LAPORAN PRAKTEK KERJA LAPANG (PKL)
DI PT. IDEC ABADI WOOD INDUSTRIES, TARAKAN,
KALIMANTAN TIMUR
Oleh :
MARIA DEWI ASTARI
NIM : 100500084PROGRAM STUDI TEKNOLOGI HASIL HUTAN
JURUSAN TEKNOLOGI PERTANIAN
POLITEKNIK PERTANIAN NEGERI SAMARINDA
S A M A R I N D A
HALAMAN PENGESAHAN
Judul Laporan : LAPORAN PRAKTEK KERJA LAPANG (PKL) DI PT IDEC ABADI WOOD INDUSTRIES
Nama : Maria Dewi Astari
Nim : 100 500 084
Program studi : Teknologi Hasil Hutan Jurusan : Teknologi Pertanian
Pembimbing, penguji I, penguji II,
Ir. H. A. Syafii, MP. Erina Hertianti, S.Hut, MP H.Daud Salusu,S.Hut.,MP. NIP.196806101995121001 NIP. 197005031995122002 NIP. 197008301997031001
Menyetujui/mengesahkan,
Ketua Program Studi Teknologi Hasil Hutan, Politeknik Pertanian Negeri Samarinda
Ir. H. A. Syafii, MP, NIP 196806101995121001
1 BAB I
PENDAHULUAN A. Latar Belakang
Seiring dengan perkembangan jaman yang terus berkembang, perkembangan industri pun ikut berkembang sesuai dengan keadaan pasar konsumen. Namun berbanding terbalik dengan perkembangan industri pengolahan kayu yang semakin susah bertahan akibat bahan baku yang kurang, sehingga industri pengolahan kayu banyak yang gulung tikar. Hanya industry – industry kecil yang dapat bertahan dalam keadaan seperti ini dengan persediaan bahan baku yang masih dapat diperoleh dari HPH (Hak Penguasaan Hutan) milik sendiri maupun dibeli dari perusahaan HPH lainnya dengan stock kayu yang dapat dipanen secara berkesinambungan hingga industri dapat tetap berjalan dengan baik.
Sekarang ini sulitnya mendapatkan kayu yang berdiameter besar memaksa industri pengolahan kayu untuk memanfaatkan kayu semaksimal mungkin dengan membuat produk-produk yang dapat menghemat penggunaan bahan baku kayu, memanfaatkan jenis-jenis kayu yang bernilai rendah serta menambah kekuatan dan meningkatkan mutu kayu dengan memperindah segi dekoratif kayu.
Dalam rangka memenuhi materi perkuliahan yang didapatkan dibangku kuliah maka diadakan Praktek Kerja Lapang (PKL) selama kurang lebih dua bulan untuk menambah pengalaman sekaligus memperdalam skill mahasiswa. Dengan demikian mahasiswa mendapatkan pengalaman dan pengertian mengenai perusahaan atau industri tertentu sesuai dengan keahliannya ialah dengan bekerja sebagai anggota tenaga kerja diperusahaan atau industri
2 tersebut. Dengan pengalaman bekerja ini diharapkan para mahasiswa mampu mengaitkan antar pengetahuan akademik dengan pengetahuan praktis dan mampu menghimpun data mengenai suatu kajian pokok dalam bidang keahliannya sehingga mahasiswa dapat lebih memahami apa yg telah di pelajari bangku kuliah.
B. Tujuan Praktek Kerja Lapang
Tujuan dari pelaksanaan Praktek Kerja Lapang (PKL) ini adalah :
a. Mendapat pengetahuan dan wawasan serta keahlian mengenai proses pembuatan plywood.
b. Mempelajari pemanfaatan limbah kayu (saw mill)
C. Hasil yang Diharapkan
Adapun hasil yang diharapkan dari pelaksanaan kegiatan Praktek Kerja Lapang (PKL) yaitu:
a. Agar mahasiswa mengetahui keadaan lapangan yang sebenar nya sehingga terbentuk rasa tanggung jawab, kepemimpinan dan terbentuk jiwa sosial.
b. Mendapatkan pengalaman serta keterampilan sehingga mahasiswa dapat menjadi tenaga siap pakai, dan terbentuknya rasa tanggung jawab tehadap sebuah pekerjaan dan dapat menjadi ahli madya siap pakai.
c. Menjadikan mahasiswa yang mempunyai pengalaman dan keterampilan, rasa tanggung jawab dalam memecahkan masalah dan melatih kemampuan kepemimpinan mahasiswa
3 BAB II
KEADAAN UMUM PERUSAHAAN
A. Tinjauan umum perusahaan
PT. Idec Abadi Wood Industries berdiri pada tahun 1981, merupakan perusahaan patungan yang berstatus PMA ( Penanaman Modal Asing ), yang merupakan usaha patungan antara PT Inhutani I ( Persero ) – BUMN Kehutanan, East Kalindo Co. Ltd ( Taiwan ) dan PT Danalaga I ( Swasta Nasional ). Pada tahun 2003/2004, kepemilikan saham East Kalindo Co.Ltd dan PT. Danalaga diambil alih oleh PT Papua Mandiri Wood Industries, yang menyebabkan status perusahaannyapun berubah menjadi PMDN ( Penanaman Modal Dalam Negeri ) disahkan melalui Akte Notaris Yulida Desmartiny SH Nomor 21 tanggal 16 April 2003 dan Nomor 7 Tanggal 4 Agustus 2004, sehingga komposisi kepemilikan sahamnyapun berubah menjadi perusahaan patungan antara PT Inhutani I ( Persero ) dan PT. Papua Mandiri Wood Industries.
B. Manajemen perusahaan
PT Idec Abadi Wood Industries adalah perusahaan perkayuan yang berbasis Industri Kayu Lapis berlokasi di Kota Tarakan Propinsi Kalimantan Timur, yang bahan baku kayu bulat (logs) nya dipasok secara kontinyu dari kawasan hutan yang dikelola secara lestari di areal-areal HPH PT Inhutani I, PT. ITCI Kayan Hutani, PT Civika Wana Lestari dan PT Sarana Trirasa Bhakti, di wilayah Kabupaten Bulungan Propinsi Kalimantan Timur dan bekerjasama dengan pemasok bahan baku lainnya seperti PT Inhutani I Segah Hulu, PT Inhutani I Pimping, dan PT Inhutani I Pangean.
Produk industrinya berupa Kayu Lapis (Plywood) dan produk sampingannya (Blockboard dan Bare Core).
4 Produk yang dihasilkan PT IDEC Abadi Wood Industries adalah :
1. Polywood Usumono 2,4 mm, dan 2,8 mm ( Khusus ekspor ke Jepang ) 2. Floor base 5 ply : 8,6 – 8,7 mm dan 11, 5 mm
3. Floor base 7 ply 11,5 mm
4. General Plywood 3,0 mm dan 12,5 mm 5. Blockboard
C. Pemasaran
Semua produk yang dikerjakan pada PT IDEC Abadi Wood Industries sesuai dengan pesanan atau permintaan dari pembeli (Buyer). Dalam memasarkan produk yang dihasilkan PT IDEC Abadi Wood Industries mengekspor hampir seluruhnya dipasarkan ke luar negeri (ekspor) dengan negara tujuan adalah Jepang (pasar utama) , Taiwan dan Korea Selatan
Pembagian ekspor rata-rata 83% ke Jepang, 13% ke Taiwan, 4 % untuk lokal dan sisanya 1 % ke USA.
D. Sumber Daya Manusia
PT IDEC Abadi Wood Industries memiliki 1. 727 orang tenaga kerja yang terdiri dari laki-laki sebanyak 935 dan perempuan sebanyak 792 orang, yang di bagi dalam beberapa section, yang pada setiap section jumlahnya tidak sama disesuaikan dengan frekuensi pekerjaan, dan waktu kerja dibagi menjadi tiga shift.
