pada Toko Roti “X” Bakery
SKRIPSI
Oleh :
SOFIA DWI RIZANI
NPM. 0735010030
PROGRAM STUDI SISTEM INFORMASI
FAKULTAS TEKNOLOGI INDUSTRI
UPN ”VETERAN” JAWA TIMUR
SURABAYA
ii
Alhamdulillah Puji dan Syukur penulis ucapkan atas hadirat Allah Swt, zat Yang Maha Indah dengan segala keindahan-Nya. Alhamdulillah berkat Rahmat dan Hidayah-Nya kami dapat menyelesaikan laporan ini.
Akhirnya dengan segala kerendahan hati izinkanlah penulis untuk menyampaikan terima kasih dan penghargaan yang setinggi-tingginya kepada semua pihak yang telah berjasa memberikan motivasi dalam rangka menyelesaikan laporan ini.
Penulis juga mengucapkan terima kasih kepada semua pihak yang terkait, yang telah membantu dalam menyelesaikan laporan ini. Semoga kebaikan yang diberikan oleh semua pihak menjadi amal yang senantiasa mendapat balasan dan kebaikan yang berlipat ganda dari Allah Subhana wa Ta’ala.
Amin.
Akhir kata, penulis menyadari bahwa masih terdapat kekurangan dalam laporan ini, untuk itu saran dan kritik yang sifatnya membangun sangat kami harapkan.
Surabaya, 31 Januari 2012
iv
KATA PENGANTAR ... i
ABSTRAK ... iii
DAFTAR ISI ... iv
DAFTAR GAMBAR ... viii
BAB I PENDAHULUAN 1.1 Latar Belakang ... 1
1.2 Rumusan Masalah ... 2
1.3 Batasan Masalah ... 2
1.4 Tujuan ... 3
1.5 Manfaat ... 3
1.6 Sistematika Penulisan ... 4
BAB II LANDASAN TEORI 2.1 Pendahuluan tentang MRP ... 5
2.1.1 MRP dan JIT ... 7
2.1.2 Pendekatan Just In Time (JIT) ... 7
2.1.3 Syarat dan asumsi – asumsi MRP ... 9
2.2 Definisi MRP ... 10
2.2.1 Perbandingan metode tradisional ... 11
2.3 Tujuan Sistem MRP ... 12
2.4 Input MRP ... 15
2.5 Langkah – langkah dalam proses pengolahan MRP…………..19
2.6 Output MRP ... 26
v
3.1.3 Sistem Flow Permintaan dan Penerimaan Bahan…………28
3.2 Desain Sistem ... 30
3.2.1 Context Diagram ... 30
3.2.2 Entity Ralational Diagram ... 33
3.3 Struktur Tabel ... 34
3.3.1 Struktur table user……… 35
3.3.2 Struktur table Satuan ... 35
3.3.3 Struktur table Kategori ... 35
3.3.4 Struktur table Kemasan ... 36
3.3.5 Struktur table Barang ... 36
3.3.6 Struktur table BOM ... 36
3.3.7 Struktur table Order ... 37
3.3.8 Struktur table Order detail... 37
3.3.9 Struktur table Surat Permintaan Bahan ... 38
3.3.10 Struktur table Detail Surat Permintaan Bahan ... 38
3.3.11 Struktur table Tanda Terima Barang ... 38
3.3.12 Struktur table Detail Tanda Terima Barang ... 39
3.4 Desain interface aplikasi……….39
3.4.1 Desain Interface untuk login……… 39
3.4.2 Desain Interface untuk Tampilan awal ... 40
3.4.3 Desain Interface untuk Satuan ... 40
3.4.4 Desain Interface untuk Kategori ... 41
3.4.5 Desain Interface untuk Kemasan ... 41
vi
3.4.9 Desain Interface untuk Surat Permintaan Bahan ... 43
3.4.10 Desain Interface untuk Tanda Terima Barang ... 44
3.4.11 Desain Interface untuk Netting ... 44
3.4.12 Desain Interface untuk Lotting ... 45
3.4.13 Desain Interface untuk Off Setting ... 45
BAB IV IMPLEMENTASI SISTEM 4.1 Instalasi Program ... 47
4.1.1 Kebutuhan Perangkat Keras ... 47
4.1.2 Kebutuhan Perangkat Lunak ... 47
4.2 Hasil Sistem ... 48
4.2.1 Halaman Login ... 48
4.2.2 Halaman Utama ... 49
4.2.3 Halaman Master Satuan ... 49
4.2.4 Halaman tambah satuan ... 50
4.2.5 Halaman Master Kemasan ... 51
4.2.6 Halaman Tambah Kemasan ... 51
4.2.7 Halaman Master Kategori ... 52
4.2.8 Halaman Tambah Kategori ... 53
4.2.9 Halaman Master Bahan ... 53
4.2.10 Halaman Tambah barang Baru ... 54
4.2.11 Halaman Master BOM ... 55
4.2.12 Halaman Order ... 55
4.2.13 Halaman SPB ... 56
vii
4.2.17 Halaman Analisa Perhitungan Of setting ... 59
4.2.18 Halaman Analisa Perhitungan Exploding ... 60
BAB V UJI COBA 5.1 Uji Coba Sistem ... 60
5.1.1 Form Login ... 60
5.1.2 Form barang ... 62
5.1.3 Form Surat Permintaan Bahan ... 64
5.1.4 Form Tanda Terima Barang ... 64
5.1.5 Form Netting ... 65
5.1.6 Form Lotting ... 66
5.1.7 Form Off Setting………67
BAB VI PENUTUP 6.1 Kesimpulan ... 68
6.2 Saran ... 68
DAFTAR PUSTAKA ... 69
viii
Gambar 3.1 Dokumen Flow permintaan dan Penerimaan Barang ... 27
Gambar 3.2 Sistem Flow permintaan dan Penerimaan Barang ... 29
Gambar 3.3 Context Diagram ... 30
Gambar 3.4 DFD Level 0 ... 32
Gambar 3.5 DFD Level 1 Sub Transaksi ... 33
Gambar 3.6 CDM ... 34
Gambar 3.7 PDM ... 35
Gambar 3.13 Desain From Login ... 41
Gambar 3.14 Desain Interface Tampilan Awal ... 42
Gambar 3.15 Desain Interface Tampilan Satuan ... 42
Gambar 3.16 Desain Interface Tampilan Kategori ... 42
Gambar 3.17 Desain Interface Tampilan Kemasan ... 42
Gambar 3.18 Desain Interface Master Bahan ... 43
Gambar 3.19 Desain InterfaceBOM ... 43
Gambar 3.20 Desain Interface Order ... 44
Gambar 3.21 Desain Interface SPB ... 44
Gambar 3.22 Desain Interface TTB ... 45
Gambar 3.23 Desain Interface Netting ... 45
Gambar 3.24 Desain Interface Lotting ... 46
Gambar 3.25 Desain Interface Off setting ... 46
Gambar 4.1 Login Untuk admin ... 48
Gambar 4.2 Halaman Utama ... 49
Gambar 4.3 Halaman Satuan ... 50
ix
Gambar 4.7 Halaman Kategori ... 52
Gambar 4.8 Halaman Tambah Kategori ... 53
Gambar 4.9 Halaman barang ... 54
Gambar 4.10 Halaman Tambah Barang Baru ... 54
Gambar 4.11 Halaman Master BOM ... 55
Gambar 4.12 Halaman Order ... 56
Gambar 4.13 Halaman SPB... 56
Gambar 4.14 Halaman TTB ... 57
Gambar 4.15 Halaman Perhitungan Netting ... 58
Gambar 4.16 HalamanPerhitungan Lotting ... 58
Gambar 4.17 Halaman Perhitungan Off Setting ... 59
Gambar 5.1 Login ... 60
Gambar 5.2Login1 ... 61
Gambar 5.3 Login2 ... 61
Gambar 5.4 Login3 ... 61
Gambar 5.5 Form Barang ... 62
Gambar 5.6 Form Barang1 ... 63
Gambar 5.7 Form Order ... 61
Gambar 5.8 Surat Permintaan Bahan ... 64
Gambar 5.9 Tanda Terima Bahan ... 65
Gambar 5.10 Form Netting ... 65
Gambar 5.11 Form Lotting ... 66
iii Pembimbing II: Syurfah Ayu Ithriah S.Kom Penyusun : Sofia Dwi Rizani
ABSTRAKSI
Toko roti ‘X’ bakery merupakan industri pembuatan berbagai macam roti baik basah maupun kering. Sistem produksi saat ini belum menerapkan sistem perencanaan dan pengendalian terhadap kebutuhan bahan baku secara sempurna, sehingga masih sering kekurangan bahan baku, yang dapat menyebabkan keterlambatan proses produksi ataupun kelebihan persediaan bahan baku di gudang akibat pengiriman datang terlalu awal. Bila hal ini dibiarkan akan merugikan bagi perusahaan, sehingga perlu adanya suatu metode yang dapat memberikan solusi permasalahan pada perusahaan khususnya di bidang persediaan bahan baku.
Salah satu metode di dalam manajemen material adalah Material Requirements Planning (MRP). Penelitian ini bertujuan untuk merancang sistem MRP yang dapat merencanakan permintaan material pada perusahaan. Material Requirement Planning adalah suatu metode untuk menentukan apa, kapan dan berapa jumlah komponen dan material yang dibutuhkan untuk memenuhi kebutuhan dari suatu perencanaan produksi.Sistem Material Requirements Planning
mengakomodasikan safety stock sebagai cara untuk mengantisipasi ketidakpastian daripada kebutuhan material tersebut.menggunakan metode Lot for Lot (Kebutuhan bersih yang di hasilkan sama dengan ukuran pesanan/lot).
