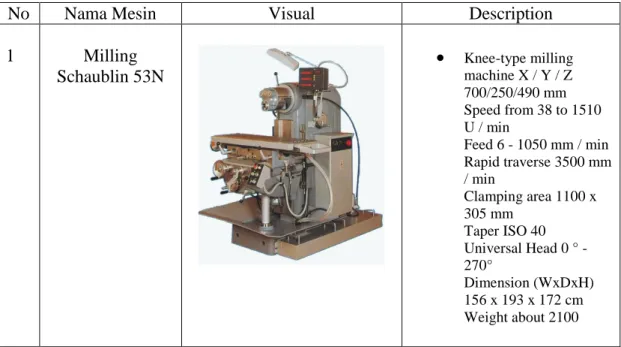
Tabel 3.6 Fasilitas Mesin yang Digunakan
No Nama Mesin Visual Description
1 Milling Schaublin 53N Knee-type milling machine X / Y / Z 700/250/490 mm Speed from 38 to 1510 U / min Feed 6 - 1050 mm / min Rapid traverse 3500 mm / min Clamping area 1100 x 305 mm Taper ISO 40 Universal Head 0 ° - 270° Dimension (WxDxH) 156 x 193 x 172 cm Weight about 2100
47 2 Bubut schaublin
150
Max swing over bed 340 mm distance between center 600mm tool section 20 x 20 mm net weight 1250 kg power motor 4 Kw
3 Jig bor aciera (BOK)
Table length 660 mm Table width 520 mm Drill capacity in steel 23 mm
Depth of throat 365 mm Drill depth (spindle stroke) 120 mm Spindle speeds: stepless from 45 rpm up to 4000 rpm
Feeds: number (steps) 6 from 0.060 mm/r up to 1.20 mm/r
Voltage 50 Hz 3x 380 Volt
Total power required 5.0 HP
Machine's weight about 1500 kg 4 Surface Grinding Jacobsen Grinding Lenght 400 mm Grinding Width 200mm Grinding Height 400 mm Grinding Wheel Diameter 400 mm Power Request 4 Kw Weight 2500 Kg The Date Is Indicative Gm9x2ieuvjv
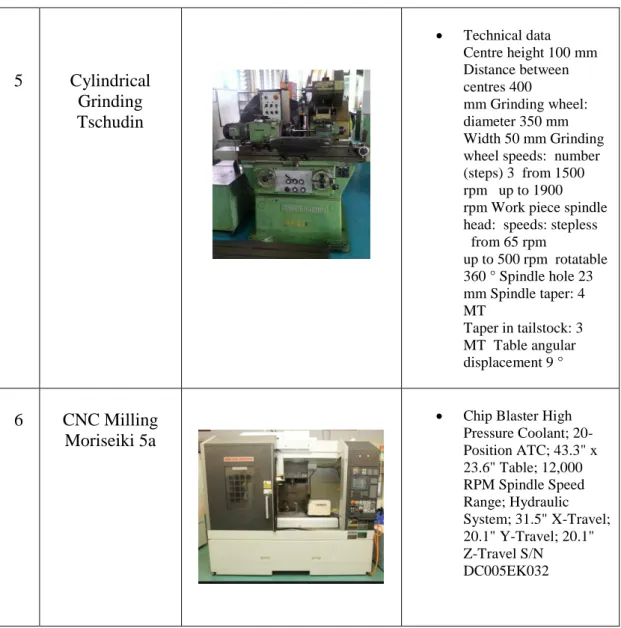
48 5 Cylindrical Grinding Tschudin Technical data Centre height 100 mm Distance between centres 400 mm Grinding wheel: diameter 350 mm Width 50 mm Grinding wheel speeds: number (steps) 3 from 1500 rpm up to 1900 rpm Work piece spindle head: speeds: stepless from 65 rpm up to 500 rpm rotatable 360 ° Spindle hole 23 mm Spindle taper: 4 MT Taper in tailstock: 3 MT Table angular displacement 9 ° 6 CNC Milling Moriseiki 5a
Chip Blaster High Pressure Coolant; 20-Position ATC; 43.3" x 23.6" Table; 12,000 RPM Spindle Speed Range; Hydraulic System; 31.5" X-Travel; 20.1" Y-Travel; 20.1" Z-Travel S/N DC005EK032
3.8 Pembuatan Operation Plan
Dalam pembuatan diffuser tool ini, penulis mengunakan operation plan numbering, pertimbangannya untuk memudahkan pengerjaan bagi operator dan mengurangi tinggkat kesalahan proses. Yang akan dibuat pada lapoaran Tugas Akhir nanti.
3.9 Penentuan Work Station
Dalam menentukan work station , penulis mempertimbangkan beberapa hal yang tercantum pada tabel 3.7 di bawah ini :
Tabel 3.7 Pertimbangan Proses Pemesinan
No Pertimbangan Uraian Contoh
1. Bentuk Pertimbangan ini diambil berdasarkan optimalisasi
Pelat atas dengan bentuk kubitis, jauh lebih efisien
49 pengerjaan dilihat dari
bentuk awal benda bisa berbentuk silinder ataupun kubistis
menggunakan mesin frais dibandinkan dengan mesin
bubut dalam
pengerjaannya. 2. Nilai ukuran dan
kekasaran
Pertimbangan ini diambil berdasarkan fungsi dan toleransi benda.
Guid pillar yang
mempunyai suaian khusus sehingga lebih akurat jika menggunakan gerinda silinder
3. Pengikatan Pertimbangan ini diambil berdasarkan cara pengikatan antara dua part atau lebih
Punch yang diikatdengan pelat atas menggunakan baut dan pena sehingga perlu ada proses pengeboran dan pengetapan
3.10 Tahapan Proses Perakitan
Setelah semua komponen selesai di buat, maka proses selanjutnya adalah proses perakitan (Assembling ). Metode perakitan yang di pilih adalah basic die. Metode ini dipilih karena punch yang digunakan berada tepat di tengah die yang membentuk sudut ruang 300 sehingga perlu kesimetrisan antara punch dan die. Oleh karena itu metode ini dipilih karena lebih mudah dilakukan. Pada dasarnya ada 3 macam langkah untuk merakit, penjelasannya sebagai berikut :
1. Sub. Assemlimg 1 (die set) 2. Sub Assembling 2 (unit punch)
3. Sub assembling upper slide ( upper plate + unit punch) 4. Sun assembling 3 (unit dies)