E. Lokasi dan Waktu Kegiatan PKL
Kegiatan Praktek Kerja Lapang (PKL) berlokasi di PT. IDEC Abadi Wood Industries di Tarakan, Kalimantan Timur. Dengan waktu kegiatan dimulai dari
5 tanggal 06 maret 2013 sampai dengan 03 Mei 2013 dengan kegiatannya adalah sebagai berikut :
1. Pembuatan Plywood a. Deprt. Log Yard b. Deprt. Rotary Lathe c. Deprt. Dryer
d. Deprt. Venner Section e. Deprt. Glue speader f. Deprt. Finishing
g. Deprt. Grading Control h. Deprt. Packing
i. Quality Control dan Lab
2. Saw mill
a. Pembuatan Sawn Timber b. Pembuatan Bare Core
6 BAB III
HASIL PRAKTEK KERJA LAPANG A. Proses Pembuatan Plywood
1. Persiapan Bahan Baku ( Log Yard) a. Tujuan
Kegiatan di log pond, log yard dan log cutting meliputi kegiatan : a) Pengukuran diameter log, panjang, dan cacat log untuk mendapatkan
volume bersihnya.
b) Pendataan pada SLK yang berisi keterangan Tahun, nomor angkutan, dan nomor kayu, serta nama perusahaan asal kayu.
c) Pemilihan log berdasarkan kebutuhan. d) Pemotongan log
e) Penimbunan/ penumpukan log sesuai peruntukannya.
Adapun jenis log yang terdapat pada log pond terdiri dari dua jenis, yaitu :
a) Floater merupakan jenis log yang mempunyai berat jenis rendah atau jenis log yang terapung. Contohnya Meranti, Kapur, rimba campuran dan lain-lain. Log jenis ini di angkut dengan cara dirakit dan ditarik dengan kapal Tug Boat kemudian di tampung di log pond
b) Shinker merupakan jenis log yang mempunyai berat jenis tinggi atau jenis log yang tenggelam. Contohnya Bangkirai, Keruing, Tengkawang dan beberapa dari jenis meranti. Log jenis ini diangkut dari camp nya dengan cara dirakit atau di angkut dengan menggunakan ponton.
7 b. Dasar teori
Log adalah kayu bulat atau kayu yang masih berbentuk gelondongan yang berasal dari hutan. Log pond adalah tempat penampungan Log yang tempatnya berada di pinggir sungai atau laut, log yard berada di darat dan log full adalah kolam penampungan log jenis flooter.
Adapun permintaan pemotongan kayu pada departemen log yard berdasarkan kontrak buyer, yang dilanjutkan ke rotary. Berikut adalah table komposisi jenis kayu yang digunakan sesuai dengan permintaan buyer.
Table. 1. Jenis kayu untuk produk plywood
ORDER Jenis kayu untuk
Face Back Center core Core
All meranti Meranti Meranti/melapi/ sinker Meranti/melapi Meranti/melapi F/B sinker
Sinker Sinker Meranti/melapi Meranti/melapi All sinker Sinker Sinker Meranti merah Sinker
Face melapi
Melapi Meranti/meranti Meranti/melapi Meranti/melapi Face
majao
Majao Meranti/majao Meranti/melapi Meranti/melapi F/B kapur Kapur Kapur Meranti/melapi Meranti/melapi All kapur Kapur Kapur Kapur/meranti/
melapi
Kapur
c. Alat dan bahan a) Stick ukur b) Alat tulis-menulis c) Cat d) Alat hoist e) Creane f) Loader g) Bell loger
8 h) Forklift
i) Gergaji hidrolik d. Prosedur kerja
Pemeriksaan log mulai dari jumlah log yang datang disesuaikan dengan jumlah yang tertulis dalam dokumen, jika tidak sesuai maka akan dibuat berita acara. Pemilihan log berdasarkan jenisnya flooter masuk ke log full dan singker masuk ke log yard, log di naikkan/masuk ke log yard maupun ke log full dengan menggunakan mesin crane. Kemudian log dalam log full dipilih sesuai dengan permintaan rotary di bawa ke mulut log full dengan menggunakan tombak penarik log oleh pekerja, kemudian dinaikkan ke roll conveyor dengan menggunakan hoist 20 ton, setelah itu log diukur dengan menggunakan tongkat ukur sesuai dengan permintaan potongan dan diberi tanda garis untuk pemotongan. Kemudian roll coveyor dijalankan, ketika sampai di mesin gergaji hidrolik kemudian log dipotong-potong sesuai ukuran yang telah ditentukan. Telly bertugas mengukur dan mencatat diameter kayu lalu menentukan kualitas log dijadikan face/back atau core dengan ukuran potongan yang akan diolah menjadi veneer face dan back sepanjang 258 cm, 201 cm, 228 cm, 195 cm, sedangkan yang diolah menjadi veneer Core 258 cm, 195 cm, 201 cm, dan pendek (core) 130 cm dan 105 cm serta menentukan tebal kupasan yaitu F/B 055 mm, 050 mm, 070 mm, 090mm dan 130 mm, 160mm dan Core 145mm, 260mm dan menuliskannya pada potongan log tersebut dengan menggunakan kapur/crayon. Jika log banyak gerowongan maka akan dipotong untuk saw mil dan jika diameter kayu tampak mau pecah, telly harus memberi paku 8
9 pada bagian penampang log. Setelah log di potong lalu log di masukkan ke log full rotary dan log yard rotary.
e. Hasil yang dicapai
Diharapkan semua log sesuai dengan dokumen yang tertulis. Agar log tidak banyak di buang, jadi pada saat pemotongan log harus diperhatikan, apakah banyak lubang atau tidak agar pemanfaatan nya lebih tepat, dan tidak terlalu banyak di buang ke saw mill atau jadi sampah untuk bahan baku boiler. Pemberian tanda pada potongan log juga berfungsi untuk memudahkan pekerjaan di rotary.
f. Pembahasan
Alasan dibedakannya kedua jenis kayu ini adalah karana pengaruh kadar airnya. Kayu memiliki berat jenis tinggi (BJ 0,8 > up) sehingga kadar air yang ada dalam serat kayu akan lebih lama keluar dibanding kayu dengan berat berat jenis rendah (BJ 0,8 < kebawah).
Sebelum di potong log terlebih dahulu diukur menggunakan tongkat ukur, dan untuk ukuran potongan disesuaikan dengan permintaan, jika ada kelebihan tetap dipotong untuk digunakan sebagai bahan baku utuk boiler dan saw mill yang tujuannya agar log dapat termanfaatkan semaksimal mungkin.
2. Rotary Lathe. a. Tujuan
Menghasilkan lembaran veneer sesuai dengan permintaan b. Dasar teori
Didalam seluruh seksi kegiatan, seksi inilah mempunyai peranan penting selain seksi glue spreader. Karena seksi rotary ini yang menentukan apakah
10 veneer yang dihasilkan itu bagus atau tidak untuk di produksi selanjutnya, jadi diseksi ini dibutuhkan sekali seorang operator mesin yang mempunyai keterampilan yang tinggi dan keuletan dalam bekerja, selain itu juga dibutuhkan kekompakan antara pekerja diseksi rotary ini.
Mesin rotary mempunyai 3 jenis pisau yang mempunyai masing-masing fungsi, yaitu :
a) Pisau pengupas veneer
b) Pisau pada bagian pinggir yang berfungsi untuk meratakan bagian pinggir veneer
c) Pisau pada bagian tengah yang bisa diturunkan untuk membuat short core dan dinaikkan (tidak di fungsikan) untuk membuat long core/ center core atau face/back.
c. Alat dan bahan a) Alat hoist
b) relling c) Alat rotary
d. Prosedur kerja
Prosedur Kerja Log Peeling adalah sebagai berikut :
a) Log yang sudah ditentukan titik pusat lingkaran kemudian dibawa dengan trolly menuju ke spindle.
b) Kemudian log yang berada di spindle di tekan atau menjepit log pada kedua ujungnya sampai gigi-gigi pada ujung spindle masuk seluruhnya dalam kayu.
c) Operator menyetel sudut kupas dari pisau kupas dan nosebar demikian pula spur knife sesuai dengan tebal veneer yang ada di papan permintaan.
11 d) Setelah samua alat selesai disetel, operator memutar spindle searah jarum
jam dan operator memulai dengan pengupasan core kulit.
