BAB II
TINJAUAN PUSTAKA
2.1 Pendahuluan
Tembaga merupakan salah satu logam non-ferrous yang paling penting dan banyak di pakai mulai dari industri sederhana sampai industri berteknologi tinggi. Hal ini digunakan baik murni atau paduan dengan logam lain. Secara fisika tembaga berwarna coklat kemerahan, lunak sehingga mudah di tempa, dapat dibentuk dan merupakan konduktor panas dan pengahantar listrik yang baik dengan. Tembaga adalah bahan penting dan sangat diperlukan dalam banyak aplikasi karena sifat fisik dan mekanis, termasuk konduktivitas listrik dan panas yang tinggi, ketahanan terhadap korosi yang tinggi, sehingga daktilitas kemudahan pengolahan, dan mampu las yang baik. Banyak penelitian dasar dan terapan telah dilakukan pada tembaga dan paduannya, baik secara mikroskopik maupun makroskopik. Kebanyakan tembaga yang di gunakan untuk bahan bantalan di industri-industri, seperti di industri kelapa sawit tembaga sering digunakan untuk bantalan lori kelapa sawit, umur bantalan berkisar 1 sampai 3 bulan. Disini saya melakukan perbaikan sifat mekanis bahan tembaga dengan perlakuan termomekanikal.
2.2 Tembaga
2.2.1 Pemrosesan Tembaga
Tembaga diperoleh dari bijih tembaga yang disebut Chalcopirit. Besi yang ada larut dalam terak dan tembaga yang tersisa dituangkan ke dalam konverter.
Udara di hembuskan ke dalamnya selama 4 atau 5 jam, kotoran teroksidasi, dan besi membentuk terak yang dibuang pada waktu tertentu. Bila udara dihentikan, oksida kupro bereaksi dengan sulfida kupro maka akan membentuk tembaga blister dan dioksida belerang. Tembaga blister ini dilebur dan dicor menjadi slab, kemudian diolah secara elektrolitik menjadi tembaga murni.
Pembuatan tembaga dilakukan dalam beberapa tahap. Tembaga terikat secara kimia di dalam bijih pada bahan yang disebut batu gang. Untuk mengumpulkan bijih-bijh itu biasanya dulakukan dengan membersihkannya dalam cairan berbuih, di mana di situ ditiupkan udara. Ikatan tembaga dari bijih yang digiling sampai halus dicampur dengan air dan zat-zat kimia sehingga menjadi pulp (bubur) pada suatu bejana silinder. Zat-zat kimia (yang disebut Reagens) berfungsi untuk mempercepat terpisahnya tembaga. Pada bubur tersebut ditiupkan udara atau gas sehingga timbul buih yang banyak. Bagian-bagian logam yang kecil sekali melekat pada gelembung udara atau gas tersebut. Di situ terdapat semacam kincir yang berputar dengan kecepatan sedemikian rupa sehingga gaya sentrifugal melemparkan buih tersebut dengan mineral ke luar tepi bejana sehingga terpisah dari batu gang. Setelah proses tersebut logam dihilangkan airnya. Proses selanjutnya adalah pencarian di dalam suatu dapur mantel dengan jalan membakarnya dengan arang debu. Di sini dapat dipisahkan zat asam dan batu-batu silikon dan besinya dioksidasikan menjadi terak yang mengapung pada copper sulifida. Pengolahan tembaga selanjutnya adalah dengan membawa isi dapur (yang disebut matte) ke konverter mendatar. Di sini belerang akan terbakar oleh arus udara yang kuat. Kemudian tembaga yang disebut blister sekali lagi dicairkan di dalam sebuah dapur anode. Dalam proses ini (yang disebut polen)
terjadi proes pengurangan zat asam. Proses selanjutnya adalah pencarian di dalam suatu dapur mantel dengan jalan membakarnya dengan arang debu. Di sini dapat dipisahkan zat asam dan batu-batu silikon dan besinya dioksidasikan menjadi terak yang mengapung pada copper sulifida.
2.2.2 Mekanisme Penguatan Pada Logam
Sebagian besar logam dapat ditingkatkan kekuatan dan kekerasannya melalui beberapa teknik. Tujuan utama proses penguatan adalah menghasilkan logam dengan kekuatan dan kekerasan optimum.
2.2.3.1 Pengerasan Regangan
Pengerasan regangan adalah suatu fenomena dimana material menjadi kurang ulet, lebih keras, dan lebih keras setelah mengalami deformasi pada suhu ruang. Semakin besar perubahan bentuk yang dialami material tersebut, semakin besar peningkatan kekerasan yang terjadi. Persentase perubahan bentuk bentuk material dapat dinyatakan dengan persamaan:
%𝐶𝑊 = (𝐴𝜊−𝐴𝑑)𝐴𝜊 × 100% ...[2.1]
Dimana: %CW = persentase perubahan bentuk , A0 = luas penampang awal, Ad = luas penampang setelah di deformasi.
