PABRIK TEPUNG TAPIOKA
DENGAN PROSES EKSTRAKSI
PRA RENCANA PABRIK
Oleh :
GALIH NOVIANTO
0631010092
JURUSAN TEKNIK KIMIA FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN” JAWA TIMUR
KATA PENGANTAR
Dengan mengucapkan rasa syukur kepada Tuhan Yang Maha Esa dan dengan segala rahmat serta karuniaNya sehingga penyusun telah dapat menyelesaikan Tugas Akhir “Pra Rencana Pabrik Tepung Tapioka Dengan Proses Ekstraksi”, dimana Tugas Akhir ini merupakan tugas yang diberikan sebagai salah satu syarat untuk menyelesaikan program pendidikan kesarjanaan di Jurusan Teknik Kimia, Fakultas Teknologi Industri, Universitas Pembangunan Nasional Surabaya.
Tugas Akhir “Pra Rencana Pabrik Tepung Tapioka Dengan Proses Ekstraksi” ini disusun berdasarkan pada beberapa sumber yang berasal dari beberapa literatur , data-data , majalah kimia, dan internet.
Pada kesempatan ini kami mengucapkan terima kasih atas segala bantuan baik berupa saran, sarana maupun prasarana sampai tersusunnya Tugas Akhir ini kepada :
1. Bapak Ir. Sutiyono, MT
Selaku Dekan FTI UPN “Veteran” Jawa Timur 2. Ibu Ir. Retno Dewati, MT
Selaku Ketua Jurusan Teknik Kimia, FTI,UPN “Veteran” Jawa Timur. 3. Bapak Dr.Ir. Edi Mulyadi, SU
selaku dosen pembimbing.
5. Seluruh Civitas Akademik Jurusan Teknik Kimia , FTI , UPN “Veteran” Jawa Timur.
6. Kedua orangtua kami yang selalu mendoakan kami.
7. Semua pihak yang telah membantu , memberikan bantuan, saran serta dorongan dalam penyelesaian tugas akhir ini.
Kami menyadari bahwa tugas akhir ini masih jauh dari sempurna, karena itu segala kritik dan saran yang membangun kami harapkan dalam sempurnanya tugas akhir ini.
Sebagai akhir kata, penyusun mengharapkan semoga Tugas Akhir yang telah disusun ini dapat bermanfaat bagi kita semua khususnya bagi mahasiswa Fakultas Teknologi Industri jurusan Teknik Kimia.
INTISARI
Perencanaan pabrik tepung tapioka ini diharapkan dapat berproduksi dengan kapasitas 35.000 ton tepung tapioka/tahun dalam bentuk solid. Pabrik beroperasi secara kontinyu berjalan selama 24 jam tiap hari dan 330 hari kerja dalam setahun.
Kegunaan terbesar dari tepung tapioka adalah pada bidang industri makanan, dimana tepung tapioka berfungsi sebagai bahan baku pembuatan berbagai macam roti. Tepung tapioka digunakan pada industri kimia sintesa dan industri pelarut organik dan resin berbasis pati singkong di Indonesia. Secara singkat, uraian proses dari pabrik tepung tapioka sebagai berikut :
Pertama-tama singkong dibersihkan dari kotoran, kemudian dengan air singkong dicuci. Singkong kemudian dihaluskan . Setelah dihaluskan, diperoleh starch singkong. Starch singkong dipisahkan sehingga diperoleh pati singkong kemudian dikeringkan dan dihaluskan sebagai produk akhir tepung tapioka.
Pendirian pabrik berlokasi Ponorogo dengan ketentuan :
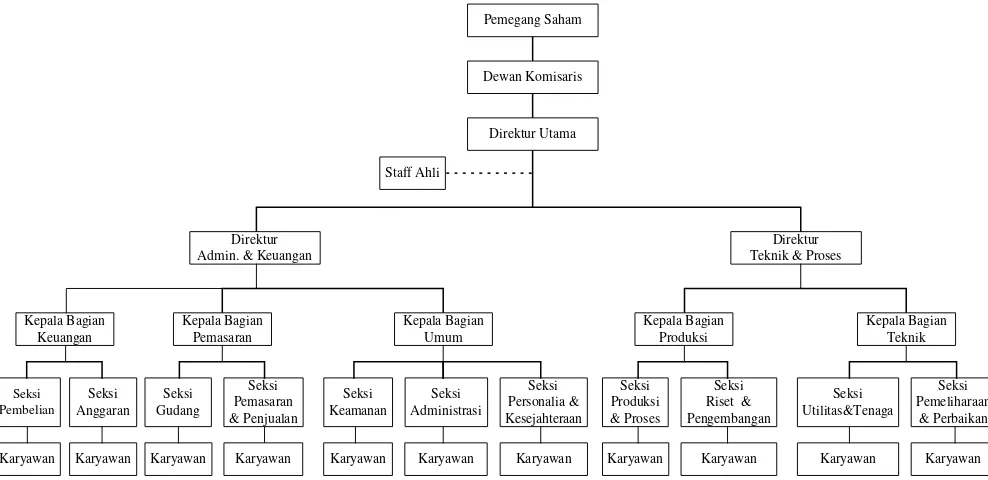
Bentuk Perusahaan : Perseroan Terbatas Sistem Organisasi : Garis dan Staff
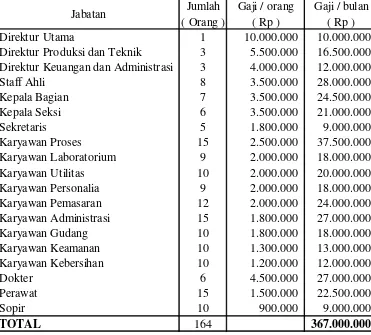
Jumlah Karyawan : 164 orang
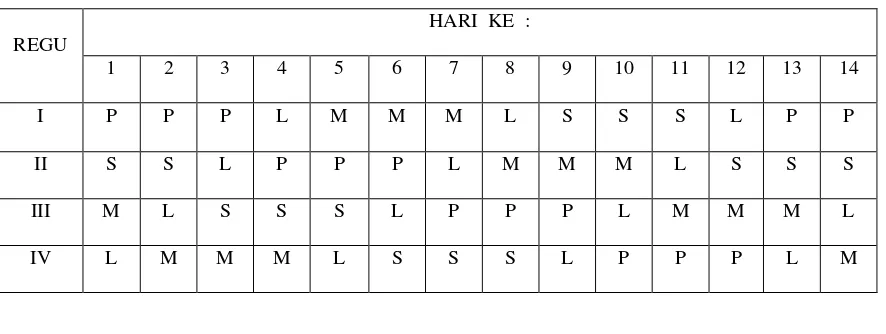
Sistem Operasi : Kontinyu
Waktu Operasi : 330 hari/tahun ; 24 jam/hari Analisa Ekonomi :
* Massa Konstruksi : 2 Tahun
* Fixed Capital Investment (FCI) : Rp. 291.658.957.763 * Working Capital Investment (WCI) : Rp. 39.771.676.059 * Total Capital Investment (TCI) : Rp. 331.430.633.821 * Biaya Bahan Baku (1 tahun) : Rp. 137.784.602.441
* Internal Rate of Return : 20 %
* Rate On Investment : 27 %
* Pay Out Periode : 2 Tahun
DAFTAR TABEL
Tabel VI.1. Instrumentasi pada Pabrik ………... VI - 5 Tabel VI.2. Jenis Dan Jumlah Fire – Extinguisher ………. VI - 7 Tabel VII.2.1. Baku mutu air baku harian ……….………...… VII - 50 Tabel VII.2.3. Karakteristik Air boiler dan Air pendingin ………...… VII - 52 Tabel VII.4.1. Kebutuhan Listrik Untuk Peralatan Proses Dan Utilitas
……….……….……….…… VII - 101 Tabel VII.4.2. Kebutuhan Listrik Untuk Penerangan Ruang Pabrik
DAFTAR GAMBAR
DAFTAR ISI
HALAMAN JUDUL ……….……….………. i
KATA PENGANTAR ……….……….………. ii
INTISARI ……….……….……….……… iv
DAFTAR TABEL ……….……….……….…… vi
DAFTAR GAMBAR ……….……….……… vii
DAFTAR ISI ……….……….……….………… viii BAB I PENDAHULUAN ……….……….……… I – 1 BAB II SELEKSI DAN URAIAN PROSES ……….…… II – 8 BAB III NERACA MASSA ……….……….……. III – 13 BAB IV NERACA PANAS ……….……...……… IV – 18 BAB V SPESIFIKASI ALAT ……….……….... V – 20 BAB VI INSTRUMENTASI DAN KESELAMATAN KERJA ….. VI – 33 BAB VII UTILITAS …... VII – 45 BAB VIII LOKASI DAN TATA LETAK PABRIK ... VIII – 105 BAB IX ORGANISASI PERUSAHAAN ……….…… IX – 116 BAB X ANALISA EKONOMI ……….……….…. X – 128 BAB XI PEMBAHASAN DAN KESIMPULAN ……....………. XI – 140
Pendahuluan --- I - 1
BAB I
PENDAHULUAN
I.1 Latar Belakang
Serealia dan umbi-umbian banyak tumbuh di Indonesia. Produksi serealia
terutama beras sebagai bahan pangan pokok dan umbi-umbian cukup tinggi.
