BAB 2
LANDASAN TEORI
2.1. Geometri
Geometri merupakan salah satu cabang dari ilmu matematika yang mempelajarai hubungan di dalam ruang. (http://id.wikipedia.org/wiki/Geometri)
2.1.1. Bola
Bola adalah himpunan dari semua titik di dalam ruang Euclidean tiga dimensi 3
R yang berjarak r (jari – jari) dari sebuah titik (pusat). Diameter adalah dua kali jari – jari, dan sepasang titik pada bola, pada sisi yang berlawanan dari sebuah diameter disebut antipode. Bola dua dimensi disebut lingkaran (Coxeter 1973, p. 125).
Bola n dimensi ( n
S ) adalah himpunan dari semua titik – titik
) ..., , , ( 1 2 +1 = x x xn
x di dalam En+1 yang memenuhi x12 +x22 + ...+xn+12 =1 (Hocking and Young 1988, p. 17).
Di dalam analisa geometri, bola dengan pusat ( , , )x y z0 0 0 dan jari – jari r adalah kumpulan dari semua titik – titik ( , , )x y z yang memenuhi persamaan
2 2 2 2
0 0 0
(x−x ) +(y−y ) + −(z z ) =r Properti dari bola :
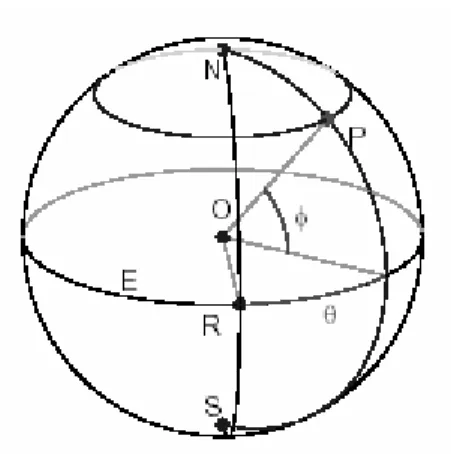
Gambar 2.1. Bola dan Propertinya.
• Ekuator adalah lingkaran terbesar yang membagi bola menjadi dua bagian sama besar yaitu utara dan selatan.
• Ekuator membagi bola menjadi dua bagian yang disebut hemisphere utara dan hemisphere selatan.
• Terdapat dua kutub yaitu kutub utara dan kutub selatan.
• Great circle atau lingkaran besar adalah bidang irisan yang dihasilkan antara bidang datar dengan bola yang melalui pusat bola.
• Small circle atau lingkaran kecil adalah bidang irisan yang dihasilkan antara bidang datar dengan bola yang tidak melalui pusat bola.
• Diambil sembarang titik P pada bola, selain titik kutub, terdapat sebuah lingkaran yang melalui titik tersebut dan kedua titik kutub. Setengah dari lingkaran yang memuat titik tersebut disebut meridian.
• Sudut yang dibentuk dengan pusat sudut adalah pusat dari bola, sepanjang meridian dari P ke perpotongan antara meridian dan ekuator disebut lintang dari P (Sudut φ).
• Dari semua meridian, terdapat satu buah meridian utama yang telah ditentukan (Pada gambar 1.1, meridian utama adalah meridian yang melalui titik R yang telah ditentukan).
• Sudut yang dibentuk dengan pusat sudut adalah pusat dari bola, sepanjang ekuator dari R ke perpotongan antara meridian dan ekuator disebut bujur dari P (Sudut
θ
).• Bujur terbagi menjadi dua bagian yaitu bujur barat dan bujur timur tergantung dari letak titik yang dimaksud apakah terletak pada sebelah barat atau sebelah timur dari meridian utama.
• Hal yang sama juga terjadi pada lintang, yang terbagi menjadi dua bagian yaitu lintang utara dan lintang selatan..
2.1.2. Silinder
Silinder adalah benda padat yang dibatasi oleh permukaan silindris yang tertutup dan dua buah bidang sejajar (Kern and Bland 1948, p32; Harris and Stocker 1998, p102).
Menurut Zwillinger, silinder tidak hanya berarti benda padat yang dibatasi permukaan silindris, tetapi juga permukaan itu sendiri (Zwillinger 1995, p. 311)
Di dalam analisa geometri, silinder adalah kumpulan dari semua titik – titik ( , , )x y z yang memenuhi persamaan
2 2 1 x y a b ⎛ ⎞ +⎛ ⎞ = ⎜ ⎟ ⎜ ⎟ ⎝ ⎠ ⎝ ⎠ .
Gambar 2.2 Silinder Dengan Tinggi h dan Jari – jari r.
2.1.3. Jarak
Jarak adalah sebuah deskripsi numerik tentang seberapa jauh benda terletak dari suatu acuan tertentu. (http://en.wikipedia.org/wiki/Distance)
• Jarak dua titik
Jarak dua titik adalah panjang dari ruas garis lurus yang ditarik antara kedua titik tersebut. (http://en.wikipedia.org/wiki/Distance)
• Jarak titik dengan garis
Jarak titik dengan garis adalah jarak antara dua buah titik, yaitu sebuah titik yang dimaksud dan sebuah titik pada garis tersebut, dimana bila kedua titik ini dihubungkan akan terbentuk sebuah garis yang tegak lurus garis yang dimaksud. (http://en.wikipedia.org/wiki/Distance)
• Jarak dua garis
Jarak dua garis adalah jarak antara dua buah titik, yaitu sebuah titik yang terletak pada garis pertama, dan sebuah titik yang terletak pada garis kedua, dimana bila kedua titik ini dihubungkan akan terbentuk sebuah garis yang tegak lurus garis pertama dan garis kedua. Jarak dua garis berpotongan adalah nol. (http://en.wikipedia.org/wiki/Distance)
• Jarak dua titik pada keliling lingkaran
Jarak dua titik pada keliling lingkaran dapat ditentukan dengan membentuk sudut yang ditarik dari pusat lingkaran ke dua titik tersebut sehingga diperoleh sudut A. Jarak dua titik tersebut adalah
R A R A ⋅ π = ⋅ π 2 2 (dalam radian) (http://mathworld.wolfram.com/topics/Circles.html)
• Jarak dua titik pada permukaan bola
Jarak dua titik pada permukaan bola dapat ditentukan dengan membuat lingkaran besar yang melalui kedua titik tersebut. Dengan sudut pusat bola, dibentuk sudut antara dua titik tersebut sehingga diperoleh sudut A. Jarak dua titik tersebut adalah A ⋅ πR= A⋅R
π 2
2 (dalam radian)
(http://mathworld.wolfram.com/topics/Spheres.html)
2.1.4. Vektor Satuan
Vektor satuan adalah vektor yang panjangnya satu satuan.
(http://en.wikipedia.org/wiki/Vector_%28spatial%29)
Vektor satuan dalam arah x,y,z pada koordinat kartesius dinyatakan dalam ir,rj.kr.