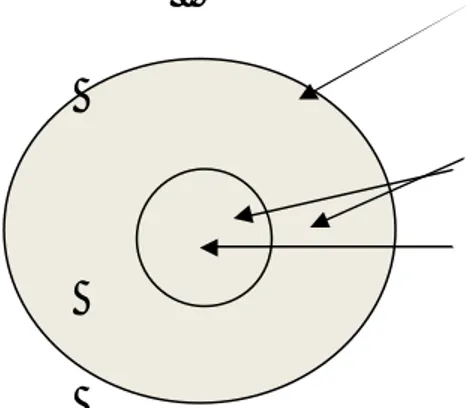
e) Setelah itu mulai dilakukan pengupasan veneer. Pengupasan dibagi menjadi 3 bagian yaitu :
1) Pemotongan awal dibuat S/C
2) Pemotongan pertengahan dibuat F/B / L/C
3) Pemotongan akhir kembali di buat S/C dapat dilihat pada gambar berikut :
Gambar 1. Urutan pada pengupasan pada Log
f). Veneer yang keluar diteruskan dengan belt conveyor menuju relling untuk digulung yang sebelumnya ujung veneer dipotong sekitar 5 cm. sedangkan untuk Short Core langsung disusun.
Reeling adalah penggulungan veneer yang berasal dari pengupasan mesin rotari, dan sebagai alat penggulung yang digunakan adalah bobbin. Veneer yang digulung, pertama-tama disobek bagian pangkalnya sekitar 5 cm lalu digulung.
?
Short Core (S/C)
?
Long Core (L/C) atau Face/Back (F/B)
?
Short Core (S/C)
12 e. Hasil yang dicapai
Pengupasan core kulit ini fungsinya untuk membuat log yang tadi bentuknya tidak bulat menjadi bulat agar veneer yang dihasilkan baik dan panjang. Sedangkan relling berfungsi untuk mempermudah proses pengeringan dan agar veneer tidak mudah robek.
f. Pembahasan
Mesin rotary mengupas log menjadi lembaran venee face –back, short core maupun center core. Relling digunakan untunk menggulung veneer face-back dan center core. Pada saat reelling, kedua bagian pinggir diberikan gummed tape yang berfungsi agar veneer tidak rusak atau sobek sewaktu dibuka dan masuk ke pengeringan veneer.
3. Dryer
a. Tujuan
Pengeringan veneer bertujuan untuk mengeringkan veneer hasil pengupasan rotary, mengurangi kadar air sesuai dengan yang diinginkan atau sesuai standar yang ditetapkan oleh internal perusahaan, dan menambah kekuatan veneer, menstabilkan ukuran veneer, memudahkan dalam proses perekatan.
b. Dasar teori
Di PT IDEC Abadi Wood Industries terdapat 5 mesin dryer (1 tidak difungsikan) yang terdiri dari 2 jenis fungsi yang berbeda yaitu 2 mesin continous dryer dan 3 mesin roll drayer. Yang dimana continous dryer berfungsi sebagai pengering untuk face back dan center core yang berasal dari gulungan (unreeling) veneer secara berkesinambungan, dimana pada mesin ini terdapat 3 dek yaitu dek 1,dek 2 dan dek 3 untuk mengeringkan veneer face dan back serta
13 center core dengan ketebalan yang berbeda. sedangkan roll dryer berfungsi sebagai pengering short core dimana mesin ini mempunyai 2 dek, (atas dan bawah)
Pada dasarnya prinsip kerja dari kelima mesin dryer ini sama saja, mulai dari tekanan steam 10 – 13 kg/cm2 (untuk semua mesin dryer), temperatur Continuous dryer 150 – 180 ºC.
Untuk kecepatan dryer banyak faktor yang mempengaruhinya seperti ketebalan veneer, kadar air dan jenis kayu lainnya.
Standar kadar air adalah sebagai berikut :
Tabel.2. Standar Kadar Air Produk
No JENIS PRODUK STANDAR KADAR AIR (%)
Face/Back Core Center Core
1 USUMONO
(2,4 – 2,8 mm)
8 – 12 6 – 10 -
2 FLOOR BASE 5 PLY 11,5 mm
6 – 10 8 – 12 6 – 10
3 FLOOR BASE 7 PLY 11,5 mm
6 – 10 8 – 12 6 – 10
4 FLOOR BASE 5 PLY 8,6 – 8,7 mm
6 – 10 6 – 10 6 – 10
5 GENERAL PLYWOOD 3,0 – 12,5 mm
8 – 12 8 – 12
Tabel.3. Standar Kadar Air Veneer
Jenis veneer Kadar air Phenol
Urea /melamine
Maks. 10 %
Face /Back Maks. 12%
long core Maks. 10%
14 c. Alat dan bahan
a) Mesin dryer b) Alat MC meter c) monitor
d) Meteran
d. Prosedur kerja
a) Memastikan keadaan mesin dryer dalam keadaan baik
b) Veener dari riling dimasukkan ke mesin continous drayer sedangkan short core dimasukan ke dalam mesin roll drayer, pengangkutan bahan core dibantu dengan forklift.
c) Proses pengeringan veener bejalan dengan temperatur rata-rata 150 - 180?C (temperature tergantung dengan jenis dan ketebalan kayu)
d) Setelah veener melaui prose pengaringan dilakukan pemotongan dengan alat clipper sesuai dengan ukuran dan dikeluarkan melalui output dryer .(khusus mesin continous dryer)
e) Sedangkan untuk roll dryrer tidak ada pemotongan lagi, namun jika core masih basah maka mesin akan secara otomatis menyemprotkan cairan ke bahan core, maka core harus dipisihkan dan dikeringkan ulang lagi. f) Bagian output bertugas untuk menyusun lembran veneer. Pada bagian
continous drayer veneer harus dipilih berdasarkan bentuk visualnya dimana pemilihan veneer dibedakan menjadi face langsung, face lem, back sambung, back tambal, back lem, dan back langsung.
g) Sedangkan di roll dryer tidak ada pemilihan, core yang dikeringkan langsung disusun sesuai dengan jenis kayu nya dan warnanya.
15 e. Hasil yang dicapai
Bagian akhir dari dryer adalah penyeleksian kualitas veneer. Khusus untuk veneer face/back di bagi menjadi 3 kualitas :
a) Veneer yang bagus dan tidak memiliki cacat akan dipilih menjadi veneer face dan langsung dibawa ke tempat penyettingan face/back untuk di setting.
b) Veneer yang tidak memiliki cacat atau cacatnya tidak melebihi toleransi dan dari segi penampakannya kurang menarik atau lebih jelek dari veneer face maka akan dijadikan back.
c) Veneer yang memilki cacat akan masuk ke bagian repair untuk di perbaiki. (back tambal, back sambung dan back lem)
f. Pembahasan
Dalam kegiatan drying yang perlu diperhatikan adalah suhu pengeringan dan kecepatan roller yang akan mempengaruhi MC dari pada veener itu sendiri. 4. Veneer section
a. Tujuan
Kegiatan setting dan repair veneer bertujuan untuk menyambung dan menyeting veneer menjadi satu bagian agar memudahkan dalam proses selanjutnya. Face langsung dan back langsung dapat di setting langsung dan dapat langsung digunakan di bagian glue speader.
b. Dasar teori
a) Penyambungan veneer (veneer jointing)
Penyambungan veneer adalah bagian kerja yang melaksanakan penyambungan veneer yang memiliki ukuran tidak sempurna atau dengan ukuran veneer yang diinginkan. Kegiatan ini menggunakan mesin penyambung.
16 Di PT IDEC AWI menggunakan 4 jenis mesin penyambung veneer yaitu mesin Jointer, mesin NFC, mesin Compuser dan mesin long center compuser. Dimana mesin jointer untuk menyambungkan core yang tebal nya di atas 300 mm, NFC menyambungkan core yang lebih tipis dibawah 300mm, compuser untuk menyambung back dan long core compuser untuk menyambungkan center core.
b) Penyusunan veneer (veneer setting)
Penyusunan veneer adalah kegiatan menyusun veneer sesuai dengan komposisi plywood yang diinginkan dengan tujuan untuk mempermudah proses pengeleman (glue).
c) Repair
Repair adalah memperbaiki veneer yang rusak seperti cacat mata kayu, kurang lebar, berlubang dan menambahkan gummed tape jika pada pinggiran veneer tidak ada gummed tape nya.
c. Alat dan bahan a) Compusser
b) NFC c) Jointer
d) Long core compusser e) Gummed tape f) Reeling tape g) Cutter h) Papan meteran i) Papan alas j) Hot melt k) Gume tape
17 l) Benang putih
m) Meteran n) Kereta dorong
o) Veneer face, back, core dan center core. d. Prosedur kerja
Veneer face dan back serta core maupun center core yang telah diseleksi dan siap digunakan langsung disetting menjadi satu untuk memudahkan saat penyusunan plywood.