2.2.3 Sifat-Sifat Tembaga
Produksi tembaga sebagian besar dipergunakan dalam industri kelistrikan, karena tembaga mempunyai daya hantar listrik yang tinggi. Kotoran yang terdapat dalam tembaga akan memperkecil/mengurangi daya hantar listriknya. Selain
mempunyai daya hantar listrik yang tinggi, daya hantar panasnya juga tinggi; dan tahan karat. Oleh karena itu tembaga juga dipakai untuk kelengkapan bahan radiator, ketel, dan alat kelengkapan pemanasan. Tembaga mempunyai sifat dapat dirol, ditarik, ditekan, ditekan tarik dan dapat ditempa.
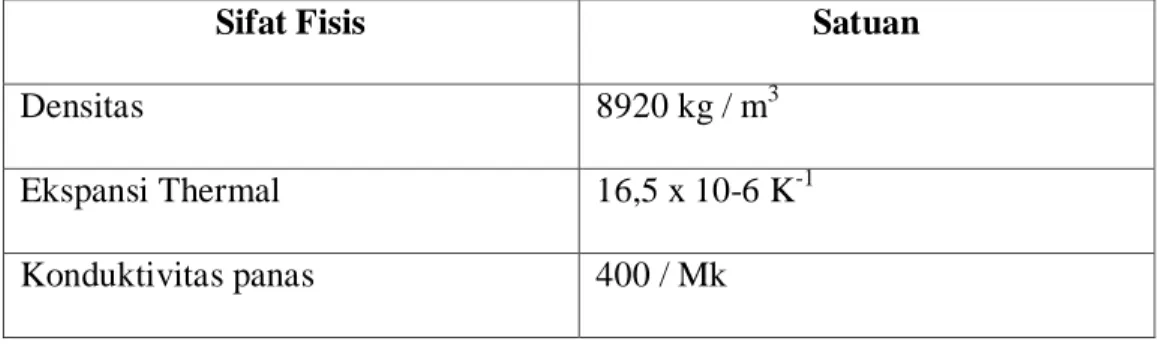
2.2.4.1 Sifat Fisis
Tabel 2.1 Sifat Fisis Tembaga
Sifat Fisis Satuan
Densitas 8920 kg / m3
Ekspansi Thermal 16,5 x 10-6 K-1 Konduktivitas panas 400 / Mk
2.2.4.2 Sifat Mekanik
Tabel 2.2 Sifat Mekanis Tembaga
Sifat Mekanik Satuan
Kuat Tarik 200 N / mm2
Modulus Elastisitas 130 Gpa
Brinnel Hardness 874 m-2
2.2.5 Diagram Fasa Tembaga
Suhu rekristalisasi pada paduan tembaga-seng adalah ±550 oC. struktur logam akan rusak pada titik cairnya. Diagram fasa tembaga-seng seperti yang diprlihat pada gambar 2.1
Gambar 2.1 Diagram fasa tembaga-seng http://www.scribd.com/ Matrial-khusus
Paduan tembaga seng yang dicampur unsure ketiga digunakan untuk memperbaiki sifat kekerasan dan ketahana korosi. Paduan tembaga seng sampai 39% memberikan hablur campuran lebih kenyal sehingga dalam keadaan dingin dapat dengan sempurna dirobah bentuknya dan tahan korosi tinggi.
2.3 Aplikasi Tembaga Untuk Bantalan Gelinding Lori Kelapa Sawit
Bantalan Gelinding merupakan salah satu bagian dari elemen mesin yang memegang peranan cukup penting karena fungsi dari bantalan yaitu untuk menumpu sebuah poros agar poros dapat berputar tanpa mengalami gesekan yang berlebihan. Bantalan harus cukup kuat untuk memungkinkan poros serta elemen mesin lainnya bekerja dengan baik.
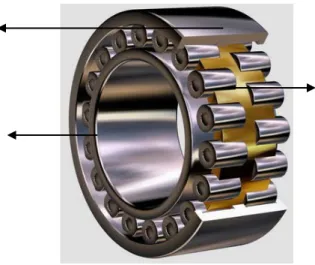
Gambar 2.2 Bantalan gelinding tembaga
Aplikasi tembaga banyak di temukan dalam alat transportasi maupun elektronik khusus nya untuk bantalan. Persaingan di dunia transportasi di Indonesia, baik elektronik maupun transportasi semakin berkembang. Hal ini membuat bantalan gelinding berupaya untuk meningkatkan kualitas dan mutu untuk menciptakan effisiensi pada operasional bantalan sehingga biaya operasional dapat diminimalkan.
