BAB III
TINJAUAN PUSTAKA
3.1 PENDAHULUAN
Semakin berkembangnya industri terutama dibidang jasa dan produksi akan mempengaruhi perusahaan untuk meningkatkan kualitas kerja yang dihasilkan untuk memenuhi dan memuaskan permintaan konsumen. Persaingan yang sangat ketat menuntut perusahaan untuk lebih kompetitif dan melakukan perubahan untuk mendukung kinerja perusahaan. Perubahan dapat terjadi dengan menerapkan strategi guna memberikan dampak secara langsung terhadap konsumen untuk meningkatkan posisi dan eksistensi perusahaan dimata konsumen salah satunya dengan meningkatkan mutu dan kualitas produk. Untuk menhasilkan produk yang bermutu dan berkualitas tinggi maka diperlukan peningkatan kualitas yang baik dengan cara memperbaiki proses produksi. Maka dari itu kita harus mengetahui bagaimana cara memproduksi barang yang baik dan material-material yang digunakan serta ukuran dan pemberian toleransi yang digunakan sehingga menghasilkan barang produksi yang baik dan bermutu tinggi. Kerja praktek yang dilaksanakan di PT. Surya Sealindo Teknologi diharapkan dapat mengetahui dunia kerja secara langsung. Sehubung dengan PT. Surya Sealindo Teknologi sebagai badan usaha yang bergerak dibidang jasa dan produksi, maka diharapkan penulis dapat mengetahui proses produksi yang berlangsung di PT. Surya Sealindo Teknologi saat ini. Berdasarkan hal diatas, maka diharapkan penulis dapat mengetahui salah satu proses pembuatan produk yaitu
Cylinder Arm Zaxsis 200-V yang sedang berlangsung di PT. Surya Sealindo Teknologi.
3.2 PENGERTIAN PROSES PRODUKSI
Proses diartikan sebagai suatu cara, metode dan teknik bagaimana sesungguhnya sumber-sumber (tenaga kerja, mesin, bahan dan dana) yang ada diubah untuk memperoleh suatu hasil. Produksi adalah kegiatan untuk menciptakan atau menambah kegunaan barang atau jasa
Proses juga diartikan sebagai cara, metode ataupun teknik bagaimana produksi itu dilaksanakan. Produksi adalah kegiatan untuk menciptakan dan menambah kegunaan (Utility) suatu barang dan jasa. Proses produksi adalah suatu cara, metode ataupun teknik menambah keguanaan suatu barang dan jasa dengan menggunakan faktor produksi yang ada. Melihat kedua definisi di atas, dapat diambil kesimpulan bahwa proses produksi merupakan kegiatan untuk menciptakan atau menambah kegunaan suatu barang atau jasa dengan menggunakan faktor-faktor yang ada seperti tenaga kerja, mesin, bahan baku dan dana agar lebih bermanfaat bagi kebutuhan manusia.
3.3 JENIS-JENIS PRODUKSI
Jenis-jenis proses produksi ada berbagai macam bila ditinjau dari berbagai segi. Proses produksi dilihat dari wujudnya terbagi menjadi proses kimiawi, proses perubahan bentuk, proses assembling, proses transportasi dan proses penciptaan jasa-jasa adminstrasi. Proses produksi dilihat dari arus atau flow bahan mentah sampai menjadi produk akhir, terbagi menjadi dua yaitu proses produksi terus-menerus (Continous processes) dan proses produksi terputus-putus (Intermettent processes) Perusahaan menggunakan proses produksi terus-menerus apabila di dalam perusahaan terdapat urutan-urutan yang pasti sejak dari bahan mentah sampai proses produksi akhir. Proses produksi terputus-putus apabila tidak terdapat urutan atau pola yang pasti dari bahan baku sampai dengan menjadi produk akhir atau urutan selalu berubah. Penentuan tipe produksi didasarkan pada faktor-faktor seperti: (1) volume atau jumlah produk yang akan dihasilkan, (2) kualitas produk yang diisyaratkan, (3) peralatan yang tersedia untuk melaksanakan proses. Berdasarkan pertimbangan cermat mengenai faktor-faktor tersebut ditetapkan tipe proses produksi yang paling cocok untuk setiap situasi produksi. Macam tipe proses produksi dari berbagai industri dapat dibedakan sebagai berikut:
3.3.1 Proses Produksi Terus – Menerus
Proses produksi terus-menerus adalah proses produksi barang atas dasar aliran produk dari satu operasi ke operasi berikutnya tanpa penumpukan disuatu titik dalam proses. Pada umumnya industri yang cocok dengan tipe ini adalah yang memiliki karakteristik yaitu output direncanakan dalam jumlah besar, variasi atau jenis produk yang dihasilkan rendah dan produk bersifat standar.