Sedangkan veneer yang dipilih back tambal, back sambung dan back lem direpair, jika tidak dapat direpair maka akan dikirim ke mesin compuser. Dan veneer core disambung dengan mesin yang direkatkan menggunakan reeling tape, gume tape, benang poliester,dan hot melt.
e. Hasil yang dicapai
Kegiatan diseksi ini dilakukan untuk mendapatkan settingan dan perbaikan yang baik untuk veneer face, back dan core.
f. Pembahasan
Dalam kegiatan ini yang perlu diperhatikan adalah penyetingan face-back, core dan center core, penyettingan warna dan keadaan visual veneer jika veneer terlihat basah maka harus diukur dengan menggunakan alat protimeter jika basah veneer akan dikembalikan ke drayer, dan juga jika terdapat banyak noda maka tidak boleh dijadikan face.
18 5. Glue speader
a. Tujuan
Kegiatan glue speader adalah bertujuan untuk mulai menyusun veneer-veneer menjadi plywood berdasarkan ketebalan yang diinginkan dengan menggunakan bahan perekat.
b. Dasar teori
Glue merupakan kegiatan penyatuan veneer–veneer menjadi kayu lapis sesuai dengan ukuran yang diinginkan, dimana proses ini merupakan awal terbentuknya plywood dan pada section ini terbagi menjadi lima tahapan yaitu :
a) Pencampuran perekat (glue mixing)
Pencampuran perekat merupakan kegiatan pencampuran formula perekat dimana dalam kegiatan ini melakukan pencampuran bahan–bahan perekat yang telah ditentukan komposisinya dan mencampur komponen perekat didalam mesin glue mixer.
Adapun jenis resin yang digunakan adalah Melamine resin dan Urea resin. Bahan – bahan pendukung lainnya adalah tepung industri, HU (hardener), Anti fire, Melamine Powder dan lain – lain.
Adapun hal yang paling utama dalam bagian ini adalah mengenai komposisi dan kekentalan atau viscositas resin. Mengenai viscositas ini dapat diukur dengan menggunakan alat pengukur yaitu viscotester. Apabila dalam pencampuran perekat ini terlalu cair maka dapat ditambah tepung industri, jika terlalu kental maka ditambah resin. Untuk standart viscositas yang dipakai adalah perekat yang menggunakan urea formaldehyde dan melamine formaldehyde adalah 17 – 23 poise. kemudian perekat yang dapat didistribusikan dalam ketangki penampung dimasing–masing glue spreader.
19 b) Pelaburan perekat (glue spreading)
Pada bagian ini merupakan kegiatan yang melaksanakan pelaburan perekat ke permukaan veneer dengan menggunakan mesin glue spreader dengan komposisi bahan perekat yang telah ditetapkan sesuai standar. Berikut adalah tabel komposisi perekat menurut jenis tipe pereket.
Tabel.4. komposisi bahan perekat Tipe 2
Nama bahan TYPE 2
MR F* F** F*** F**** Urea glue 250 250 250 250 225 Melamin powder - - - - 25 melamin glue 25% LFE - - 2 2 - Hu-280 1,5 - - - - Hu-310 - 25 30 35 45 Hu-101 - - 1 1 3 Tepung 50 50 50 50 50 Total (kg/mix) 301.5 325 333 338 348
Tabel.5. komposisi bahan perekat Tipe 1,5
Nama bahan Type 1,5 F* F*** F***
F**** Meranti Kapur
Urea glue 225 225 225 225
Melamin glue 25% LFE 25 35 35 30
Melamin powder - 2.5 3 3 Hu-310 20 35 35 40 Hu-101 - 1 1 2 Tepung 50 50 50 50 Air - - - - Total(kg/mix) 320 348.5 349 350
Tabel.6. komposisi bahan perekat Tipe 1
Nama bahan Type 1
Cp F* F** F*** F**** Melamin glue 25% LFE 250 250 250 250 250 Urea glue - - - - - Melamin powder - - 4 6 10 Hu-280 2.5 - - Hu-330 - 20 26 34 38
20
Hu-100 - 1 1 1 1
Tepung 45 45 45 45 45
Total(kg/mix) 297.5 316 326 336 334 Sebelum melaburi veneer harus diketahui terlebih dahulu berat laburnya, karena harus sesuai dengan standart yang ada. Cara mengetahui berat labur adalah: 1. Core veneer yang belum dilaburi perekat (berat awal) ditimbang.
2. Kemudian veneer tersebut dimasukkan kedalam glue spreader, kemudian beratnya di timbang lagi (berat akhir)
????? ????? ? ????? ????? ? ????? ? ? ? ? ????? ????? ?????? ?????ð? ? ??????ð Tabel.7. standar berat labur
Tebal core Jenis core
Tipe II/I
(gr/feet²)
Anti fire dengan campuran obat Keterangan jenis kayu 6% 8% 1.45/1.70 UM 30± 2 32± 2 33± 2 260 GP 34± 2 36± 2 37± 2 270 GP 34± 2 3.00-3.25 GP 42± 2 Core sortiran/jatuhan 3.80 GP 40± 2 42± 2 43± 2 2.70 FL 36± 2
3.25 FL 44± 2 All meranti dan
melapi
3.25 FL 46± 2 F/B sinker
Dalam proses perekatan veneer terbagi atas satu kali proses, dan second proses (khusus Produk Usumono). Untuk satu kali proses core dimasukan sebanyak dua lembar dalam mesin glue spreader kemudian direkatkan dengan veneer face dan back. Setelah itu baru diangkat untuk diberikan perlakuan kempa dingin. Sesudah pengempaan dingin dilakukan, lalu direpair. Jika proses repair selesai maka diangkut kembali ke glue spreader untuk menjalani dua kali proses yaitu dengan cara memasukan sekaligus dua lembar diinput glue
21 spreader dan output direkatkan dengan face dan back. Setelah keluar dari glue spreader baru diberikan perlakuan kempa dingin dan kemudian diseleksi serta dilanjutkan dengan memberikan perlakuan pengempaan panas. Untuk 1 kali proses dimulai dari kegiatan glue spreader lalu diberi perlakuan pengempaan dingin kemudian diseleksi lalu diberi perlakuan pengempaan panas.
c) Pengempaan dingin (cold press)
Pengempaan dingin adalah merupakan kegiatan pengempaan awal terhadap susunan veneer yang telah dilaburi perekat. Adapun tujuan dari pengempaan dingin adalah :
1. Untuk meratakan perekat keseluruhan permukaan veneer.
2. Untuk memaksa perekat masuk kedalam pori – pori kayu sehingga sehingga terjadi penjangkaran yang bersifat mengakar pada permukaan veneer yang direkatkan.
3. Memberi kesempatan perekat bereaksi dengan kayu karena molekul - molekul perekat berukuran lebih besar dari rongga sel kayu, maka untuk memaksa sebagian perekat masuk kedalam rongga sel kayu yang diperlukan tekanan yang cukup besar. Berikut adalah tabel tekanan dan waktu pengepresan pada mesin cold press :
Tabel.8. Standar Tekanan dan Waktu Pada Mesin Cold Press
Size
Mesin no :
1,2,5,6,7,8,11,12 Mesin no: 9, 10 Mesin no : 4,13,14
Tekanan (Kg/cm2) Waktu (menit) Tekanan (kg/cm2) Waktu (menit) Tekanan (kg/cm2) Waktu (menit) 3 X 6 (955 X 1870) (990 X 1880) 80 2 X 15 120 2 X 15 80 30 3 X 7 (955 X 2190) (955 X 2170) 95 2 X 15 140 2 X15 95 30 3 X 8 110 2 X15 160 2 X15 110 30
22 (955 X 2490 ) 4 X 6 1270 X 1870 110 2 X 15 160 2 X 15 110 30 4 X 7 1270 X 2190 125 2 X 15 185 2 X15 125 30 4 X 8 1270 X 2490 145 2 X15 210 2 X15 145 30 d) repair
repair adalah suatu kegiatan yang melakukan perbaikan terhadap cacat yang terdapat pada veneer setelah dilakukan pengempaan dingin. Adapun cacat yang perlu di repair adalah sebagai berikut:
1. Core bertumpangan (core laps) 2. Core renggang (core void) 3. Lubang gerek besar (pin hole) 4. Patah (broken)
5. Sampah (waste)
Hal yang perlu diperhatikan dalam proses repair ini adalah para pekerja (pelaksana) dituntut ketelitiannya dan perlu berhati – hati dalam melaksanakan kegiatan ini.
e) Pengempaan panas (hot press)
Pengempaan panas merupakan kegiatan pengeringan perekat terhadap kayu lapis. Tujuan dari pengempaan panas ini adalah untuk memaksa perekat masuk ke dalam pori-pori kayu,mengeringkan sehingga daya rekatnya menjadi maksimal dan menguapkan sisa air yang tersisa dalam plywood.