2.1.5. Teorema Pythagoras
Gambar 2.4. Teorema Pythagoras
Teorema Pythagoras menyatakan : Pada sebuah segitiga siku – siku, jumlah luas persegi yang mempunyai panjang sisi sama dengan sisi siku – siku segitiga tersebut sama dengan luas persegi yang mempunyai panjang sisi sama dengan sisi miring segitiga tersebut. (http://mathworld.wolfram.com/
PythagoreanTheorem. html)
2.2. Precision Engineering
2.2.1. Gambaran Umum tentang Precision Engineering
Dalam pembuatan suatu komponen mesin umumnya dirancang untuk suatu karakteristik fungsional tertentu, yaitu dirancang sedemikian rupa dengan acuan fungsi dari komponen mesin tersebut. Setelah melalui tahapan tersebut karakteristik geometrik berperan dalam penyempurnaan komponen tersebut.
Karakteristik geometrik komponen – komponen mesin mempunyai pengaruh sangat besar atas fungsi mesin, tetapi tidak dapat digunakan sebagai ukuran kemampuan mesin yang bersangkutan. (Rochim, 2001, p1)
Suatu komponen mesin mempunyai karakteristik geometri yang ideal apabila komponen tersebut sesuai dengan apa yang dikehendaki (sesuai
karakteristik fungsional), dan mempunyai ukuran / dimensi yang teliti, bentuk yang sempurna, dan permukaan yang halus sekali. (Rochim, 2001, p3)
Tetapi dalam kenyataannya tidak mungkin untuk membuat suatu komponen mesin dengan karakteristik geometrik yang sempurna. Penyimpangan – penyimpangan selama proses pembuatan pasti terjadi sehingga produk tidak lagi memiliki karakteristik geometrik yang sempurna.
Precision Engineering adalah prinsip – prinsip dasar di dalam industri – industri (terutama industri mesin) dalam pembuatan komponen, hal ini mengacu pada ketepatan seluruh aspek komponen tersebut (karakteristik geometrik). Tiga hal utama dalam proses tersebut adalah spesifikasi geometrik, metrologi geometrik, dan kontrol kualitas geometrik.
Spefisikasi geometrik adalah suatu kaidah tata – bahasa yang sudah dibakukan dalam perancangan komponen mesin dalam mengomunikasikan karakakteristik geometrik, yaitu pertukaran informasi antara aparat pabrik (alat, mesin, manusia) ke berbagai bentuk media komunikasi yang dapat digunakan seperti gambar teknik, baik secara manual dituliskan pada kertas maupun dibuat memakai media elektronik seperti CAD (Computer Aided Design).
Kemudian pada tingkatan produksi, pemeriksaan kualitas karakteristik geometrik dilaksanakan dengan spesifikasi geometrik yang tercantum pada gambar teknik sebagai pembanding, jika terdapat perbedaan yang signifikan antara hasil pengukuran dengan spesifikasi, haruslah diambil tindakan yang perlu untuk memperbaiki dan menjaga kualitas produk. Dalam hal ini metrologi geometrik sangat berperan.
Metrologi geometrik adalah ilmu dan teknologi untuk melakukan pengukuran karakteristik geometrik suatu produk (komponen mesin / peralatan) dengan alat dan cara yang cocok sedemikian rupa sehingga data pengukuran dan pengolahan / analisis datanya menghasilkan harga yang dianggap sebagai yang paling dekat dengan geometri sesungguhnya dari komponen mesin yang bersangkutan. (Rochim, 2001, p8)
Pada tahapan akhir, yaitu tahapan kontrol kualitas geometric, dilakukan pengukuran karakteristik produk yang kemudian dibandingkan dengan acuan yang dibakukan / distandarkan. Dan hasil akhir yang diperoleh adalah penyajian data komponen yang dipakai dalam pengambilan keputusan diterima atau ditolaknya suatu produk.
Pada bagian kontrol kualitas geometrik inilah program aplikasi yang dirancang oleh penulis akan digunakan.
2.2.2. Spesifikasi Geometrik
Karakteristik geometrik suatu produk yang telah dihasilkan tidak mungkin tercapai secara sempurna. Perbedaan kecil bisa sangat berarti dan sebaliknya perbedaan besar belum tentu menandakan bahwa proses produksi dengan melibatkan komponen tersebut tidak berguna, tergantung pada sampai sejauh mana masalah ini dinilai. Hal ini menuntut kesadaran perancang produk bahwa suatu toleransi harus diperhitungkan pada waktu spesifikasi produk ditetapkan.
Memberikan toleransi berarti menentukan batas – batas maksimum dan minimum, di mana penyimpangan karakteristik produk (yang disebabkan oleh
ketidaksempurnaan proses produksi) harus terletak. Sesuai dengan jenis karakteristiknya, spesifikasi tersebut bisa menyangkut material, fisik maupun geometri. Spesifikasi geometrik mencakup ukuran/dimesi (dimension), bentuk (form), posisi (position), serta kekasaran/kehalusan permukaan (surface roughness/smoothness) produk. (Rochim, 2001, p11)
2.2.2.1. Toleransi Ukuran
Toleransi ukuran (dimensional tolerance) adalah perbedaan ukuran antara ke dua harga batas (two permissible limits) di mana ukuran atau jarak permukaan/batas geometri komponen harus terletak. Untuk setiap komponen perlu didefinisikan suatu ukuran dasar (basic size) sehingga ke dua harga batas (maksimum dan minimum, yang membatasi daerah toleransi; tolerance zone) dapat dinyatakan dengan suatu penyimpangan (deviation). (Rochim, 2001, p13)
Salah satu toleransi standar yang digunakan adalah sistem ISO (ISO Recommendation R.286, 1962, ISO System of Limits and Fits).
Dalam hal ini, komponen yang dibahas adalah komponen berpenampang lingkaran yaitu bola dan silindrik, mengingat pentingnya komponen berbentuk penampang lingkaran di dalam setiap industri mesin. Untuk penammpang berbentuk lingkaran, faktor utama yang paling berpengaruh dalam pengukuran adalah jari – jari dan diameter.