Begitu pula dengan bertambahnya penduduk, kebutuhan akan serealia dan
umbi-umbian sebagai sumber energi pun terus meningkat. Tanaman dengan
kadar karbohidrat tinggi seperti halnya serealia dan umbi-umbian pada
umumnya tahan terhadap suhu tinggi. Serealia dan umbi-umbian sering
dihidangkan dalam bentuk segar, rebusan atau kukusan, hal ini tergantung dari
selera.
Singkong (Manihot utilissima) disebut juga ubikayu atau ketela pohon,
mempunyai kandungan karbohidrat cukup tinggi yaitu sebanyak 32.4 dan kalori
567.0 dalam 100 gram singkong. Dengan demikian singkong dapat dipakai
sebagai pengganti beras. Aneka olahan dari bahan baku singkong cukup beragam
mulai dari makanan tradisional seperti getuk,timus,keripik,gemblong,dll, sampai
membuat bahan yang memerlukan proses teknologi lebih lanjut.
Pada dasarnya olahan singkong dalam industri dapat digolongkan menjadi
tiga yaitu hasil fermentasi singkong (tape/peuyem), singkong yang dikeringkan
(gaplek) dan tepung singkong atau tepung tapioka. Tepung tapioka digunakan
dalam industri makanan atau pakan ternak, dekstrin, glukosa (gula). Dekstrin
digunakan dalam industri tekstil, industri makanan dan industri kimia seperti
etanol dan senyawa organik lainnya.
Tepung tapioka tersusun atas granula-granula pati berukuran 5-35
mikron,memiliki sifat bieerefringent yang kuat serta tersusun atas 20% amilosa
dan 80% amilopektin sehingga mempunyai sifat mudah mengembang (swelling)
dalam air panas.
Pati ini dengan cepat akan tergelatinisasi oleh pemanasan dengan air dan
larutannya setelah pendinginan secara komparatif tetap cair. Selanjutnya, larutan
Pendahuluan --- I - 2
memisah kembali ke bentuk yang tidak larut (insoluble form) seperti yang terjadi
pada pati jagung dan pati kentang (retrogradasi)
Tepung tapioka yang diinginkan konsumen adalah tepung yang warnanya
putih, bubuknya halus (free flowing powder), kering (kadar airnya rendah), bersih,
aromanya khas tepung/tidak apek, dan tidak mengandung zat-zat yang berbahaya.
Kemasannya harus kuat dan tidak mudah bocor.
I.2 Sejarah Perkembangan
Di Indonesia, industri tepung tapioka mulai marak tahun 1980-an. Dalam
melakukan usaha selama ini, industri pengolahan tapioka menggunakan modal
sendiri dan sebagian menggunakan modal dari perbankan dan bantuan dari
BUMN serta kemitraan. Contohnya industri tapioka yang terdapat di Propinsi
Lampung, terutama yang berada di Kabupaten Lampung Timur yang menjadi
daerah survei dalam perencanaan pabrik ini, pada tahun 2003 memiliki 38.964
hektar lahan untuk penanaman singkong yang menghasilkan 592.358 ton
singkong dan memiliki 31 perusahaan menengah besar yang terdaftar di Dinas
Pertanian, disamping puluhan perusahaan menengah kecil yang merupakan
industri tapioka rakyat (Dinas Pertanian Lampung Timur, 2004). Bisa dilihat dari
hasil survei bahwa tepung tapioka adalah komoditi yang cocok untuk industri
pertanian yang harus dikembangkan karena dapat menghasilkan profit yang cukup
besar.
I.3 Aspek Ekonomi
Dilihat dari aspek ekonomi dan sosial, usaha pengolahan tapioka memiliki
dampak yang positif. Banyak pihak yang memperoleh manfaat dari usaha ini,
diantaranya adalah petani singkong, masyarakat, dan pengusaha itu sendiri.
Pihak-pihak yang terkait tersebut dapat memperoleh kenaikan penghasilan dari usaha
tersebut. Dampak lain selain kenaikan pendapatan adalah bahwa usaha
pengolahan tapioka mampu menyerap tenaga kerja. Tenaga kerja pengolahan
tapioka diperoleh dari masyarakat sekitar sehingga secara tidak langsung
Pendahuluan --- I - 3
I.4 Sifat Fisika dan Kimia Bahan Baku
I.4.1 Singkong
a. Sifat Fisika :
- Bentuk : bulat memanjang
- Warna : Putih
- Rasa : Manis
b. Sifat Kimia :
Tabel 1
Sifat Kimia Singkong
I.4.2 Sulfur Dioksida
a. Sifat Fisika :
- Rumus molekul : SO2
- Berat molekul : 64,06 gr/mol
- Bentuk : gas berwarna putih
- Titik leleh : -75,5oC
- Titik didih : -10,0oC
- Spesifikasi gravity : 1,434
- Bau : sangat menyengat
b. Sifat Kimia :
- Dapat larut dalam H2SO4, 95 % ethyl alkohol
- Dapat larut dalam asam asetat
Komposisi Komponen Singkong masih segar (tidak lebih dari 3 hari setelah panen) Spesifikasi Action level Reject level
moisture 70 % >70 %
pati 24 % <24 %
serat 2 % <2 %
protein 1 % <1 %
Lain - lain 3 % <3 %
Pendahuluan --- I - 4
I.5 Spesifikasi Bahan Baku dan Produk I.5.1 Spesifikasi Bahan Baku
I.5.1.1 Singkong
a. Sifat Fisika :
- Bentuk : bulat memanjang
- Warna : Putih
- Rasa : Manis
b. Sifat Kimia :
Tabel 2
Sifat Kimia Singkong
I.5.1.2 Air
a. Sifat Fisika :
- Rumus molekul : H2O
- Berat molekul : 18 gr/mol
- Bentuk : cair bening
- Titik leleh : 0oC
- Titik didih : 100oC
- Spesifikasi gravity : 1
b. Sifat Kimia :
- Dapat larut dalam H2SO4, 95 % ethyl alkohol
- Dapat larut dalam asam asetat
Komposisi Komponen Singkong masih segar (tidak lebih dari 3 hari setelah panen) Spesifikasi Action level Reject level
moisture 70 % >70 %
pati 24 % <24 %
serat 2 % <2 %
protein 1 % <1 %
Lain - lain 3 % <3 %
Pendahuluan --- I - 5
I.5.2 Spesifikasi Produk
I.5.2.1 Tepung tapioka
a. Sifat Fisika :
Critical standart standart
Starch content 86 % min (superior quality)
Yeast and Mold < 10.000
Total Plate Count <100.000
Colour white
Moisture 12.5% max
Acid factor 4 ml max
PH 5-7
Viscosity 0f 2% 45 sec min
Particle size 97% pass thru 100mesh
Ash content 0,2% max
Fibre content 0,2% max
Smell Characteristic
(Dipasarkan dengan kemasan kantong 25 kg)
I.6 Penggunaan produk
TEPUNG TAPIOKA DIAPLIKASIKAN SEBAGAI BAHAN BAKU
DALAM BEBERAPA INDUSTRI, ANTARA LAIN SEBAGAI BERIKUT:
• Industri kertas
Tepung tapioka digunakan dalam tiga tahapan dalm proses
produksi,yaitu : Beater Sizing atau Wet-end, Surface Sizing atau
Size-press dan Surface Coating.
Pertama adalah tahapan memeras bagian yang lunak sebelum proses
menjadi lembaran. Kondensitas dari bagian yang lunak (pulp) berkisar
antara 2-3%. Penambahan pati tapioka, pre-gelatinisasi pati modifikasi
dan pati kation akan meningkatkan kondensitasnya.
Kedua adalah tahapan proses pengubahan pulp menjadi lembaran.
Larutan pati tapioka tidak hanya akan mengisi pari pada lembaran saat
passing through dan oven pengering, tetapi juga menambah kelicinan
permukaan lembaran, membuat lembaran halus untuk ditulisi dan
Pendahuluan --- I - 6
dalam tahapan ini adalah pati teroksidasi, pati asam termodifikasi dan
pati kation.
Ketiga adalah tahapan produksi kertas dengan kondensitas khusus untuk
sampul buku, kertas kalender, dan kardus. Contoh patinya adalah pati
teroksidasi, Hydroxyethl modifikasi dan pati ester fosfat.
• Industri tekstil
Pati mempunyai peranan penting dalam tiga tahapan produksi
tekstil yaitu : mixing,printing dan finishing.
Pertama, pati tapioka digunakan untuk membuat jalinan benang
menjadi halus permukaannya dan memberikan ketegangan yang baik
pada kain. Contoh pati yang digunakan dalam tahapan ini adalah pati
teroksidasi dan Pati Hydroxyethyl.
Dalam proses pencetakan, tepung tapioka berperan dalam pencetakan
dan mencegah kontaminasi pencetakan sementara. Pati yang
digunakan adalah Pregelatinized Starch Ether.
Pada tahapan penyelesaian, pati tapioka digunakan dalam berbagai
proporsi untuk membuat kain (baju) berkilau (licin) dan permanen,
sebagai contoh,12% untuk kain katun, 8% untuk rayon dan 18% untuk
kain sintetis.
• Industri Food and Beverage
Dalam industri ini,pati tapioka digunakan untuk meningkatkan
densitas, juga untuk menurunkan harga dan memberi kekakuan yang
konsisten. Mie instant, mie, mie transparan dan sago banyak mengandung
tepung tapioka karena memiliki harga yang lebih rendah dibanding pati
Pendahuluan --- I - 7
I.7 Tujuan
1. Untuk mengatasi masalah ketergantungan pada satu bahan pangan pokok
saja.