Hal yang perlu diperhatikan dalam proses pengempaan panas adalah sebagai berikut :
1. Dalam memasukan plywood dalam plat harus hati-hati dan sampah dibersihkan dari permukaan plywood.
23 2. Penyusunan plywood pada plat pengempaan panas harus di
tengah-tengah.
3. Besar tekanan,waktu kempa dan temperatur harus sesuai dengan ketebalan dan ukuran plywood.
Berikut adalah tabel standar mesin hot press:
Tabel.9. standar tekanan dan waktu pada mesin hot press
Tebal Suhu Tekanan(Kg/cm²) Waktu(
detik) T-II T-I Hp 1,3 & 4 Hp 2 T-II/I 4’x8’ 4’x6’ 3’x6’ 3’x7’ 3’x6’ 2,4 115 125 145 110 80 95 110 80 3,7 115 125 145 110 80 95 110 120 5,2 115 125 145 110 80 95 110 160 8,7 115 125 145 85 120 250 11,5 115 125 76 115 325 14,6 115 125 145 110 80 95 110 450
c. Alat dan bahan Alat a) Mixer b) Glue spreader c) Cold press d) Hot press e) Forklift f) Kereta dorong g) Papan alas h) Cutter i) Reeling tape j) MC k) Visco tester
24 l) Sapu lidi
m) Meteran
n) Timbangan Digital Bahan
a) Veneer face, back dan core b) Perekat/Lem
c) Air d) Catcher
d. Prosedur kerja
a) Menyiapkan lembaran-lembaran veneer face, back dan core
b) Melakukan pencampuran formula perekat dengan menggunakan mesin glue mixer
c) Melakukan pelaburan perekat pada veneer core dan memulai menyusun veneer menjadi plywood
d) Memasukkan susunan veneer kedalam cold press dengan tekanan yang telah ditentukan
e) Melakukan repair jika terdapat cacat pada plywood
f) Memasukkan plywood ke mesin hot press berdasarkan suhu dan tekanan yang telah ditetapkan
e. Hasil yang dicapai
Kegiatan dilakukan untuk menyusun veneer menjadi plywood sehingga didapat plywood yang baik.
f. Pembahasan
Dalam kegiatan assembly yang perlu diperhatikan yaitu formula perekat yang digunakan untuk setiap produk plywood yang diproduksi, selain itu juga
25 harus memperhatikan waktu, suhu dan tekanan pada mesin cold press dan hot press.
6. Finishing a. Tujuan
Kegiatan finishing bertujuan untuk memperbaiki sisi panjang, lebar dan permukaan plywood agar produk plywood lebih baik dan berkualitas tinggi.
b. Dasar teori
Pada finishing section ini terdapat beberapa proses antara lain : a) Pemotongan sisi (double sizing)
Pemotongan sisi merupakan kegiatan pemotongan pada kedua sisi panjang dan sisi lebar suatu plywood yang telah melalui proses pengempaan panas dengan menggunakan mesin double sizer. Adapun tujuan dari proses ini adalah untuk mendapatkan plywood dengan ukuran yang sesuai dengan yang ditentukan atau diinginkan. Mesin double sizer berjumlah dua unit. Pada proses ini yang perlu diperhatikan adalah:
1. Ketingggian mata gergaji harus sesuai dengan ketebalan plywood yang akan dipotong dan harus sesuai dengan standar yang berlaku atau yang ditetapkan.
2. Ketajaman mata gergaji harus selalu diperiksa agar hasil yang didapat benar-benar baik.
3. Penyetelan rolls sepatu harus benar-benar tepat agar dapat menghindari atau mencegah cacat/pecah sisi.
4. Memasukan plywood ke rolls conveyor harus hati-hati, tidak boleh miring dan blower harus selalu dihidupkan.
26 Pendempulan merupakan suatu proses yang melakukan kegiatan perbaikan terhadap permukaan plywood dari cacat alami maupun cacat teknis dengan menggunakan dempul. Jenis-jenis cacat yang di dempul adalah sebagai berikut :
1. Lubang gerek besar (pin hole) 2. Lubang mata kayu
3. Lubang bekas paku 4. Permukaan kasar
Dalam kegiatan ini hal yang harus diperhatikan adalah :
1. Pendempulan tidak boleh terlalu tipis dan cekung.
2. Warna dempul harus sama dengan warna panel yang akan di dempul
3. Pendempulan harus searah dengan arah serat kayu. 4. Dempul tidak boleh terlalu encer atau terlalu kental. 5. Viscositas dempul 8000 – 9000 poise
6. Masa tunggu dempul minimal 2 jam baru disanding. c) Pengamplasan (sanding)
Pengamplasan adalah suatu proses penghalusan permukaan panel dengan menggunakan mesin sander, yang bertujuan untuk melicinkan atau menghaluskan permukaan plywood. Di PT IDEC AWI terdapat 3 mesin sander yang fungsinya berbeda-beda yaitu ;
1. Mesin sander 1 : khusus 3 ply, ketebalan 2,4 mm, 2,8 mm, dan 3,7 mm. kecepatannya 60 m/menit, menggunakan kertas head 120#150#240 mesh
27 2. Mesin sander 2 : khusus untuk reguler,mini, 3 ply dan 5 ply. Kecepatan
60m/menit, menggunakan kertas head 120#150#180/240 mesh.
3. Mesin sander 3 : khusus sanding 5 ply up (floor base), kecepatan 45 m/menit. Menggunakan kertas head 100#150#180/240 mesh. Mesin ini dilengkapi dengan mesin thickness detector yaitu mesin yang dapat mendeteksi tebal dan tipisnya panel, cara kerjanya dengan menggunakan lampu alarm yang telah tersetting otomatis.
Fungsi kertas head :
1. Kertas head 120 : menghilangkan bagian yang kasar. 2. Kertas head 150 : meratakan permukaan.
3.Kertas head 180-240 : menghaluskan permukaan/melicinkan. c. Alat dan bahan
Alat a) Double saw b) Forklift c) Kereta dorong d) Micrometer e) Scrap f) Meteran g) Sander h) Papan alas i) Stik pengganjal j) Kertsa amplas
28 Bahan
a) Plywood b) Dempul
d. Prosedur kerja
a) Menyiapkan plywood yang akan dipotong pada sisi panjang dan sisi lebar b) Melakukan pengujian dan pengukuran untuk memastikan ukuran
potongan yang tepat menurut standart
c) Melakukan kegiatan Putty (pendempulan) pada plywood yang terdapat cacat pada permukaannya
d) Melakukan kegiatan Sanding pada permukaan plywood face dan back e. Hasil yang dicapai
Kegiatan finishing dilakukan untuk memperoleh plywood yang berkualitas baik pada permukaan face dan backnya rata serta bebas dari cacat.
f. Pembahasan
Dalam kegiatan finishing yang paling penting yaitu kegiatan sizing untuk memotong plywood pada sisi panjang dan lebar sesuai ukuran yang telah ditentukan, kegiatan putty merupakan pendempulan plywood yang terdapat cacat seperti lubang, pin hole, pecah face dan permukaan kasar, selanjutnya kegiatan sanding untuk memperhalus dan meratakan permukaan plywood pada face dan back.
7. Grading
a. Tujuan
Kegiatan grading bertujuan untuk menyeleksi plywood yang telah dinyatakan selesai diproses pada finishing berdasarkan gread-gread yang telah ditentukan.