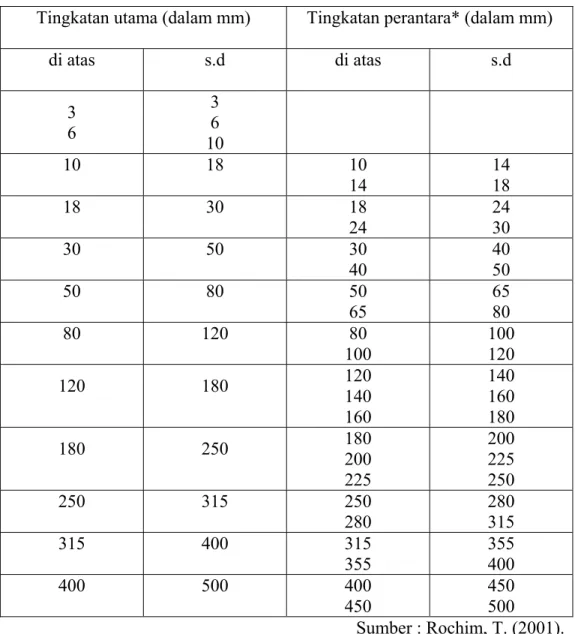
Untuk tingkatan diameter nominal s.d 500 mm dibagi menjadi beberapa kelas berdasarkan standar ISO berikut ini:
Tabel 2.1. Tabel Tingkatan Diameter Nominal s.d 500 mm.
Tingkatan utama (dalam mm) Tingkatan perantara* (dalam mm)
di atas s.d di atas s.d 3 6 3 6 10 10 18 10 14 14 18 18 30 18 24 24 30 30 50 30 40 40 50 50 80 50 65 65 80 80 120 80 100 100 120 120 180 120 140 160 140 160 180 180 250 180 200 225 200 225 250 250 315 250 280 280 315 315 400 315 355 355 400 400 500 400 450 450 500 Sumber : Rochim, T. (2001). *Tingkatan ini digunakan dalam beberapa keadaan apabila memang
diperlukan untuk penyimpangan – penyimpangan tertentu.
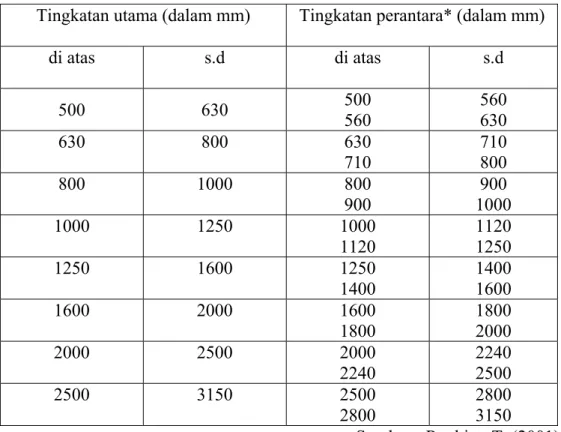
Untuk tingkatan diameter nominal lebih dari 500 mm dibagi menjadi beberapa kelas berdasarkan standar ISO berikut ini:
Tabel 2.2. Tabel Tingkatan Diameter Nominal Lebih Dari 500 mm. Tingkatan utama (dalam mm) Tingkatan perantara* (dalam mm)
di atas s.d di atas s.d 500 630 500 560 560 630 630 800 630 710 710 800 800 1000 800 900 1000 900 1000 1250 1000 1120 1120 1250 1250 1600 1250 1400 1400 1600 1600 2000 1600 1800 1800 2000 2000 2500 2000 2240 2240 2500 2500 3150 2500 2800 2800 3150 Sumber : Rochim, T. (2001). *Tingkatan ini digunakan dalam beberapa keadaan apabila memang diperlukan untuk penyimpangan – penyimpangan tertentu.
Dalam sistem ISO telah ditetapkan 18 kelas toleransi (grades of tolerance) yang dinamakan toleransi standar yaitu mulai dari IT 01, IT 0, IT 1 s.d IT 16.
Untuk kualitas 5 s.d 16 harga toleransi standar dapat dihitung dengan menggunakan satuan toleransi i (tolerance unit), yaitu :
Tabel 2.3. Tabel Harga Toleransi Standar Untuk Kualitas 5 s.d 16 IT 5 IT 6 IT 7 IT 8 IT 9 IT 10 IT . . .
Harga 7i 10i 16i 25i 40i 64i . . .
IT 11 IT 12 IT 13 IT 14 IT 15 IT 16 IT . . . Harga 100i 160i 250ii 400i 640i 1000i . . .
Sumber : Rochim, T. (2001) Mulai dari IT 6 toleransinya dikalikan 10 untuk setiap 5 tingkat berikutnya. Rumus ini juga berlaku untuk kelas di atas IT 16 apabila diperlukan.
Untuk IT 01, IT 0, dan IT 1 digunakan rumus sebagai berikut :
Tabel 2.4. Tabel Harga Toleransi Standar Untuk Kualitas 01, 0, dan 1
IT 01 IT 0 IT 1
Harga 0.3 + 0.008 D 0.5 + 0.012 D 0.8 + 0.020 D Sumber : Rochim, T. (2001) *harga dalam satuan µm dan D dalam mm
Untuk IT 2, IT 3, dan IT 4 digunakan rumus sebagai berikut : Tabel 2.5. Tabel Harga Toleransi Standar Untuk Kualitas 2, 3 dan 4
IT 2 IT 3 IT 4
Harga IT 1 x IT 3 IT 1 x IT 5 IT 3 x IT 5
Dimana :
• Untuk ukuran dasar kurang dari atau sama dengan 500 mm, besarnya toleransi standar dihitung berdasarkan rumus :
D D
i=0,45 3 +0,001
• Untuk ukuran dasar lebih dari 500 mm, besarnya toleransi standar dihitung berdasarkan rumus :
1 , 2 004 , 0 + = D i Dengan : maks xD D D= min i = satuan toleransi ; µm
D = diameter (nominal) ; mm. Harga D ditentukan berdasarkan harga rata – rata geometrik dari dua harga batas pada tingkatan diameter.
2.2.2.2. Toleransi Bentuk dan Posisi
Selain toleransi dalam pengukuran geometrik, toleransi juga dipergunakan dalam bentuk dan posisi, walaupun sebenarnya toleransi geometrik juga membatasi bentuk dan posisi suatu komponen. Toleransi bentuk dan posisi ini ditujukan lebih ke arah karakteristik fungsional suatu komponen.
Jenis toleransi bentuk dan posisi dengan simbolnya menurut ISO ( R 1101, Technical Drawings, Tolerances of Form dan of Position )
Tabel 2.6. Tabel Jenis Toleransi Bentuk & Posisi Dengan Simbolnya Menurut ISO
Karakter yang dikontrol oleh toleransi Simbol Kelurusan (Straightness)
Kerataan (Flatness)
Kebulatan (Circularity/Roundness) Kesilindrisan (Cylindricity)
Ketelitian / kebenaran bentuk garis (Profile of any line) Ketelitian / kebenaran bentuk bidang (Profile of any surface)
Kesejajaran (Parallelism)
Ketegaklurusan (Perpendicularity) Kesudutan / kemiringan (Angularity) Posisi (Position)
Konsentritas & kesamaan sumbu (Concentricity & Coaxiality) Kesimetrisan (Symmetry)
Penyimpangan / kesalahan putar (Run – out)
Sumber : Rochim, T. (2001)
2.2.3. Metrologi Geometrik
Metrologi adalah ilmu pengukuran besaran teknik. Metrologi Geometrik adalah ilmu pengukuran besaran teknik yang hanya berkaitan dengan besaran
Posisi
Orien
tasi
panjang. Metrologi Geometrik berfungsi sebagai cara untuk mengukur karakter geometrik dengan acuan spesifikasi geometrik.