Penerapan sistem aplikasi ini dapat membantu kegiatan perencanaan bahan baku untuk proses produksi dapat dilakukan dengan baik sehingga dapat memproduksi dengan efektif dan efisien, meningkatkan kualitas pelayanan dengan adanya ready stock serta membantu manajemen dalam mengambil kebijakan/keputusan bisnis yang terkait dengan perencanaan bahan.
1
PENDAHULUAN
1.1 Latar Belakang Masalah
Toko roti “X” adalah sebuah perusahaan yang bergerak di bidang
produksi roti. Dalam melakukan kegiatan produksinya perusahaan ini
memerlukan banyak bahan baku seperti tepung terigu, gula, fernipan, keju, coklat,
susu dll. Untuk memenuhi kebutuhan bahan baku guna kepentingan produksi,
hendaknya toko roti “X” merencanakan dengan sebaik – baiknya sehingga
kelangsungan produksi pada perusahaan dapat tercapai. Fungsi terpenting dari
perusahaan adalah perencanaan dan pengendaliaan produksi, tugas dari bagian
tersebut adalah mengkordinasikan bagian seperti bahan baku, pekerja, dan
peralatan sedemikian rupa sehingga dapat memproduksi dengan efektif dan
efisien. Manfaat dari perencanaan adalah merencanakan produksi yang tepat
sehingga kekurangan dan kelebihan barang dapat di minimalkan. Maksud dari
perencanakan produksi adalah berusaha menggembangkan strategi yang tepat dan
di harapkan dapat meminimalkan biaya produksi, kelebihan bahan serta berusaha
untuk mengantisipasi permintaan akan konsumen dimasa yang akan datang.
Dari latar belakang di atas serta mengantisipasi atau mencegah agar tidak
terjadi kelebihan maupun kekurangan persediaan bahan baku pada perusahaan
akibat adanya jumlah permintaan yang cenderung tidak menentu sehingga perlu
adanya suatu metode yang dapat memberikan solusi permasalahan pada
Banyaknya metode dalam manajement material yang dapat di gunakan
untuk menentukan waktu dan volume pengadaan material , mengharuskan para
pengambil keputusan menguasai setiap metode pengadaan material dalam
manajemen material, mengetahui kelebihan dan kekurangan setiap metode
sehingga dapat menggunakan metode yang tepat sesuai dengan keadaan yang
dihadapi. Salah satu metode di dalam manajemen material adalah Material
Requirement Planning (MRP) yaitu suatu metode pemesanan material dengan
merencanakan persediaan bahan baku. Oleh karena itu dalam Tugas Akhir ini
akan dibuat program untuk menangani perencanaan kebutuhan material yang
dibutuhkan dalam proses produksi sehingga proses produksi dapat berjalan
dengan lancar dan tidak mendapat hambatan. Diharapkan dalam penerapan sistem
ini dapat membantu pengadaan barang dan produksi sehingga memperlancar
kegiatan perusahaan.
1.2 Perumusan Masalah
Berdasarkan latar belakang masalah diatas dapat dirumuskan beberapa
permasalahan antara lain:
a. Bagaimana mengetahui banyaknya bahan yang dibutuhkan perusahaan untuk
kelangsungan proses produksi pembuatan roti?
b. Bagaimana membuat suatu aplikasi yang dapat mengetahui jumlah stok
1.3 Batasan Masalah
Adapun batasan masalah adalah sebagai berikut:
a. Sistem ini hanya memberikan informasi mengenai rekomendasi jadwal
pesanan(order barang)
b. Menggunakan metode MRP (Material Requirement Planning) dalam
perencanaan kebutuhan bahan baku dalam proses produksi.
c. Hal yang berhubungan dengan masalah dana, seperti dana untuk pengadaan
material dianggap selalu tersedia.
d. Sistem hanya merencanakan pesanan yang terjadwal.
e. Aplikasi ini hanya digunakan pada jaringan lokal.
f. Sistem ini tidak menangani transaksi keluar masuk bahan di gudang.
g. Sistem ini tidak menangani transaksi penjualan(barang ke konsumen)
1.4 Tujuan
Tujuan yang ingin dicapai dari aplikasi sistem ini adalah membuat suatu
program aplikasi, sehingga :
a. Pengolahan dan Pengelolaan perencanaan bahan baku untuk proses produksi
dapat dilakukan dengan baik
b. Dapat meningkatkan kualitas pelayanan di toko roti “X” Bakery demi
memberikan kepuasan kepada para pelanggan dengan adanya ready stock.
c. Membantu manajemen dalam mengambil kebijakan/keputusan bisnis yang
1.5 Manfaat
Manfaat yang dapat diperoleh adalah :
a. Mempermudah manajemen perusahaan dalam merencanakan kebutuhan
bahan baku yang digunakan dalam proses produksi.
b. Mempermudah manajemen perusahaan mengetahui waktu yang tepat untuk
memesan bahan baku yang digunakan dalam proses produksi.
c. Mempermudah Bag. Produksi dalam melakukan pencarian data barang
maupun dalam melakukan kontrol persediaan (stok).
1.6 Sistematika Penulisan
Adapun garis besar penulisan Tugas Akhir ini adalah sebagai berikut :
Bab I : Pendahuluan
Bab ini berisi tentang latar belakang masalah, permasalahan yang
dihadapi, ruang lingkup masalah, batasan masalah, tujuan yang hendak dicapai,
metode pembahasan yang digunakan serta sistematika penulisan.
Bab II : Landasan Teori
Bab ini berisi teori-teori Material Requirement Planning atau Perencanaan
Kebutuhan Bahan dan juga teori mengenai Sistem Informasi yang berhubungan
dengan masalah yang akan dibahas dalam Tugas akhir ini. Hal ini sangat penting,
sebab merupakan landasan dalam pemecahan masalah dan sebagai alat ukur untuk
Bab III : Analisis dan Desain Sistem
Bab ini akan dijelaskan tentang gambaran aliran sistem serta perancangan
dan desain sistem dengan menggunakan Flow Chart, Data Flow Diagram, Entity
Relational Diagram dan perancangan file – file database yang akan dipakai dan
diperlukan oleh sistem.
Bab IV : Implementasi sistem
Bab ini berisi tentang setting awal penggunaan database dan implementasi
interface pada aplikasi yang dibuat.
Bab V : Uji Coba Sistem
Bab VI : Penutup
Bab ini berisi tentang simpulan dan saran dari keseluruhan Tugas Akhir
dan saran – saran yang dapat dijadikan bahan masukan yang berarti bagi
5
2.1 Pendahuluan tentang MRP
Menurut (Baroto,2002) Dalam suatu industri, permintaan terhadap item –
item produksi dapat di bedakan ke dalam dua tipe, yaitu permintaan tidak
bergantung (independent demand) dan permintaan bergantung (dependent
demand). Suatu item tersebut di anggap memiliki independent demand bila
permintaan terhadap item tersebut tidak dipengaruhi terhadap permintaan terhadap
item yang lain, permintaan hanya dipengaruhi oleh faktor pasar. Permintaan
terhadap produk jadi atau produk akhir umumnya bersifat independent, artinya
permintaan terhadapnya hanya dipengaruhi oleh kondisi pasar dan tidak
dipengaruhi oleh permintaan terhadap barang lain yang diproduksi terhadap
barang tersebut.
Sistem persediaan dalam suatu operasi atau lingkungan manufaktur
memiliki beberapa karakteristik tertentu yang sangat mempengaruhi terhadap
kebijaksanaan dalam perencanaan material. Pertanyaan mendasar yang sering
timbul dalam situasi kebijaksanaan persediaan tersebut adalah berapa jumlah dan
kapan dilakukan pemesanan, untuk memenuhi produksi yang diinginkan sesuai
dengan perencanaan dalam MPS (Master Production Schedule). Jawaban
pertanyaan tersebut tergantung dari sifat demand dari persediaan. Suatu demand
dikatakan independent apabila sesuai dengan pengalaman, dimana demand
lain. Demikian sebaliknya suatu demand dikatakan dependent apabila barang
tersebut merupakan bagian yang terpadu dari barang yang lain (ada hubungan
fisik).
Dalam situasi manufaktur, permintaan akan bahan baku, komponen,
sub-rakitan dan sebagainya bergantung pada rencana produksi untuk produk akhir.
Kebutuhan produksi untuk produk akhir, selanjutnya ditentukan oleh ramalan
penjualan. Metode perencanaan kebutuhan bahan Material reiquirement planning
memanfaatkan informasi mengenai kebergantungan pada permintaan ini untuk
mengelola persediaan dan pengendalian ukuran lot (pesanan) produksi dari
berbagai komponen yang diperlukan untuk membuat suatu produk akhir. Sasaran
manajerial dalam menggunakan perencanaan kebutuhan bahan adalah untuk
menghindari kehabisan persediaan sehingga produksi berjalan mulus, sesuai
rencana dan menekan investasi persediaan bahan baku dan barang setengah jadi.
Sistem MRP diproses untuk memenuhi akan kebutuhan yang sifatnya
dependent. Berdasarkan uraian diatas, maka jelaslah bahwa MRP lebih banyak
digunakan dilingkungan manufaktur yang melibatkan suatu proses assembling,
dimana kebanyakan permintaan terhadap barang bersifat bergantungan, sehingga
tidak diperlukan peramalan pada tingkat barang (komponen) ini. Pertanyaan yang
pertama dari hal diatas dapat terpenuhi jika mengetahui saat kebutuhan terpenuhi
sesuai dengan MPS dan LeadTime. Sedangkan pertanyaan kedua dipenuhi dengan
2.1.1 MRP dan JIT
MRP dapat dinyatakan sebagai teknik perencanaan dan penjadwalan,
sedangkan JIT (Just In Time) dapat dinyatakan sebagai cara menggerakkan bahan
baku secara cepat. Kedua konsep tersebut dapat diintegrasikan secara efektif
dengan melalui:
1. Tahap pertama, paket MRP dikurangi misalnya yang semula mingguan
menjadi harian atau jam-jaman. Paket dalam hal ini diartikan sebagai unit
waktu dalam sistem MRP.