3.3.2 Proses Produksi Terputus-Putus
Produk diproses dalam kumpulan produk bukan atas dasar aliran terus-menerus dalam proses produk ini. Perusahaan yang menggunakan tipe ini biasanya terdapat sekumpulan atau lebih komponen yang akan diproses atau menunggu untuk diproses, sehingga lebih banyak memerlukan persediaan barang dalam proses.
3.3.3 Proses Produksi Campuran
Proses produksi ini merupakan penggabungan dari proses produksi terus-menerus dan terputus-putus. Penggabungan ini digunakan berdasarkan kenyataan bahwa setiap perusahaan berusaha untuk memanfaatkan kapasitas secara penuh.
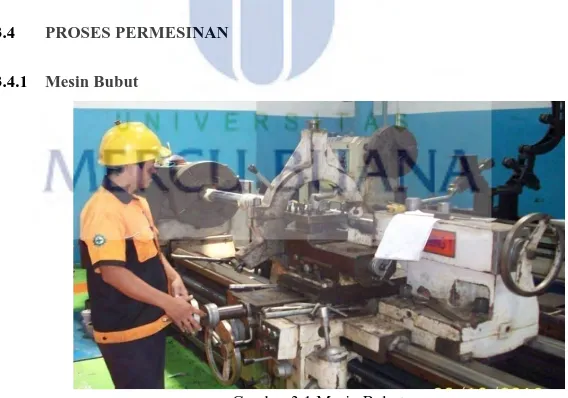
3.4 PROSES PERMESINAN 3.4.1 Mesin Bubut
Gambar 3.1 Mesin Bubut
Prinsip kerja pada proses turning atau lebih dikenal dengan proses bubut adalah proses penghilangan bagian dari benda kerja untuk memperoleh bentuk tertentu. Di sini benda kerja akan diputar/rotasi dengan kecepatan tertentu bersamaan dengan dilakukannya proses pemakanan oleh pahat yang digerakkan secara translasi sejajar dengan sumbu putar dari benda kerja. Gerakan putar dari benda kerja disebut gerak potong relatif dan gerakkan translasi dari pahatdisebut gerak umpan (feeding). Tetapi pengertian lain menyebutkan bahwa bubut merupakan suatu proses pemakanan benda kerja yang sayatannya dilakukan dengan cara memutar benda kerja kemudian dikenakan pada pahat yang digerakkan secara translasi sejajar dengan sumbu putar dari benda kerja. Gerakan putar dari benda kerja disebut gerak potong relatif dan gerakkan translasi dari pahat disebut gerak umpan.
Dengan mengatur perbandingan kecepatan rotasi benda kerja dan kecepatan translasi pahat maka akan diperoleh berbagai macam ulir dengan ukuran kisar yang berbeda. Hal ini dapat dilakukan dengan jalan menukar roda gigi translasi yang menghubungkan poros spindel dengan poros ulir. Roda gigi penukar disediakan secara khusus untuk memenuhi keperluan pembuatan ulir.
3.4.2 Mesin Milling
Gambar 3.2 Mesin Milling
Sumber : PT. Surya Sealindo Teknologi, Tahun 2014
Mesin milling adalah mesin yang mampu melakukan banyak tugas bila dibandingkan dengan mesin perkakas yang lain. Hal ini disebabkan karena selain mampu memesin
permukaan datar maupun berlekuk dengan penyelesaian dan ketelitian istimewa, juga berguna untuk menghaluskan atau meratakan benda kerja sesuai dengan dimensi yang dikehendaki.