2.2.3.1. Satuan Pengukuran
Pengukuran dalam arti yang umum adalah membandingkan suatu besaran dengan besaran lain sebagai acuan. Besaran yang digunakan sebagai acuan dalam pengukuran tersebut distandarisasikan agar tidak terjadi kerancuan pengukuran.
Besaran yang digunakan sebagai acuan tersebut adalah besaran standar, yang dalam sistem satuan telah disepakati bersama secara internasional (SI units, International System of units, Le Systeme Internasional d’unites), ataupun besaran turunan yang diturunkan dari besaran standar.
Setiap besaran standar tersebut mempunyai satuan standar dengan lambang masing – masing.
Tabel 2.7. Tabel Satuan Standar Menurut Satuan Internasional (SI) Besaran standar Nama satuan standar Simbol
Panjang meter (meter) m
Massa kilogram (kilogram) kg
Waktu sekon/detik (second) S
Arus listrik amper (ampere) A
Temperatur termodinamika kelvin (Kelvin) K
Intensitas cahaya lilin (candela) cd Satuan Tambahan
Sudut bidang radial (radian) Rad
Sudut ruang steradial (steradian) Sr
Sumber : Rochim, T. (2001) Untuk pengukuran geometrik, besaran dasar yang digunakan adalah besaran panjang dengan satuan standar meter.
Definisi terbaru satu meter yang telah disepakati bersama yaitu pada sidang ke 17 General Conference on Weights & Measures (CGPM) pada tanggal 20 Oktober 1983; “Satu meter adalah jarak (dimensi) yang ditempuh sinar (Laser Merah yang berasal dari gas Argon yang di–ion–kan yang distabilkan panjang gelombangnya) pada ruang hampa selama 1/299.792.458 sekon”.
Untuk menyingkat penulisan angka hasil pengukuran yang berbentuk 10n (n Є N, n ≠ 0) digunakan nama depan yang telah disepakati dalam Standar Internasional.
Tabel 2.8 Tabel Pemakaian Nama Depan Menurut Standar Internasional (SI).
Faktor pengali Nama depan Simbol
1018 eksa (exa) E
1015 peta (peta) P
1012 Tera (tera) T
106 mega (mega) M 103 Kilo (kilo) K 102 hekto (hecto) H 101 deka (deca) Da 10-1 desi (deci) D 10-2 senti (senti) C 10-3 Mili (milli) M 10-6 Mikro (micro) µ 10-9 Nano (nano) N 10-12 Piko (pico) P 10-15 Femto (femto) F 10-18 Atto (atto) A Sumber : Rochim, T. (2001)
2.2.3.2. Jenis Alat Ukur Geometrik
Alat ukur geometrik bisa diklarifikasikan menurut prinsip kerja, kegunaan, atau sifatnya. Dari cara klarifikasi ini, yang lebih sederhana adalah klarifikasi menurut sifatnya, dimana alat ukur geometrik dibagi menjadi 5 jenis dasar dan 2 jenis turunan.(Rochim,2001,p95)
Jenis Dasar :
1. Alat Ukur Langsung
Kecermatannya rendah sampai menengah (1 – 0,002 mm) Hasil pengukuran dapat langsung dibaca pada skala tersebut. 2. Alat Ukur Pembanding / Komparator
Mempunyai skala ukur yang telah dikalibrasi
Kecermatannya menengah (≥0,01 mm;disebut pembanding) sampai tinggi (≥0,001 mm ; disebut komparator).
Skala ukur terbatas
Hasil pengukuran hanya digunakan sebagai pembacaan besarnya selisih suatu dimensi terhadap ukuran standar.
3. Alat Ukur Acuan / Standar
Mampu memberikan suatu harga ukuran tertentu
Digunakan sebagai acuan bersama – sama dengan alat ukur pembanding untuk menentukan dimensi suatu objek yang diukur. Mempunyai skala terbatas, atau tidak mempunyai skala karena hanya mempunyai satu harga nominal.
4. Alat Ukur Batas
Mampu menunjukkan batasan suatu objek yang diukur apakah terletak di dalam atau di luar batas toleransinya.
Dapat mempunyai skala, tetapi lebih sering tidak mempunyai skala karena memang dirancang untuk pemeriksaan toleransi suatu objek ukur yang tertentu.
Tidak termasuk alat ukur dalam arti yang sesungguhnya akan tetapi memiliki peranan penting dalam pelaksanaan suatu proses pengukuran geometrik.
Jenis turunan :
6. Alat ukur khas ( khusus / spesifik )
Dibuat khusus untuk mengukur geometri yang khas misalnya kebulatan objek ukur, kekasaran suatu permukaan, profil gigi suatu roda gigi dan sebagainya.
7. Alat ukur koordinat
Memiliki sensor yang dapat digerakkan dalam ruang. Koordinat sensor dibaca melalui tiga skala dalam koordinat kartesius (x,y,z), yang diambil dari pergerakkan alat sensor dengan vektor arah satuan (i,j,k). Dapat dilengkapi dengan sumbu putar sehingga data yang dihasilkan dapat berupa koordinat polar.
Memerlukan penganalisis data titik – titik koordinat untuk diproses menjadi informasi yang lebih jelas seperti diameter lubang, jarak dua titik, jarak sumbu, dsb
2.2.3.3. Cara Pengukuran dengan Menggunakan Alat Ukur Geometrik Tertentu
Dengan berbagai macam alat ukur tersebut, perlu ditetapkan pula proses pengukuran yang tepat untuk suatu kondisi tertentu. Berdasarkan hal tersebut, proses pengukuran dapat diklasifikasikan sebagai berikut (Rochim,2001,p96) :
1. Proses pengukuran langsung
Merupakan proses pengukuran dengan memakai alat ukur langsung, hasilnya dapat langsung terbaca pada alat ukur tersebut, dan proses pengukurannya dapat diselesaikan dengan cepat.
Alat ukur langsung umumnya memiliki kecermatan rendah dan pemakaiannya terbatas karena :
- daerah toleransi ≤ kecermatan alat ukur.
- kondisi fisik objek ukur tidak memungkinkan untuk diukur dengan menggunakan alat ukur langsung.
- hanya mampu memperoleh data dalam masalah dimensi, tidak mampu untuk menganalisa masalah kebulaatan, kerataan, dsb.