2. Untuk mengolah tanaman singkong menjadi komoditi yang lebih penting
Seleksi dan Uraian Proses --- II - 8
BAB II
SELEKSI DAN URAIAN PROSES
II.1 Macam Proses
Pada proses pengolahan tepung tapioka dikenal secara tradisional, di
negara kita mencuci singkong, mengupas singkong, memarut singkong, dan
mengeringkan tepung tapioka dan ampas dilakukan secara manual karena skala
usahanya kecil-kecilan. Akan tetapi, di negara lain, di mana skala usahanya
besar-besaran kegiatan-kegiatan tersebut dilakukan dengan mesin.
Bahan baku tapioka adalah singkong (ketela pohon). Pemasok singkong
adalah petani singkong. Singkong diterima di gudang, lalu dicuci, kemudian
dikupas, terus digiling dalam mesin penggiling. Dalam proses menggiling, yang
keluar adalah ampas dan sari pati yang merupakan tapioka. Selanjutnya, sari pati
dikeringkan (dijemur), lalu dikeringkan untuk disimpan di gudang.
Catatan: Tapioka adalah produk ekspor ke negara-negara Eropa Barat. Tepung
tapioka digunakan sebagai bahan baku berbagai produk farmasi dan kosmetika, di
samping untuk membuat pellet makanan ternak dan ikan. Bila mutu tepung
tapioka ini dapat dijaga dan ditingkatkan, produsen industri farmasi dan kosmetik
di seluruh dunia Barat akan menjadi konsumen yang potensial. Hal ini merupakan
devisa yang diperlukan untuk menggerakkan perekonomian Indonesia. Oleh
karena itu, selain mengintensifkan pemasaran di pasar internasional, mutunya juga
harus tetap ditingkatkan.
Proses Produksi Tepung Tapioka
Pemerasan/Ekstraksi:
Pemerasan dilakukan dengan 2 cara yaitu:
a. Pemerasan bubur singkong yang dilakukan dengan cara manual
menggunakan kain saring, kemudian diremas dengan menambahkan air
di mana cairan yang diperoleh adalah pati yang ditampung di dalam
ember.
b. Pemerasan bubur singkong dengan saringan goyang (sintrik). Bubur
Seleksi dan Uraian Proses --- II - 9
Pada saat saringan tersebut bergoyang, kemudian ditambahkan air
melalui pipa berlubang. Pati yang dihasilkan ditampung dalam bak
pengendapan. Pati hasil ekstraksi diendapkan dalam bak pengendapan
selama 4 jam. Air di bagian atas endapan dialirkan dan dibuang,
sedangkan endapan diambil dan dikeringkan.
II.2 Prosedur Pembuatan
1. Singkong dipotong-potong 5-7 cm, ditimbang hingga 5 kg (tanpa
bonggol), dimasukkan dalan air unruk dianalisa kadar pati secara
sederhana (test randement).
2. Singkong dikupas untuk menghilangkan kulit ari yang kecoklatan
dan kotoran yang melekat dengan menggunakan root-peeler.
Operator harus mengoptimalkan jumlah singkong yang akan
dikupas sesuai dengan kapasitas mesin.
3. Umbi singkong dicuci untuk menghilangkan kotoran yang masih
melekat dan menghilangkan lendir dengan rotary wash machine.
4. Singkong yang sudah bersih dipotong-potong menjadi
potongan-potongan kecil setebal 3-5 cm. Operator harus memisahkan umbi
yang berkayu, mulai busuk atau terlalu besar dari aliran untuk
diperbaiki kondisinya sehingga sesuai dengan ketentuan.
5. Singkong yang telah dipotong diparut untuk memisahkan granula
pati dari dinding sel sehingga diperoleh 90% atau lebih granula pati
dengan menggunakan high speed raasper.
6. Bubur pati dari hasil pemaruatan ditambah SO2 untuk mencegah
diskolorisasi.Operator harus mengatur jumlah belarang yang
dibakar untuk menghasilkan SO2 (1 kg belerang tiap 3 jam).
7. Bubur pati disaring untuk menghilangkan kotoran-kotoran yang
Seleksi dan Uraian Proses --- II - 10
8. Bubur pati hasil filtering diekstrak untuk menghilangkan serat dan
pemurnian pati dengan menggunakan starch extractor dalam sistem
tertutup.
9. Adonan hasil ekstraksi dikurangi kadar airnya dengan rotary
vacuum filter dan dryer untuk mengurangi beban pengeringan.
10.Adonan hasil De-watering berupa wet starch (pati basah) dialiri
udara panas,kemudian dijatuhkan pada conveyor untuk dibawa ke
alat pengering.
11.Pati basah dikeringkan dengan menggunakan pneumatic flash
dryer suction type pada suhu optimum (50-60oC).
12.Tepung kering didinginkan dan dilakukan sortasi.Operator
memisahkan tepung yang masih belum memenuhi standart.
13.Tepung tapioka yang dihasilkan dikemas dalam bag berukuran 25
kg dan disimpan dalam ruang penyimpanan.
Seleksi dan Uraian Proses --- II - 11
Diagram Proses Produksi pada Pabrik Tepung Tapioka
Ketela pohon
Pengupasan
Washing
Pemarutan
Bubur
Pati
Filtering
Ekstraksi
De-watering
Wet Starch
Seleksi dan Uraian Proses --- II - 12
Pendinginan Dan sortasi
Tepung tapioca kering
Neraca Massa --- III - 13
BAB III
NERACA MASSA
Kapasitas produksi = 35.000 ton/tahun
Waktu operasi = 24 jam / hari ; 330 hari / tahun
Satuan massa = kilogram/jam
1. TANGKI PENCUCI ( X – 130 )
Komponen masuk (kg/jam) keluar (kg/jam)
moisture pati serat protein impuritis air
Kotoran
* Air pencuci dr utilitas * Limbar cair
Air pencuci
air 36727,0966 Kotoran 9,6650
36369,4907
55100,3099 55100,3099
459,0887 826,3597
18363,5483 18730,8193
9,6650
36359,8256
367,2710 367,2710
183,6355 183,6355
91,8177 91,8177
12854,4838 12854,4838
Neraca Massa --- III - 14
2. CENTRIFUGAL EKSTRAKTOR ( H – 120 )
3. ROTARY DRUM VACUM FILTER ( H – 220 )
Komponen masuk (kg/jam) keluar (kg/jam)
moisture Filtrat pati pati serat protein protein impuritis impuritis air air Cake
air proses moisture
pati serat protein impuritis air pencuci 1,8364 749,2328 14064,6416 56192,4578 56192,4578 18730,8193 37461,6385 12854,4838 88,1450 367,2710 3,6727 183,6355 89,9814 91,8177 37538,7654 826,3597 42127,8162 12854,4838 4407,2516 4319,1066 367,2710 179,9628
Komponen masuk (kg/jam) keluar (kg/jam)
pati Cake
protein pati
impuritis protein
air impuritis
air
Air pencuci Filtrat
Neraca Massa --- III - 15
4. ROTARY DRYER ( B – 230 )
5. CYCLONE ( H – 231 )
Komponen masuk (kg/jam) keluar (kg/jam)
pati * Cooler
protein pati impuritis protein air impuritis air * Cyclone pati protein impuritis air 8099,9775 8099,9775 3988,9279 431,9107 1,7996 0,8998 3676,4395 4111,0496 8,9981 16,1966 3753,8765 8,0983 8099,9775 77,4370 4319,1066 17,9963 3887,1959
Komponen masuk (kg/jam) keluar (kg/jam)
pati * Cooler
protein pati
impur itis protein
air impur itis
Neraca Massa --- III - 16
6. COOLING CONVEYOR ( E – 240 )
7. ROLLER MILL ( C – 250 )
Komponen masuk (kg/jam) keluar (kg/jam)
* Dari dryer * Roll Mill
pati protein impur itis air
* Dari cyclone pati protein impur itis 4419,1919 4419,1919 3988,9279 4419,1919 427,5915 1,7816 0,8908 430,2640 4314,7875 16,1966 17,9783 8,0983 8,9891 77,4370 77,4370 3887,1959
Komponen masuk (kg/jam) keluar (kg/jam)
* Cooler * Tapioka ke screen
pati protein impur itis air
Neraca Massa --- III - 17
8. SCREEN ( H – 251 )
Komponen masuk (kg/jam) keluar (kg/jam)
* Dari cooler * Hopper
pati protein impur itis air
* Recycle pati protein impur itis air
0,4495 3,8719 220,9596
4640,1515 4640,1515
81,3089 77,4370
4640,1515 4419,1919
215,7394 0,8989
4530,5268 4314,7875
18,8772 17,9783
Neraca Panas --- IV - 18
BAB IV
NERACA PANAS
Kapasitas produksi = 35.000 ton/tahun
Waktu operasi = 24 jam / hari ; 330 hari / tahun
Satuan massa = kilogram/jam
Satuan panas = kilokalori/jam
1. ROTARY DRYER ( B – 230 )
Komponen