Mesin milling dapat menghasilkan permukaan bidang rata yang cukup halus, tetapi proses ini membutuhkan pelumas berupa oli yang berguna untuk pendingin mata milling agar tidak cepat aus. Proses milling adalah proses yang menghasilkan chips (beram). Milling menghasilkan permukaan yang datar atau berbentuk profil pada ukuran yang ditentukan dan kehalusan atau kualitas permukaan yang ditentukan. Proses kerja pada pengerjaan dengan mesin milling dimulai dengan mencekam benda kerja, kemudian dilanjutkan dengan pemotongan dengan alat potong yang disebut
cutter, dan akhirnya benda kerja akan berubah ukuran maupun bentuknya.
3.4.3 Mesin Wellding
Gambar 3.3 Mesin Welding
Sumber : PT. Surya Sealindo Teknologi, Tahun 2014
Pengelasan (welding) adalah salah salah satu teknik penyambungan logam dengan cara mencairkan sebagian logam induk dan logam pengisi dengan atau tanpa tekanan dan dengan atau tanpa logam penambah dan menghasilkan sambungan yang kontinyu. Disamping untuk pembuatan, proses las dapat juga dipergunakan untuk reparasi
misalnya untuk mengisi nlubang-lubang pada coran. Membuat lapisan las pada perkakas mempertebal bagian-bagian yang sudah aus, dan macam-macam reparasi lainnya.
Pengelasan bukan tujuan utama dari kontruksi, tetapi hanya merupakan sarana untuk mencapai ekonomi pembuatan yang lebih baik. Karena itu rancangan las dan cara pengelasan harus betul-betul memperhatikan dan memperlihatkan kesesuaian antara sifat-sifat las dengan kegunaan kontruksi serta kegunaan disekitarnya.
3.4.4 Mesin Bor (Drilling)
Gambar 3.4 Proses Pengeboran menggunakan Mesin Milling Sumber : PT. Surya Sealindo Teknologi, Tahun 2014
Mesin millingadalah mesin perkakas untuk mengerjakan atau menyelesaikan
permukaan suatu benda kerja dengan mempergunakan pisau sebagai alatnya. Sedangkan drilling adalah proses pemesinan yang paling sederhana diantara proses pemesinan yang lain. Biasanya di bengkel atau workshop proses ini dinamakan proses bor, walaupun istilah ini sebenarnya kurang tepat. Proses gurdi dimaksudkan sebagai
proses pembuatan lubang bulat dengan menggunakan mata bor (twist drill) (Widarto, 2008).
Sedangkan menurut Rasum (2006), proses bor (boring) adalah proses
meluaskan/memperbesar lubang yang bisa dilakukan dengan batang bor (boring bar) yang tidak hanya dilakukan pada mesin gurdi atau drilling, tetapi bisa dengan mesin bubut, mesin frais, atau mesin bor. Pada mesin frais, pisau terpasang pada arbor dan diputar oleh spindle. Benda kerja terpasang pada meja dengan bantuan catok atau ragum (vice) atau alat Bantu lainnya. Meja bergerak vertikal (naik-turun), horizontal (maju-mundur dan kekiri-kekanan).
3.4.5 Mesin Shaping Machine/Mesin Sekrap
Gambar 3.4 Mesin Skrap
Sumber : PT. Surya Sealindo Teknologi, Tahun 2014
Mesin Skrap atau biasa juga dituliskan sebagai sekrap (Shaping Machine) merupakan jenis mesin perkakas yang memiliki gerak utama yakni bolak-balok secara horizontal. Fungsi utama mesin ini adalah untuk merubah bentuk serta ukuran benda kerja seperti apa yang diinginkan. Mesin Sekrap ini bisa melakukan berbagai fungsi seperti meratakan sebuah bidang datar, tegak maupun bidang miring. Mesin ini juga bisa membuat bidang yang bersudut atau bertingkat. Selain itu, juga bisa membuat alur pasak, alur ekor burung bahkan alur V.