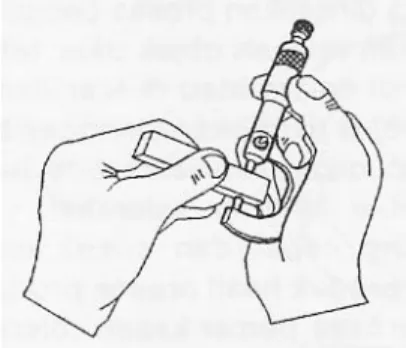
Contoh pengukuran langsung adalah pengukuran tebal objek ukur dengan menggunakan micrometer.
Gambar 2.5. Pengukuran Langsung.
Merupakan proses pengukuran yang dilaksanakan dengan memakai berbagai jenis alat ukur berjenis pembanding / komparator, standar dan bantu. Perbedaan harga yang ditunjukkan oleh skala alat ukur pembanding saat objek ukur dibandingkan dengan ukuran standar (pada alat ukur standar) dapat digunakan untuk menentukan dimensi objek ukur.
Proses pengukuran ini menghasilkan data yang akurat, hal ini dikarenakan keakuratan alat ukur pembanding yang tinggi.
Proses pengukuran tak langsung umumnya berlangsung dalam waktu yang relatif lama.
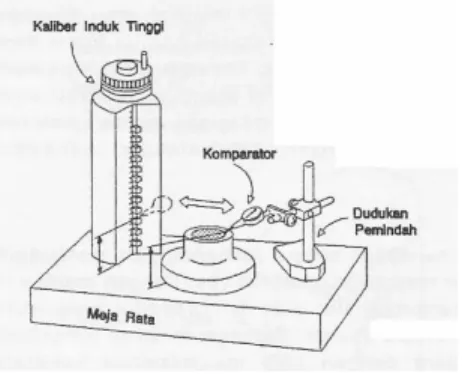
Contoh pengukuran jenis ini dapat dilihat pada gambar berikut ini, menggunakan alat ukur pembanding jenis pupitas (dial test indicator) yang dipasangkan pada dudukan pemindah (transfer stand ; sebagai alat ukur bantu ), alat ukur standar berjenis kaliber induk tinggi (height master ; yang memiliki skala pengatur ketinggian muka – ukur) dan meja rata (surface plate) sebagai alat ukur bantu.
Gambar 2.6. Pengukuran Tak Langsung.
Dinamakan sebagai proses pemeriksaan karena tidak menghasilkan data angka / numerik seperti yang dihasilkan pada suatu proses pengukuran. Pemeriksaan dilakukan hanya untuk memastikan apakah suatu objek ukur berada di dalam atau di luar batas toleransinya. Proses pemeriksaan berlangsung dengan cepat.
Contoh proses pemeriksaan ini adalah pemeriksaan toleransi lubang dengan memakai kaliber poros ( go & not go gauges )
Gambar 2.7. Pemeriksaan Dengan Kaliber Go & Not Go.
4. Proses pembanding dengan bentuk acuan (standar)
Bentuk suatu produk misalnya profil ulir atau roda gigi dapat dibandingkan dengan suatu bentuk acuan yang ditetapkan pada layer alat ukur proyeksi. Pada prinsipnya pemeriksaan seperti ini tidak untuk menentukan dimensi atau toleransi suatu benda ukur secara langsung, akan tetapi lebih kepada menentukan tingkat kebenarannya bila dengan bentuk standar.
Gambar 2.8. Pemeriksaan Secara Perbandingan Dengan Bentuk Standar.
5. Proses pengukuran geometri khusus
Proses pengukuran ini dilakukan khusus untuk mengukur geometri suatu produk, seperti kekasaran permukaan, kebulatan poros atau lubang, geometri ulir, dan geometri roda gigi.
Contoh pengukuran ini adalah pengukuran kebulatan roda gigi.
Gambar 2.9. Pengukuran Geometri Khusus. 6. Proses pengukuran dengan mesin ukur koordinat
Pengukuran dengan mesin ini menghasilkan data berupa koordinat kartesius, yang didapat dari sistem sensor sentuhan yang terdapat pada alat tersebut. Pergerakan sensor tersebut memiliki tiga arah yaitu x, y, dan z. Proses pengukuran ini dapat dilaksanakan dengan cepat dan mudah. Namum demikian, data yang dihasilkan harus diolah lebih lanjut untuk menghasilkan data – data yang diperlukan. Selain itu juga diperlukan operator yang mempunyai keahlian dan keterampilan di bidang metrologi geometrik.
Contoh proses pengukuran jenis ini adalah dengan menggunakan Mesin Ukur Koordinat (MUK) atau Coordinate Measuring Machine (CMM).
Mesin Ukur Koordinat merupakan alat ukur modern dengan memanfaatkan komputer untuk mengontrol gerakan sensor relatif terhadap benda ukur serta untuk menganalisis data pengukuran.
2.2.3.4. Prinsip Kerja Alat Ukur Geometrik
Dalam melakukan pengukuran suatu objek, kita melakukan cara pengukuran yang berbeda – beda tergantung dari prinsip kerja alat ukur yang kita gunakan dan hasil yang kita inginkan dari pengukuran tersebut.
Pada sebuah proses pengukuran diperlukan hal – hal sebagai berikut (Rochim, 2001, p105) :
• Alat ukur yang berfungsi baik dengan kecermatan yang sesuai dengan yang kita butuhkan.
• Pelaksanaan pengukuran yang seksama dengan prosedur tertentu untuk menghindarkan terjadinya kesalahan pengukuran.
• Pengukuran yang dilakukan tidak hanya setelah produk selesai dibuat, tetapi juga dilaksanakan sewaktu produk sedang dibuat. Bentuk objek ukur, daerah toleransi yang diberlakukan pada objek ukur, dan kecermatan yang diinginkan memerlukan suatu alat ukur geometrik yang mungkin harus dirancang secara khusus. Hal ini membuat ragam alat ukur menjadi banyak, dengan cara kerja yang berlainan sesuai dengan fungsinya. Alat ukur akan lebih mudah digunakan apabila operator alat ukur tersebut memahami cara kerja alat ukur tersebut.
2.2.3.5. Sifat Umum Alat Ukur
Alat ukur merupakan alat yang dibuat oleh manusia, oleh karena itu ketidaksempurnaan merupakan ciri utamanya. Ketidaksempurnaan alat ukur ini tidak mungkin dihilangkan. Berikut ini adalah sifat – sifat umum alat ukur
yang muncul dikarenakan kelemahan – kelemahannya yang tidak dapat dihilangkan :
• Kalibrasi (Calibration)
Kalibrasi adalah proses membandingkan suatu besaran dengan besaran standar. Dalam hal ini besaran yang dibandingkan dengan besaran standar adalah besaran pada suatu alat ukur tertentu.
Hal ini perlu dilakukan terlebih dahulu agar tidak terjadi penyimpangan pada hasil pengukuran dengan alat ukur yang telah dikalibrasi.