Penggunaan bantalan lori kelapa sawit terutama dari bahan tembaga (Cu) yang digunakan di industri kelapa sawit dimana kekerasan untuk bahan tembaga yang digunakan untuk bantalan lori kelapa sawit kekerasan 60 BHN dengan umur pemakaian 3 bulan.
Pada bantalan ini terjadi gesekan gelinding antara bagian yang berputar dengan yang diam melalui elemen gelinding seperti bola, rol, dan rol bulat.
Bantalan gelinding mampu menumpu poros berputaran tinggi dengan beban yang besar. Dengan konstruksi yang sederhana maka bantalan ini mudah untuk dibongkar pasang.
Cincin dalam
roller Cincin luar
Ada 3 bagian utama pada bantalan, yaitu :
1. Elemen yang berputar (ball, cylinder, barrels, taper, needle) selalu di pasang pada jarak yang telah di tentukan dan letaknya selalu dalam “sangkarnya”.
2. Cincin dalam (inner ring) merupakan bagian yang berputar dan kecepatan putarnya sama dengan poros
3. Cincin luar (outer ring) merupakan bagian yang diam dan di pasang pada lubang
2.3.1 Gaya-Gaya Yang Terjadi Pada Bantalan 1. Gaya axsial
Untuk beban aksial dalam kedua arah di perlukan dua baris peluru, arah beban sejajar sumbu poros.
2. Gaya radial
Bantalan bola menerima tekanan radial (tegak lurus sumbu poros), tetapi tidak dapat menerima tekanan axial (sejajar sumbu poros).
3. Gaya gesek
Pada bantalan ini terjadi gesekan gelinding antara bagian yang berputar dengan yang diam melalui elemen gelinding seperti bola, rol, dan rol bulat.
2.4 Deformasi Plastis Menyeluruh
2.4.1 Proses Termomechanical Treatment
Potensi perbaikan sifat-sifat bahan yang digunakan untuk Tembaga dengan metode termomechanical treatment mengundang banyak perhatian industri pengolahan logam untuk meningkatkan produksi rendah biaya dan kekuatan serta ketangguhan tinggi. Termomechanical treatment pertama kali dikemukakan oleh
Lips dan Van Zulein pada tahun 1954. Mereka menghasilkan sumbangan besar dalam prospek meningkatan sifat mekanis material dengan bermacam-macam kombinasi antara perlakuan panas dan mekanik. Untuk beberapa alasan, proses ini tidak diadopsi secara luas di bidang industri, tetapi mereka tetap yakin adanya kemungkinan aplikasi ini dibutuhkan dimasa depan.
Proses Thermomechanical adalah salah satu proses yang dimana terdapat dua perlakuan pada suatu material. Proses pertama adalah proses thermal, dimana perlakuan tersebut merupakan perlakuan dengan memanaskan dan mendinginkan suatu material yang dapat membuat suatu material tersebut menjadi lebih keras ataupun lunak. Proses yang kedua adalah proses mekanik, dimana proses ini merupakan pemberian suatu penempaan, pengerolan atau pemotongan.
Thermomechanical treatment pada umunya tembaga merupakan proses deformasi yang sangat panas pada kondisi austenitik yang kemudian dilanjutkan dengan pendinginan yang terkontrol.
Proses thermomechanical ini merupakan salah satu cara untuk mengurangi ukuran butir dan menambah jumlahnya. Dengan ukuran butir yang kecil dan banyak akan mempengaruhi kekerasan. Kekerasan tembaga akan meningkat akibat butir kecil dan banyak tersebut. Butir yang kecil dan banyak akan menghambat pergerakan dislokasi, sehingga dengan terhambatnya dislokasi maka material akan sulit untuk terdeformasi.
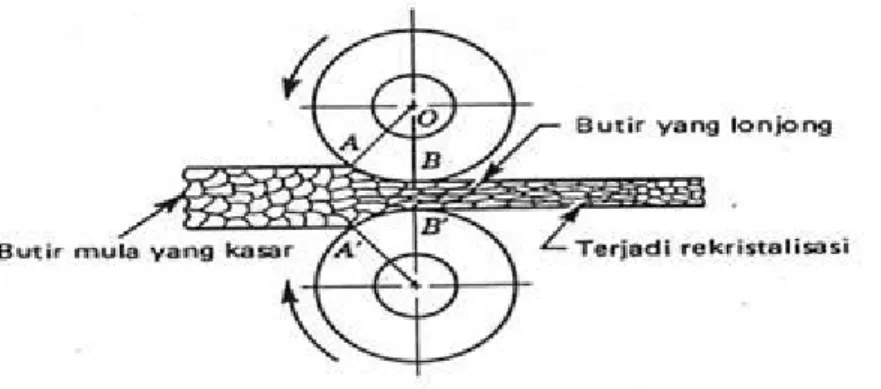
Gambar 2.3 Pengorolan mekanis
Busur AB dan A’B’ merupakan daerah kontak dengan rol. Aksi jepit pada benda kerja diatasi oleh gaya gesek pada daerah kontak dan logam tertarik diantara rol. Logam keluar dari rol dengan kecepatan yang lebih tinggi dibandingkan dengan kecepatan masuk.