* ∆H dari rotary drum vacum * ∆H ke cooling conveyor pati
protein impuritis air
* ∆H udara panas * ∆H bahan + udara ke cyclone pati
protein impuritis air Udara
* Q Loss
2614,9592 masuk (kkal/jam) keluar (kkal/jam)
Neraca Panas --- IV - 19
2. HEATER UDARA ( E – 233 )
3. COOLING CONVEYOR ( E – 240 ) Komponen
* ∆H udara *∆H udara panas ke Dryer
* Q masuk Q loss (condensate) 54893,075 1095814,4210 masuk (kkal/jam) 52845,9887 1150707,4964 1150707,4964 keluar (kkal/jam) 1097861,5078 Komponen
* ∆H tapioka dr dryer * ∆H tapioka ke roll mill pati
protein impuritis air
* ∆H tapioka dr cyclone * Q air pendingin pati
protein
impuritis * Q loss
Q air pendingin
101355,3322 101355,3322 6349,7985 32,2422 172,2544 242,2016 7305,3668 37,2034 182,5298 7525,1000
masuk (kkal/jam) keluar (kkal/jam)
Spesifikasi Alat --- V - 20
BAB V
SPESIFIKASI ALAT
Kapasitas produksi = 35.000 ton/tahun
Waktu operasi = 24 jam / hari ; 330 hari / tahun
Satuan massa = kilogram/jam
Satuan panas = kilokalori/jam
1. STOCK PILE SINGKONG ( F – 110 )
Fungsi : Untuk menyimpan singkong untuk sementara waktu
sebelum diproses
Type : Bangunan segi empat
Dasar pemilihan : Tipe yang umum digunakan untuk menyimpan solid
Spesifikasi :
Kapasitas : 6466,1867 m3 / hari
Ukuran : Lebar = 23,4725 m
Panjang = 23,4725 m
Tinggi = 11,7363 m
Bahan konstruksi : Besi bertulang cor
Spesifikasi Alat --- V - 21
2. BELT CONVEYOR ( J – 111 )
Fungsi : Memindahkan bahan dari gudang penampung menuju
H - 112
Type : Troughed belt conveyor
Dasar pemilihan : Dipilih conveyor jenis belt sesuai dengan bahan
Spesifikasi :
Kapasitas maksimum : 32 ton / jam
Belt width : 14 in
Belt speed : 53 ft / min
Trough width : 9 in
Skirt seal : 2 in
Panjang : 30,4138 ft
Sudut elevasi : 11,3o
Power : 4 Hp
Jumlah : 1 buah
3. SCREEN ( H – 112 )
Fungsi : Menyaring singkong dari ( J - 111 )
Type : Electrical Vibrating Screen
Dasar pemilihan : Sesuai dengan ukuran, kapasitas dan jenis bahan
Spesifikasi :
Kapasitas : 19,3301 ton / jam
Speed : 50 vibration/dy ; P = 3 Hp ( Peter's 4ed;p.567)
Tyler equivalent design : 7 mesh
Sieve no : 7
Sieve design : 2,83 mm
Sieve opening : 2,83 mm
Ukuran kawat : 1,1 mm
Effesiensi : 99,73 %
Spesifikasi Alat --- V - 22
4. BUCKET ELEVATOR ( J – 114 )
Fungsi : Memindahkan bahan padat dari screen ke silo F - 120
Type : Continuous Discharge Bucket Elevator
Dasar pemilihan : Untuk memindahkan bahan dengan ketinggian tertentu
Spesifikasi :
Kapasitas : 19,3301 ton / jam
Kapasitas maksimum : 27 ton/jam
Ukuran : 6 in x 4 in x 4 ¼ in
Bucket Spacing : 12 in
Tinggi Elevator : 41,8130 ft
Ukuran Feed (maximum) : 1 in
Bucket Speed : 161,08376 ft/menit
Putaran Head Shaft : 30,7849 rpm
Lebar Belt : 7 in
Power total : 2 hp
Alat pembantu : Hopper Chute (pengumpan)
Jumlah : 1 buah
5. SILO SINGKONG ( F – 120 )
Fungsi : Menampung singkong untuk 8 jam proses
Type : Silinder tegak dengan tutup atas datar dan bawah conis
Dasar pemilihan : Umum digunakan untuk menampung padatan
Spesifikasi :
Kapasitas : 17357,8584 cuft
Diameter : 25,8753 ft
Tinggi : 38,8130 ft
Tebal shell : 1/4 in
Tebal tutup atas : 5/16 in
Tebal tutup bawah : 5/16 in
Bahan konstruksi : Carbon steel SA-283 grade C (Brownell : 253)
Spesifikasi Alat --- V - 23
6. TANGKI PENCUCI ( X - 130 )
7. GRATER MACHINE ( C – 140 )
Fungsi : Mencuci singkong dengan air proses
Type : Tumbler – Double cone with spray nozzle
Dasar pemilihan : dipilih jenis ini karena sesuai dengan bahan dan kapasitas
Spesifikasi :
Fungsi = Mencuci biji jagung dengan air proses
Type = Tumbler – Double cone with spray nozzle
Sistem kerja = 10 minutes mixing per cycle
Panjang = ft
Diameter = ft
Tinggi cone = ft
Rate pencampuran = 6 cuft/menit
Putaran cone = 18 ft/menit
Total power = 7.5 hp
Bahan konstruksi = Carbon steel
Jumlah = 1 buah
12,3978 2,4796 0,3063
Fungsi : Menghaluskan bahan sampai dengan 100 mesh
Dasar pemilihan : dipilih karena sesuai dengan bahan dan kapasitas
Spesifikasi :
Fungsi = Menghaluskan bahan sampai dengan 100 mesh
Kapasitas Maksimum = 60 ton/jam
Sieve number = No. 40
Model =
Ukuran Rotor = 30 x 30 (in)
Maksimum ukuran feed = 2.5 in
Maksimum speed = 1200 rpm
Bahan = Heavy Duty Steel
Power = hp
Jumlah = 1 buah
505
Spesifikasi Alat --- V - 24
8. CENTRIFUGAL EKSTRAKTOR ( H – 120 )
9. TANGKI PENAMPUNG ( F – 211 )
Fungsi : Untuk memisahkan kristal dari mother liquo rnya Type : Solid bowl centrifuge
Effisiensi centrifuge : 0,95 ( Perry p. 19 -100 )
Spesifikasi alat :
Fungsi = Untuk memisahkan kristal dari mother liquo rnya Type = Disk Centrifuge Separator
Bahan = Carbon steel
Kapasitas maksimum = gpm
Diameter bowl = 24 in
Speed = rpm
Maximum centrifugal force = lbf/ft2
Power motor = hp
Jumlah = 2 buah
10400 7,5
200
4000
Fungsi : Menampung sementara hasil keluaran dari H - 120 sebelum menuju H - 220 Type : Silinder tegak dengan tutup atas datar dan bawah conis
Dasar pemilihan : umum digunakan untuk menampung liquid
Spesifikasi :
Fungsi = Untuk menampung sementara hasil keluaran dari H - 120
sebelum menuju ke H - 220
Kapasitas = cuft
Diameter = ft
Tinggi = ft
Tebal shell = in
Tebal tutup atas = in
Tinggi tutup atas = ft
Tebal tutup bawah = 3/16 in
Jumlah = 2 buah
Spesifikasi Alat --- V - 25
10. POMPA ( L – 212 )
11. ROTARY DRUM VACUM FILTER ( H – 220 )
Fungsi : Untuk mengalirkan bahan dari F - 211 ke H - 220
Type : Centrifugal Pump
Dasar Pemilihan : Sesuai untuk bahan dengan viskositas tinggi dan mengandung solid
Spesifikasi :
Fungsi = Untuk mengalirkan bahan dari F - 211 ke H - 220
Tipe = Centrifugal Pump
Bahan = Commercial Steel
Rate volumetrik = ft3/dt
Total Dynamic Head = ft . Lbf / lbm
=
Power = 5 hp
Jumlah = 1 buah
Effisiensi motor 83%
0,4195 43,59
Fungsi : Untuk memisahkan bahan dari larutannya
Type
: Standart rotary drum vacum filter
Spesifikasi :
Fungsi = Untuk memisahkan bahan dari larutannya
Type = Standart rotary drum vacum filter
diameter = 5 m
Panjang = 8 m
Putaran = 10 rpm ( Perry Ed 7, 18 - 96 )
Eff motor =
Power motor = 10 Hp
Bahan = Carbon stell
Jumlah = 1 buah
Spesifikasi Alat --- V - 26
12. ROTARY DRYER ( B – 230 )
Fungsi : mengeringkan bahan dengan bantuan udara panas
Dasar pemilihan : sesuai untuk pengeringan padatan
13. BLOWER ( G – 232 )
Fungsi : memindahkan udara dari udara bebas ke B-230
Type : Centrifugal Blower
Dasar Pemilihan : Sesuai dengan jenis bahan , efisiensi tinggi.
Spesifikasi :
Fungsi = Untuk mengurangi kandungan air pada Tapioka Type = Rotary drum
Kapasitas = lb/jam
Isolasi = Batu isolasi Tebal Isolasi = 4 in
Tebal Shell = in
Diameter = ft
Panjang = ft
Tinggi bahan = ft
Sudut rotary = 0.61o
Time of passes = menit
Power = hp
Jumlah = 1 buah
3/16 16,81 17857,3937 97 2,5220 510 31
Spesifikasi :
Tipe = Centrifugal blower
Kapasitas = cuft/menit
HP shaft = 64 hp
Bahan konstruksi = Carbon Steel
Jumlah = 1 buah
Bahan konstruksi = Carbon Steel
Jumlah = 1 buah
Spesifikasi Alat --- V - 27
14. HEATER UDARA ( E – 233 )
Fungsi : Memanaskan udara dari 30°C menjadi 121°C
Type : 1 – 2 Shell and Tube Heat Exchanger (Fixed Tube)
Dasar Pemilihan : Umum digunakan dan mempunyai range perpindahan
panas yang besar.