Proses kalibrasi sebuah alat ukur dilakukan oleh pihak yang berwenang seperti Laboratorium Metrologi Industri, atau lembaga – lembaga lain yang diberi kewenangan sistem akreditasi kalibrasi nasional (penilaian kemampuan suatu badan untuk melakukan kalibrasi alat ukur yang mencakup jenis besaran, bentuk acuan kalibrasi, dan prosedur kalibrasi).
• Kecermatan (Resolution)
Kecermatan alat ukur ditentukan oleh kecermatan skala dengan cara pembacaanya, dan alat ukur dipilh sesuai dengan kecermatannya yang dikaitkan dengan besar – kecilnya daerah toleransi objek ukur.
• Kepekaan (Sensitivity)
Kepekaan alat ukur adalah kemampuan alat ukur menerima, mengubah dan meneruskan isyarat sensor (dari sensor menuju ke bagian penunjuk, pencatat, atau pengolah data pengukuran).
Kepekaan alat ukur ditentukan terutama oleh bagian pengubah, sesuai dengan prinsip kerja yang diterapkan padanya.
• Keterbacaan (Readability)
Keterbacaan skala dengan penunjuk digital lebih tinggi dibandingkan dengan keterbaacaan skala dengan jarum penunjuk. Misalnya, jangka sorong dengan skala digital lebih memudahkan pengamat dalam membaca hasil pengukuran daripada jangka sorong dengan jarum penunjuk skala utama dan skala nonius.
• Histerisis (Histerysis)
Histerisis adalah perbedaan atau penyimpangan yang timbul sewaktu dilakukan pengukuran secara berkesinambungan dari dua arah yang berlawanan (mulai dari skala nol sampai skala maksimum kemudian diulangi dari skala maksimum sampai skala nol) .Histerisis muncul karena adanya gesekan pada bagian pengubah alat ukur.
• Kepasifan / Kelambatan Reaksi (Passiivity)
Kepasifan adalah waktu respon yang terjadi pada sebuah alat ukur mulai dari sensor sampai pada penunjuk.
Misalnya kepasifan pada alat ukur mekanik yang disebabkan oleh pengaruh kelembaman, seperti besarnya masa komponen dan pegas yang tidak elastik sempurna.
• Pergeseran (Shifting, Drif)
Pergeseran terjadi bila jarum penunjuk skala bergeser dari posisi yang semestinya. Hal ini biasanya tidak disadari seiring dengan jalannya waktu, yang disebabkan antara lain oleh temperatur.
• Pengambangan / Ketidakpastian ( Floating )
Pengambangan terjadi apabila jarum penunjuk selalu berubah posisinya (bergetar) atau angka terakhir / paling kanan penunjuk digital berubah – ubah. Hal ini disebabkan adanya gangguan (noise)
2.2.3.6. Kesalahan dan Penyimpangan dalam Proses Pengukuran.
Pengukuran adalah proses yang mencakup tiga hal yaitu benda ukur, alat ukur, dan pengukur / pengamat. Karena ketidaksempurnaan masing – masing bagian ini ditambah dengan pengaruh lingkungan maka bisa dikatakan bahwa tidak ada satupun pengukuran yang memberikan ketelitian absolut.
Ketelitian bersifat relatif yaitu kesamaan atau perbedaan antara harga hasil pengukuran dengan harga yang dianggap benar (karena yang absolut benar tidak diketahui) .
Dua hal penting yang berkaitan dengan proses pengukuran yaitu :
• Ketelitian (Accuracy)
Ketelitan adalah hasil pengusahaan proses pengukuran supaya mencapai sasaran pengukuran yaitu penunjukkan “harga sebenarnya” objek ukur. (Rochim,2001,p156)
• Ketepatan (Precision)
Ketepatan adalah kewajaran proses pengukuran untuk menunjukkan hasil yang sama jika pengukuran diulang secara identik. (Rochim,2001,p157)
Istilah ketelitian diperlukan target / sasaran pengkuran, sedangkan istilah ketepatan tidak harus dikaitkan dengan target. Sebagai contoh pengukuran sebuah lebar kertas dengan menggunakan mistar didapat hasil pengukuran 12,5 cm, angka ini menunjuk pada istilah ketelitian karena berorientasi pada sebuah target yaitu lebar kertas, sedangkan angka 12,54 cm (pengukuran lebih terperinci) menunjuk pada istilah ketepatan karena hanya berorientasi pada hasil pengukuran yang lebih tepat.
Pada sebuah proses pengukuran geometrik, hal – hal yang dapat menjadi faktor penyebab proses pengukuran menjadi tidak teliti dan tidak tepat adalah :
• Alat ukur
Alat ukur yang digunakan dalalm proses pengukuran haruslah bebas dari penyimpangan – penyimpangan seperti histerisis, pergeseran, kepasifan, dsb.
Alat ukur yang sering dipakai haruslah dilakukan kalibrasi ulang secara periodik untuk menghindari penyimpangan – penyimpangan tersebut.
• Benda ukur
Benda ukur yang berupa benda elastik akan mengalami perubahan bentuk apabila terdapat beban yang bekerja pada benda ukur tersebut. Beban ini dapat berupa tekanan sensor sentuh dari alat ukur, berat benda ukur sendiri saat diletakkan pada meja tumpuan, atau tekanan akibat penjepit yang digunakan untuk menahan benda ukur.
Namun harga perubahan ini relatif kecil dan sering diabaikan dalam suatu proses pengukuran secara umum. Hanya pengukuran – pengukuran geometrik tertentu yang membutuhkan kecermatan tinggi yang mengikutsertakan perubahan – perubahan ini.
• Posisi pengukuran
Pada proses pengukuran objek ukur geometrik, garis ukur harus berimpit dengan garis dimensi. Apabila garis ukur dengan garis dimensi membentuk sudut sebesar θ, maka akan terjadi penyimpangan pada hasil pengukuran. Semakin besar sudut θ, semakin besar penyimpangan yang terjadi. Kesalahan sistem seperti ini disebut kesalahan kosinus (cosine error)
Pada proses pengambilan data dengan mesin sensor sentuh, penyimpangan juga terjadi jika arah gerak sensor sentuh tidak tegak lurus dengan benda ukur yang akan disensor.
Pada kasus yang diteliti oleh penulis, hal ini juga terjadi pada MUK dengan benda ukur berupa bola dan ujung sensor sentuh juga berupa bola.
Gambar 2.12. Cosine Error pada Mesin Ukur Koordinat. err x = rbola sensor . cos
α
err z = rbola sensor - rbola sensor . sin
α
⎟ ⎟ ⎠ ⎞ ⎜ ⎜ ⎝ ⎛ − − = object bola pusat sensor bola pusat object bola pusat sensor bola pusat x x z z arctg
α
• LingkunganLingkungan harus memberikan kenyamanan bagi pengukur. Jika persyaratan ini dipenuhi, maka pada umunya persyaratan alat ukur dan benda ukur pun terpenuhi.