Pada titik antara A dan B kecepatan logam sama dengan kecepatan keliling rol. Ketebalan mengalami deformasi terbanyak sedangkan lebar hanya bertambah sedikit. Keseragaman suhu sangan penting pada semua operasi pengerolan karena hal tersebut berpengaruh atas aliran logam dan plastisitas.
Kerja actual yang diberikan sama dengan kerja internal yang diperlukan untuk terjadinya deformasi plastis.
A0 ∆l0 = A1 ∆l1………..[2.2]
W a = Fr ∆l
Keterangan:
Wa = kerja actual (Nm) Fr = gaya pengerolan (N)
∆l = perubahan panjang (mm)
Dimana gaya pengerolan (Fr)
𝐹𝑟 = 𝑤 ∫ 𝑝𝑑𝐿0𝐿 ….………[2.3]
Keterangan :
Fr = gaya pengerolan (N) w = lebar bendakerja (mm) p = tekanan rol (MPa)
L = panjang sentuh antara rol dengan benda kerja (mm)
Panjang sentuh (L) dapat dihitung dengan rumus :
𝐿 = �𝑅 (𝑡0− 𝑡𝑓………..[2.4]
Keterangan :
L= panjang sentuh antara rol dengan benda kerja (mm) R= jari-jari roll (mm)
t0= tebal mula-mula (mm) tf= tebal akhir (mm)
Untuk kerja ideal
W= F.∆l………[2.5]
Keterangan :
W= kerja (Nm) F= gaya (N)
∆l= perubahan panjang (mm)
2.5 Pengujian Mekanik
Untuk mengetahui sifat-sifat suatu bahan, tentu kita harus mengadakan pengujian terhadap bahan tersebut. Ada tiga jenis uji coba yang akan dilakukan, yaitu uji tarik (tensile test), uji Kekerasan (Hardness Test), Foto Mikro (Metallography Test).
2.5.1 Pengujian Kekerasan (Hardness Test)
Pengujian kekerasan Brinnel merupakan pengujian standar skala industri, tetapi karena penekannya terbuat dari bola baja yang berukuran besar dan beban besar maka bahan yang sangat lunak atau sangat keras tidak dapat diukur kekerasannya. Di dalam aplikasi manufaktur, material diuji untuk dua pertimbangan, sebagai riset karakteristik suatu material baru dan juga sebagai suatu analisa mutu untuk memastikan bahwa contoh material tersebut menghasilkan spesifikasi kualitas tertentu.
Pengujian yang paling banyak dipakai adalah dengan menekan alat penekan tertentu kepada benda uji dengan beban tertentu dan dengan mengukur ukuran bekas penekanan yang terbentuk di atasnya, cara ini dinamakan cara kekerasan dengan penekanan (brinnel).
Kekerasan suatu material harus diketahui khususnya untuk material yang dalam penggunaanya akan mangalami pergesekan (Frictional force), dalam hal ini bidang keilmuan yang berperan penting mempelajarinya adalah Ilmu Bahan Teknik (Metallurgy Engineering). Kekerasan didefinisikan sebagai kemampuan suatu material untuk menahan beban identasi atau penetrasi (penekanan). Didunia teknik, umumnya pengujian kekerasan menggunakan 4 macam metode pengujian kekerasan, yakni :
- Brinell (HB/BHN) - Rockwell (HR/RHN) - Vickers (HV/VHN)
- Micro Hardness (Namun jarang sekali dipakai-red)
Gambar alat uji kekerasan dapat dilihat pada gambar 2.4 dibawah ini
Gambar 2.4 Alat uji kekerasan brinell (lab metalurgi teknik mesin USU)
Pemilihan masing-masing skala (metode pengujian) tergantung pada : - Permukaan material
- Jenis dan dimensi material - Jenis data yang diinginkan - Ketersedian alat uji
2.5.2.1 Metode Brinell
Pengujian kekerasan dengan metode Brinell bertujuan untuk menentukan kekerasan suatu material dalam bentuk daya tahan material terhadap bola baja (identor) yang di tekankan pada permukaan material uji tersebut (speciment).
