BAB III
METODOLOGI PENELITIAN
3.1. Metodologi Perancangan
Perancangan adalah kegiatan awal dari usaha merealisasikan suatu produk yang keberadaannya diperlukan oleh masyarakat untuk meringankan hidupnya (Darmawan, 2004). Dalam bentuk yang paling sederhana, hasil dari perancangan dapat berupa sebuah sketsa atau gambar sederhana dari produk yang akan dibuat.
Perancangan terdiri dari serangkaian kegiatan yang berurutan, karena itu perancangan kemudian disebut sebagai proses perencanaan yang mencakup seluruh kegiatan yang terdapat dalam proses perancangan tersebut. Kegiatan – kegiatan dalam proses perancangan dinamakan fase. Fase – fase dalam proses perancangan bisa berbeda antara yang satu dengan yang lainnya. Dan setiap fase tersebut masih terdiri dari beberapa kegiatan yang dinamakan langkah-langkah dalam fase (Sebayang, 2015). Tahapan perancangan sangat diperlukan untuk memudahkan
engineer dalam bekerja, pekerjaan tepat waktu, biaya sesuai rencana dan produk
berfungsi dengan baik. Pada perancangan die press ini, tahapan perancangan yang digunakan adalah model Pahl and Beitz.
Gambar 3.1: Metodologi Perancangan Die Press (Pahl et al, 2006)
3.2. Identifikasi Kebutuhan
Identifikasi kebutuhan konsumen dilakukan dengan mengumpulkan informasi dari pihak pembuat die press (Mould and Die Plant) maupun pihak produksi (Die Press Operation). Dari data-data yang dikumpulkan tersebut, didapat beberapa kategori kebutuhan konsumen yang dapat dijadikan pedoman dalam
Task
Clarification of The Task Clarify the task
Elaborate the spesification
Spesification Conceptual Design Identity essential problems Estabilish function structure Search for solution principles Combine and firm up into
concept variants A
U
pg
ra
de a
nd
im
pr
ov
e
A Embodiment Design Develop preliminary lay outand form design
Optimize and complete form design
Prepare the preliminary parts list and production documents
Detail Design Finalize detail
Complete drawing and production documents
Definitive Lay Out
Concept
Documentation Solution
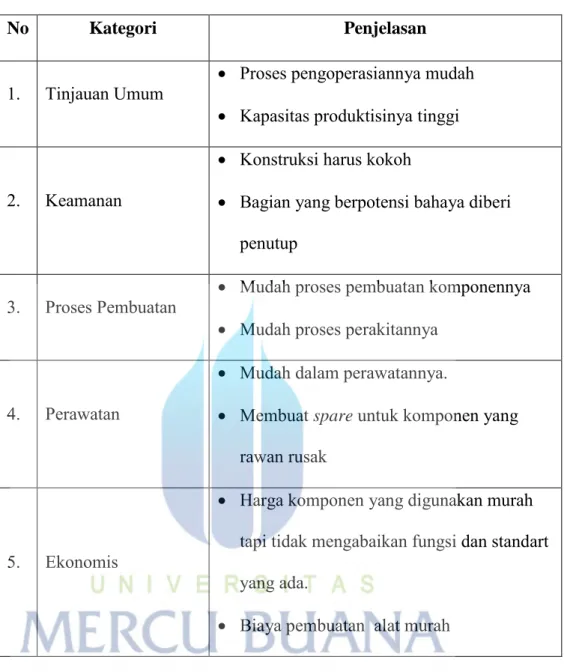
Tabel 3.1: Identifikasi Kebutuhan
No Kategori Penjelasan
1. Tinjauan Umum Proses pengoperasiannya mudah
Kapasitas produktisinya tinggi
2. Keamanan
Konstruksi harus kokoh
Bagian yang berpotensi bahaya diberi penutup
3. Proses Pembuatan Mudah proses pembuatan komponennya
Mudah proses perakitannya
4. Perawatan
Mudah dalam perawatannya.
Membuat spare untuk komponen yang rawan rusak
5. Ekonomis
Harga komponen yang digunakan murah tapi tidak mengabaikan fungsi dan standart yang ada.
Biaya pembuatan alat murah
3.3. Product Positioning
Die Press ini merupakan sebuah alat yang digunakan untuk membuat
produk dial plate tipe XYZ. Die Press ini merupakan alat yang memiliki kemudahan untuk pengoperasiannya serta dapat digunakan berulang – ulang untuk memproduksi ratusan bahkan ribuan produk dalam jangka waktu yang relatif singkat.