2. Tahap kedua, rencana penerimaan yang merupakan bagian rencana pemesanan
perusahaan dalam sistem MRP dikomunikasikan melalui perakitan untuk
tujuan produksi secara berurutan.
3. Tahap ketiga, pergerakan persediaan di pabrik berdasarkan JIT.
4. Tahap keempat, setelah produksi selesai, dipindahkan ke persediaan seperti
biasa. Penerimaan produk ini menurunkan jumlah yang dibutuhkan untuk
rencana pemesanan selanjutnya pada sistem MRP.
5. Tahap terakhir menggunakan back flush yang berarti menggunakan bill of
material untuk mengurangi persediaan, berdasarkan pada penyelesaian
produksi suatu produk.
2.1.2 Pendekatan Just – In – Time (JIT)
Pendekatan Just – In – Time (JIT) menjaga arus material melalui pabrik
hingga minimum dengan menjadwalkan material agar tiba di stasiun kerja “tepat
Tujuan JIT : Agar meminimumkan biaya persediaan dan penanganan (keamanan
dan asuransi)
Manajemen material adalah "Suatu sistem yang mengkoordinasikan
aktivitas-aktivitas untuk merencanakan dan mengawasi volume dan waktu
terhadap pengadaan material melalui penerimaan/perolehan, perubahan bentuk,
dan perpindahan dari bahan mentah, bahan yang sedang dalam proses dan bahan
jadi. Keuntungan penggunaan manajemen material adalah sebagai berikut :
1. Pengontrolan dari persediaan menjadi lebih mudah dan sederhana.
2. Pekerjaan di bidang administrasi berkurang banyak.
3. Berbagai permasalahan dari jadwal pengiriman, permintaan darurat dan
penyimpanan dapat diminimalkan.
Perencanaan material secara detail dilakukan dengan MRP, yaitu
penggabungan aktifitas yang mempengaruhi koordinasi dari status usaha di dalam
perusahaan. Hal terpenting di dalam perencanaan material secara detail adalah
hubungan antara perencanaan, pembelian dengan permintaan yang meliputi
penjualan dan distribusi.
Penggabungan MRP dan JIT menghasilkan jadwal utama yang baik dan gambaran
kebutuhan yang akurat dari sistem MRP dan penurunan persediaan barang dalam
proses. Meski demikian, penggunaan sistem MRP dengan paket kecil saja sudah
bisa sangat efektif dalam mengurangi persediaan.
Pada dasarnya MRP terdiri dari jadwal induk produksi, daftar material,
dan catatan persediaan. Berdasarkan informasi dari jadwal induk produksi
diketahui permintaan suatu produk akhir. Lantas, dengan mengetahui komponen
bahan maupun merakit komponen disusun suatu perencanaan kebutuhan dari
komponen yang diperlukan. Output MRP tidak lain berbentuk jadwal pesanan
pembelian komponen kepada supplier atau bagian produksi dalam pengerjaan
perakitan komponen tertentu. Product explosion demikian terjadi karena demand
produk akhir di pecah ke dalam demand dari berbagai komponen produk tersbut.
Demand yang uniform dari satu periode ke periode lain menempatkan ukuran lot
optimal dapat dicari menggunakan metode EOQ, dan sebaliknya yang tidak
uniform metode lot-for-lot, part period balancing, period order quantity layak
memperoleh perhatian penggunaannya. Terbersit ingin merencanakan kebutuhan
barang dalam produksi maka teringat Material Requirements Planning salah satu
solusinya.Agar program MRP dapat berjalan dengan baik, dibutuhkan data jadwal
induk yang didapat berdasarkan pemesanan dan ramalan, struktur produksi dan
catatan bahan serta status persediaan yang nantinya terupdate dari hasil program
MRP tersebut. Sedangkan output dari program MRP sendiri tersebut berupa
laporan.
2.1.3 Syarat Dan Asumsi – Asumi Sistem MRP
Menurut (Baroto,2002) Syarat pendahuluan dari sistem MRP adalah
sebagai berikut:
1. Tersedianya jadwal induk produksi, dimana terdapat jadwal rencana dan
pesanan dari item/produk.
2. Item persediaan mempunyai identifikasi khusus. Jumlah komponen material
yang ditangani sangat banyak maka klasifikasi komponen/materiala harus jelas
3. Tersedianya struktur produk pada saat perencanaan..
4. Tersedianya catatan tentang keadaan persediaan untuk semua item yang
menyatakan keadaan persediaan sekarang dan yang akan
datang/direncanakan.
Sedangkan asumsi-asumsi dari sistem MRP adalah sebagai berikut :
1. Lead Time semua itern diketahui.
2. Setiap persediaan selalu ada dalam pengendalian.
3. Semua komponen yang diperlukan dapat disediakan pada saat perakitan akan
dilakukan.
2.2 Definisi Material Requirement Planning (MRP)
Menurut (Baroto,2002) Material Requirement Planning (MRP) adalah
suatu prosedur logis berupa aturan keputusan dan teknik transaksi berbasis
komputer yang dirancang untuk menejemahkan jadwal induk produksi menjadi
kebutuhan bersih untuk semua item. Sistem MRP di kembangkan untuk
membantu perusahaan manufaktur mengatasi kebutuhan akan item – item
dependent secara lebih baik dan efisien.
Di samping itu,sistem MRP dirancang untuk membuat pesanan- pesanan
produksi dan pembelian untuk mengatur aliran bahan baku dan persediaan dalam
proses sehingga sesuai dengan jadwal produksi untuk produk akhir. Hal ini
memungkinkan perusahaan memelihara tingkat minimum dari item – item yang
kebutuhannya dependent,tetapi tetap dapat menjamin terpenuhinya jadwal
Agar proses MRP dapat beroperasi, maka ia membutuhkan lima sumber
informasi utama yaitu:
1. Master Production Schedule (MPS) yang merupakan pernyataan definitif,
tentang produk akhir apa yang direncanakan perusahaan untuk diproduksi,
berapa kuantitas yang dibutuhkan, pada waktu kapan dibutuhkan dan bilamana
produk tersebut akan diproduksi.
2. Bill of Material (BOM), adalah daftar dari semua material, parts dan
sub-assemblies, serta kuantitas dari masing-masing yang diperlukan untuk
memproduksi satu unit produk.
3. Item master merupakan suatu file yang berisi informasi status tentang material,
parts, sub-assemblies dan produk-produk yang menunjukkan kuantitas yang
dialokasikan, waktu tunggu yang direncanakan, ukuran lot, stock pengaman,
kriteria lot sizing, toleransi untuk hasil dan berbagai informasi penting lainnya
yang berkaitan dengan suatu item.
4. Pesanan-pesanan, yang akan memberitahukan tentang berapa banyak dari
setiap item yang akan diperoleh sehingga akan meningkatkan stock on hand di
masa yang akan datang.
5. Kebutuhan-kebutuhan akan memberitahukan tentang berapa banyak dari setiap
item itu dibutuhkan sehingga akan mengurangi stock on hand di masa yang
akan datang.
2.2.1 Perbandingan Model Tradisional dengan Sistem MRP
Salah satu kesulitan dari model-model persediaan tradisional adalah
mempunyai sifat saling bergantung. Jika teknik tradisional dipakai untuk
menghitung persediaan tiap item, maka akan dijumpai usaha perhitungan yang
sangat banyak. Hal ini tentunya memakan banyak waktu dan hasilnya
kemungkinan besar tidak optimal dikarenakan permintaan kumponen yang secara
nyata mempunyai sifat saling bergantung. Sistern MRP bila diterapkan secara
benar akan mengurangi jumlah persediaan barang dan memperbaiki pelayanan
pengiriman. Persediaan yang terlalu banyak akan menyebabkan modal tertanam
pada persediaan, padahal seharusnya dapat digunakan untuk membiayai kegiatan
lain yang akan memberikan keuntungan.Pelayanan pengiriman dapat ditingkatkan
karena sistem MRP akan memberikan ketepatan dalam jumlah dan waktu
penyerahan Hal ini disebabkan oleh mekanisme atau prosedur dalarn sistem MRP
yang memungkinkan kondisi-kondisi nyata dapat dimasuklian dalam perhitungan
dimana dalam model tradisional harus diasumsikan.
2.3 Tujuan Sistem MRP
Menurut (Baroto,2002) Sistem MRP adalah suatu sistem yang bertujuan
untuk menghasilkan informasi yang tepat untuk rnelakukan tindakan yang tepat.
Tindakan ini juga merupakan dasar untuk membuat keputusan baru mengenai
pembelian atau produksi yang merupakan perbaikan atas keputusan yang telah
dibuat sebelumnya.
Ada empat tujuan yang menjadi ciri utama dari sistem MRP yaitu sebagai
berikut:
Menentukan secara tepat kapan suatu pekerjaan harus selesai atau material
harus tersedia untuk memenuhi permintaaan atas produk akhir yang sudah
direncanakan dalam jadwal induk produksi.
b. Menentukan kebutuhan minimal setiap item.
Dengan di ketahui kebutuhan akan produk akhir, sistem MRP dapat
menentukan secara tepat sistem penjadwalan (prioritas) untuk memenuhi semua
kebutuhan minimal setiap item
c. Menentukan pelaksanaan rencana pemesanan.
Memberikan indikasi kapan pemesanan atau pembatalan pemesanan harus
dilakukan. Pemesanan perlu dilakukan lewat pembelian atau dibuat pada pabrik
sendiri.
d. Menentukan penjadwalan ulang atau pembatalan atas suatu jadwal yang sudah
direncanakan.