Idealnya, pengujian Brinell diperuntukan bagi material yang memiliki kekerasan Brinell sampai 400 HB, jika lebih dari nilai tersebut maka disarankan menggunakan metode pengujian Rockwell ataupun Vickers. Angka Kekerasan Brinell (HB) di definisikan sebagai hasil bagi (Koefisien) dari beban uji (F) dalam Newton yang dikalikan dengan angka faktor 0,102 dan luas permukaan bekas luka tekan (injakan) bola baja (A) dalam milimeter persegi.
Gambar 2.5 Bentuk indentor brinell (Callister, 2001) http://blog.unsri.ac.id/amir/material-teknik/pengujian-kekerasan-
material/mrdetail/6808/
Di mana D adalah diameter bola penekan dengen ukuran 10mm, dengen beban f sebesar 500 Kg menekan permukaan benda kerja selama 15 detik. Angka kekerasan brinell disimbolkan dengan HB/BHN. Ketebalan maksimum spesimen sama dengan indentor, sedangkan jarak antar penjejakan sama dengan pengujian rockwell. Pengujian ini juga memerlukan permukaan yang datar dan halus.
Rumus perhitungan Brinell Hardness Number (BHN) terdapat pada persamaan 2.6 di bawah ini :
𝑩𝑯𝑵 =𝝅𝑫�𝑫−�𝑫𝟐𝐏𝟐−𝒅𝟐�………..[2.6 ]
Dimana: P = beban penekan (Kg)
D = diameter bola penekan (mm) d = diameter lekukan (mm)
Jejak penekanan yang relatif besar pada uji kekerasan brinell memberikan keuntungan dalam membagikan secara pukul rata ketidak seragaman lokal. Selain itu, uji brinell tidak begitu dipengaruhi oleh goresan dan kekerasan permukaan dibandingkan dengan uji kekerasan yang lain. Di sisi lain jejak penekanan yang besar ukuranya, dapat menghalangi pemakaian uji ini pada benda uji yang kecil atau tipis.
2.5.2.2 Metode Vickers
Pengujian kekerasan dengan metode Vickers bertujuan menentukan kekerasan suatu material dalam bentuk daya tahan material terhadap intan berbentuk piramida dengan sudut puncak 136 Derajat yang ditekankan pada
permukaan material uji tersebut. Angka kekerasan Vickers (HV) didefinisikan sebagai hasil bagi (koefisien) dari beban uji (F) dalam Newton yang dikalikan dengan angka faktor 0,102 dan luas permukaan bekas luka tekan (injakan) bola baja (A) dalam milimeter persegi.
2.5.2.3 Metode Rockwell
Skala yang umum dipakai dalam pengujian Rockwell adalah : - HRa (Untuk material dengan kekerasan sedang).
- HRb (Untuk material yang lunak).
- HRc (Untuk material yang sangat keras).
2.5.2.4 Metode Micro Hardness
Pada pengujian ini identornya menggunakan intan kasar yang di bentuk menjadi piramida. Bentuk lekukan intan tersebut adalah perbandingan diagonal panjang dan pendek dengan skala 7:1. Pengujian ini untuk menguji suatu material adalah dengan menggunakan beban statis. Bentuk identor yang khusus berupa knoop memberikan kemungkinan membuat kekuatan yang lebih rapat di bandingkan dengan lekukan Vickers. Hal ini sangat berguna khususnya bila mengukur kekerasan lapisan tipis atau mengukur kekerasan bahan getas dimana kecenderungan menjadi patah sebanding dengan volume bahan yang ditegangkan.
2.5.2 Pengujian Tensile (Tensile Test)
Uji tarik termasuk dalam pengujian bahan yang paling mendasar.
Pengujiannya sangat sederhana, tidak mahal dan sudah memiliki standarisasi di
seluruh dunia (Amerika ASTM E8-04 dan Jepang JIS 2241). Dengan melakukan uji tarik suatu bahan,maka akan diketahui bagaimana bahan tersebut bereaksi terhadap energi tarikan dan sejauh mana material itu bertambah panjang. Alat eksperimen untuk uji tarik ini harus memiliki cengkeraman (grip) yang kuat dan kekakuan yang tinggi (highly stiffness). Alat uji tarik dapat dilihat pada gambar 2.6.