Mesin yang juga bisa membentuk bidang-bidang tak beraturan ini memiliki mekanisme kerja yang cukup sederhana. Pada mesin skrap, terdapat gerakan memutar yang bersumber dari motor yang kemudian diubah menjadi gerak lurus ataukah gerak
bolak-balik melalui blok geser serta lengan penggerak. Letak langkah dapat diatur dengan spindle posisi. Untuk mengatur panjang langkah, gunakan bantuan blok geser. Dalam menentukan ukuran utama mesin skrap ini, hal yang berpengaruh antara lain panjang langkah maksimum, jarak masimum tiap gerakan meja mesin ke arah mendatar serta jarak maksimal gerak meja ke arah vertikal atau naik-turun meja mesin.
3.4.6 Mesin Honing
Gambar 3.5 Mesin Honing
Sumber : PT. Surya Sealindo Teknologi. Tahun 2014
Honing diklasifikasikan sebagai proses industri yang menggunakan kikir/amplas untuk mendapatkan dimensi yang diinginkan. Sebagaimana proses yang menggunakan mesin kikir, material dibuang dari benda kerja menggunakan serat kasar batu pengasah ataupun amplas. Pada kasus honing, serat disatukan dengan perekat untuk membentuk batu pengikir { penggerinda ). Umumnya, serat kikir bentuknya tidak rata dan diametemya 10-50 miktometer. Serat yang lebih kecil menghasilkan permukaan benda kerja yang lebih haius.
Honing adalah proses industri yang menghasilkan permukaan benda kerja presisi dengan menggosokkan batu kikir pada permukaan benda kerja dalam alur tertentu biasanya maju mundur sesuai panjang silinder/benda kerja. Honing pada dasarnya digunakan untuk meningkatkan bentuk geometric pada permukaan, tapi dapat juga digunakan untuk meningkatkan tekstur permukaan.
3.5 PENGERTIAN SISTEM HIDROLIK
Sistem Hidrolik adalah suatu sistem/ peralatan yang bekerja berdasarkan sifat dan potensi / kemampuan yang ada pada zat cair ( liquid ). Berdasarkan kata hidrolik berasal dari bahasa Yunani yakni “hydro” = air, dan “aulos” = pipa. Jadi hidrolik dapat diartikan suatu alat yang bekerjanya berdasarkan air dalam pipa. Namun, pada masa sekarang ini sistem hidrolik kebanyakan menggunakan air atau campuran oli dan air (water emulsian) atau oli saja.
Sistem Hidrolik adalah teknologi yang memanfaatkan zat cair, biasanya oli, untuk melakukan suatu gerakan segaris atau putaran. Sistem ini bekerja berdasarkan HUKUM PASCAL "Jika suatu zat cair dikenakan tekanan, maka tekanan itu akan merambat kesegala arah dengan tidak bertambah atau berkurang kekuatannya".
Prinsip dalam rangkaian Hidrolik adalah menggunakan fluida kerja berupa zat cair yang dipindahkan dengan pompa hidrolik untuk menjalankan suatu sistem tertentu. Keuntungan Sistem Hidrolik:
o Tenaga besar, dimensi peralatan yang kecil
o Kecepatan gerak yang dapat diatur (bervariasi)
o Mudah diubah arah gerakannya
o Pencegahan beban lebih yang sederhana konstruksinya (reliev valve)
o Mudah dihentikan tanpa merusak
Ada 2 Jenis Hidrolik Silinder: 1. Hidrolik Silinder Single Acting
Hidrolik jenis ini hanya melakukan satu gerakan keluar saja dengan menggukan oli, sedangkan untuk masuknya tidak menggunakan oli yaitu hanya menggukan beban saja atau spring.