Apabila kapasitas yang ada tidak mampu memenuhi pesanan yang
dijadwalkan pada waktu yang diinginkan" maka sistem MRP dapat memberikan
indikasi untuk melakukan rencana penjadwalan ulang (jika mungkin) dengan
menentukan prioritas pesanan jika realistik.Jika penjadwalan ulang ini masih tidak
memungkinkan untuk memenuhi pesanan, maka pembatalan atas suatu pesanan
harus dilakukan. Terkait dengan pengendalian atas bahan, maka sistem MRP
sebagai suatu sistem perencanaan dan pengendalian produksi berfungsi
menyeimbangkan antara permintaan (kebutuhan) dan kapasitas (kemampuan)
Sistem MRP mampu memberikan indikasi apabila tidak terjadi keseimbangan
Kunci keberhasilan dari faktor diatas haruslah ditunjang dengan suatu
sistem pengontrolan aliran bahan yang tepat untuk memenuhi jadwal permintaan
konsumen, yang didukung dengan sistem komputerisasi sebagai alat pembantu
dalam memudahkan proses pelaksanaannya. Sehubungan dengan pengontrolan
atas bahan/item yang dimaksudkan, rencana kebutuhan bahan sebagai suatu
sistem komputerisasi, berfungsi seperti timbangan yang berfungsi
menyeimbangkan antara kebutuhan dan kemampuan memenuhi kebutuhan dari
setiap item. Rencana kebutuhan bahan memberikan indikasi apabila terjadi
ketidak seimbangan antara kebutuhan dan kemampuan. Besarnya kebutuhan
digambarkan oleh jadwal induk produksi, struktur produk dan status persediaan.
Besarnya kemampuan untuk memenuhi suatu kebutuhan, dicerminkan oleh
besarnya barang setengah jadi, persediaan yang ada dan pesanan/pembelian yang
akan datang kemudian. Ketelitian atas perkiraan akan kemampuan ini tergantung
pada ketelitian pencatatan atas ketiga sumber informasi tersebut.
Tujuan dari sistem MRP adalah menghasilkan unit-unit pada saat
dibutuhkan, tanpa stock pengaman dan tanpa antisipasi pesanan mendatang
berikutya. Prosedur demikian konsisten dengan asas ukuran lot yang kecil, rutin,
persediaan rendah dan permintaan dependen. Akan tetapi apabila biaya
pemesanan nya signifikan atau manajemen tidak dapat menerapkan falsafah JIT
2.4 Input MRP
MRP memiliki beberapa komponen utama, terdiri dari sistem :
1. Master Production Schedule System (MPS)
MPS adalah suatu media perencanaan, memberitahukan apa yang bisa dan
apa yang harus diproduksi yang digunakan untuk menyeimbangkan antara
kebutuhan konsumen dengan kemampuan produksi perusahaan. pengertiannya
adalah pembuatan jadwal secara terperinci tentang apa material atau komponen
apa yang harus tersedia untuk membuat suatu produk? Jadwal harus mengikuti
rencana produksi yang telah ditentukan untuk semua output dalam suatu satuan
waktu tertentu, yang didalamnya sudah termasuk variasi input, rencana keuangan,
permintaan konsumen, kapabilitas rekayasa, fluktuasi persediaan, kinerja pemasok
dan pertimbangan lainnya.
Jadwal utama dapat diwujudkan dalam:
1. Produk akhir yang proses produksinya berkelanjutan (memproduksi agar
dapat menyimpan).
2. Pesanan konsumen dalam perusahaan.
3. Modul dalam perusahaan yang proses produksinya berulang.
MPS merepresentasikan permintaan atau kebutuhan yang akan datang. Metode
dalam penyusunan permintaan atau kebutuhan ini beraneka ragam tergantung dari
tipe bisnisnya. Dalam produksi untuk menyimpan dalam stok, kebutuhan yang
akan datang umumnya disusun berdasarkan perkiraan dari kebutuhan yang lalu.
Dalam produksi untuk memenuhi order. Order dari konsumen menjadi
representasi dari total kebutuhan akan produksi. Sumber – sumber yang
a. Customer Order
b. Dealer Order
c. Kebutuhan dari Gudang
d. Kebutuhan dari Service
e. Peramalan
f. Stock yang tersedia
g. Pemesanan Bahan
suatu rencana produksi yang menggambarkan
Merupakan suatu rencana produksi yang menggambarkan hubungan antara
kuantitas setiap jenis produk akhir yang diinginkan dengan waktu penyediaannya.
Secara garis besar pembuatan suatu MPS biasanya dilakukan atas tahapan-tahapan
sebagai berikut :
a. Identifikasi sumber permintaan dan jumlahnya, sehingga dapat diketahui
besarnya permintaan produk akhir setiap periodenya.
b. Menentukan besarnya kapasitas produksi dan kecepatan operasi yang
diperlukan untuk memenuhi permintaan yang telah diidentifikasikan,
perencanaan ini biasanya dilakukan pada tingkat agregat, sehingga masih
merupakan perencanaan global.
c. Menyusun rencana rinci dari setiap produk akhir yang akan dibuat. Tahap ini
merupakan penjabaran dari rencana agregat (global) sehingga akan didapat
rencana produksi setiap produk akhir yang dibuat dan perioda waktu
d. Hal penting yang diperhatikan dalam menyusun MPS adalah menentukan
panjang horison waktu perencanaan (Planning Horison) , yaitu banyaknya
periode waktu yang ingin diliput dalam penjadwalan.
Tabel 2.1 Tabel Jadwal Induk Produksi
2. Bill Of Material
Merupakan informasi dari penyusunan MRP untuk memproduksi suatu
produk tentang material apa saja yang dibutuhkan baik yang dibuat sendiri
maupun material yang dibeli pihak supplier. Informasi ini diperoleh dengan
menggambarkan dalam struktur produk sehingga pada akhirnya data tentang
material apa yang dibutuhkan dan berapa banyaknya untuk membentuk suatu
produk dapat diperoleh secara detail.
BOM adalah merupakan daftar dari komponen–komponen bahan yang
dibutuhkan untuk membuat suatu barang jadi (produk). sebuah daftar jumlah
komponen, campuran bahan, dan bahan baku yang diperlukan untuk membuat
suatu produk. Bill Of Material tidak hanya menspesifikasikan produksi, tapi juga
berguna untuk pembebanan biaya, dan dapat dipakai sebagai daftar bahan yang
digunakan dengan cara ini, biasanya dinamakan daftar pilih. Adapun jenis BOM
adalah:
1. Modular Bills yaitu bill of material yang dapat diatur di seputar modul produk,
modul merupakan komponen yang dapat diproduksi dan dirakit menjadi satu
unit produk.
2. Bill untuk perencanaan diciptakan agar dapat menugaskan induk buatan
kepada bill of materialnya. Sedangkan Phantom Bill adalah bill of material
untuk komponen, biasanya sub-sub perakitan yang hanya ada untuk sementara
waktu.
3. Low-level coding atas suatu bahan dalam bill of material diperlukan apabila
ada produk yang serupa, supaya dapat membedakannya diberikan kode. Setiap
barang inventori harus diidentifikasikan dengan sebuah part number (nomor
barang) seperti pemberian kode untuk bahan – bahan yang digunakan dalam
proses produksi, dengan tujuan untuk memberikan nama yang unik untuk
masing–masing barang yang berbeda. Cara – cara dalam pemberian nomor
barang :
1. Random yaitu pemberian nomor yang digunakan hanya sebagai pengenal
saja tanpa memiliki arti lain.
2. Significant yaitu pemberian nomor berdasarkan identifikasi suatu barang.
Seperti jenis, satuan, bentuk dan lainnya.
3. Semisignificant yaitu penggabungan dari cara Random dan Significant.
3. Data stok inventori
1. Manufacturing Inventory, terdiri dari :
a. Raw Materials
b. Semifinished Component Parts
c. Finished Component Parts
d. Sub assemblies
e. Component parts in process
f. Subassemblies in process
2. Distribution Inventory, terdiri dari :
a. Complete product di gudang
b. Complete product di transit
4. Lead Time
Merupakan waktu yang dibutuhkan oleh material dari saat order sampai
material itu diterima. Berapa lama waktu untuk mendapatkan komponen. Oleh
karena itu manajemen harus menentukan kapan produk diperlukan, sehingga
dapat menentukan waktu pembelian, produksi dan perakitan. Lead time terdiri
dari dua yaitu lead time pembelian untuk material yang dibeli dari supplier dan
lead time produksi untuk material yang diproduksi sendiri. MRP membutuhkan
data berupa waktu untuk mendapatkan Material dari Supplier dan waktu produksi
dari masing – masing hasil produksi.
2.5 Langkah – langkah dalam proses pengelolaan MRP
Kesepuluh teknik adalah sebagai berikut :
1. Fixed Order Quantity (FOQ) : Pendekatan menggunakan konsep jumlah
pemesanan tetap karena keterbatasan akan fasilitas. Mis : kemampuan gudang,
transportasi, kemampuan supplier dan pabrik. Jadi dalam menentukan ukuran
lot berdasarkan intuisi atau pengalaman sebelumnya.
2. Lot for Lot (LFL) : Teknik penetapan ukuran lot didasarkan atas dasar
pesanan diskrit. Di samping itu, teknik ini merupakan cara paling sederhana
dari semua teknik ukuran lot yang ada. Teknik ini selalu melakukan
perhitungan kembali (bersifat dinamis) terutama apabila terjadi perubahan pada
kebutuhan bersih. Penggunaan teknik ini bertujuan untuk meminimumkan
ongkos simpan, sehingga dengan teknik ini ongkos simpan menjadi nol. Oleh
karena itu, sering sekali digunakan untuk item-item yang mempunyai biaya
simpan per unit sangat mahal. Apabila dilihat dari pola kebutuhan yang
mempunyai sifat diskontinu atau tidak teratur.