3.4. Perancangan Konsep
Perancangan konsep (conceptual design) die press ini terdiri dari analisa tipe produk, struktur fungsi, pencarian dan pemilihan kombinasi prinsip solusi, pembuatan varian konsep dan yang terakhir adalah evaluasi.
3.4.1. Pengertian
Perancangan dan pembuatan produk merupakan bagian yang sangat besar dari kegiatan teknik yang ada. Kegiatan perancangan dimulai dengan didapatkannya persepsi tentang kebutuhan manusia, kemudian disusul oleh perancangan konsep produk, kemudian dengan perancangan bentuk, pembuatan gambar detail, serta pengembangan dan penyempurnaan produk. Perancangan adalah kegiatan awal dari suatu rangkaian kegiatan dalam proses pembuatan produk. Dalam tahap perancangan tersebut dibuat keputusan-keputusan penting yang mempengaruhi kegiatan-kegiatan lain yang menyusulnya. Pada tahap-tahap awal ketika masih banyak keputusan penting yang harus dibuat, disebut dengan perancangan konsep. Hasil dari perancangan konsep itu sendiri disebut sebagai skema (Sebayang, 2015).
3.4.2. Analisa Tipe Produk
Dalam perancangan die press dapat dipertimbangkan tiga jenis die
press yang bisa digunakan untuk membuat dial plate XYZ. Berikut adalah
tabel mengenai kelebihan dan kekurangan dari masing – masing jenis die
Tabel 3.2: Analisa Tipe Produk Aspek Penilaian Simple Press Tool Compound Press Tool Progressive Press Tool Gambar Produk Keunggulan Dapat melakukan proses pengerjaan tertentu dalam waktu yang singkat. Konstruksi relatif sederhana
Harga alat relatif murah. Dapat melakukan beberapa proses pengerjaan dalam waktu yang bersamaan pada
station yang sama. Hasil produksi yang
dicapai mempunyai ukuran yang lebih teliti. Dapat diperoleh waktu produksi yang relatif singkat. Dapat melakukan pemotongan bentuk yang rumit pada langkah yang berbeda.
Pergerakkan menjadi lebih efektif.
Kelemahan
Hanya mampu melakukan proses -proses pengerjaan untuk produk yang sederhana.
Proses pengerjaan yang dapat
dilakukan hanya satu jenis saja
Dengan beberapa proses pengerjaan dalam satu station menyebabkan perkakas cepat rusak.
Konstruksi dies menjadi lebih rumit.
Terlalu sulit untuk mengerjakan material yang tebal.
Ukuran alat lebih besar bila
dibandingkan
simple tool dan compound tool. Biaya perawatan
besar.
Harga relatif lebih mahal karena bentuknya rumit.
3.4.3. Struktur Fugsi
Struktur fungsi digambarkan oleh blok diagram yang menunjukkan hubungan input dan output berupa aliran energi, material dan sinyal.
Gambar 3.2: Blok Fungsi Die Press
Die Press (Proses pembentukan
barang)
Dial Plate XYZ Energi Mekanik OFF Eo Mo So PC Sheet Energi Listrik ON Ei Mi Si
Keterangan :
Ei : Energi yang dibutuhkan Eo : Energi yang dikeluarkan Mi : Part Mo : Part Si : Sinyal ON So : Sinyal OFF : Batasan Komponen : Batasan Sistem : Aliran Energi : Aliran Part : Aliran Sinyal 3.4.4. Diagram Alir
Gambar 3.3: Diagram Alir Proses Kerja Die Press Mi1 Penggerak Ei1 Sistem Aktuasi Daya Penggerak Proses Pembentukan Produk Sistem Penghentian Daya Sistem Kontrol Si1 Mi1 Ei1 Si1
3.4.5. Pemilihan Kombinasi Prinsip Solusi
Dalam perancangan die press ini digunakan metode morphological
chart. Untuk mendapatkan kombinasi terbaik terhadap pemilihan aspek yang
sesuai dengan kriteria die press yang akan digunakan. Beberapa kriteria yang harus diperhatikan dalam memilih kombinasi adalah :
a. Sesuai dengan fungsi keseluruhan b. Dapat diwujudkan
c. Segi keamanan dan kenyamanan
Penambahan kriteria dalam pemilihan bisa dilakukan apabila kriteria dapat membantu dalam menentukan kombinasi terbaik.