29 b. Dasar teori
Grading merupakan kegiatan penyeleksian plywood sesuai dengan gread. Untuk penyeleksian plywood yang baik (langsung di packing) atau rusak (reject) yang perlu didempul ulang atau disander ulang. Proses kerja dari inspection adalah sebagai berikut:
a. Memeriksa (seleksi) apabila terdapat cacat maka harus didempul ulang dan /sander ulang dengan diberi tanda dengan kapur. Untuk dempul dan sanding ulang diberi tanda RU (repair ulang).
b. Pemilihan plywood berdasarkan gread nya terbagi menjadi 2 yaitu ; ovl/btr dan Uty. Setiap produk memiliki standar masing – masing.
Tabel. 10. standar visual GP (General Plywood)
KATEGORI MUTU FACE
Total jumlah dan lokasi dan mata kayu hidup,mati,lubang,kulit tersisip,kantong resin dengan diameter lebih dari 5 mm
Diperbolehkan jika kurang dari 5 buah tidak berkelompok
Mata kayu sehat / hidup Diameter maksimal 40 mm,4 buah tidak berkelompok
Mata kayu mati Diameter maksimal 30 mm,4 buah tidak berkelompok
Lubang mata kayu / mata kayu lepas Diameter terbesar bagian yang lepas atau tidak lebih dari 10 mm,4 buah tidak berkelompok
Kantong getah kering & kantong kulit Diperbolehkan jika diameter terpanjang tidak lebih dari 30 mm
Lubng cacing,lubang jarum dan lubang gerek
1. Lubang caing berbentuk bulat,diameter maksimal 3 m,1 buah perfeet,tidak berkesan gelap dan tidak berkelompok 2. Lubang cacing
memanjang,diameter maksimal 10 m,4 buah tidak berkelompok
Patah melintang Diijinkan maks 150 mm
Lapik/busuk Tidak diperboleh kan
Sambungan / sambungan terbuka Dipeerbolehkan jika ada celah,warna sama
Retak terbuka didempul Diperbolehkan,panjang maks 300 mm,dengan lebar maks 1,5 mm jumlah maks 2
30 Lubang(paku atau lubang lainnya) Diperbolehkan diameter maks
10mm,tidak terkesan gelap,4 buah tidak berkelompok
Busuk Diperbolehkan jika tidak mencolok
Pecah rambut memanjang Diperbolehkan maks 600 mm, 3 buah Pecah terbuka Diperbolehkan,lebar celah maks 3
mm,panjang maks 300 mm Proses lanjutan Dikerjakan dengan rapi
Cacat lain Diperbolehkan jika tidak mempengaruhi kemampuan
Tabel.11. standar Visual Produk Usumono dan GP
KATEGORI 2,4 GP
Mata kayu mati Ø maks 40 mm, kuat dan tidak berkelompok, tidak pada arah tepi arah panjang
Ø maks 50 mm, kuat dan tidak
berkelompok, tidak pada tepi arah panjang
Mata kayu sehat / hidup Diijinkan Diijinkan
Gembol sehat Diijinkan Diijinkan
Lubang mata kayu / mata kayu lepas
Ø maks 12 mm,tidak berkelompok Ø maks 30 mm,tidak berkelompok
Lubang cacing,lubang jarum dan lubang gerek
Maks 1,5 mm x 25 mm tidak berkelompok
Tidak
berkelompok,tidak pada tepi atau pinggir arah panjang
Pecah / retak terbukla Maks 3 mm x 600 mm 5 mm x 600 mm Celah sambungan /
tambalan
Tidak diijinkan Maks 1 mm
Lapuk / busuk Tidak diijinkan Tidak mempengaruhi
kegunaan Back tumpang tindis(laps) Tidak diijinkan Tidak diijinkan
Getah basah Tidak diijinkan Tidak diijinkan
Noda minyak/olie Tidak diijinkan Tidak diijinkan Cacat karena sampah dariu
rotary
Tidak diijinkan Tidak diijinkan Cact pisau rotary Diijinkan bila halus,tidak patah
bila ditekuk
Diijinkan
Sambungan Diijinkan,rapat,warna sama Diijinkan warna sama
Perubahan warna Diijinkan Diijinkan
Tambalan Diijinkan Diijinkan
31 Tabel.12. STANDAR VISUAL BACK 2,4 MM & GP
c. Pemisahan warna juga harus diperhatikan.
Adapun standar plywood yang digunakan adalah : JAS (Japanese Agricultural Standard)
c. Alat dan bahan Alat
a) Forklift b) Kapur tulis
c) Lampu sebagai penerangan No KATEGORI (pecah
didempul)
GRADE 1 (OVL/BTR) 2 buah persisi (max.3 mm x 40 cm)
GRADE 2 (UTY)3 buah persisi (max.8 mm x 50
cm)
1 Tambalan Tidak diijinkan Tidak diijinkan
2 Sambungan sisipan Tidak diijinkan Tidak diijinkan 3 Putty smear Tidak menyolok dan warna
sama
Diijinkan , tidak menyolok 4 Goresan pisau Tidak diijinkan Dijijnkan , diamplas halus
5 Delaminasi Tidak diijinkan Tidak diijinkan
6 Noda gume tape Tidak diijinkan Dijijnkan , diamplas halus
7 Operasi Tidak diijinkan Max 5 cm,tidak tampak
8 Mata kayu hidup Max diameter 50 mm,tidak menyebar
Diijinkan 9 Mata kayu mati Max diameter 15 mm,putty
sempurna
Diijinkan , putty sempurna 10 Lubang mata kayu Max diameter 5 mm,putty
sempurna
Max diameter 15 mm,putty sempurna
11 Lubang paku Tidak diijinkan Max diameter 15
mm,putty sempurna
12 Retak melintang Max 100 mm Segaris rambut tidak
patah 13 Lubang gerek Max diameter 1,5 mm,putty
sempurna
Tidak merata, putty sempurna
14 Dammar basah Tidak diijinkan Sedikit
15 Perubahan warna Tidak menyolok Ringan
16 Lubang jarum Tidak merata, putty sempurna Putty sempurna 17 Gembol sehat Diijinkan permukaan halus Diijinkan
18 Face kasar Tidak menyolok ,putty sempurna
Diijinkan , putty sempurna
19 Corevoid Max 2 x 100 mm 2 pcs Ringan
20 Core laps Tidak diijinkan 2 x 35 mm x 2 pcs
32 d) Papan alas e) Kereta dorong f) Amplas g).Stik Bahan a) Plywood d. Prosedur kerja
a) Menyiapkan produk plywood yang akan diseleksi pada tempat yang penerangannya baik.
b) Melakukan penyeleksian plywood dan melakukan identifikasi cacat dengan memeriksa lembar perlembar
c) Melakukan pengamatan cacat masing-masing panel yang dilakukan sesuai standar grading
d) Menggolongkan hasil seleksi cacat berdasarkan gread ovlbtr UTY A, B, C dan D. dengan menggunakan standar yang ditetapkan.
Tabel.13. Standar Visual UT Veneer Face
No JENIS CACAT UTY-B UTY-C
1 Sambungan (joint) Diperbolehkan asal sejajar Diperbolehkan 2 Mata kayu/mata kayu
mati
Diperbolehkan Diperbolehkan 3 Lubang mata kayu (knot
hole)
Diameter max 50mm, 3 buah didempul dan diamplas dengan baik. Diameter max 20mm tidak didempul, 3 buah Diperbolehkan 4 Lapuk busuk (dose/decay) Diperbolehkan Diperbolehkan 5 Pecah terbuka (opensplits) 50mm x 2/3 panjang plywood max 3 tempat didempul dan diamplas dengan baik 20mm x 2/3 panjang plywood max 1 buah tidak didempul
Diperbolehkan
6 Kantong kulit/ damar kering (dry pitct pocet)
Diperbolehkan Diperbolehkan
33 8 Noda lem/oli (glue
residu/oli)
Diperbolehkan asal tidak mencolok
Diperbolehkan 9 Bekas pisau (knife mark) Diperbolehhkan asal tidak
patah
Diperbolehkan 10 Face kurang panjang
(luck of face)
Diperbolehkan, max 1 cm x ½ panjang plywood
Diperbolehkan 11 Press mark Diperbolehkan asal didempul
dan diamplas dengan baik, diameter max 50mm,3 buah Diameter max20mm 3 buah tidak didempul diperbolehkan.