3.Least Unit Cost (LUC) : Pendekatan menggunakan konsep pemesanan dengan
ongkos unit perkecil, Menetapkan ukuran lot dengan memperhitungkan
sejumlah periode demand sedemikian hingga total biaya per unit minimum.
Dimana jumlah pemesanan ataupun interval pemesanan dapat bervariasi.
Keputusan untuk pemesanan didasarkan :
4. Economic Order Quantity (EOQ) : Pendekatan menggunakan konsep minimasi
ongkos simpan dan ongkos pesan. Ukuran lot tetap berdasarkan hitungan
minimasi tersebut. Ukuran batch ditetapkan sama dengan EOQ.
Rumus EOQ
Q = √ 2CD / H
Dimana Q = jumlah pemesanan (unit)
D = total permintaan per rentang waktu perencanaan
C = biaya order per order
H = biaya simpan per unit
5. Period Order Quantity (POQ) : Pendekatan menggunakan konsep jumlah
pemesanan ekonomis agar dapat dipakai pada periode bersifat permintaan
diskrit, teknik ini dilandasi oleh metode EOQ. Dengan mengambil dasar
perhitungan pada metode pesanan ekonomis maka akan diperoleh besarnya
jumlah pesanan yan harus dilakukan dan interval periode pemesanannya
adalah setahun. Ukuran lot ditetapkan sama dengan kebutuhan aktual dalam
jumlah periode tertentu yang telah ditetapkan sebelumnya.
6. Part Period Balancing (PPB) : Pendekatan menggunakan konsep ukuran lot
ditetapkan bila ongkos simpannya sama atau mendekati ongkos pesannya.
Merupakan pendekatan yang lebih dimanis dalam menyeimbangkan biaya
pemasangan dan penahanan. Cara ini menggunakan informasi tambahan
dengan mengubah ukuran lot agar tercermin. Ukuran lot diputuskan melalui
7. Fixed Periode Requirment (FPR) : Pendekatan menggunakan konsep ukuran lot
dengan Periode tetap, dimana pesanan dilakukan berdasarkan periode waktu
tertentu saja. Besarnya jumlah pesanan tidak didasarkan oleh ramalan tetapi
dengan cara menggunakan penjumlahan kebutuhan bersih pada interval
pemesanan dalam beberapa periode yang ditentukan.
8. Least Total Cost (LTC) : Pendekatan menggunakan konsep ongkos total akan
di minimasikan apabila untuk setiap lot dalam suatu horison perencanan
hampir sama besarnya. Hal ini dapat dicapai dengan memesan ukuran lot yang
memiliki ongkos simpan perunit-nya hampir sama dengan ongkos
pengadaannya / unitnya.
((ongkos total) = (ongkos simpan + ongkos pengadaan))
9. Wagner Within (WW) : Pendekatan menggunakan konsep ukuran lot dengan
prosedur optimasi program linear, bersifat matematis. Tehnik penghitungan
yang mengasumsikan horizon waktu yang finite yang pada akhirnya ada
penambahan net requirement untuk mencapai strategi pemesanan. Pada
prakteknya ini sulit diterapkan dalam MRP karena membutuhkan perhitungan
yang rumit. Fokus utama dalam penyelesaian masalah ini adalah melekukan
minimasi penggabungan ongkos total dari ongkos set-up dan ongkos simpan
dan berusahan agar ongkos set-up dan ongkos simpan tersebut mendekati nilai
yang sama untuk kuantitas pemesanan yang dilakukan. Suatu batch diproduksi
hanya bila persediaan di tangan mencapai nol, dan ukuran lot ditentukan
sedemikian hingga besarnya persis sama dengan kebutuhan bersih untuk
10. Silver Mean (SM) : Menitik beratkan pada ukuran lot yang harus dapat
meminimumkan ongkos total per-perioda. Dimana ukuran lot didapatkan
dengan cara menjumlahkan kebutuhan beberapa periode yang berturut-turut
sebagai ukuran lot yang tentatif (Bersifat sementara), penjumlahan dilakukan
terus sampai ongkos totalnya dibagi dengan banyaknya periode yang
kebutuhannya termasuk dalam ukuran lot tentatif tersebut meningkat.
Besarnya ukuran lot yang sebenarnya adalah ukuran lot tentatif terakhir yang
ongkos total periodenya masih menurun. Mengkombinasikan beberapa
periode perencanaan (secara trial & error) untuk memperoleh rata-rata total
biaya yang minimum.Teknik ini mencoba mengkombinasikan beberapa
periode perencanaan untuk memperoleh rata-rata total biaya minimum.
Rata-rata total biaya minimum adalah penjumlahan biaya order dan biaya simpan
dari n periode dibagi dengan n.
Langkah-Langkah Dasar dalam penyusunan Proses MRP
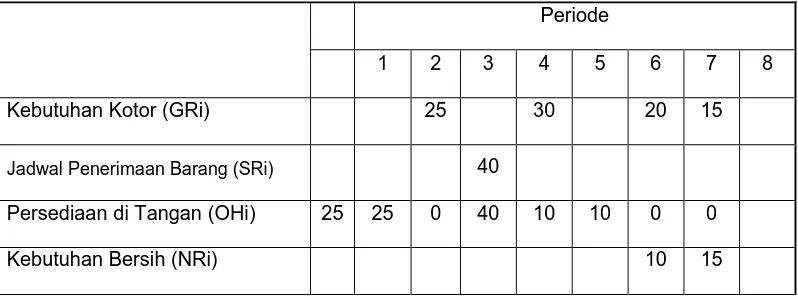
a. Netting (kebutuhan bersih) : Proses perhitungan kebutuhan bersih
untuk setiap periode selama horison perencanaan, yang diperoleh dari selisih
antara kebutuhan kotor dengan persediaan, selain itu juga dikurangi dengan
jumlah penerimaan terjadwal.
Data yang diperlukan:
a. Kebutuhan kotor untuk setiap perioda
b. Persediaan yang dipunyai pada awal perencanaan
NRi = GRi – SRi – OHi dengan NR = 0 bila GR – SR – OH < 0
Dimana:
NRi = Kebutuhan Bersih (Net Requirement/ NR) pada perioda ke i
GRi = Kebutuhan Kotor (Gross Requirement/ GR) pada perioda ke i
SRi = Jadwal penerimaan (Schedulling Receipt/ SR) pada perioda ke i
OHi = Persediaan di tangan (On Hand Inventory/ OH) pada perioda ke i
Contoh:
Netting
Periode
1 2 3 4 5 6 7 8
Kebutuhan Kotor (GRi) 25 30 20 15
Jadwal Penerimaan Barang (SRi) 40
Persediaan di Tangan (OHi) 25 25 0 40 10 10 0 0 Kebutuhan Bersih (NRi) 10 15
Gambar 2.1 Perhitungan Netting
b.Lotting (kuantitas pesanan) : suatu proses untuk menentukan besarnya jumlah
pesanan optimal untuk setiap item secara individual didasarkan pada hasil
perhitungan kebutuhan bersih yang telah dilakukan. Ada banyak alternative
metoda untuk menentukan ukuran lot. Beberapa teknik diarahkan untuk
meminimalkan total ongkos set-up dan ongkos simpan. Teknik-teknik tersebut
adalah teknik lot for lot, economic order quantity, fix order quantity dan fix
Contoh Lotting dengan Lot for lot:
Periode
1 2 3 4 5 6 7 8
Kebutuhan Kotor (GRi) 25 30 20 15
Jadwal Penerimaan Barang (SRi) 40
Persediaan di Tangan (OHi) 25 25 0 40 10 10 0 0 Kebutuhan Bersih (NRi) 10 15
Ukuran Lot 10 15
Gambar 2.2 Perhitungan Lotting
c.Offsetting (rencana pemesanan) : Bertujuan untuk menentukan kuantitas
pesanan yang dihasilkan proses lotting. Penentuan rencana saat pemesanan ini
diperoleh dengan cara mengurangkan saat kebutuhan bersih yang harus tersedia
dengan waktu ancang-ancang (Lead Time).
Contoh Off Setting:
Periode
1 2 3 4 5 6 7 8
Kebutuhan Kotor (GRi) 25 30 20 15
Jadwal Penerimaan Barang (SRi) 40 Persediaan di Tangan (OHi) 25 25 0 40 10 10 0 0 Kebutuhan Bersih (NRi) 10 15
Ukuran Lot 10 15
Rencana Pesan 10 15
d. Exploding : Merupakan proses perhitungan kebutuhan kotor untuk tingkat
(level) yang lebih bawah dalam suatu struktur produk, serta didasarkan atas
rencana pemesanan. Proses permintaan akan suatu barang merupakan suatu hal
yang perlu diperhitungkan dalam sistem perencanaan ini.
Kekurangan pasokan suatu bahan tertentu dapat mengakibatkan timbulnya
kekurangan – kekurangan yang lain dalam sistem secara keseluruhan. Dalam hal
ini, adanya persediaan merupakan suatu tindakan penanggulangan yang logis.