Persyaratan kondisi lingkungan yang baik untuk dilakukan sebuah proses pengukuran adalah sebagai berikut :
- Kebersihan
Debu, serpihan dan kotoran – kotoran lain perlu dibersihkan dari daerah pengukuran, benda ukur dan alat ukur. Hal ini dapat mengakibatkan kesalahan pengukuran dan juga dapat merusak permukaan sensor sentuh.
- Tingkat kebisingan yang rendah
Getaran akibat tingkat kebisingan yang tinggi dapat berakibat pergeseran dalam proses pengukuran dengan menggunakan alat ukur cermat.
- Pencahayaan yang mencukupi
Pencahayaan diperlukan agar operator mesin mampu melakukan pembacaan dengan cermat dan teliti.
- Temperatur dan kelembaban
Kelembaban yang terlalu tinggi dalam waktu yang lama dapat memepercepat proses korosi sehingga menyebabkan perubahan spesifikasi sebuah alat ukur, sehingga alat ukur menjadi tidak tepat.
Temperatur merupakan faktor yang dapat membuat benda padat berubah ukuran, bentuk, dan posisinya. Oleh karena itu, untuk menjaga kesamaan hasil pengukuran, telah disetujui secara internasional bahwa temperatur ruang
untuk sebuah proses pengukuran geometrik dibakukan sebesar 20 oC dengan kelembaban 55 – 60 % .
• Operator
Dua orang yang melakukan pengukuran secara bergantian dengan menggunakan alat ukur dan benda ukur serta kondisi lingkungan yang dianggap tak berubah mungkin akan menghasilkan data yang berbeda. Hal ini dipengaruhi oleh pengalaman, keahlian, kemampuan, dan keterampilan masing – masing pengukur.
2.2.3.7. Analisis Data Pengukuran.
Setiap proses pengukuran pasti menghasilkan data – data pengukuran. Dari data inilah akan ditentukan langkah selanjutnya apakah data tersebut langsung dapat dipakai, atau perlu analisa dan pengolahan lebih lanjut sebelum dapat dipakai.
2.2.4. Gambaran Umum mengenai MUK ( Mesin Ukur Koordinat )
MUK (Mesin Ukur Koordinat) atau CMM (Coordinate Measuring Machine) merupakan alat ukur modern dengan memanfaatkan computer untuk mengontrol gerakan sensor relative terhadap benda ukur serta untuk menganalisis data pengukuran.
Berbagai rancangan mesin dibuat sesuai dengan kebutuhan, demikian pula dengan jenis sensor yang bisa merupakan sensor kontak atau sensor scanning. Proses pengukuran yang rumit bisa dilaksanakan dengan relatif mudah dan cepat. Meskipun demikian, tetap dibutuhkan operator yang mempunyai keahlian dan keterampilan di bidang metrologi geometrik.
Mesin ini mempunyai 4 bagian utama yaitu :
• Mesin itu sendiri yang terdiri dari komponen – komponen yang terintegrasi membentuk suatu sistem.
• Measuring probe yang berfungsi sebagai alat sensor untuk mendeteksi titik pada benda yang akan disensor dengan arah tertentu.
• Kontrol sistem yang berfungsi mengatur seluruh pergerakan mesin.
• Measuring software yang berfungsi sebagai program untuk menentukan kerja sistem tersebut.
2.2.4.1. Sistem Kerja Mesin Ukur Koordinat Mesin Ukur Koordinat terdiri dari :
• Penggerak probe, yang terdiri dari portal (penggerak arah sumbu x mesin), support (penggerak arah sumbu y mesin) dan sleeve (penggerak arah sumbu z mesin)
• Rotary table yang hanya digunakan jika menghendaki data dalam koordinat polar.
Gambar 2.14. Bagian – Bagian Mesin Ukur Koordinat
• Probe yang berfungsi sebagai bagian yang digunakan untuk menyentuh benda (sebagai sensor sentuh)
• Control Box yang berfungsi untuk menggerakkan portal, support, dan sleeve secara manual.
Gambar 2.16. Control Box Mesin Ukur Koordinat
• Satu set computer yang berfungsi sebagai program utama untuk menjalankan mesin tersebut, dan mengolah data yang diperoleh.
Mesin Ukur Koordinat digerakkan dengan sistem tekanan udara, sehingga sangat rentan terhadap getaran dan debu atau kotoran. Oleh karena itu mesin ini diletakkan pada tanah yang terpisah, sehingga getaran – getaran seperti orang berjalan tidak akan mengganggu sistem mesin ini.
Pengambilan data pada Mesin Ukur Koordinat dilakukan oleh probe. Probe mengambil data berupa titik dalam koordinat kartesius, dengan dibantu portal, support, dan sleeve dalam menggerakkan probe tersebut. Titik yang terambil adalah posisi dalam koordinat kartesius dengan acuan pojok kiri depan mesin sebagai pusat koordinat O (0,0,0) jika operator tidak menentukan pusat koordinat sendiri. Kemudian data yang terambil masuk ke dalam komputer yang kemudian akan diolah sesuai kebutuhan.
Pergerakkan portal, support, dan sleeve dapat diatur secara manual dengan menggunakan control box atau dapat juga diprogram sedemikian rupa melalui software sehingga pergerakkannya sesuai dengan kurva tertentu. Pengaturan pergerakan secara otomatis ini biasanya digunakan dalam sistem scanning permukaan benda.
2.2.4.2. Measuring Probe
Measuring probe adalah bagian sensor mesin yang bertugas untuk melakukan sensor sentuh pada permukaan benda yang akan diambil datanya. Measuring probe ini terdiri dari :
• Probe, yang berfungsi sebagai penggerak batang sensor dengan sistem pergerakan rotasi, terdiri dari kinematic probe yang digunakan untuk pengukuran (sering disebut touch trigger probe) dan electronic probe yang digunakan untuk scanning (sering disebut scanning probe).
• Styli yaitu bagian yang mengalami kontak langsung dengan benda yang akan diambil datanya, terdiri dari batang sensor dan ujung sensor dengan ukuran dan bentuk bermacam – macam sesuai kebutuhan.
Bagian – bagian styli :
Gambar 2.18. Bagian – Bagian Styli.
- A adalah bagian styli yang mengalami kontak langsung dengan benda ukur. Diameter bola sensor disesuaikan dengan kebutuhan.
- B adalah panjang keseluruhan styli yang diukur dari pangkal batang sampai dengan pusat bola sensor.
- C adalah batang styli dengan diameter tertentu sesuai kebutuhan.
- D adalah effective work length (EWL) , dimana EWL adalah panjang dari pusat bola sampai dengan titik pada batang styli
yang akan mengalami sentuhan pada bidang ukur terlebih dahulu daripada bola sensor jika dilakukan pengukuran sesuai normal bidang.