15. CYCLONE ( H – 231 )
Fungsi : untuk memisahkan padatan yang terikut udara
Type : Cyclone Separator
Dasar pemilihan : efektif dan sesuai dengan jenis bahan
Spesifikasi :
Tipe = Double Pipe Exchanger 4 x 3 in IPS Ukuran = Panjang = 30 ft
ID = ft De = ft
OD = ft Rdo =
Rdi = Δpa = psi
ΔPp = psi
0,2917 0,0020 0,0010 8,1975 Anulus Pipa 646,4464 0,3385 0,1012
Spesifikasi :
Fungsi = Memisahkan padatan dari aliran udara panas
Type = Cyclone Separator
Kapasitas = lb/j
Ukuran = Bc = ft ; Lc = ft
Dc = ft ; Sc = ft
De = ft ; Zc = ft
Hc = ft ; Jc = ft
Tebal shell = in
Tebal tutup atas = in
Tebal tutup bawah = in
Bahan konstruksi = Carbon Steel SA 283 Grade C
Jumlah = 1 buah
Spesifikasi Alat --- V - 28
16. COOLING CONVEYOR ( E – 240 )
17. BUCKET ELEVATOR ( J – 242 )
Fungsi : Mendinginkan bahan sampai dengan 32oC
Type : Plain spouts or chutes
Dasar pemilihan : Umum digunakan untuk padatan dengan sistem tertutup
Spesifikasi :
Fungsi = Mendinginkan bahan sampai dengan 32oC Type = Plain spouts or chutes
Kapasitas = cuft/jam
Panjang = ft
Diameter = in
Kecepatan putaran = rpm Tebal jaket standar = 2 in
Power = hp
Jumlah = 1 buah 70 12 13
24 173,6368
Fungsi : Memindahkan bahan padat dari H - 241 ke C - 250
Type : Continuous Discharge Bucket Elevator
Dasar pemilihan : Untuk memindahkan bahan dengan ketinggian tertentu
Spesifikasi :
Fungsi = memindahkan bahan padat dari E-240 ke C-250
Type = Continuous Discharge Bucket Elevator
Kapasitas = ton/jam
Kapasitas maksimum = 14 ton/jam
Ukuran = 6 '' x 4 '' x 4 ¼ ''
Bucket spacing = 12 in
Tinggi elevator = ft
Ukuran feed (Max) = ¾ in
Bucket speed = ( / 14 ) x ft/mnt = ft/mnt
Putaran head shaft = ( / 14 ) x 43 rpm = 14 rpm
Lebar belt = 7 in
Power total = 4 hp
Jumlah = 1 buah
4,4192
39,1240
4,4192
Spesifikasi Alat --- V - 29
18. ROLLER MILL ( C – 250 )
Fungsi : menghaluskan bahan sampai 100 mesh
Type : Raymond Ring-Roller Mill (Perry 7ed; 20-44)
Dasar pemilihan : dipilih jenis ini karena sesuai dengan bahan dan kapasitas.
19. SCREEN ( H – 251 )
Spesifikasi :
Fungsi = Menghaluskan bahan sampai 100 mesh
Type = Raymond Ring-Roller Mill
Kapasitas maksimum = 14 ton/jam
Ukuran Feed = : maksimum ¼ - 3/8 in
Ukuran Produk = mesh
Putaran = rpm
Power = 35 hp
Jumlah = 1 buah
100 1200
Fungsi : Menyaring produk dari ( C - 250 )
Type : Electrical Vibrating Screen ( Perry 7ed; fig. 19-18) Dasar pemilihan : sesuai dengan ukuran, kapasitas dan jenis bahan.
Spesifikasi :
Fungsi = Menyaring bahan dari Hammer Crusher
Type = Vibrated Screen
Kapasitas = ton/jam
Speed = 50 vibration/dy ; P = 3 Hp ( Peter's 4ed;p.567)
Tyler equivalent design = mesh
Sieve no =
Sieve design = standard 149 micron
Sieve opening = mm
Ukuran kawat = mm
Effesiensi = %
Jumlah = 3 buah
Spesifikasi Alat --- V - 30
20. BUCKET ELEVATOR ( J – 252 )
21. BELT CONVEYOR ( J – 253 )
Fungsi : Memindahkan bahan padat dari H - 251 ke J - 253 Type : Continuous Discharge Bucket Elevator
Dasar pemilihan : Untuk memindahkan bahan dengan ketinggian tertentu
Spesifikasi :
Fungsi = memindahkan bahan padat dari E-240 ke C-250
Type = Continuous Discharge Bucket Elevator
Kapasitas = ton/jam
Kapasitas maksimum = 14 ton/jam
Ukuran = 6 '' x 4 '' x 4 ¼ ''
Bucket spacing = 12 in
Tinggi elevator = ft
Ukuran feed (Max) = ¾ in
Bucket speed = ( / 14 ) x ft/mnt = ft/mnt
Putaran head shaft = ( / 14 ) x 43 rpm = 1 rpm
Lebar belt = 7 in
Power total = 4 hp
Alat pembantu = Hopper Chute (pengumpan)
Jumlah = 1 buah
0,2210
39,1240
0,2210 225 3,551
0,2210
Fungsi : Memindahkan bahan dari gudang penampung menuju H - 112
Type : Troughed belt conveyor
Dasar pemilihan : Dipilih conveyor jenis belt sesuai dengan bahan
Spesifikasi :
Fungsi = Untuk mengangkut singkong dari gudang ke H - 112
Type = Troughed belt conveyor with rolls of equal length
Kapasitas maksimum = 32 ton/jam
Belt width = 14 in
Belt speed = 53 ft/min
Trough width = 9 in
Skirt seal = 2 in
Panjang = ft
Sudut elevasi =
Power = 4 hp
Jumlah = 1 buah
30,4138
Spesifikasi Alat --- V - 31
22. SILO TEPUNG TAPIOKA ( F – 330 )
23. YARD KOTORAN ( F – 310 )
Fungsi : Menampung produk utama tepung tapioka
Type : Silinder tegak dengan tutup atas datar dan bawah conis
Dasar pemilihan : Umum digunakan untuk menampung padatan
Spesifikasi :
Fungsi = Menampung sementara singkong sebelum ke x- 130
Type = Silinder dengan tutup bawah berbentuk conical dengan posisi vertikal
Volume = cuft
Diameter = ft
Tinggi = ft
Tebal shell =
Tebal tutup atas = 3/16 in
Tebal tutup bawah = 3/16 in
Bahan konstruksi = Carbon stell SA-283 grade C
Jumlah = 1 buah
4167,2823 16,0827 24,1240 1/6 in
Fungsi : Untuk menampung kotoran singkong
Type : Bangunan segi empat
Dasar pemilihan : Tipe yang umum digunakan untuk menyimpan solid.
Spesifikasi :
Fungsi
= Untuk menampung kotoran singkong
Type
= Bangunan segi empat
Dasar pemilihan = Tipe yang umum digunakan untuk menyimpan solid.
Kapasitas
=
m
3/ hari
Ukuran
= Lebar bangunan
=
m
Panjang bangunan
=
m
Tinggi bangunan
=
m
Bahan konstruksi
= Besi bertulang cor
Jumlah
=
1 buah
Spesifikasi Alat --- V - 32
24. YARD AMPAS ( F – 320 )
Fungsi : Untuk menampung produk samping ampas singkong
Type : Bangunan segi empat
Dasar pemilihan : Tipe yang umum digunakan untuk menyimpan solid.
Spesifikasi :
Fungsi = Untuk menampung kotoran singkong
Type = Bangunan segi empat
Dasar pemilihan = Tipe yang umum digunakan untuk menyimpan
Kapasitas = m3 / hari
Ukuran = Lebar bangunan = m
Panjang bangunan = m
Tinggi bangunan = m
Bahan konstruksi = Besi bertulang cor
Jumlah = 1 buah
Instrumentasi dan Keselamatan Kerja --- VI - 33
BAB VI
INSTRUMENTASI DAN KESELAMATAN KERJA
VI.1. Instrumentasi
Dalam rangka pengoperasian pabrik, pemasangan alat-alat instrumentasi
sangat dibutuhkan dalam memperoleh hasil produksi yang optimal. Pemasangan
alat-alat instrumentasi disini bertujuan sebagai pengontrol jalannya proses
produksi dari peralatan-peralatan pada awal sampai akhir produksi. dimana
dengan alat instrumentasi tersebut, kegiatan maupun aktifitas tiap-tiap unit dapat
tercatat kondisi operasinya sehingga sesuai dengan kondisi operasi yang
dikehendaki, serta mampu memberikan tanda-tanda apabila terjadi penyimpangan
selama proses produksi berlangsung.
Pada uraian diatas dapat disederhanakan bahwa dengan adanya alat
instrumentasi maka :
1. Proses produksi dapat berjalan sesuai dengan kondisi-kondisi yang telah
ditentukan sehingga diperoleh hasil yang optimum.
2. Proses produksi berjalan sesuai dengan efisiensi yang telah
ditentukan dan kondisi proses tetap terjaga pada kondisi yang sama.
3. Membantu mempermudah pengoperasian alat.
4. Bila terjadi penyimpangan selama proses produksi, maka dapat
segera diketahui sehingga dapat ditangani dengan segera.
Adapun variabel proses yang diukur dibagi menjadi 3 bagian, yaitu :
1. Variabel yang berhubungan dengan energi, seperti temperatur,
Instrumentasi dan Keselamatan Kerja --- VI - 34
2. Variabel yang berhubungan dengan kuantitas dan laju, seperti pada
kecepatan aliran fluida, ketinggian liquid dan ketebalan.
3. Variabel yang berhubungan dengan karakteristik fisika dan kimia, seperti
densitas, kandungan air.
Yang harus diperhatikan didalam pemilihan alat instrumentasi adalah :
- Level, Range dan Fungsi dari alat instrumentasi.
- Akurasi hasil pengukuran.
- Bahan konstruksi material.
- Pengaruh yang ditimbulkan terhadap kondisi operasi proses yang
berlangsung.
- Mudah diperoleh di pasaran.
- Mudah dipergunakan dan mudah diperbaiki jika rusak.
Instrumentasi yang ada dipasaran dapat dibedakan dari jenis
pengoperasian alat instrumentasi tersebut, yaitu alat instrumentasi manual atau
otomatis. Pada dasarnya alat-alat kontrol yang otomatis lebih disukai dikarenakan
pengontrolannya tidak terlalu sulit, kontinyu, dan efektif, sehingga menghemat
tenaga kerja dan waktu. Akan tetapi mengingat faktor-faktor ekonomis dan
investasi modal yang ditanamkan pada alat instrumentasi berjenis otomatis ini,
maka pada perencanaan pabrik ini sedianya akan menggunakan kedua jenis alat
instrumentasi tersebut.
Adapun fungsi utama dari alat instrumentasi otomatis adalah :
- Melakukan pengukuran.
- Sebagai pembanding hasil pengukuran dengan kondisi yang ditentukan.
- Melakukan perhitungan.
Instrumentasi dan Keselamatan Kerja --- VI - 35
Alat instrumentasi otomatis ini dapat dibagi menjadi tiga jenis, yaitu :
1. Sensing / Primary Element / Sensor.
Alat kontrol ini langsung merasakan adanya perubahan pada variabel yang
diukur, misalnya temperatur. Primary Element merubah energi yang dirasakan
dari media yang sedang dikontrol menjadi sinyal yang bisa dibaca (misalnya
dengan tekanan fluida).
2. Recieving Element / Elemen Pengontrol.
Alat kontrol ini akan mengevaluasi sinyal yang didapat dari sensing
element dan diubah menjadi data yang bisa dibaca (perubahan data analog
menjadi digital), digambarkan dan dibaca oleh error detector. Dengan demikian
sumber energi bisa diatur sesuai dengan perubahan-perubahan yang terjadi.
3. Transmitting Element.
Alat kontrol ini berfungsi sebagai pembawa sinyal dari sensing element ke
receiving element. Alat kontrol ini mempunyai fungsi untuk merubah data bersifat
analog (tidak terlihat) menjadi data digital (dapat dibaca).
Disamping ketiga jenis tersebut, masih terdapat peralatan pelengkap
yang lain, yaitu : Error Detector Element, alat ini akan membandingkan besarnya
harga terukur pada variabel yang dikontrol dengan harga yang diinginkan dan
apabila terdapat perbedaan alat ini akan mengirimkan sinyal error. Amplifier akan
digunakan sebagai penguat sinyal yang dihasilkan oleh error detector jika sinyal
yang dikeluarkan lemah. Motor Operator Sinyal Error yang dihasilkan harus
diubah sesuai dengan kondisi yang diinginkan, yaitu dengan penambahan variabel
manipulasi. Kebanyakan sistem kontrol memerlukan operator atau motor untuk
menjalankan Final Control Element. Final Control Element adalah untuk
Instrumentasi dan Keselamatan Kerja --- VI - 36
Macam instrumentasi pada suatu perencanaan pabrik misalnya :
1. Flow Control ( F C )
Mengontrol aliran setelah keluar suatu alat.
2. Flow Ratio Control ( F R C / F F C )
Mengontrol perbandingan (ratio) aliran pada aliran bercabang.
3. Level Control ( L C )
Mengontrol ketinggian liquid didalam tangki
4. Weight Control ( W C )
Instrumentasi dan Keselamatan Kerja --- VI - 37
5. Pressure Control ( P C )
Mengontrol tekanan pada suatu aliran / alat
6. Temperature Control ( T C )
[image:46.595.116.507.176.605.2]Mengontrol suhu pada suatu aliran / alat
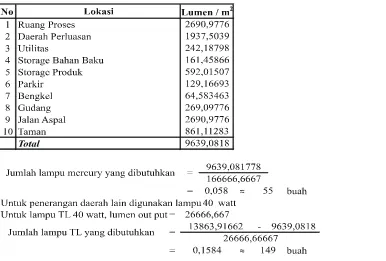
Tabel VI.1. Instrumentasi pada pabrik
NO NAMA ALAT KODE INSTRUMENTASI
1. BIN SINGKONG ( F - 120 ) ( WC )
2. DRUM PENCUCI ( X - 130 ) ( FC )
3. CENTRIFUGE EKSTRAKTOR ( H – 210 ) ( FC )
4. TANGKI PENAMPUNG ( F - 211 ) ( LI )
5. POMPA ( L - 212 ) ( FC )
6. ROTARY DRUM VACUM FILTER ( H - 220) ( FC )
7. BLOWER ( G - 232 ) ( FC )
8. HEATER ( B - 233 ) ( TC )
9. COOLING CONVEYOR ( E - 240 ) ( TC )
10. SILO TEPUNG TAPIOKA ( F - 330 ) ( WC )
VI.2. Keselamatan Kerja
Keselamatan kerja atau safety factor adalah hal yang paling utama yang
Instrumentasi dan Keselamatan Kerja --- VI - 38
- Dapat mencegah terjadinya kerusakan-kerusakan yang besar yang
disebabkan oleh kebakaran atau hal lainnya baik terhadap karyawan
maupun oleh peralatan itu sendiri.
- Terpeliharanya peralatan dengan baik sehingga dapat digunakan dalam
waktu yang cukup lama. Bahaya yang dapat timbul pada suatu pabrik
banyak sekali jenisnya, hal ini tergantung pada bahan yang akan diolah
maupun tipe proses yang dikerjakan.
Secara umum bahaya-bahaya tersebut dapat dibagi dalam tiga kategori , yaitu :
1. Bahaya kebakaran.
2. Bahaya kecelakaan secara kimia.
3. Bahaya terhadap zat-zat kimia.
Untuk menghindari kecelakaan yang mungkin terjadi, berikut ini terdapat
beberapa hal yang perlu mendapat perhatian pada setiap pabrik pada umumnya
dan pada pabrik ini pada khususnya.
VI.2.1. Bahaya Kebakaran A. Penyebab kebakaran.
- Adanya nyala terbuka (open flame) yang datang dari unit utilitas, workshop
dan lain-lain.
- Adanya loncatan bunga api yang disebabkan karena korsleting aliran listrik
seperti pada stop kontak, saklar serta instrument lainnya.
B. Pencegahan.
- Menempatkan unit utilitas dan unit pembangkitan cukup jauh dari lokasi
proses yang dikerjakan.
- Menempatkan bahan yang mudah terbakar pada tempat yang terisolasi dan
Instrumentasi dan Keselamatan Kerja --- VI - 39
- Memasang kabel atau kawat listrik di tempat-tempat yang terlindung, jauh
dari daerah yang panas yang memungkinkan terjadinya kebakaran.
- Sistem alarm hendaknya ditempatkan pada lokasi dimana tenaga kerja
dengan cepat dapat mengetahui apabila terjadi kebakaran
C. Alat pencegah kebakaran.
- Instalasi permanen seperti fire hydrant system dan sprinkle otomatis.
- Pemakaian portable fire-extinguisher bagi daerah yang mudah dijangkau bila
terjadi kebakaran. Jenis dan jumlahnya pada perencanaan pabrik ini dapat
dilihat pada tabel VII.1.
- Untuk pabrik ini lebih disukai alat pemadam kebakaran tipe karbon dioksida.
- Untuk bahan baku yang mengandung racun, maka perlu digunakan
kantong-kantong udara atau alat pernafasan yang ditempatkan pada daerah-daerah
[image:48.595.114.520.418.640.2]strategis pada pabrik ini.
Tabel VI.2. Jenis dan Jumlah Fire-Extinguisher.
NO. TEMPAT JENIS BERAT
SERBUK
JARAK
SEMPROT JUMLAH
1. 2. 3. 4. 5. 6. 7. Pos Keamanan Kantor Daerah Proses Gudang Bengkel Unit Pembangkitan Laboratorium YA-10L YA-20L YA-20L YA-10L YA-10L YA-20L YA-20L 3.5 Kg 6.0 Kg 8.0 Kg 4.0 Kg 8.0 Kg 8.0 Kg 8.0 Kg 8 m 8 m 7 m 8 m 7 m 7 m 7 m 3 2 4 2 2 2 2
VI.2.2. Bahaya Kecelakaan
Karena kesalahan mekanik sering terjadi dikarenakan kelalaian pengerjaan
Instrumentasi dan Keselamatan Kerja --- VI - 40
kerusakan yang umum adalah karena korosi dan ledakan. Kejadian ini selain
mengakibatkan kerugian yang besar karena dapat mengakibatkan cacat tubuh
maupun hilangnya nyawa pekerja. Berbagai kemungkinan kecelakaan karena
mekanik pada pabrik ini dan cara pencegahan dapat digunakan sebagai berikut :
A. Vessel.
Kesalahan dalam perencanaan vessel dan tangki dapat mengakibatkan
kerusakan fatal, cara pencegahannya :
- Menyeleksi dengan hati-hati bahan konstruksi yang sesuai, tahan
korosi serta memakai corrosion allowance yang wajar. Untuk pabrik
ini, semua bahan konstruksi yang umum dapat dipergunakan dengan
pengecualian adanya seng dan tembaga. Bahan konstruksi yang
biasanya dipakai untuk tangki penyimpan, perpipaan dan peralatan
lainnya dalam pabrik ini adalah steel. Semua konstruksi harus sesuai
dengan standar ASME (America Society Mechanical Engineering).
- Memperhatikan teknik pengelasan.
- Memakai level gauge yang otomatis.
- Penyediaan man-hole dan hand-hole ( bila memungkinkan ) yang
memadai untuk inspeksi dan pemeliharaan. Disamping itu peralatan tersebut
harus dapat diatur sehingga mudah untuk digunakan.
B. Heat Exchanger.
Kerusakan yang terjadi pada umumnya disebabkan karena
kebocoran-kebocoran. Hal ini dapat dicegah dengan cara :
- Pada inlet dan outlet dipasang block valve untuk mencegah
Instrumentasi dan Keselamatan Kerja --- VI - 41
- Drainhole yang cukup harus disediakan untuk pemeliharaan.
- Pengecekan dan pengujian terhadap setiap ruangan fluida secara
sendiri-sendiri.
- Memakai heat exchanger yang cocok untuk ukuran tersebut.
Disamping itu juga rate aliran harus benar-benar dijaga agar tidak
terjadi perpindahan panas yang berlebihan sehingga terjadi
perubahan fase didalam pipa.
C. Peralatan yang bergerak.
Peralatan yang bergerak apabila ditempatkan tidak hati-hati, maka
akan menimbulkan bahaya bagi pekerja. Pencegahan bahaya ini dapat
dilakukan dengan :
- Pemasangan penghalang untuk semua sambungan pipa.
- Adanya jarak yang cukup bagi peralatan untuk memperoleh
kebebasan ruang gerak.
D. Perpipaan.
Selain ditinjau dari segi ekonomisnya , perpipaan juga harus ditinjau
dari segi keamanannya hal ini dikarenakan perpipaan yang kurang
teratur dapat membahayakan pekerja terutama pada malam hari,
seperti terbentur, tersandung dan sebagainya. Sambungan yang kurang
baik dapat menimbulkan juga hal-hal yang tidak diinginkan seperti
kebocoran-kebocoran bahan kimia yang berbahaya. Untuk
Instrumentasi dan Keselamatan Kerja --- VI - 42
- Pemasangan pipa (untuk ukuran yang tidak besarhendaknya pada
elevasi yang tinggi tidak didalam tanah, karena dapat menimbulkan
kesulitan apabila terjadi kebocoran.
- Bahan konstruksi yang dipakai untuk perpipaan harus memakai
bahan konstruksi dari steel.
- Sebelum dipakai, hendaknya diadakan pengecekan dan pengetesan
terhadap kekuatan tekan dan kerusakan yang diakibatkan karena
perubahan suhu, begitu juga harus dicegah terjadinya over stressing
atau pondasi yang bergerak.
- Pemberian warna pada masing-masing pipa yang bersangkutan akan
dapat memudahkan apabila terjadi kebocoran.
E. Listrik.
Kebakaran sering terjadi akibat kurang baiknya perencanaan instalasi
listrik dan kecerobohan operator yang menanganinya. Sebagai usaha
pencegahannya dapat dilakukan :
- Alat-alat listrik dibawah tanah sebaiknya diberi tanda seperti dengan
cat warna pada penutupnya atau diberi isolasi berwarna.
- Pemasangan alat remote shut down dari alat-alat disamping starter.
- Penerangan yang cukup pada semua bagian pabrik supaya operator
tidak mengalami kesulitan dalam bekerja.
- Sebaiknya untuk penerangan juga disediakan oleh PLN meskipun
kapasitas generator set mencukupi untuk penerangan dan proses.
- Penyediaan emergency power supplies tegangan tinggi.
Instrumentasi dan Keselamatan Kerja --- VI - 43
- Merawat peralatan listrik, kabel, starter, trafo dan lain sebagainya.
F. Isolasi.
Isolasi penting sekali terutama berpengaruh terhadap pada karyawan
dari kepanasan yang dapat mengganggu kinerja para karyawan, oleh
karena itu dilakukan :
- Pemakaian isolasi pada alat-alat yang menimbulkan panas seperti
reaktor, exchanger, kolom distilasi dan lain-lain. Sehingga tidak
mengganggu konsentrasi pekerjaan.
- Pemasangan isolasi pada kabel instrumen, kawat listrik dan
perpipaan yang berada pada daerah yang panas , hal ini dimaksudkan
untuk mencegah terjadinya kebakaran.
G. Bangunan Pabrik.
Hal-hal yang perlu diperhatikan dalam perencanaan bangunan pabrik
adalah :
- Bangunan-bangunan yang tinggi harus diberi penangkal petir dan
jika tingginya melebihi 20 meter, maka harus diberi lampu suar
(mercu suar).
- Sedikitnya harus ada dua jalan keluar dari dalam bangunan.
VI.2.3. Bahaya Karena Bahan Kimia
Banyak bahan kimia yang berbahaya bagi kesehatan. Biasanya para
pekerja tidak mengetahui seberapa jauh bahaya yang dapat ditimbulkan oleh
Instrumentasi dan Keselamatan Kerja --- VI - 44
berwarna yang sangat sulit diketahui jika terjadi kebocoran. Untuk itu sering
diberikan penjelasan pendahuluan bagi para pekerja agar mereka dapat
mengetahui bahwa bahan kimia tersebut berbahaya.
Cara lainnya adalah memberikan tanda-tanda atau gambar-gambar pada
daerah yang berbahaya atau pada alat-alat yang berbahaya, sehingga semua orang
yang berada didekatnya dapat lebih waspada. Selain hal-hal tersebut diatas,
usaha-usaha lain dalam menjaga keselamatan kerja dalam pabrik ini adalah
memperhatikan hal-hal seperti:
1. Di dalam ruang produksi para pekerja dan para operator dilarang
merokok.
2. Harus memakai sepatu karet dan tidak diperkenankan memakai
sepatu yang alasnya mengandung logam.
3. Untuk pekerja lapangan maupun pekerja proses dan semua orang
yang memasuki daerah proses diharuskan mengenakan topi
pengaman agar terlindung dari kemungkinan kejatuhan
barang-barang dari atas.
4. Karena sifat alami dari steam yang sangat berbahaya, maka harus
disediakan kacamata tahan uap, masker penutup wajah dan sarung
Utilitas --- VII - 45
BAB VII
UTILITAS
Dalam sebuah pabrik, utilitas merupakan bagian yang tidak dapat dipisahkan
mengingat saling berhubungan antara proses industri dengan kebutuhan utilitas
untuk proses tersebut. Dalam hal ini, utilitas dari suatu pabrik terdiri atas :
1. Unit Pengolahan Air
Unit ini berfungsi sebagai penyedia kebutuhan air pendingin, air proses, air
sanitasi dan air pengisi boiler.
2. Unit Pembangkitan Steam
Unit ini berfungsi sebagai penyedia kebutuhan steam pada proses
pemasakan, pemanasan dan supply panas pada alat.
3. Unit Pembangkitan Tenaga Listrik
Unit ini berfungsi sebagai penyedia kebutuhan listrik bagi alat-alat,
bangunan, jalan raya, dan lain sebagainya.
4. Unit Bahan Bakar
Unit ini berfungsi sebagai penyedia kebutuhan bahan bakar bagi alat-alat,
generator , boiler, dan sebagainya.
5. Unit Pengolahan Limbah
Unit ini berfungsi sebagai pengolahan limbah pabrik baik limbah cair
berupa bekas air pencuci , limbah padat berupa debu tepung, maupun
Utilitas --- VII - 46
Sistem Pengolahan Air
Air adalah suatu zat yang banyak terdapat dialam bebas. Sesuai dengan
tempat sumber air tersebut berasal, air mempunyai fungsi yang berlainan, dengan
karakteristik yang ada. Air banyak sekali diperlukan didalam kehidupan, baik
secara langsung maupun tidak langsung.
Didalam pabrik ini , dibedakan menjadi 2 bagian utama dalam sistem
pengolahan air. Bagian pertama adalah unit pengolahan air sebagai unit penyedia
kebutuhan air dan unit pengolahan air buangan sebagai pengolah air buangan
pabrik sebelum dibuang ke badan penerima air.
Dalam pabrik ini sebagian besar air dimanfaatkan sebagai air proses dan
sebagai media perpindahan energi. Untuk melaksanakan fungsi tersebut, air harus
mengalami proses pengolahan terlebih dahulu sehingga pabrik dapat befungsi
dengan optimum , aman dan efisien.
Secara umum fungsi air di pabrik ini terbagi dalam beberapa sistem
pemakaian, masing-masing mempunyai persyaratan kualitas yang berbeda sesuai
dengan fungsi dan kegunaannya. Sistem pemakaian tersebut antara lain adalah :
1. Sebagai air pengisi boiler (air umpan boiler)
2. Sebagai air sanitasi
3. Sebagai air pendingin
Utilitas --- VII - 47
VII.1. Unit Penyediaan Steam
Unit penyediaan steam berfungsi untuk menyediakan kebutuhan steam,
yang digunakan sebagai media pemanas pada proses pabrik ini. Jumlah steam
yang dibutuhkan untuk memproduksi produk adalah :
No. Nama Alat Kode Alat Steam (kg/jam) Steam (lb/jam)
1 HEATER ( B - 233 ) 128 283
Total kebutuhan steam = 3706,6064 lb/jam
Untuk faktor keamanan dari kebocoran-kebocoran yang terjadi, maka
direncanakan steam yang dihasilkan 20 % dari kebutuhan steam total :
= 1,2 x kebutuhan normal (3706,6064 lb/jam) = 4447,9277 lb/jam
Menghitung Kebutuhan Bahan Bakar :
ms (hv - hf)
mf = x 100 (Severn W.H : 142)
eb . F
dimana : mf = massa bahan bakar yang dipakai, lb/jam.
ms = massa steam yang dihasilkan, lb/jam.
hv = entalpi uap yang dihasilkan, Btu/lb.
hf = entalpi liquid masuk, Btu/lb.
eb = efisiensi boiler = 70% (Severn W.H : 143)
F = nilai kalor bahan bakar, Btu/lb.
hv = 2745,4 Btu/lb (suhu steam) [Steam Table]
hf = 632,1 Btu/lb (suhu air=100°C) [Steam Table]
F = nilai kalor bahan bakar digunakan Diesel Oil 12,6o API, sulfur 0,84%, sg
Utilitas --- VII - 49
Spesifikasi :
Kapasitas boiler : 4041,9164 Btu/jam
Tipe : Fire tube boiler (tekanan steam < 10 atm)
Heating surface : 1207,4307 ft2
Rate steam : 4447,9277 lb/jam
Efisiensi boiler : 70 %
Bahan bakar : Diesel Oil 12,6o API, sulfur 0,84%, sg 0,98
Rate bahan bakar : 307,1365 lb/jam
Jumlah : 1 buah
VII.2. Unit Penyediaan Air
Air di dalam pabrik memegang peranan penting dan harus memenuhi
persyaratan tertentu yang disesuaikan dengan masing-masing keperluan di dalam
pabrik. Penyediaan air untuk pabrik ini direncanakan dari air tanah.
Air tanah sebelum masuk ke dalam bak penampung, dilakukan
penyaringan lebih dahulu dengan maksud untuk menghilangkan kotoran yang
bersifat makro dengan jalan memasang sekat-sekat kayu agar kotoran tersebut
terhalang dan tidak ikut masuk ke dalam tangki penampung (reservoir). Dari
tangki penampung kemudian dilakukan pengolahan (dalam unit water treatment).
Untuk menghemat pemakaian air, maka diadakan sirkulasi.
Air dalam pabrik ini dipakai untuk : 1. Air Sanitasi
2. Air umpan boiler
3. Air pendingin
Utilitas --- VII - 50
VII.2.1. Air Sanitasi
Air sanitasi untuk keperluan minum, masak, cuci, mandi dan sebagainya.
Berdasarkan S.K. Gubernur Jatim No.45/2002 , baku mutu air baku harian :
Parameter Satuan S.K. Gubernur
Suhu oC Suhu air normal (25-30oC)
Kekeruhan Skala NTU
Warna Unit Pt-Co
SS Ppm
pH 6 - 8,5
Alkalinitas ppm CaCO3
CO2 bebas ppm CO2
DO ppm O2 > = 4
Nitrit ppm NO2 Nihil
Ammonia ppm NH3 – N 0,5
Tembaga ppm Cu 1
Fosfat ppm PO4
Sulfida ppm H2S Nihil
Besi ppm Fe 5
Krom heksafalen ppm Cr 0,05
Mangan ppm Mn 0,5
Seng ppm Zn 5
Timbal ppm Pb 0,1
COD ppm O2 10
Detergen ppm MBAS 0,5
Kebutuhan air sanitasi untuk pabrik ini adalah untuk :
- Karyawan, asumsi kebutuhan air untuk karyawan = 15 liter/hari per orang
= 15 liter/hari per orang x 100 orang ≈ 1,5 m3/hari
- Keperluan Laboratorium = 2 m3/hari
- Untuk menyiram kebun dan kebersihan pabrik = 10 m3/hari
- Cadangan / lain-lainnya = 10 m3/hari
+
Utilitas --- VII - 51
VII.2.2. Air Umpan Boiler
Air ini dipergunakan untuk menghasilkan steam di dalam boiler. Air
umpan boiler harus memenuhi persyaratan yang sangat ketat, karena
kelangsungan operasi boiler sangat bergantung pada kondisi air umpannya.
Beberapa persyaratan yang harus dipenuhi antara lain :
a. Bebas dari zat penyebab korosi, seperti asam, gas-gas terlarut.
b. Bebas dari zat penyebab kerak yang disebabkan oleh kesadahan yang tinggi,
yang biasanya berupa garam-garam karbonat dan silika.
c. Bebas dari zat penyebab timbulnya buih (busa) seperti zat-zat organik,
anorganik dan minyak.
d. Kandungan logam dan impuritis seminimal mungkin.
VII.2.3. Air Pendingin
Untuk kelancaran dan efisiensi kerja dari air pendingin, maka perlu diperhatikan
Utilitas --- VII - 52
Karekteristik Kadar maximum (ppm) Air Boiler Air Pendingin
Silica 0,7 50
Aluminum 0,01 -
Iron 0,05 -
Manganese 0,01 -
Calcium - 200
Sulfate - 680
Chloride - 600
Dissolved Solid 200 1000
Suspended Solid 0,5 5000
Hardness 0,07 850
Alkalinity 40 500
Untuk menghemat air, maka air pendingin yang telah digunakan
didinginkan kembali dalam cooling tower, sehingga perlu sirkulasi air pendingin,
maka disediakan pengganti sebanyak 20% kebutuhan. Kebutuhan air pendingin :
No. Nama Alat Kode Alat CW (kg/hari)
1 COOLING CONVEYOR ( E - 240 ) 108748,6406
Kebutuhan air pendingin total = 108748,6406 kg/hari
Dianggap kehilangan air pada waktu sirkulasi 10% dari total air pendingin. Sehingga sirkulasi air pendingin adalah 90%.
Air yang disirkulasi = x =
Air yang harus ditambahkan sebagai make up water :
= x = m3 / hari
Jadi, total kebutuhan air (disirkulasi) sebesar :
= +
= m3 / hari
x
24 x 60
=
119,6235 264,17
= 21,9451 gpm
0,1 108,7486 10,8749
108,7486 10,8749
119,6235
Utilitas --- VII - 53
Utilitas --- VII - 54
Utilitas --- VII - 60
Utilitas --- VII - 70
z P
2
v2
P1
Utilitas --- VII - 73
z1
z z2
P1
v1
P2
Utilitas --- VII - 75
Al2(SO4)3
P
1
Al2(SO4)3
V2
V1
P
2
Z2
Z1
Utilitas --- VII - 78
z1
z2
P2
v2
P1
v1
z P2
Utilitas --- VII - 81
z1
z2 z
P1
v1
P2
Utilitas --- VII - 84
z
1z
2 P2v2
P1
v1
z
P2Utilitas --- VII - 87
z1
z2
P1
P2 v2
z
Utilitas --- VII - 90
Utilitas --- VII - 92
Boiler
Utilitas --- VII - 95
Bak Air Bersih
Utilitas --- VII - 98
P1
v1
Utilitas --- VII - 101
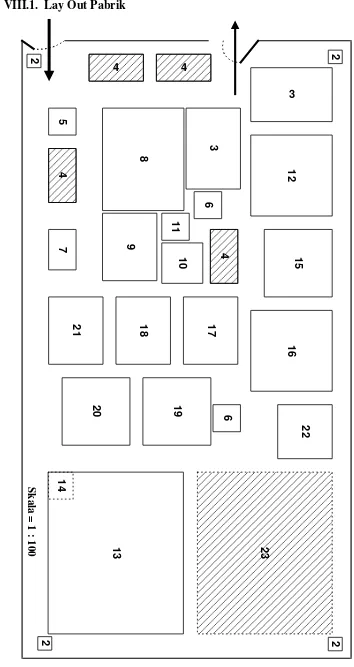
[image:110.595.106.500.62.708.2]
Tabel VII.4.1. Kebutuhan Listrik untuk Peralatan Proses dan Utilitas.
1 2 3 4 5 6 7 8 9 10 11 12 13 Total 294,82 1 4,00
No Nama Alat Kode Alat Jumlah Power
( hp ) Peralatan Proses
BELT CONVEYOR J-111 1 4,00
BUCKET ELEVATOR J-114 1 2,00