Persediaan dalam sistem kebutuhan dirancang untuk menyerap variasi acak dalam
jadwal pasokan. Waktu yang dibutuhkan untuk memproses pesanan melalui
sistem bersifat variabel karena faktor – faktor seperti penundaan, kerusakan
mesin, dan perubahan rencana. Selain itu kualitas aktual yang diserahkan dari
produksi bersifat variabel karena adanya produk yang ditolak (cacat). Akibatnya
dibutuhkan persediaan lain untuk menyerap variasi dalam waktu pasokan dan
dalam kualitas secara aktual. Dalam hal ini, harus dipertimbangkan akan adanya
persediaan maupun waktu tenggang (leadtime), akan tetapi dalam menetapkan
kedua hal diatas diusahakan jangan sampai penetapan persediaan dan lead time
malah mengakibatkan penumpukan persediaan. Melainkan dianjurkan untuk
melakukan upaya – upaya yang dapat mengurangi adanya variabilitas kebutuhan
ataupun waktu tenggang sehingga dapat diminimalisasi. Penentuan persediaan dan
lead time dilakukan dengan mempertimbangkan biaya kehabisan persediaan
2.6 Output MRP
Keluaran MRP sekaligus juga mencerminkan kemampuan dan ciri dari
MRP, yaitu :
1. Recommendation of planned order release (Rekomendasi jadwal pemesanan)
atau Planned Order Schedule (Jadwal Pesanan Terencana) adalah penentuan
jumlah kebutuhan material serta waktu pemesanannya untuk masa yang akan
datang.
2. Future planned order schedules (Jadwal order masa yang akan datang).
3. Item status analysis backup data (Data analisa terhadap status suatu barang).
4. Performance Report (Laporan Penampilan) suatu tampilan yang menunjukkan
sejauh mana sistem bekerja, kaitannya dengan kekosongan stock dan ukuran
27
3.1 Analisa Sistem Perusahaan saat ini
Dalam melakukan kegiatan produksinya. Toko roti “X” Bakery memiki
beberapa bagian yaitu :
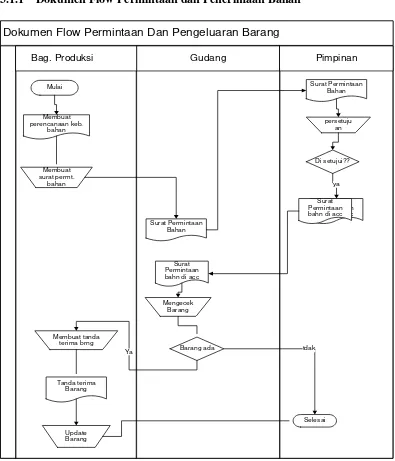
3.1.1 Dokumen Flow Permintaan dan Penerimaan Bahan
Dokumen Flow Permintaan Dan Pengeluaran Barang
Gudang Pimpinan
3.1.2 Analisa pada Sistem
Secara garis besar aplikasi program yang dirancang oleh penulis
merupakan sistem informasi yang sudah terkomputerisasi. Sistem yang lama
masih menggunakan Ms Excel dan Ms Word dalam pembuatan laporan, namun
dengan menggunakan sistem yang baru ini diharapkan laporan dapat langsung
tercetak berdasarkan data-data yang tersimpan di dalam database. Maka dilakukan
suatu prosedur pengembangan yaitu dengan menyusun system flow yang sudah
terkomputerisasi. System flow terkomputerisasi dijelaskan sebagai berikut:
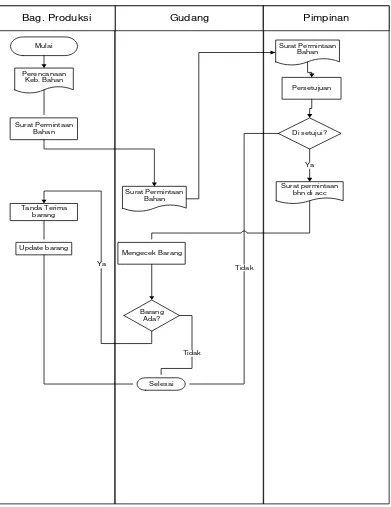
3.1.3 Sistem Flow Permintaan dan Penerimaan Bahan
Pada sistem flow permintaan dan penerimaan bahan ini alur data dimulai
dimana alur data dimulai dari bag.produksi yang melakukan perencanaan
kebutuhan bahan, berupa dokumen dan membuat surat permintaan bahan yang
akan di serahkan kepada bagian produksi, bagian gudang memberikan Surat
Permintaan Bahan dalam bentuk dokumen yang diberikan kepada pimpinan yang
selanjutnya akan diproses untuk mendapatkan persetujuan pimpinan. Bagian
gudang melakukan proses pengecekan barang apabila bahan habis proses selesai
sedangkan bahan ada bag gudang dan memberikan kepada bagian produksi
Bagian produksi membuat tanda terima barang dan update persediaan di bagian
produksi dapat dilihat pada Gambar 3.2 sistem flow permintaan dan penerimaan
Gudang Pimpinan
Gambar 3.2 Sistem Flow Permintaan dan Penerimaan Bahan
3.2 Desain Sistem
Dengan melihat dan menganalisis sistem yang sedang berjalan saat ini, maka
dilakukan suatu prosedur pengembangan yaitu dengan menyusun desain sistem
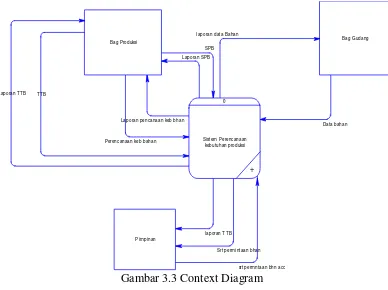
3.2.1Context Diagram
Merupakan pengembangan proses yang tertinggi dalam tingkatan (level)
dan berhubungan dengan beberapa entity yang terlibat langsung dengan
pengolahan data dalam sistem yang dibuat. Context diagram yang dimaksud
mengacu pada Gambar 3.3 dimana proses terhubung dengan 3 (tiga) entity yaitu
bag. produksi, bag.gudang serta pimpinan
Data flow diagram adalah alat yang digunakan untuk menggambarkan
arus data dalam sistem secara terstruktur dan jelas dengan menggunakan
notasi-notasi.
Laporan TTB TTB
Laporan SPB SPB
Laporan pencanaan keb bhan
Perencanaan keb bahan
srt permntaan bhn acc Srt permintaan bhan
Gambar 3.3 Context Diagram
Penjelasan :
Pada Contex Diagram seperti pada Gambar 3.3 terdapat tiga entity yaitu
Pimpinan, Bag. Produksi dan Bag. Gudang. Pimpinan mendapat output berupa
Surat permintaan bahan, Tanda terima bahan. Bag. Produksi mendapat output
surat permintaan bahan dan input berupa data perencanaan kebutuhan bahan,
tanda terima bahan, surat permintaan bahan Sedangkan Untuk Bag. Gudang
mendapat output berupa data Bahan, dan output Laporan data bahan,
Dt bahan
Data tanda terima bahan
Srt permintaan bhan
srt permntaan bhn acc Laporan pencanaan keb bhan
Perencanaan keb bahan
2 Tanda terima barang 4 Kategori
3 Surat Permintaan Bahan 5 Satuan
6 Kemasan
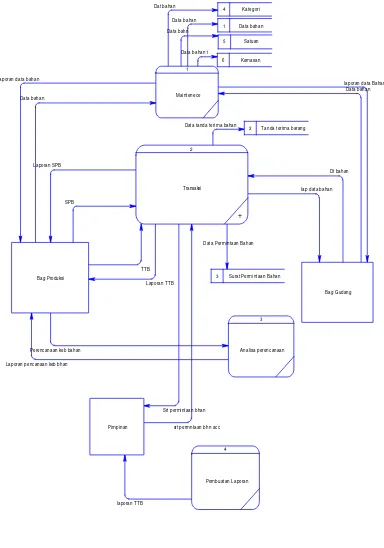
Penjelasan :
DFD Level 0 seperti pada Gambar 3.4 memiliki proses Sub Sistem
Maintenance, Transaksi, Analisa perencanaan dan Pembuatan Laporan.
lap data bahan Dt bahan
TTB
Laporan TTB Laporan SPB SPB Data Permintaan Bahan
Data tanda terima bahan srt permntaan bhn acc
Srt permintaan bhan
Bag Gudang
Bag Produksi Pimpinan
2 Tanda terima barang 1
Permintaan & prnerimaan bahan 3 Surat Permintaan Bahan
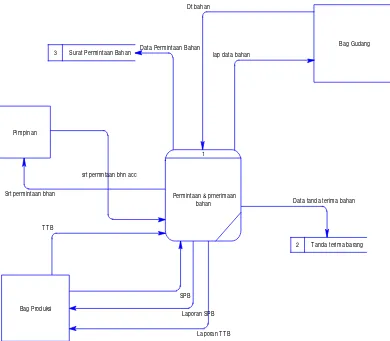
Gambar 3.5 DFD Level 1 Sub Sistem Transaksi
Penjelasan :
Pada Level 1 Sub Sistem Transaksi seperti pada Gambar 3.5 terdapat
laporan perhitungan lotting
laporan perhitungan exploding laporan perhitungan off setting
laporan perhitungan Netting
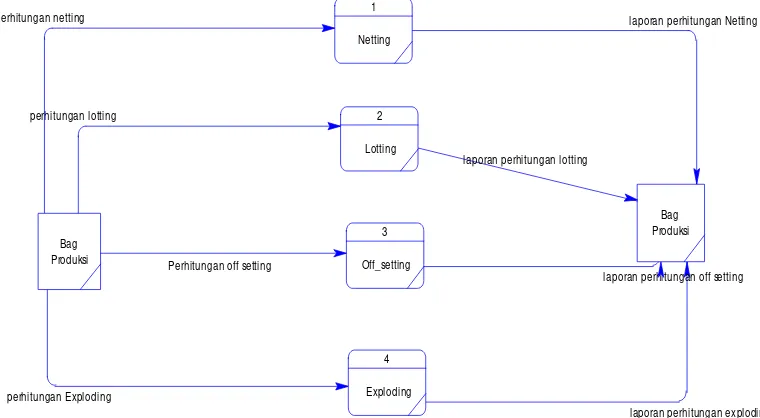
Gambar 3.6 DFD Level 2 Sub Sistem Analisa Perencanaan
Penjelasan :
Pada Level 2 Sub Sistem Analisa Perencanaan seperti pada Gambar 3.6
terdapat proses yaitu Netting, Lotting, Off Setting, Exploding
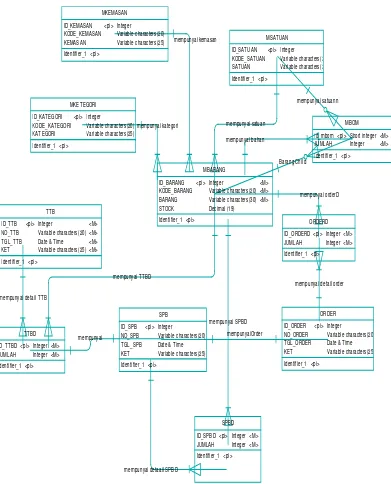
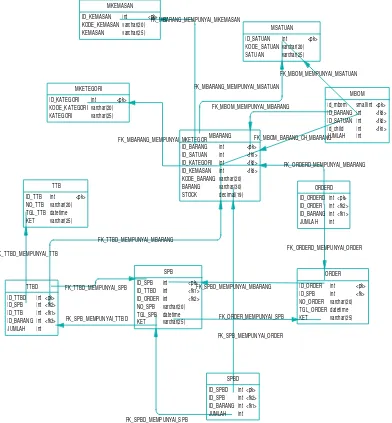
3.2.2Entity Relational Diagram (ERD)
ERD memiliki 2 (dua) model yaitu CDM (Conceptual Data Model) yang
menjelaskan suatu hubungan antar entity secara conceptual. Dimana tipe data
masing-masing tabel tidak ditampilkan pada CDM. Pada CDM ini terdapat 11
(Sebelas) tabel yang berelasi antar satu tabel dengan tabel lain. CDM yang
dimaksud mengacu pada Gambar 3.7, sedangkan yang kedua adalah model PDM
(Physical Data Model) yang menggambarkan hubungan antar entity secara fisik.