Gambar 2.6 Mesin uji tarik (Tensile Test)
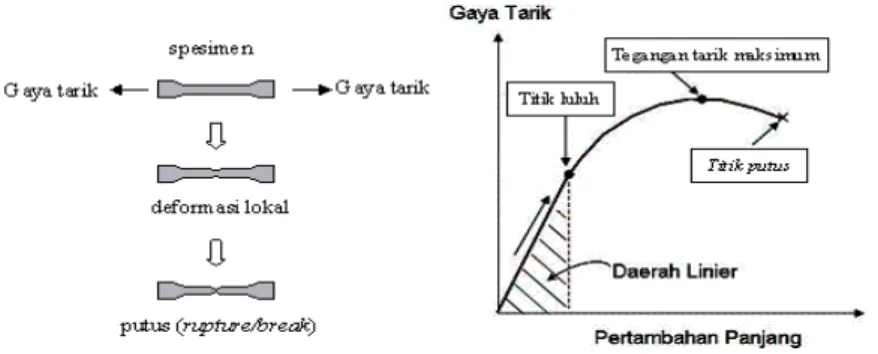
Bila gaya tarik terus diberikan kepada suatu bahan (logam) sampai putus, maka akan didapatkan profil tarikan yang lengkap berupa kurva seperti digambarkan pada Gambar 2.7 Kurva ini menunjukkan hubungan antara gaya tarikan dengan perubahan panjang. Profil ini sangat diperlukan dalam desain yang memakai bahan tersebut dan dapat dilihat pada gambar 2.7 standar ASTM E 8-04 untuk sheet-type.
Gambar 2.7 Kurva pengujian tarik (www.infometrik.com)
Hal paling penting dalam pengujian tarik adalah kemampuan maksimum bahan tersebut dalam menahan beban. Kemampuan ini umumnya disebut
“Ultimate Tensile Strength” disingkat dengan UTS, atau Tegangan Tarik Maksimum.
Detail profil uji tarik dan sifat mekanik logam adalah sebagai berikut :
Untuk keperluan analisa teknik pada umumnya, data yang didapatkan dari uji tarik dapat di generalisasi seperti pada Gambar 2.8 berikut:
Gambar.2.8 Profil data hasil uji tarik (www.infometrik.com)
Analisa uji tarik dimulai dari titik O sampai D sesuai dengan arah panah dalam gambar. Keterangannya adalah sebagai berikut:
− Batas elastic σE ( elastic limit)
Dalam Gambar.2.8 dinyatakan dengan titik A. Bila sebuah bahan diberi beban sampai pada titik A, kemudian bebannya dihilangkan, maka bahan tersebut akan kembali ke kondisi semula (tepatnya hampir kembali ke kondisi semula) yaitu regangan “nol” pada titik O (lihat inset dalam Gambar.2.8). Tetapi bila beban ditarik sampai melewati titik A, hukum Hooke tidak lagi berlaku dan terdapat perubahan permanen dari bahan. Terdapat konvensi batas regangan permamen (permanent strain) sehingga masih disebut perubahan elastis yaitu kurang dari 0.02%, tetapi sebagian referensi menyebutkan 0.005% .Tidak ada standarisasi yang universal mengenai nilai ini.
− Batas proporsional σp (proportional limit)
Titik sampai dimana penerapan hukum Hooke masih bisa ditolerir.Tidak ada standarisasi tentang nilai ini. Dalam praktek, biasanya batas proporsional sama dengan batas elastis.
− Deformasi plastis (plastic deformation)
Yaitu perubahan bentuk yang tidak kembali ke keadaan semula.Pada Gambar.2.8 yaitu bila bahan ditarik sampai melewati batas proporsional dan mencapai daerah landing.
− Tegangan luluh atas
σ
uy (upper yield stress)Tegangan maksimum sebelum bahan memasuki fase daerah landing peralihan deformasi elastis ke plastis.
− Tegangan luluh bawah
σ
ly (lower yield stress)Tegangan rata-rata daerah landing sebelum benar-benar memasuki fase deformasi plastis.Bila hanya disebutkan tegangan luluh (yield stress), maka yang dimaksud adalah tegangan ini.
− Regangan luluh
ε
y (yield strain)Regangan permanen saat bahan akan memasuki fase deformasi plastis.
− Regangan elastis
ε
e (elastic strain)Regangan yang diakibatkan perubahan elastis bahan. Pada saat beban dilepaskan regangan ini akan kembali ke posisi semula.
− Regangan plastis
ε
p (plastic strain)Regangan yang diakibatkan perubahan plastis.Pada saat beban dilepaskan regangan ini tetap tinggal sebagai perubahan permanen bahan.
− Regangan total (total strain)
Merupakan gabungan regangan plastis dan regangan elastis,
ε
T= ε
e+ε
p. Perhatikan beban dengan arah OABE.Pada titik B, regangan yang ada adalah regangan total.Ketika beban dilepaskan, posisi regangan ada pada titik E dan besar regangan yang tinggal (OE) adalah regangan plastis.− Tegangan tarik maksimum TTM (UTS, ultimate tensile strength)
Pada Gambar 2.8 ditunjukkan dengan titik C (
σ
β), merupakan besar tegangan maksimum yang didapatkan dalam uji tarik.− Kekuatan patah (breaking strength)
Pada Gambar 2.8 ditunjukkan dengan titik D, merupakan besar tegangan dimana bahan yang diuji putus atau patah.