12 Overlap Diperbolehkan Diperbolehkan
13 Lubang paku Diperbolehkan Diperbolehkan
14 Perbedaan warna (discolouration)
Diperbolehkan Diperbolehkan
15 Serat kasar Diperbolehkan Diperbolehkan
16 Lubang cacing Diberbolehkan Diperbolehkan
17 Kerusakaan sisi Max 1 cm x 1cm 1 buah Diperbolehkan 18 Tidak lengket Max 1 cm x ½ panjang plywood Max 2cmx ½
panjang plywood 19 Retak melintang ( cross
breck)
Diperbolehkan Diperbolehkan 20 Damar basah (wet pitch) Diperbolehkan Diperbolehkan 21 Kulit kayu ( bark) Diperbolehkan Diperbolehkan 22 Cacat mekanik Diperbolehkan Diperbolehkan 23 Melepuh (pangku/blister) Tidak diperbolehkan Tidk
diperbolehkan
e. Hasil yang dicapai
Dalam kegiatan grading hasil yang dicapai yaitu plywood yang berkualitas baik berdasarkan gread-gread yang telah ditentukan untuk di ekspor ke luar negeri.
f. Pembahasan
Kegiatan grading adalah kegiatan penyeleksian produk plywood berdasarkan gread, untuk mengetahui cacat pada plywood maka harus diperiksa lembar perlembar. Dan disusun dan di hitung sampai satu krat dengan jumlah pcs berdasarkan ukuran tebalnya
34 Tabel.14. Jumlah pcs dalam satu krat berdasarkan ketebalan
Tebal(mm) Lebar(mm) Panjang(mm) Jumlah (pcs)
24 920 1830 500 24 910 1320 500 24 1230 1830 250 28 910 1820 450 37 915 1820 350 37 1230 2440 170 37 915 2135 300 52 1230 2440 115 86 910 1820 150 87 945 1840 130 115 945 1840 100 146 910 1820 80
8. Packing (pengemasan dan penggudangan) a. Tujuan
Kegiatan packing dan penggudangan bertujuan agar produk plywood yang akan dieksport ke luar negeri tidak mengalami kerusakan atau cacat serta untuk menjaga kualitas plywood sampai dengan negara yang dituju.
b. Dasar teori
Packing merupakan suatu kegiatan yang melakukan pengepakan dengan cara mengemas produk yang telah siap untuk dipasarkan dengan tujuan melindungi produk dari kerusakan. Penggudangan merupakan penyetokan produk plywood yang sudah dikemas.
c. Alat dan bahan Alat
a) Forklift b) Tracking c) Bandezer d) Palu dan paku
35 e) Palet f) Papan alas g) Siku h) Plastik poliester Bahan a). Plywood b) One tack c) Plastik putih d. Prosedur kerja
a) Menyiapkan plywood yang akan dipacking dengan cara diampar dan disusun rapi
b) Melakukan pembuatan palet dan memasang bandezer c) Tally melakukan pengecekan no urut packing
d) Memisahkan slip dan menempelkan pada papan packing
e) Melakukan pengepakan dan melakukan penyablonan pada kotak packing yang memuat logo PT IDEC AWI dan data-data dari plywood itu sendiri f) Membuat laporan kerja lalu diinput ke computer.
g) Melakukan penyimpanan plywood di gudang sesuai ketentuan e. Hasil yang dicapai
Kegiatan packing dilakukan untuk menjaga plywood agar tetap baik dan bebas dari cacat serta kerusakan lain yang tidak diinginkan sehingga mengurangi nilai jual plywood.
36 f. Pembahasan
Dalam kegiatan packing hal yang perlu diperhatikan yaitu pembuatan palet dan pemasangan bandezer harus sesuai dengan lebar, panjang dan tingginya tumpukan plywood.
9. Pengujian a. Tujuan
Pengujian produk plywood dilakukan dengan tujuan untuk mengetahui seberapa tahan atau kuat plywood tersebut pada gangguan dari luar seperti air hujan, panas matahari dan gangguan hama dan jamur. Selain itu untuk mengetahui dan memastikan plywood telah bebas dari bahan kimia berbahaya.
b. Dasar teori
Dalam analisis plywood ini terdapat 4 pengujian yang di lakukan, yaitu:
a. Uji Tarik (bonding strength)
Proses pengujian ini dilakukan dengan menggunakan mesin yang disebut Tensilstrength. Dalam pengujian ini ada beberapa tipe glue yang digunakan, yaitu:
- T1 : Melamine
- T1,5 : Urea dan Melamine
- T2 : Urea
Ukuran sampel uji tarik adalah 8,2 x 2,5 cm dan pembuatan takik 2/3 kali total thicknes atau sedalam inti.
a) Metode pengujian untuk T2 dan T1,5 yaitu sampel diikat dan kemudian direbus dalam waterbath dengan suhu 60 ºC selama 3 jam. Setelah 3 jam barulah diangkat dan kemudian dilakukan uji tarik.
37 b) Metode pengujian untuk T1 diawali dengan perebusan sampel pada suhu 100 ºC selama 4 jam, kemudian dioven dengan suhu 60 ºC selama 20 jam, setelah itu direbus lagi dengan suhu 100 ºC selama 4 jam. Hal terakhir
yang dilakukan adalah mengangkat sampel dan dibonding.
Adapun cara menghitung kelulusan bonding strength adalah sebagai berikut :
Bonding strength = beban (kg) x koefisien kg/cm) Luas permukaan(cm)
Dimana : Koefisien = Tebal Core Tebal F/B Tabel.15. Koefisien Bonding Strength
Dengan persentase kelulusan minimal 90% dari total jumlah sampel, dan untuk kelulusan bonding strength dengan nilai minimal 7,0 kg/cm.
b. Uji Delaminasi (soaking)
Uji delaminasi merupakan proses pengujian kerekatan dengan cara oven. Jumlah specimen adalah 12 pcs dengan ukuran sampel 7,5 x 7,5 cm.
a) Untuk T2 dan T1,5 sampel direbus dalam waterbath pada temperature 70 ºC selama 2 jam, kemudian di oven dengan suhu 60 ºC selama 3 jam setelah itu di analisa.
No Tebal core/tebal F/B Koefisien
1. 1,5 – 2,0 1,1 2. 2,0 – 2,5 1,2 3. 2,5 – 3,0 1,3 4. 3,0 – 3,5 1,4 5. 3,5 – 4,0 1,5 6. 4,0 – 4,5 1,7 7. 4,5 UP 2.0
38 b) Untuk T1 sampel direbus pada temperatur100 ºC selama 4 jam kemudian di
oven pada suhu 60 ºC selama 20 jam setelah itu direbus lagi pada temperature 100 ºC selama 4 jam dan di oven lagi pada suhu 60 ºC selama 3 jam kemudian di analisa.
% delaminasi = jumlah yang lulus
Total jumlah sampel Standar Delaminasi : 90 > up = lulus
89>70 = retest (uji ulang) 70 > = gagal
c. Uji Kadar Air (moisture content)
Dalam uji ini ukuran sampel yang digunakan 7,5 x 7,5 cm sebanyak 2 pcs/panel. Kadar air dihitung dengan rumus :
Kadar Air = Berat awal – Berat akhir x 100% Berat akhir
Dengan pengujian sampel di timbang dan di oven pada temperature 100 ºC sampai beratnya konstan.
d. LFE (Low Formaldehyde Emission)
Cara yang biasa dikerjakan dalam pengujian emisi formaldehyde adalah dengan memakai desikator. Cara 24 jam desikator yang dianut dari standar JAS, dimana jumlah kayu lapis yang digunakansebanyak 10 sampel dengan ukuran 5 x 15 cm. dalam desikator terdapat air yang berfungsi untuk mengikat formaldehyde yang keluar dari kayu lapis. Analisa kadar formaldehyde dilakukan terhadap air tersebut. Beberapa macam bahan kimia dipakai dan alat yang biasa digunakan adalah spektrofotometer.