Pada PDM tipe data masing-masing tabel ditampilkan beserta ukuran (length) tiap
dideskripsikan pada PDM sehingga semua relasi yang mengacu pada primary key
tabel lain akan ditampilkan menjadi foreign key. PDM yang dimaksud mengacu
pada Gambar 3.8
Gambar 3.7 Conceptual Data Model
Gambar 3.8 Physical Data Model
3.3 Struktur Tabel
Struktur tabel merupakan uraian struktur fisik dari table-tabel yang
terdapat pada database tabel yang berfungsi untuk menyimpan data-data yang
saling berhubungan.
Adapun struktur tabel yang dibentuk untuk membangun aplikasi ini
adalah sebagai berikut.
3.3.1 User.
Pada tabel user berikut terdiri dari 3 (tiga) field, dimana field tersebut
terdiri dari : user_name, password dan hak seperti terlihat pada Tabel 3.1
Tabel 3.1 Struktur Tabel User
Field Tipe Data Length Keterangan
Username Varchar 25 PK Password Varchar 10 -
Hak Varchar 10 -
3.3.2 Master Satuan
Pada table master Satuan terdiri dari 3 (tiga) field, dimana field tersebut
terdiri dari : id_Satuan, Kode_Satuan, Satuan seperti pada Tabel 3.2
Tabel 3.2 Struktur Tabel Satuan
Field Tipe Data Length Keterangan
Id_Satuan Integer PK Kode_Satuan Varchar 10 - Satuan Varchar 10 -
3.3.3 Master Kategori
Pada table master kategori terdiri dari dari 3 (tiga) field, dimana field
tersebut terdiri dari : id_Kategori, Kode_Kategori, Kategori seperti pada Tabel 3.3
Tabel 3.3 Struktur Tabel Kategori
Field Tipe Data Length Keterangan
3.3.4 Master Kemasan
Pada table master Kemasan terdiri dari 3 (tiga) field, dimana field
tersebut terdiri dari : id_Kemasan, Kode_Kemasan, Kemasani seperti pada Tabel
3.4
Tabel 3.4 Struktur Tabel Kemasan
Field Tipe Data Length Keterangan
Id_Kemasan Integer PK Kode_Kemasan Varchar 10 - Kemasan Varchar 10 -
3.3.5 Master Barang/ Bahan
Pada tabel master Bahan terdiri dari dari 7 (tujuh) field, dimana field
tersebut terdiri dari : id_Barang, Kode_Barang, Barang,id_satuan, id_kemasan,
id_kategori, Stok seperti pada Tabel 3.5
Tabel 3.5 Struktur Tabel Barang
Field Tipe Data Length Keterangan
Id_Barang Integer PK Kode_Barang Varchar 10 - Barang Varchar 10 - Id_satuan Integer FK Id_kemasan Integer FK Id_Kategori Integer FK Stok Varchar 10
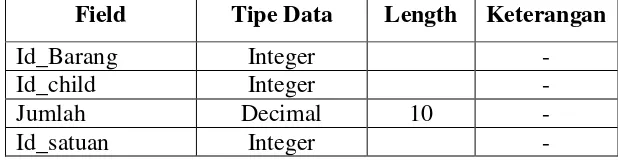
3.3.6 Master BOM
Pada tabel master BOM terdiri dari dari 3 (tiga) field, dimana field
Tabel 3.6 Struktur Tabel BOM
Field Tipe Data Length Keterangan
Id_Barang Integer -
Id_child Integer -
Jumlah Decimal 10 - Id_satuan Integer -
3.3.7 Order
Pada tabel Order terdiri dari dari 4 (empat) field, dimana field tersebut
terdiri dari : id_Order, Kode_Order, tgl_Order, Keterangan seperti pada Tabel 3.7
Tabel 3.7 Struktur Tabel Order
Field Tipe Data Length Keterangan
Id_Order Integer PK
Kode_Order Varchar 10 - Tgl_Order Datetime - Keterangan Varchar 20
3.3.8 Order Detail
Pada table Order Detail terdiri dari dari 4 (empat) field, dimana field
tersebut terdiri dari : id_Order _detail, id_Barang, Jumlah, Id_Order seperti pada
Tabel 3.8
Tabel 3.8 Struktur Tabel Order Detail
Field Tipe Data Length Keterangan
Id_Order_Detail Integer PK Id_barang Integer FK
Id_Order Integer FK
3.3.9 Surat Permintaan Barang
Pada table Surat Permintaan Barang terdiri dari 4 (empat) field, dimana
field tersebut terdiri dari : id_SPB, No_SPB, TGL_SPB, Keterangan seperti pada
Tabel 3.9
Tabel 3.9 Struktur Tabel Surat Permintaan Bahan
Field Tipe Data Length Keterangan
Id_SPB Integer PK
No_SPB Varchar 10 - Tgl_SPB Datetime 10 - Keterangan Varchar 20
3.3.10 Detail Surat Permintaan Barang
PadaTabel Detail Surat Permintaan Barang terdiri dari dari 6 (enam) field,
dimana field tersebut terdiri dari : id_Detail_SPB, id_Order, id_Order_Detail,
id_Barang, jumlah, id_SPB seperti pada Tabel 3.10
Tabel 3.10 Struktur Tabel Surat Permintaan Barang
Field Tipe Data Length Keterangan
Id_Detail_SPB Integer PK
Id_Order Integer FK
Id_Barang Integer FK Jumlah Integer
Id_SPB Integer FK
3.3.11 Tanda Terima Barang
Pada tabel master kategori terdiri dari 4 (Empat) field, dimana field
tersebut terdiri dari : id_TTB, No_TTB, Tgl_TTB, Keterangan seperti pada Tabel
Tabel 3.11 Struktur Tabel Tanda Terima Barang
Field Tipe Data Length Keterangan
Id_TTB Integer PK
No_TTB Varchar 10 -
Tgl_TTB Datetime -
Keterangan Varchar 20
3.3.12 Detail Tanda Terima Barang
Pada tabel master kategori terdiri dari 6 (tiga) field, dimana field tersebut
terdiri dari : id_Detail_TTB, Id_SPB, Id_Detail_SPB, Id_Barang, Jumlah,
Id_TTB seperti pada Tabel 3.12
Tabel 3.12 Struktur Tabel Detail Tanda Terima Barang
Field Tipe Data Length Keterangan
Id_Detail_TTB Integer PK
Id_SPB Integer FK
Id_Barang Integer FK Jumlah Integer
Id_TTB Integer FK
3.4 Desain Interface Aplikasi
Untuk menjalankan aplikasi ini dibutuhkan beberapa form yang digunakan
sebagai sarana untuk melakukan proses yang dibutuhkan.
3.4.1 Desain interface untuk login
Pada desain form login ini nantinya berfungsi untuk mengakses form
utama sehingga pengguna harus memasukkan user id dan password selanjutnya
Gambar 3.13 Desain From Login
3.4.2 Desain Interface untuk Tampilan awal
Desain ini sebagai tampilan awal sebelum masuk ke proses selanjutnya
Gambar 3.14 Desain tampilan awal
3.4.3 Desain Interface untuk Satuan
Desain interface ini nantinya akan berfungsi untuk menyimpan, mengedit
Gambar 3.15 Desain interface Satuan
3.4.4 Desain Interface Untuk Kategori
Desain interface ini nantinya akan berfungsi untuk menyimpan,
mengedit,dan menghapus data Kategori.
Gambar 3.16 Desain Interface Kategori
3.4.5 Desain Interface untuk Kemasan
Desain interface ini nantinya akan berfungsi untuk menyimpan,menggedit,
dan menghapus data Kemasan.