Tabel 3.3. Morphological Chart Pemilihan Kombinasi Prinsip Solusi
No Sub Fungsi Solusi 1 Solusi 2
1. Sistem Die Press
Simple Press Tool &
Compound Press Tool
Progressive Press Tool
2 Press Machine AIDA NC1-450 AIDA NC1-600 3 Proses Pemindahan Produk Menggunakan Hand Lift & Menggunakan Crane Menggunakan Hand Lift
4 Jenis Spring
Coil Spring Urethane Spring
Dari hasil morphological chart di atas, dihasil kan dua varian konsep sebagai berikut :
a. Varian 1 = 1-1 ; 2-1 ; 3-2 ; 4-2 b. Varian 2 = 1-2 ; 2-2 ; 3-1 ; 4-2
3.4.6. Pembuatan Konsep
Dalam pembuatan konsep varian kita harus memperhatikan segi teknik dan ekonominya. Konsep varian tersebut dibuat berdasarkan data dari
morfologi chart.
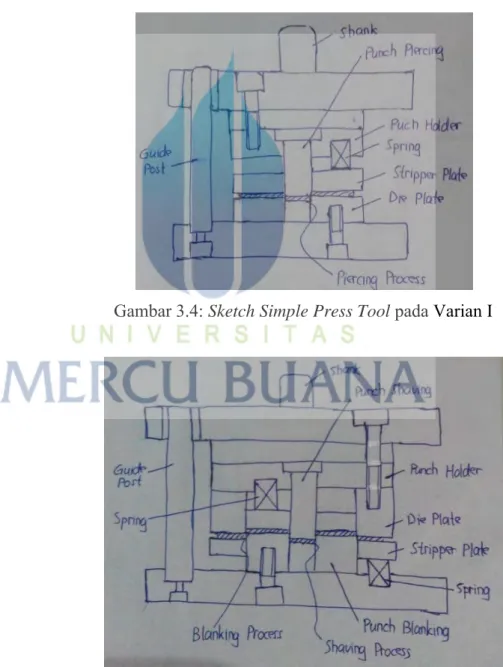
a. Konsep Varian I
Pada konsep varian I digunakan dua die press untuk membuat dial
plate tipe XYZ. Die press yang pertama menggunakan sistem simple press tool dimana proses yang digunakan pada die press ini adalah proses piercing yang bertujuan untuk membuat lubang-lubang yang terdapat pada
produk, serta lubang untuk pengarah keproses selanjutnya. Die press yang
Varian 2 Varian 1
station, proses shaving digunakan untuk membentuk ukuran yang presisi
pada lubang dan proses blanking digunakan untuk membuat contour luar pada produk sekaligus memotong produk dari lembaran materialnya. Mesin press yang digunakan untuk die press ini adalah dua buah mesin AIDA NC1-450. Dalam mempermudah proses pemindahannya, die press tersebut didesain untuk dapat dipindahkan menggunakan hand lift maupun
crane.
Gambar 3.4: Sketch Simple Press Tool pada Varian I
b. Konsep Varian II
Pada konsep varian II digunakan die press untuk membuat dial
plate tipe XYZ dengan sistem progressive press tool. Pada sistem tersebut
digunakan tiga station, dimana pada station pertama dilakukan proses
piercing untuk pembuatan lubang, pada station kedua dilakukan proses shaving untuk membuat ukuran lubang menjadi presisi, dan pada station
terakhir dilakukan proses blanking untuk membuat contour luar produk sekaligus memisahkan produk dari lembaran materialnya . Mengingat ukurannya yang cukup besar, maka mesin press yang digunakan untuk die
press ini adalah mesin AIDA NC1-600. Dalam mempermudah proses
pemindahannya, die press tersebut didesain untuk dapat dipindahkan menggunakan hand lift maupun crane.
3.4.7. Evaluasi Konsep Varian
Konsep varian-varian yang telah dibuat harus dievaluasi satu demi satu. Evaluasi ini berarti menentukan nilai keuntungan dan kekuatan dari sebuah solusi, apakah konsep desain tersebut sudah sesuai dengan tujuan yang hendak dicapai dalam memenuhi kebutuhan. Evaluasi ini termasuk membandingkan sebuah solusi dengan solusi lain yang dianggap ideal. Dalam mengevaluasi konsep ini dapat menggunakan metode kombinasi evaluasi dari segi teknik dan ekonomi. Pada tabel berikut disajikan nilai dan skala poin beserta artinya.
Tabel 3.4: Skala Poin Penilaian Konsep Skala Poin ( M ) Arti / Hasil ( H )
0 Sangat Buruk
1 Buruk
2 Cukup
3 Baik
a. Kriteria Pembobotan Evaluasi
Gambar 3.7: Kriteria Pembobotan Evaluasi
Dari nilai kriteria pembobotan evaluasi maka pemberian nilai evaluasi dari dua varian dapat dilihat pada tabel-tabel berikut :
Safety 0.2 0.2 Biaya 0.2 0.2 Kemudahan 0.2 0.2 Produktifitas 0.4 0.4 Die Press 1 1 Kapasitas Produksi 0.3 0.4 Kemudahan Pengoperasian 0.2 0.1 Kemudahan Pembuatan 0.1 0.1 Biaya Pembuatan 0.1 0.1 Biaya Perawatan 0.1 0.1 Resiko Kecelakaan 0.2 0.2
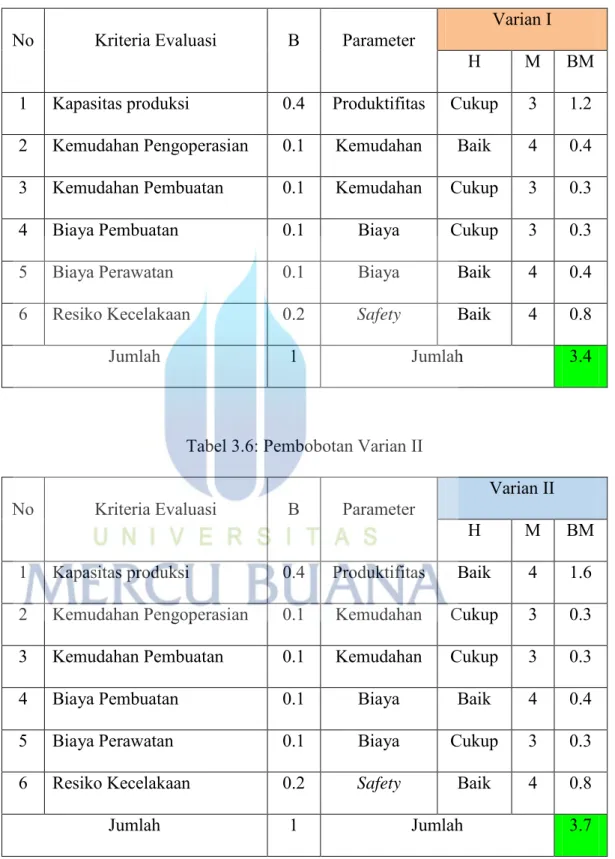
Tabel 3.5: Pembobotan Varian I
No Kriteria Evaluasi B Parameter Varian I
H M BM
1 Kapasitas produksi 0.4 Produktifitas Cukup 3 1.2
2 Kemudahan Pengoperasian 0.1 Kemudahan Baik 4 0.4
3 Kemudahan Pembuatan 0.1 Kemudahan Cukup 3 0.3
4 Biaya Pembuatan 0.1 Biaya Cukup 3 0.3
5 Biaya Perawatan 0.1 Biaya Baik 4 0.4
6 Resiko Kecelakaan 0.2 Safety Baik 4 0.8
Jumlah 1 Jumlah 3.4
Tabel 3.6: Pembobotan Varian II
No Kriteria Evaluasi B Parameter Varian II
H M BM
1 Kapasitas produksi 0.4 Produktifitas Baik 4 1.6
2 Kemudahan Pengoperasian 0.1 Kemudahan Cukup 3 0.3
3 Kemudahan Pembuatan 0.1 Kemudahan Cukup 3 0.3
4 Biaya Pembuatan 0.1 Biaya Baik 4 0.4
5 Biaya Perawatan 0.1 Biaya Cukup 3 0.3
6 Resiko Kecelakaan 0.2 Safety Baik 4 0.8
Keterangan :
B = Bobot M = Poin H = Arti / Hasil
BM = Perkalian bobot dengan poin
Sehingga didapatkan nilai perbandingan untuk masing - masing varian seperti terlihat pada grafik berikut ini :
Gambar 3.8: Grafik Perbandingan Nilai antar Varian
b. Menentukan Rating Tiap Varian
Untuk menentukan rating tiap varian maka digunakan rumus sebagai berikut : WRj =
∑ ……… (Wardhana, 2015) 3.2 3.3 3.4 3.5 3.6 3.7 Jenis Varian Varian I Varian II
Varian I = WRj I =
=
0.283 Varian II = WRj II = = 0.308 Ranking 1 : Varian 1 = 0.283 Ranking 2 : Varian 2 = 0.308Maka yang dipilih adalah konsep varian II karena memiliki nilai yang paling tinggi.