LFE =Absorban X Slope Larutan Standar Dimana :
39 Tabel.16. Standar nilai emisi berdasarkan kelas
Kelas penandaan Nilai rata-rata(mg/l) Nilai maks (mg/l)
F**** 0,3 0,4
F*** 0,5 0,7
F** 1,5 2,1
F* 5,0 7,0
c. Alat dan bahan Alat a) Jigsaw b) Desikator c) Pipet d) Gelas ukur e) Spectrophotometer f) Water bahd g) Tensil strength h) Kalkulator i) Timbangan digital j) Oven
k) Alat tulis menulis Bahan
a) Air aquadest b) Ammonium acetate c) Asethil aseton d) Ammonium glacial
40 d. Prosedur kerja
a) Menyiapkan sampel yang diperlukan
b) Melakukan proses pengujian sesuai tata cara yang dianjurkan e. Hasil yang dicapai
Kegiatan pengujian dilakukan untuk mengetahui kadar emisi yang terkandung di dalam plywood.
f. Pembahasan
Dalam kegiatan pengujian yang diperhatikan yaitu ketelitian dalam pengujian dan memperhatikan bahan-bahan kimia yang digunakan sebagai bahan campuran untuk pengujian plywood.
B. Saw mill
1. Pembuatan Sawn Timber a. Tujuan
Kegiatan di saw mill adalah kegiatan pengolahan sisa bahan buangan dari log cutting maupun dari rotary (ampulur) yang sudah tidak dapat digunakan lagi untuk proses pembuatan veneer.
b. Dasar teori
Saw mill adalah tempat pembuatan produk sawn timber. Produk ini dijual kembali. Bahan yang ada di saw mill adalah bahan yang sudah dibuang sebelum dipotong maupun sudah dipotong. Serta bahan sisa kupasan dari rotary (Ampulur )
c. Alat dan bahan Alat
a) Forklift
b) Mesin break down c) Mesin poni
41 d) Mesin table saw
e) Alat tulis
f) Stik pengganjal Bahan
a) Log dan ampulur d. Prosedur kerja
a. Log yang berdiameter besar di belah di mesin break down
b. Kemudian dikirim ke mesin poni untuk dirajang. Jika hasil potongan adalah kayu jenis flooter (berat jenis rendah) maka akan dijadikan bahan bare core. Sedangkan kan yang jenis shingker akan dikirim ke mesin saw table untuk dijadikan papan atau balok dengan ukuran yang disesuaikan dengan keadaan kayu.
c. Kemudian ampulur langsung dibawa ke mesin table saw dan dipotong untuk dijadikan bahan bare core.
e. Hasil yang dicapai
Dalam kegiatan saw mill hasil yang dicapai yaitu log yang tidak dapat digunakan untuk pembuatan veneer dapat dijadikan sebagai produk sawn timber yang berkualitas dan memiliki nilai ekonomis yang tinggi.
f. Pembahasan
Kegiatan di saw mill adalah kegiatan membuat sawn timber yang dijual ke pasar lokal. Pemanfaatan limbah produksi sangat efektif dan tepat saran.
42 2. Pembuatan Bare Core
a. Tujuan
Membuat bare core untuk produk block board maupun bare core sendiri dari sisa limbah produksi.
b. Dasar teori
Bare core adalah kumpulan potongan-potongan yang berbentuk persegi panjang dengan ukuran panjang yang berbeda-beda dan disusun secara zigzag dan direkat dengan bahan perekat agar terbentuk seperti sebuah papan.
c. Alat dan bahan Alat a) Forklift b) Planner c) Compuser d) Cross cut e) Multirip saw Bahan a) Potongan kayu b) Bahan perekat T2F*3 d. Prosedur kerja
a) Bahan yang dari klin dryer dikeluarkan dan diolah
b) Masuk ke planner lalu di potong di cross cut dan dirajang dimesin multirip dengan ukuran yang berbeda – beda, panjang nya bervariasi 73 cm, 60 cm, 45 cm dengan ketebalan 13,20 -13, 35 mm dan lebar 42 – 45 cm. panjang bare core 130 cm
43 c) Kemudian bahan di pilih dan disusun rapi serta di susun lagi sesuai
komposisi nya dengan cara penyusunan zigzag.
d) Kemudian bahan dilaburi dengan perekat T2F*3 lalu dimasukan kedalam mesin compuser dan di repair lagi, jika terdapat celah maupun mata kayu harus di ganti dengan bahan yang lebih bagus.
e) Untuk produk lokal, penyusunan bare core menggunakan stik pengganjal, dalam satu bandel hanya boleh 25 pcs saja karena akan dimasuk dalam kiln dryer. Sedangkan untuk ekspor satu bandel berisi 50 pcs dan langsung di packing.
e. Hasil yang dicapai
Di dapat kan hasil pembuatan bare core berkualitas dan dapat di ekspor ke luar negeri, maupun dijual kepasar lokal dengan bentuk blok board.
f. Pembahasan
Bare core adalah salah satu bentuk pemanfaatan limbah dari produksi, selain produk sawn timber, pemanfaatan sampah dari saw mill juga digunakan untuk bahan bakar boiler.
44 BAB IV
KESIMPULAN DAN SARAN
A. Kesimpulan
Pembuatan kayu Lapis ( Plywood ) di awali dari pemilihan bahan baku kayu, yang diterima dari pemasok ke PT. IDEC AWI Tarakan. Pemilihan log yang baik menentukan kualitas dan kuantitas produk. Ketersediaan bahan baku dan mutu kayu bulat sangat berpengaruh terhadap hasil produksi.
Proses pembuatan kayu lapis di mulai dari persiapan bahan baku, yang dimulai dari log pond, log yard, log conveyor, pemotongan log, dan kolam perendaman. Dilanjutkan pada proses pembutan veneer dan plywood yang dimulai dari debarker (pembersihan log), log charge, rotary lathe,pengupasan log, reeling & unreeling, pengeringan veneer (dryer),penyusunan veneer, perekatan (glue), pengempaan, dan finishing (double sizer, putty dan sander). Lalu dilanjutkan ke departemen Pemeriksaan dan pengujian produk yang meliputi pengklasifikasian menurut kualitas, pemberian stamp dan sticker JAS, pengujian kayu lapis yang meliputi kekuatan uji tarik, uji delaminasi, uji kadar air dan uji emisi formaldehyde.
Produk yang dihasilkan oleh PT. IDEC AWI adalah jenis Usumono, Floor Base, General Plywood dan Produk Lokal. Selain itu sisi lain dari PT. IDEC AWI adalah pemanfaatan limbah dari produksi di jadikan produk sawn timber dan bare core. Dan sampah dari pabrik dan saw mill di jadikan bahan bakar untuk boiler 50 ton yang menghasilkan tenaga listrik sendiri yang dapat menyuplai kebutuhan produksi serta menghasilkan air yang dapat dikonsumsi oleh karyawan PT. IDEC AWI dengan air yang berkualitas dan selalu dikontrol dan diuji.
45 Kegiatan produksi dilaporkan pada setiap pergantian shief kerja, sehingga kualitas dan kuantitas produksi dapat terkontrol setiap hari nya dan dapat mengetahui kendala-kendala yang terjadi dan dapat segera ditanggulangi.
B. Saran
Dari hasil kegiatan praktek ini ada beberapa saran yang penulis sampaikan antara lain adalah sebagai berikut :
1. Keselamatan kerja karyawan harus diperhatikan, peningkatan disiplin penggunaan alat pelindung diri, harus lebih disiplin lagi. Untuk mencapai target produksi yang diinginkan, dan tetap menjaga kualitas, perlu ada nya kerjasama antara atasan dan bawahan agar tercipta suasana nyaman dalam bekerja, dan sebaiknya setiap departemen sebelum bekerja melakukan meeting kecil untuk pengarahan kerja dan sekaligus memperlancar komunikasi.
46 Gbr.1 Log Pond
47 Gbr. 3 Log full
48 Gbr.5. rotary Lathe
49 Gbr.7. Proses pengeringan Veneer
50 Gbr.9. Proses Glue
51 Gbr.11. Proses repair
52 Gbr.13. mesin double Saw
53 Gbr. 15. Proses putty
54 Gbr. 17. Sampel uji Kadar Air
55 Gbr.19. Proses pengujian LFE
56 Gbr.21. Presentasi kerusakan untuk pengujian bonding strength
57 Gbr. 23. Proses packing barang jadi
58 Gbr.25 Bare core