Untuk hampir semua logam, pada tahap sangat awal dari uji tarik, hubungan antara beban atau gaya yang diberikan berbanding lurus dengan perubahan panjang bahan tersebut. Ini disebut daerah linier atau linear zone.
Tegangan yang terjadi adalah beban yang terjadi dibagi luas penampang bahan dan regangan adalah pertambahan panjang dibagi panjang awal bahan.
Berikut ini adalah table 2.3 sifat mekanis (pada Tension) dari bahan jenis logam paduan.
Tabel 2.3.Sifat mekanis (Pada Tension) bahan untuk jenis logam paduan.
Material
Yield Strength Tensile Strength
Mpa ksi Mpa ksi
Metal Alloysb
Molybdenum 565 82 655 95
Titanium 450 65 520 75
Steel (1020) 180 26 380 55
Nickel 138 20 480 70
Iron 130 19 262 38
Brass (70 Cu - 30 Zn) 75 11 300 44
Copper 69 10 200 29
Aluminium 35 5 90 13
2.6 Mikrostruktur (Metallography Test)
Struktur mikro merupakan butiran – butiran suatu benda logam yang sangat kecil dan tidak dapat dilihat dengan mata telanjang, sehingga perlu menggunakan mikroskop optik atau mikroskop elektron untuk pemeriksaan
butiran – butiran logam tersebut. Struktur material berkaitan dengan komposisi, sifat, sejarah dan kinerja pengolahan, sehingga dengan mempelajari struktur mikro akan memberikan informasi yang menghubungkan komposisi dan pengolahan sifat serta kinerjanya.
Analisis struktur mikro digunakan untuk menentukan apakah parameter struktur berada dalam spesifikasi tertentu dan di dalam penelitian digunakan untuk menentukan perubahan – perubahan struktur mikro yang terjadi sebagai akibat komposisi atau perlakuan panas.
Metalografi merupakan disiplin ilmu yang mempelajari karakteristik mikrostruktur suatu logam dan paduannya serta hubungannya dengan sifat-sifat logam dan paduannya tersebut. Ada beberapa metode yang dipakai yaitu:
mikroskop (optik maupun elektron), difraksi ( sinar-X, elektron dan neutron), analasis (X-ray fluoresence, elektron mikroprobe) dan juga stereometric metalografi. Pada praktikum metalografi ini digunakan metode mikroskop, sehingga pemahaman akan cara kerja mikroskop, baik optik maupun elektron perlu diketahui.
Analisa mikro adalah suatu analisa mengenai struktur logam melalui pembesaran dengan menggunakan mikroskop khusus metalografi. Dengan analisa mikro struktur, dapat di amati bentuk dan ukuran kristal logam, kerusakan logam akibat proses deformasi, proses perlakuan panas, dan perbedaan komposisi.
Sifat-sifat logam terutama sifat mekanis dan sifat fisis sangat dipengaruhi oleh mikro struktur logam dan paduannya, disamping komposisi kimianya. Struktur mikro dari logam dapat diubah dengan jalan perlakuan panas ataupun dengan proses perubahan bentuk (deformasi) dari logam yang akan diuji.
Pengamatan metalografi dengan mikroskop umumnya dibagi menjadi dua, yaitu:
1. Metalografi makro, yaitu pengamatan struktur dengan perbesaran 10 – 100 kali,
2. Metalografi mikro, yaitu pengamatan struktur dengan perbesaran di atas100 kali.
Alat pengujian metalografi dapat di tunjukkan pada gambar 2.9 berikut.
Gambar 2.9 Mikroskop optic
Gambar di atas yaitu alat uji struktur mikro, yang fungsinya untuk mengambil gambar dari spesimen yang diuji dengan ukuran 100, 200 dan 500 x pembesaran (metalografi).
2.6.1 Mounting Spesimen
Spesimen yang berukuran kecil atau memiliki bentuk yang tidak beraturan akan sulit untuk ditangani khususnya ketika dilakukan pengamplasan dan
pemolesan akhir. Sebagai contoh adalah spesimen yang berupa kawat, spesimen lembaran metal tipis, potongan yang tipis, dan lain-lain. Untuk memudahkan penanganannya, maka spesimen-spesimen tersebut harus ditempatkan pada suatu media (media mounting). Secara umum syarat-syarat yang harus dimiliki bahan mounting adalah:
1. Bersifat inert (tidak bereaksi dengan material maupun zat etsa) 2. Sifat eksoterimis rendah
3. Viskositas rendah 4. Penyusutan linier rendah 5. Sifat adhesi baik
6. Flowability baik, dapat menembus pori, celah dan bentuk ketidakteraturan yang terdapat pada spesimen
7. Khusus untuk etsa elektrolitik dan pengujian SEM, bahan mounting harus kondusif.
Media mounting yang dipilih haruslah sesuai dengan material dan jenis reagen etsa yang akan digunakan. Pada umumnya mounting menggunakan material plastik sintetik. Materialnya dapat berupa resin (castable resin) yang dicampur dengan hardener, atau bakelit. Penggunaan castable resin lebih mudah dan alat yang digunakan lebih sederhana dibandingkan bakelit, karena tidak diperlukan aplikasi panas dan tekanan. Namun bahan castable resin ini tidak memiliki sifat mekanis yang baik (lunak) sehingga kurang cocok untuk material- material yang keras. Teknik mounting yang paling baik adalah menggunakan thermosetting resin dengan menggunakan material bakelit. Material ini berupa bubuk yang tersedia dengan warna yang beragam. Thermosetting mounting
membutuhkan alat khusus, karena dibutuhkan aplikasi tekanan (4200 lb.in-2) dan panas (1490˚C) pada mold saat mounting.
2.6.2 Grinding (Pengamplasan) Spesimen
Sampel yang baru saja dipotong, atau sampel yang telah terkorosi memiliki permukaan yang kasar. Permukaan yang kasar ini harus diratakan agar pengamatan struktur mudah untuk dilakukan. Pengamplasan dilakukan dengan menggunakan kertas amplas yang ukuran butir abrasifnya dinyatakan dengan mesh. Urutan pengamplasan harus dilakukan dari nomor mesh yang rendah (hingga 150 mesh) ke nomor mesh yang tinggi (180 hingga 600 mesh). Ukuran grit pertama yang dipakai tergantung pada kekasaran permukaan dan ke dalaman kerusakan yang ditimbulkan oleh pemotongan. Hal yang harus diperhatikan pada saat pengamplasan adalah pemberian air. Air berfungsi sebagai pemindah geram, memperkecil kerusakan akibat panas yang timbul yang dapat merubah struktur mikro sampel dan memperpanjang masa pemakaian kertas amplas.
2.6.3 Polishing (Pemolesan) Spesimen
Setelah diamplas sampai halus, sampel harus dilakukan pemolesan.
Pemolesan bertujuan untuk memperoleh permukaan sampel yang halus, bebas goresan dan mengkilap seperti cermin dengan permukaan teratur. Permukaan sampel yang akan diamati di bawah mikroskop harus benar-benar rata. Apabila permukaan sampel kasar atau bergelombang, maka pengamatan struktur mikro akan sulit untuk dilakukan karena cahaya yang datang dari mikroskop dipantulkan
secara acak oleh permukaan sampel. Tahap pemolesan dimulai dengan pemolesan kasar terlebih dahulu kemudian dilanjutkan dengan pemolesan halus.
2.6.4 Etching (Etsa) Spesimen
Etsa merupakan proses penyerangan atau pengikisan batas butir secara selektif dan terkendali dengan pencelupan ke dalam larutan pengetsa baik menggunakan listrik maupun tidak ke permukaan sampel sehingga detil struktur yang akan diamati akan terlihat dengan jelas dan tajam. Untuk beberapa material, mikrostruktur baru muncul jika diberikan zat etsa. Sehingga perlu pengetahuan yang tepat untuk memilih zat etsa yang tepat.
2.7 Perhitungan Besar Butir
Ada beberapa metode yang dapat dilakukan untuk mengukur besar butir dari struktur mikro suatu material diantaranya dengan metode Planimetri yang dikembangkan oleh Jeffries. Dimana metode ini cukup sederhana untuk menetukan jumlah butir persatuan luas pada bagian bidang yang dapat dihubungkan pada standar ukuran butir ASTM E 112. Metode planimetri ini melibatkan jumlah butir yang terdapat dalam suatu area tertentu yang dinotasikan dengan NA. Secara skematis proses perhitungan menggunakan metode ini seperti pada gambar 2.10.
Gambar 2.10 Perhitungan butiran menggunakan metode planimetri
“Sumber: ASTM 112-96,2000”
Jumlah butir bagian dalam lingkaran (Ninside) ditambah setengah jumlah butir yang bersingungan (Nintercepted) dengan lingkaran dikalikan oleh pengali Jeffries (f) dapat dituliskan pada persamaan (2.4).
𝑁𝐴 = 𝑓 (𝑁𝑖𝑛𝑠𝑖𝑑𝑒+ 𝑁𝑖𝑛𝑡𝑒𝑟𝑐𝑒𝑝𝑡𝑒𝑑
2 ) ………[2.7]
Dimana pengali Jeffries yang dipergunakan tergantung pada perbesaran yang digunakan pada saat melihat struktur mikro dan dapat ditetuklan melalui tabel 2.4.
Tabel 2.4 Hubungan antara perbesaran yang digunakan dengan pengali Jeffries
Sumber: ASTM 112-96,2000