- Ø adalah diameter pangkal styli yang disesuaikan dengan jenis probe nya.
2.2.4.3. Sistem Pengambilan Data pada Mesin Ukur Koordinat.
Pengambilan data pada Mesin Ukur Koordinat menggunakan sistem sensor sentuh, dimana permukaan bidang yang disentuh oleh styli tersebut akan dibaca sebagai titik dalam koordinat kartesius oleh program.
Dalam hal ini, pusat koordinat dapat ditentukan dalam 2 macam yaitu :
• Pusat koordinat berdasarkan pusat koordinat mesin, dimana pusat koordinat terletak pada pojok kiri depan meja kerja, dengan arah sumbu x sejajar dengan panjang meja, arah sumbu y sejajar dengan lebar meja atau tegak lurus sumbu x, dan arah sumbu z tegak lurus dengan bidang meja.
• Pusat koordinat yang ditentukan terlebih dahulu, dimana pusat koordinat dapat ditentukan dimana saja di ruang kerja, arah sumbu x ditentukan terlebih dahulu, kemudian akan diperoleh arah sumbu y yaitu tegak lurus dengan sumbu x, dan arah sumbu z yaitu tegak lurus dengan bidang yang dibentuk oleh sumbu x dan sumbu y.
Data yang terambil, yang berupa koordinat kartesius tersebut sangatlah tergantung pada pergerakan probe dalam mengambil data. Pergerakan probe tersebut direpresentasikan dalam bentuk vektor satuan i,j,k.
Vektor arah pengambilan data inilah yang sangat berperan dalam menghasilkan data yang akurat. Secara teoritis, arah pengambilan data yang
sempurna adalah harus tegak lurus dengan permukaan benda yang akan diambil datanya, namun keterbatasan gerak rotasi probe yang hanya mampu berotasi paling kecil sebesar 7,5o membatasi hal tesebut sehingga muncul error yang disebut cosine error sebagai berikut :
Gambar 2.20. Cosine Error Pada Mesin Ukur Koordinat. err x = rbola sensor . cos
α
err z = rbola sensor - rbola sensor . sin
α
⎟ ⎟ ⎠ ⎞ ⎜ ⎜ ⎝ ⎛ − − = object bola pusat sensor bola pusat object bola pusat sensor bola pusat x x z z arctg
α
Salah satu contoh kasus adalah pada objek ukur bentuk silinder dengan prosedur peletakkan : posisi tinggi silinder sejajar dengan sumbu y, dan bidang alas silinder sejajar dengan bidang XOZ. Jika pergerakan bola sensor mengikuti arah vector [0,0,-1], maka data output mesin adalah posisi
koordinat titik M. Hal ini terjadi peregeseran dari titik yang seharusnya disensor yaitu titik P sebesar err x dan err z.
2.3. Konsep dasar Rekayasa Piranti Lunak 2.3.1. Pengertian Rekayasa Piranti Lunak
Pertama kali diperkenalkan oleh Fritz Bauer, dimana menerapkan beberapa syarat syarat dalam merekayasa suatu piranti lunak yang kita buat sehingga dapat berjalan secara efisien dan optimal dalam komputer.
2.3.2. Model Rekayasa Piranti Lunak
Dalam mambuat sebuah rekayasa piranti lunak terdapat lima paradigma / model proses, The Classic Life Cycle atau yang biasa dikenal dengan Waterfall Model, Prototyping Model, Fourth Generation Techniques (4GT), Spiral Model, dan Combine Model. Pada pembahasan ini yang digunakan adalah model dari Waterfall Model. Menurut Presman (1992, p20-21), ada enam tahapan dalam Waterfall Model, seperti gambar dibawah ini:
a. Rekayasa sistem (System engineering)
Aktivitas ini harus bermula pada analisis semua elemen - elemen yang dibutuhkan oleh sistem karena perangkat lunak merupakan bagian dari suatu sistem yang lebih besar dan perangkat lunak tersebut berinteraksi dengan elemen elemen lain seperti, hardware, manusia dan data base.
b. Analisis kebutuhan perangkat lunak (Software requirement)
Analisis yang dilakukan pada tahap ini adalah untuk mengetahui kebutuhan user, fungsi-fungsi atau fasilitas seperti apa saja yang dibutuhkan, dan bagaimana interface dari piranti lunak tersebut.
c. Perancanggan (Design)
Perancangan piranti lunak dititikberatkan pada empat atribut program yaitu struktur data, arsitektur piranti lunak, rincian prosedur dan karakter antarmuka. Proses perancangan menterjemahkan kebutuhan kedalam sebuah representasi perangkat lunak yang dapat dinilai kualitasnya sebelum dilakukan pengkodean.
d. Pengkodean (Coding)
Pengkodean adalah tahapan dimana mentransformasikan rancangan atau design yang telah dibuat menjadi sebuah kode atau bentuk yang dimengerti oleh mesin dengan cara membuat program.
e. Pengujian (Testing)
Tahap pengujian perlu dilakukan agar output yang dihasilkan oleh program sesuai dengan yang diharapkan. Pengujian dilakukan secara menyeluruh hingga semua perintah dan fungsi telah diuji.
f. Pemeliharaan (Maintenance)
Kebutuhan pemakai dari suatu program selalu saja meningkat sehingga piranti lunak yang telah selesai dibuat perlu dipelihara dengan cara mengupdate kebutuhan pemakai terhadap fungsi - fungsi khusus.
2.4. State Transition Diagram (STD)
State Transition Diagram adalah sebuah tool yang digunakan untuk mendeskripsikan sistem yang memiliki ketergantungan terhadap waktu. STD merupakan suatu kumpulan keadaan atau atribut yang menspesifikasikan suatu keadaan pada suatu waktu tertentu.
Komponen komponen urama pada STD antara lain: 1. State , mempunyai simbol
berfungsi untuk mempresentasikan kondisi yang terjadi akibat suatu action. Terdapat dua macam state, yaitu state awal dimana hanya boleh berjumlah satu dan state akhir yang boleh berjumlah lebih dari satu.
2. Arrow , mempunyai simbol
biasa dikenal dengan proses transisi yang berfungsi untuk menghubungkan dua state yang berbeda sehingga jelas arah perubahannya.
3. Condition dan Action , mempunyai simbol Action
Condition
Condition adalah faktor external atau event yang mempengaruhi state pada sistem sehingga bertransisi ke state lain. Action adalah reaksi yang diberikan terhadap faktor external tersebut.
2.5. Flowchart
Flowchart digunakan secara luas oleh programmer untuk membantu dalam mengorganisasikan pemikiran sebagai hasil penalaran atau logika di dalam prosedur suatu program. Simbol – simbol yang digunakan adalah sebagai berikut :