2. Hidrolik Silinder Double Acting
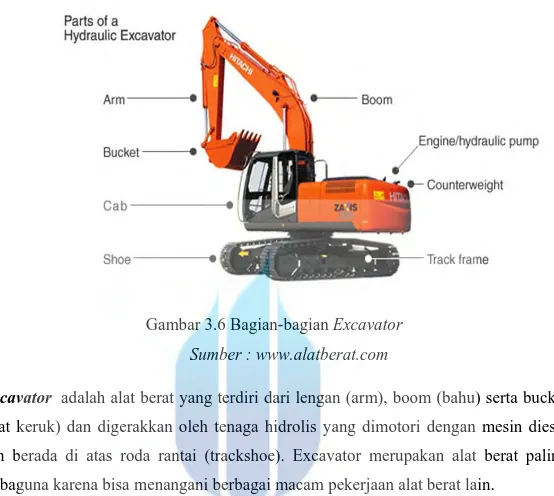
3.6 EXCAVATOR
Gambar 3.6 Bagian-bagian Excavator Sumber : www.alatberat.com
Excavator adalah alat berat yang terdiri dari lengan (arm), boom (bahu) serta bucket (alat keruk) dan digerakkan oleh tenaga hidrolis yang dimotori dengan mesin diesel dan berada di atas roda rantai (trackshoe). Excavator merupakan alat berat paling serbaguna karena bisa menangani berbagai macam pekerjaan alat berat lain.
Sesuai dengan namanya (excavation), alat berat ini memiliki fungsi utama untuk pekerjaan penggalian. Namun tidak terbatas itu saja, excavator juga bisa melakukan pekerjaan kontruksi seperti membuat kemiringan (sloping), memuat dumptuck (loading), pemecah batu (breaker), dan sebagainya. Karena perannya yang multifungsi, maka excavator selalu ditampilkan dalam segala jenis pekerjaan berat baik di darat maupun di atas air.
Di Indonesia, excavator sering disebut bego/beko, yang diambil dari bahasa inggris backhoe yang berarti aktor belakang. Backhoe sendiri adalah excavator mini yang ditempelkan di belakang mesin tracktor dan biasanya digunakan untuk pekerjaan di lahan-lahan pertanian di Amerika Serikat.
3.7 ARM CYLINDER
Arm cylinder berfungsi menggerakan arm yang terhubung pada boom dan bucket. Pergerakan bucket ditentukan oleh arm.
Bagian-bagian arm cylinder:
1. Cylinder tube 2. Piston rod 3. Piston 4. Gland 5. Cushion 6. Nut piston 7. Plunger 8. Lock snapring 9. Split ring
Kerusakan yang biasanya terjadi pada Arm cylinder:
o Scratch : dimana kondisi Rod atau Cylinder mengalami goresan memanjang atau melingkar dengan kedalaman 0.05 mm s.d. 0.20mm (rusak ringan), ini dapat direpair dengan cara di honning (tabung silinder) atau polish (rod). Bila
scratch melibihi kedalaman 0.20mm maka harus diadakan manufactur. Scratch
terjadi dikarenakan:
1. Masuknya kotoran kedalam sistem (wipper seal tidak bekerja) 2. Guide ring sudah rusak (kurang peduli terhadap kebocoran)
o Korosif : Dimana kondisi rod mengalami titik atau lingkaran kecil dengan jumlah yang banyak pada permukaan chrome. Pada kondisi ini bisa di lakukan proses rechrome.
o Karat : Suatu besi atau metal yang memiliki lapisan berwarna cokelat yang melapisi permukaan. Biasanya besi tersebut memiliki usia yang sudah lama atau sering terkena cairan asin atau asam. Bila kedalaman tidak melebihi 0.20mm bisa di repair.
o Pin Hole : Titik atau lingkaran kecil dengan jumlah sedikit pada permukaan yang mempunyai kedalaman antara 0.05 mm – 0.20 mm (dapat direpair). Pengertian repair dan manufactur dalam hidrolik:
o Repair adalah proses machining untuk mendapatkan hasil yang diinginkan tanpa menggunakan material baru.
Istilah-istilah dalam repair:
Honing adalah proses perataan/penghalusan pada permukaan tabung silinder.
Polish adalah proses perataan/penghalusan pada permukaan rod.
Rechrome adalah proses pengulangan pelapisan rod dengan cara
mengupas permukaan chrome yang rusak dan melapisinya dengan lapisan chrome sesuai dimensi yang diinginkan.
o Manufactur adalah proses machining untuk mendapatkan hasil yang diinginkan dengan cara menggunakan material baru dengan tujuan untuk mengganti komponen yang sudah rusak atau untuk stock.