3.4.6 Desain Interface untuk Master Barang/Bahan
Desain interface ini nantinya akan berfungsi sebagai tempat
menyimpan,menggedit,danmenghapus data Bahan
Gambar 3.18 Desain Interface untuk Master bahan
3.4.7 Desain Interface untuk BOM (Bill Of Material)
Desain interface ini nantinya akan berfungsi untuk menyimpan ,menggedit
dan menghapus data BOM (Bill Of Material)
3.4.8 Desain Interface Untuk Order
Desain interface ini nantinya akan berfungsi untuk menyimpan, mengedit
dan menghapus semua data Order
Gambar 3.20 Desain Interface untuk Order
3.4.9 Desain Interface untuk Surat Permintaan Bahan
Desain interface ini nantinya akan berfungsi untuk menyimpan,mengedit
Gambar 3.21 Desain Interface untuk SPB
3.4.10 Desain Interface untuk Tanda Terima Bahan
Desain interface ini nantinya akan berfungsi untuk menyimpan,
menghapus dan menggedit semua data Tanda terima bahan
Gambar 3.22 Desain Interface untuk TTB
3.4.11 Desain Interface untuk Netting
Desain interface ini nantinya akan berfungsi untuk menghitung semua
Gambar 3.23 Desain Interface untuk Netting
3.4.12 Desain Interface untuk Loting
Desain interface ini nantinya akan berfungsi untuk menghitung semua
data Perhitungan perencanaan Loting
Gambar 3.24 Desain Interface untuk Lotting
3.4.13 Desain Interface untuk Off Setting
Desain interface ini nantinya akan berfungsi untuk menghitung semua
60
5.1 Uji Coba Sistem
Pada tahap uji coba sistem akan menjelaskan tentang
kesalahan-kesalahan pada aplikasi dan Evaluasi dilakukan dengan memperhitungkan waktu
yang dibutuhkan dalam tiap proses yang dilakukan oleh aplikasi ini. Tahap uji
coba sistem bisa dijelaskan sebagai berikut :
5.1.1 Form Login
Dalam pengujian menu login, di harapkan pengecekan di lakukan secara
benar,apabila username dan password tidah di isi maka akan muncul alert
“Masukkan username dan password” yang di tunjukkan seperti Gambar 5.1
Gambar 5.1 Login
Apabila username tidak di isi sedangkan password di isi “admin” maka
Gambar 5.2 Login1
Dan apabila Username di isi “admin” sedangkan passwordnya tidak di isi
maka akan muncul alert “masukkan password”
Gambar 5.3 Login2
Apabila username dan password di isi dengan benar maka akan ke halaman utama
5.1.2 Form Barang / Bahan
Sebelum memasukkan data bahan ke dalam master bahan terlebih dulu
mengecek data bahan yang ada pada master bahan yang di tunjukan pada gambar
5.5 merupakan semua data bahan yang telah tersimpan dalam database tabel
Mbarang.
Gambar 5.5 Form Barang/ Bahan
Dalam pengujian master barang bagian produksi bisa melihat semua bahan
dan juga dapat menginputkan barang baru yang tidak terdapat dalam database.
Isikan kode,nama barang,satuan ,kemasan,dan kategori. Apabila bahan yang di
inputkan sama maka akn muncul alert ” Kode barang dan barang yang anda
Gambar 5.6 Form Barang1
5.1.3 Form Surat Permintaaan Bahan
Dalam pengujiaan Surat Permintaan Bahan bagian produksi terlebih
dahulu menginputkan order,yang nantinya dari order akan bisa meminta bahan
yang di sebut dengan Surat Permintaan Bahan
.
Order yang di simpan adalah order nomer “009” yang selanjutnya akan di
lakukan permintaan bahan kepada bagian gudang.
Gambar 5.8 Surat Permintaan Bahan
Dari order yang di inputkan dan di simpan ke dalam database table Order
maka surat permintaaan bahan akan bisa di lakukan atas nomer order “009”,hal itu
dapat di lihat pada Gambar 5.8.
5.1.4 Form Tanda Terima Bahan
Dalam uji coba ini Tanda Terima Bahan baru bisa di proses apabila sudah
terjadi proses surat permintaan bahan.hal ini dapat di lihat pada Gambar 5.9 atas
Gambar 5.9 Tanda Terima Bahan
5.1.5 Netting
Dalam uji coba netting rumus yang di gunakan adalah NRi = GRi – SRi –
OHi dengan NR = 0 bila GR – SR – OH < 0. Isikan periode dan tahun yang di
butuhkan lalu isikan persediaan minimal ada di gudang.
Dalam uji coba tresebut di jelaskan bahwa kebutuhan kotor di dapat dari
order yang di terima, sedangkan jadwal penerimaan berdasarkan tanda terima
bahan. Periode minggu ke-14 sampai dengan periode minggu ke-17 tahun 2012
untuk barang Telur ayam , Persediaaan 5. Nilai 25 pada kebutuhan bersih
periode ke 16 karena pada periode ke-14 terdapat persediaan 5 karena tidak ada
order dan jadwal penerimaan barang maka persediaannya tetap 5, sedangkan di
periode ke-15 ada order 50 dan jadwal permintaan barang sebayak 50 maka
persediaan barang akan tetap 5 karena tidak ada selisih yang terjadi. Sedangkan di
minggu ke16 ada order 30 dan tidak ada jadwal penerimaan barang dan
persediaan masih 5 maka terjadi kebutuhan bersih 25.
5.1.6 Lotting
Dalam uji coba ini cuma mencari ukuran lot (pesanan ) yang optimal untuk
setiap item berdasarkan perhitungan bersih. Hal ini dapat di lihat seperti Gambar
5.10.
Dalam uji coba tresebut di jelaskan bahwa kebutuhan kotor di dapat dari
order yang di terima, sedangkan jadwal penerimaan berdasarkan tanda terima
bahan. Periode minggu ke-14 sampai dengan periode minggu ke-17 tahun 2012
untuk barang Telur ayam , Persediaaan 5. Nilai 25 pada kebutuhan bersih
periode ke 16 karena pada periode ke-14 terdapat persediaan 5 karena tidak ada
order dan jadwal penerimaan barang maka persediaannya tetap 5, sedangkan di
periode ke-15 ada order 50 dan jadwal permintaan barang sebayak 50 maka
persediaan barang akan tetap 5 karena tidak ada selisih yang terjadi. Sedangkan di
minggu ke16 ada order 30 dan tidak ada jadwal penerimaan barang dan
persediaan masih 5 maka terjadi kebutuhan bersih 25, dan rencana penerimaan /
lotting juga 25
5.1.7 Form Off setting
Dalam uji coba ini rencana loting akan dapat menentukan saat yang tepat
dalam melakukan rencana pesanan dalam rangka memenuhi kebutuhan bersih.
Dalam uji coba tresebut di jelaskan bahwa kebutuhan kotor di dapat dari
order yang di terima, sedangkan jadwal penerimaan berdasarkan tanda terima
bahan. Periode minggu ke-14 sampai dengan periode minggu ke-17 tahun 2012
untuk barang Telur ayam , Persediaaan 5. Nilai 25 pada kebutuhan bersih
periode ke 16 karena pada periode ke-14 terdapat persediaan 5 karena tidak ada
order dan jadwal penerimaan barang maka persediaannya tetap 5, sedangkan di
periode ke-15 ada order 50 dan jadwal permintaan barang sebayak 50 maka
persediaan barang akan tetap 5 karena tidak ada selisih yang terjadi. Sedangkan di
minggu ke16 ada order 30 dan tidak ada jadwal penerimaan barang dan
persediaan masih 5 maka terjadi kebutuhan bersih 25, dan rencana penerimaan/
loting 25, dan rencanan pemesanannnya di majukin 2 periode, dan terjadi di
68
Pada bab ini, akan menjelaskan kesimpulan dan saran untuk pengembangan
lebih lanjut dari aplikasi yang telah dibuat. Kesimpulan yang diambil berasal dari
hasil dan analisa uji coba yang telah dilakukan.
6.1 Kesimpulan
a. Aplikasi metode MRP memberikan informasi perencanaan kebutuhan bahan
(Bill Of Material), jadwal pesanan dan persediaan bahan
b. Dengan adanya sistem ini user tidak perlu menghitung stock secara manual.
Dan dengan adanya sistem ini user dapat mengetahui stock secara riil.
6.2 Saran
Sistem yang telah di terapkan dalam tugas akhir ini dapat di kembangkan lagi:
a. Untuk memudahkan user dalam mengatur keuangan dalam perusahaan sistem
ini dapat di kembangkan dengan menghubungkan dengan sistem informasi
akuntansi
b. Untuk memudahkan bagian Produksi dan bagian Gudang sistem ini dapat di
69
Graha Ilmu.
Baroto, T. (2002). Perencanaan dan pengendaliaan produksi. pejanten barat
Jakarta: Gralia Indonesia.
George, W.P.,(1994) Material requirement planning ( 2nd Ed.), Singapore:
McGRAW HILL
J.ALam, M. A. (2005). Belajar Sendiri Pemrogaman Visual Basic dalam SQL
Server 7.0 & 2005. Bandung: PT Elex Media Komputindo.
Kristianto, Andri,(2003) Perancangan Sistem Informasi dan
Aplikasinya.Yogyakarta: Gava Media
Kusumo Suryo Ario Drs.,(2003) Buku Latihan Pemrograman Database dengan
Visual Basic 6.0, Jakarta:PT. Elex Media Komputindo.
STIKOM, L. K. Modul Praktikum Pemrogaman Visual II. Surabaya: Sekolah
Tinggi Manajemen Informatika & Teknik Komputer.
Yuswanto, S. R. (2008). Pemrograman Visual. Surabaya: Stikom .
Yuswanto, Soetam Rizky, Tan Amelia. (2008). Pemrogaman Visual I. Surabaya: