20 4.1. Pengumpulan Data
4.1.1. Sejarah dan Perkembangan Perusahaan
PT. PROPAN RAYA ICC merupakan sebuah perusahaan swasta nasional yang bergerak di bidang industri cat. Pada tahun 1979, industri cat yang bergerak di bidang sistem finishing kayu dan rotan untuk furniture masih tergolong jarang dan kurang berkembang di Indonesia. Pendiri perusahaan ini yang merupakan seorang bergelar doktor dari Jerman merasa tertantang untuk membangun dan mengembangkan industri cat tersebut dengan menggunakan teknologi sehingga dapat memenuhi permintaan pasar.
Berbekal semangat yang telah dikemukakan di atas maka pada tahun 1979 berdirilah pabrik cat kecil yang diberi nama PD PROPAN yang pada waktu itu hanya mempunyai 10 orang karyawan. Pada awal permulaan kegiatan difokuskan pada pengembangan sistem finishing kayu dan rotan untuk furniture. Semenjak saat itu rentetan inovasi produk berhasil dikembangkan dan perusahaan semakin berkembang pesat dan siap untuk melayani permintaan pasar serta meraih sukses yang besar. Pada tahun 1983 berubah nama menjadi PT. PROPAN RAYA ICC dan disusul dengan berdirinya cabang-cabang serta Propan Service Centre (PSC) yang tersebar diseluruh Indonesia. Perusahaan ini mempunyai jaringan distribusi yang terdiri dari 14 cabang, 15 distributor, 24 Service Centre dan lebih dari 5.000 toko di seluruh Indonesia.
Setiap cabang dilengkapi dengan kantor penjualan yang berkualitas, laboratorium untuk produk pesanan, QC dan teknik aplikasi, fasilitas produksi untuk produk pesanan dan gudang. Perusahaan ini terletak di kawasan industri di Tangerang. Produk yang dihasilkan sangat banyak diantaranya cat kayu, cat tembok, cat mobil, cat kaleng, cat lantai, cat besi, cat plastik, cat kaca, dll.
Tahun 2008 PT. PROPAN RAYA ICC telah berhasil memproduksi bahan-bahan finishing bermutu tinggi antara lain powdercoating yang mendapat lisensi (1985) dari N.V. TEODUR HOLLAND, cat anti korosi lisensi (1988) dari E. PLATT BOCHUM-JERMAN, cat kayu dan concrete panel lisensi (1989) dari UNION PAINT Jepang serta produk Epoxy Floor dan Heavy duty coating lisensi (1991) dari CIBA-GEIGY SWITZERLAND. PT. PROPAN RAYA ICC adalah salah satu perusahaan cat yang yang menghasilkan cat hampir paling lengkap di Indonesia yang mana hasil produksinya meliputi cat konvensial yang digunakan untuk perumahan pada umumnya dan untuk kebutuhan komersial pada khususnya.
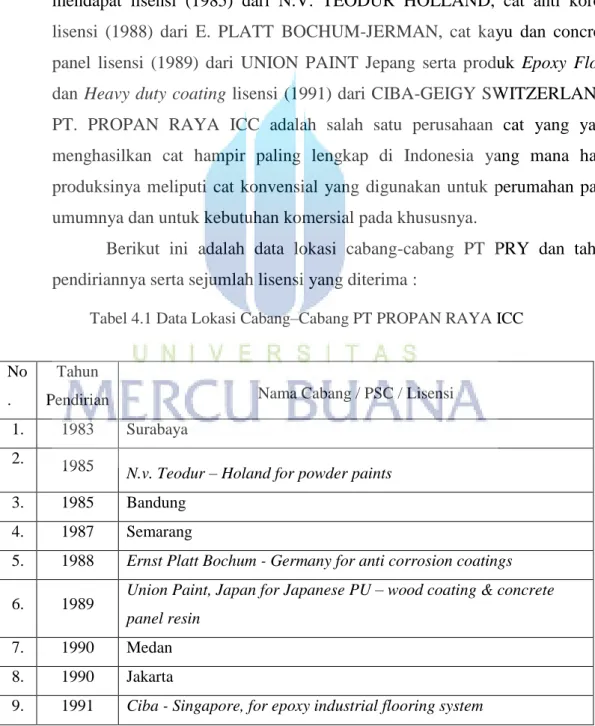
Berikut ini adalah data lokasi cabang-cabang PT PRY dan tahun pendiriannya serta sejumlah lisensi yang diterima :
Tabel 4.1 Data Lokasi Cabang–Cabang PT PROPAN RAYA ICC
No .
Tahun
Pendirian Nama Cabang / PSC / Lisensi
1. 1983 Surabaya
2. 1985
N.v. Teodur – Holand for powder paints
3. 1985 Bandung
4. 1987 Semarang
5. 1988 Ernst Platt Bochum - Germany for anti corrosion coatings
6. 1989 Union Paint, Japan for Japanese PU – wood coating & concrete
panel resin
7. 1990 Medan
8. 1990 Jakarta
10. 1992 Joint venture dengan PT. Herberts Powder Coating, GmbH –
Germany
11. 1995 Palembang 12.
1996 Denpasar
13. 1997 Jakarta Roxy Mas & PSC Kelapa Gading
14. 1997 PSC Darmo Park Surabaya, PSC Kopo Bandung & Denpasar 15. 1997 Cirebon
16. 1998 PSC Fatmawati & PSC Jepara 17. 1998 Samarinda
18. 1998 Makassar 19. 1999 PSC Cirebon
20. 2000 PSC Bandung, Yogyakarta, Pontianak, Lampung, & Surabaya RMI 21. 2000 Certificate ISO – 9001
22. 2001 Banjarmasin, PSC Banjarmasin & Makassar 23. 2002 PSC Bekasi
24. 2004 PSC Semarang
4.1.2. Lokasi Perusahaan
Lokasi PT PRY adalah sebagai berikut:
Kantor pusat : Jalan Gatot Subroto KM 8 Jatake Tangerang Pabrik Plant I : Jalan Gatot Subroto KM 6,5 Jatake Tangerang Pabrik Plant II : Jalan Raya Serang KM 12,5 Cikupa Tangerang
4.1.3. Visi dan Misi Perusahaan
4.1.3.1.Visi
Sebagai perusahaan cat melamin terbesar se-Asia Pasifik PT. PROPAN RAYA ICC memiliki visi sebagai tujuan yang ingin dicapai, yaitu : ” To Be a World Class Surface Coating Company With World Class Quality”, yang berarti PT. PROPAN RAYA ICC dengan jelas ingin
bertekad untuk menjadi perusahaan cat dunia dengan kualitas kelas dunia. Visi tersebut merupakan kerangka acuan dan perspektif yang akan dilakukan oleh PT. PROPAN RAYA ICC dalam kegiatan usahanya menjadi lebih baik, terbaik dalam hal produk, sumber daya manusia maupun manajemen, bukan hanya di Indonesia, tetapi juga pada tingkat dunia.
4.1.3.2.Misi
Sedangkan misi yang diterapkan oleh PT. PROPAN RAYA ICC adalah :
1. Mengembangkan sistem cat yang ramah lingkungan yang sesuai dengan standar internasional.
2. Mengembangkan karyawan yang berpengetahuan, kreatif dan inovatif. 3. Menjadikan pemain utama dalam industri cat kayu di kawasan Asia
Pasifik.
Dalam menjalankan visi dan misi tersebut, tiap tahun pihak direksi selalu menggunakan moto sebagai penyemangat dan renungan bagi karyawan yang selalu berubah menyesesuaikan dengan keadaan dan perkembangan industri cat modern.
4.1.4. Kebijakan Mutu Perusahaan
Adapun Quality Policy (Kebijakan Mutu) PT. PROPAN RAYA ICC adalah :
1. Memahami kebutuhan pelanggan.
2. Melakukan sesuatu yang benar dengan cara yang benar. 3. Melakukan penyempurnaan secara berkesinambungan. 4. Berjuang untuk meraih mutu terbaik.
4.1.5. Struktur Organisasi
Struktur organisasi PT. PROPAN RAYA ICC menerapkan sistem garis artinya garis kekuasaan berjalan dari atas ke bawah, dan tanggung jawab berjalan dari bawah ke atas. Sedangkan jenis struktur organisasi yang dianut adalah struktur organisasi fungsional yang menggabungkan semua
orang yang terlibat di dalam satu kegiatan atau beberapa kegiatan terkait menjadi satu bagian fungsional misalnya bagian produksi.
Pimpinan tertinggi PT. PROPAN RAYA ICC dipegang oleh direksi. Direksi berperan dalam menyusun strategi dan menentukan kebijaksanaan termasuk melakukan perjanjian atau kontrak dengan pihak lain. Selain itu pula direksi merupakan “Figure head” untuk acara-acara tertentu.
Dalam struktur organisasi pabrik dipimpin oleh seorang Plant Manager yang membawahi beberapa manajer yang dibagi menurut departemen fungsional yang ada pada pabrik. Plant Manager tersebut bertanggung jawab langsung kepada direksi.
Secara garis besar bagian atau departemen fungsional yang terdapat di struktur organisasi pabrik PT. PROPAN RAYA ICC terbagi menjadi dua yaitu:
1. Divisi Plant 2. Divisi Technical
Divisi Plant secara garis besar terdiri dari beberapa departemen yaitu :
1. Department Human Research and Development (HRD)
Recruitment, bertanggung jawab atas proses permintaan, pencairan, seleksi, pemenuhan, pemantauan Pelatihan Pra Jabatan hingga pengangkatan karyawan.
Training, bertanggung jawab dalam melakukan analisa kebutuhan training, sourcing, budgeting, pelaksanaan pelatihan, evaluasi penyelenggaraan training dan merecord hasil-hasil pelaksanaan pelatihan.
GA, bertanggung jawab dalam mengelola keperluan-keperluan umum seperti: koperasi, kebersihan pabrik, mengkoordinasi pekerjaan office boy.
Support Service, menangani masalah transportasi dalam pabrik (forklift, handlift) maupun luar pabrik (antar jemput karyawan), masalah safety dan security.
2. Department Material Management
Departemen ini terbagi menjadi beberapa bagian diantaranya :
Bagian Finished Goods, penyimpanan barang jadi terdapat dua tempat yaitu gudang transit (pabrik) dan gudang barang jadi Cikupa. Tugas-tugasnya :
Memonitor stok barang jadi dan barang ½ jadi yang akan dikirimkan ke gudang Cikupa.
Mengatur penyimpanan produk serta bertanggung jawab terhadap keamanannya.
Mengirim barang jadi ke cabang-cabang PT. PROPAN RAYA ICC.
Bagian MPC (Material Planning and Controling), mempunyai tugas:
Memonitor stok bahan baku dan bahan ½ jadi yang ada di computer yaitu mengurangi atau menambah stok komputer pada saat penurunan SPPr (Surat perintah produksi) dan mencetaknya.
Mencetak slip bahan baku yang akan di pesan dan menganalisa permintaan produk untuk memperkirakan kebutuhan bahan baku.
Mengontrol transaksi pengambilan dan pengembalian bahan baku atau barang ½ jadi dari orang produksi.
Gudang Bahan Baku, tanggung jawab dan tugasnya adalah sbb: Menjamin bahan baku yang diterima sesuai dengan kebutuhan
serta kuantitas, kualitas dan sesuai dengan kesepakatan (dokumen penerimaan)
Menjamin barang yang disimpan di gudang tetap terjaga kualitasnya.
Menjamin bahwa pengembalian barang ke supplier, yang tidak sesuai spesifikasi dilakukan dengan cara yang benar.
Menjamin bahwa barang disimpan dengan aman dan benar, dan dikeluarkan sesuai dengan permintaan.
PPIC, tugas dan tanggung jawab dari bagian ini :
Menghitung kebutuhan bahan baku, kemasan dan barang ½ jadi sampai usulan pembeliannya dengan tujuan menjamin bahwa perhitungan kebutuhan bahan baku, kemasan dan barang ½ jadi serta usulan pembeliannya dilakukan dengan benar sesuai dengan formula dan forecast barang jadi.
Menentukan kebijakan stock bahan baku dan kemasan dengan tujuan menjamin bahwa kebijakan stock bahan
baku dan kemasan dapat memenuhi kebutuhan dan sesuai dengan kebijakan/target perusahaan.
Gudang barang jadi, tugas dan tanggungjawabnya adalah sbb:
Menjamin barang yang disimpan di gudang masih sesuai dengan spesifikasinya.
Bertanggungjawab dalam hal pelayanan persiapan serta pengiriman barang ke customer.
Sales Administrasi Nasional, tugas dan tanggung jawab bagian ini adalah sbb:
Bertanggung jawab mulai dari menerima, memeriksa order sampai dengan mengirimkannya ke customer.
Bertanggung jawab mulai dari menerima forecast, evaluasi stok, mengeluarkan stok.
3. QAS, terdiri dari bagian bagian sbb;
Total Quality Management, tugas dan tanggung jawab dari bagian ini adalah mengkonsolidasikan sistem & prosedur yang ada kaitannya dengan perolehan sertifikat ISO.
System, tugas dan tanggung jawab bagian sistem adalah membuat, menetapkan dan mensosialisasikan sistem dan prosedur yang telah ditetapkan guna operasional perusahaan.
Quality Assurance, tugas dan tanggung jawab bagian ini adalah menindaklanjuti masalah-masalah yang berkaitan dengan mutu/quality baik mutu produk maupun mutu kinerja/sistem yang ada di perusahaan.
4. Department Factory Administration
Accounting, bertanggung jawab atas pengalokasian biaya-biaya yang terjadi di perusahaan sampai dengan pelaporannya.
Finance, tugas dan tanggung jawab bagian ini adalah meyakinkan bahwa seluruh pemeriksaan yang berhubungan dengan penerimaan atau pengeluaran uang telah dilakukan dengan baik. Berwenang menolak segala pembayaran yang tidak memenuhi ketentuan yang berlaku, baik yang menyangkut kebijakan, Surat Keputusan Direksi, Sistem Prosedur, Kelengkapan Dokumen Pendukung, Keabsahan Dokumen Pendukung, Batas Otorisasi Pejabat Berwenang dan kebenaran penjumlahan yang dalam batas/lingkup pendelegasian yang telah diterima.
Plant Audit, bertanggungjawab dalam menjalankan fungsi kontrol administrasi plant audit dan menyusun jadwal audit yang akan dilakukan di masing-masing departemen.
5. Department Engineering & Maintenance
Secara umum tugas dan tanggung jawabnya adalah menjamin fasilitas kerja dan sarana infrastruktur terawat dengan baik dan sesuai dengan kebutuhan perusahaan. Departemen ini terdiri dari bagian, sbb: Kalibrasi, tugas dan tanggungjawabnya adalah menjamin peralatan
uji dan ukur di kalibrasi dengan benar sesuai dengan spesifikasi alat. Sipil, tugas dan tanggungjawab nya adalah menjamin gedung dan
bangunan serta hal-hal yang berhubungan dengan sipil di perusahaan dirawat dengan teratur dan benar sehingga dapat beroperasi dengan baik.
Mekanik, tugas dan tanggung jawabnya adalah menjamin peralatan/mesin-mesin dan saran infrastruktur di perusahaan dirawat dengan teratur dan benar sehingga dapat beroperasi dengan baik. Otomotif, tugas dan tanggung jawabnya adalah menjamin semua
kendaraan dan seluruh sarana transportasi di perusahaan dirawat dengan teratur dan benar sehingga dapat beroperasi dengan baik.
6. Department Production
Product Management, tugas dan tanggung jawabnya adalah sebagai berikut :
Bertanggung jawab sejak penerimaan surat perintah produksi turun, penjadwalan, pemonitoran, pengkoordinasian sampai dengan penyerahan surat perintah produksi ke bagian proses produksi.
Bertanggung jawab sejak penerimaan surat perintah produksi sampai dengan persetujuan untuk memulai produksi dengan tujuan menjamin semua aktivitas persiapan produksi telah dilakukan agar dapat memproduksi secara efisien dan sesuai dengan standar
Production Process, tugas dan tanggung jawab bagian ini mencakup semua aktivitas mulai dari penerimaan surat perintah produksi, proses pembuatan sampai dengan pembuatan laporan produksi harian dengan tujuan bahwa setiap batch produk yang dibuat sesuai dengan instruksi yang benar dan informasi yang penting dicatat dan dilaporkan untuk pengambilan tindakan yang sesuai.
Packing, tugas dan tanggung jawab bagian ini mencakup aktivitas dari labelling sampai dengan proses pengemasan produk dengan tujuan menjamin agar produk jadi dikemas dengan benar dan dapat diidentifikasikan dengan benar, sesuai dengan standar yang ada.
7. Department Procurement
Menjamin bahwa material yang dibeli baik lokal, import mapun jasa sesuai dengan spesifikasi baku dari approved supplier secara terkendali.
Menjamin bahwa dalam usaha untuk mendapatkan material atau bahan baku yang akan digunakan atau dibeli telah diuji dan disetujui pemakaiannya.
Menjamin performansi supplier yang sudah tercantum dalam Approved Supplier List di evaluasi secara berkala sesuai dengan kriteria yang telah ditetapkan.
8. Department Quality Control
Departemen ini terbagi menjadi tiga bagian, yaitu :
QC Bahan Baku (INCOMING AND RAW MATERIAL), bertugas mengontrol bahan baku dari supplier dengan cara melakukan pengetesan apakah bahan baku tersebut masuk dalam spesifikasi yang diinginkan, jika tidak memenuhi spesifikasi maka produk tersebut akan dikembalikan ke supplier. QC bahan baku juga melakukan pemeriksaan bahan retur (produk yang dikembalikan atau ditahan untuk digunakan atau diproses lagi membuat produk yang baru).
QC Barang Jadi (FINISHED GOODS), bertugas mengontrol produk jadi apakah sesuai dengan standar yang diberikan oleh PD (Product Development). Apabila barang jadi tersebut tidak memenuhi standar tersebut akan dikembalikan ke produksi untuk diproses kembali dengan penambahan bahan-bahan tertentu agar masuk dalam standar.
QC Hasil Kemas (FILLING AND PACKAGING), bertugas menguji dan memastikan bahwa cat yang sedang dikemas sesuai spesifikasi yang telah ditetapkan. Bila hasil uji sesuai spesifikasi, maka cat yang sudah dikemas selanjutnya akan dikirim ke pelanggan. Bila ternyata hasil ujinya tidak sesuai spesifikasi, maka meminta disposisi (keputusan) dari pihak PD (Product Development) tentang keputusan yang akan diambil selanjutnya.
Divisi Technical dapat dibagi 2 departemen yaitu: 1. Department Product Development
Tugas di bagian Product Development (PD) berhubungan erat dengan formulasi produk antara lain:
Analisa produk, bagaimana membuat produk yang sesuai dengan permintaan customer baik itu kualitas maupun harganya.
Membuat formulasi untuk produksi, yang menghasilkan produk dengan spesifikasi sesuai dengan permintaan customer dan standar perusahaan.
Mencari substitusi bahan baku apabila bahan baku yang akan digunakan ternyata sudah tidak ada persediaannya.
Mengembangkan jenis produk baru, memodifikasi produk, memperbaiki produk serta memonitor produk pesaing dengan melakukan sitem banding.
Menangani produk yang di kembalikan oleh pelanggan dengan menguji ulang produk tersebut.
2. Department Color Matching
Tugas dan tanggung jawab bagian ini adalah membuat produk warna baru sesuai dengan permintaan pelanggan. Prinsip departemen sebenarnya hampir mirip dengan departemen PD, sehingga dalam pelaksanaan pekerjaannya selalu bekerjasama dengan departemen PD dalam membuat formula untuk produk dengan warna baru sesuai dengan permintan pelanggan.
4.1.6. Kegiatan Perusahaan 4.1.6.1.Jenis Produk
Secara garis besar produk cat yang dibuat oleh PT. PROPAN RAYA ICC terbagi menjadi empat kelompok besar yaitu :
1. MCPC (Metal Concrete Protective Coating) Polyurethane
Alkyd
Primtop (Primer+Top Coat 2 in 1) 2. Concrete Protective Coating
Décor Eco Emulsion Ultraproof Sicosol Tennokote Polyfloor Multi-Pox
3. Wood Finishing System, terdiri dari : Wood Care
Ultran Politur Ultran Lasur Ultran Aqua Lasur Ultran Aqua Lacquer Ultran Aqua Politur Ultran Parquet Lack
Ultran Water Based Parquet Lack Ultran Teak Oil
Ultran Garden Furniture Ultran Wood Preservative Wood Finish
Impra Wood Filler Impra Wood Stain Impra Acrylic System
Impra Nitrocellulose (NC) Lacquer Impra Melamine/Acid Catalyst (ML) Impra Cracking Finish
Propan Polyurethane (2K – PU) Propan Fast Dry Urethane (1K – PU) Propan Antique Finish
Propan Furniture Wax 4. Plastic Coating
Barang ½ jadi dibuat untuk diolah lebih lanjut menjadi produk akhir. Beberapa produk ½ jadi yang dibuat adalah berbagai jenis produk clear base, pasta, solvent dan thinner.
4.1.6.2. Jam Kerja
Waktu kerja dalam seminggu adalah 40 jam dengan perincian sebagai berikut:
1. Untuk non-shift hari senin s/d kamis produksi dimulai dari jam 07.30-16.30, dengan jam istirahat makan siang dalam pabrik adalah jam 12.00-13.00, sedangkan hari jumat dimulai dari jam 07.00-16.30, dengan jam istirahat dan sholat jumat 11.30-13.00.
2. Untuk shift 1 dimulai pukul 06.30-15.30 untuk hari senin s/d kamis, sedangkan untuk hari jumat pukul 6.30-16.00.
3. Untuk shift 2 dimulai pukul 15.00-23.30 untuk hari senin s/d jumat. 4. Hari sabtu dan minggu libur, kecuali ada permintaan dari MPC yang
mengharuskan untuk masuk lembur.
4.1.7. Proses Produksi 4.1.7.1.Bahan Baku
Bahan baku yang digunakan pada proses pembuatan sebagian besar cat antara lain :
1. Resin
Berfungsi sebagai pembentuk lapisan film dan sebagai binder (pengikat komponen lain di dalam cat).
2. Pigmen
Fungsi pigmen antara lain ; Memberi warna
Memberi sifat daya tutup
Memberi ketahanan terhadap lapisan cat Mencegah karat pada cat dasar
3. Solvent
Solvent berfungsi untuk :
Melarutkan bahan cat lainnya Mengatur viskositas
Memberikan waktu kering Membantu membentuk film 4. Additive
Additive dapat dikatakan sebagai bahan pembantu karena fungsinya hanya menambah kesempurnaan cat dan jumlahnya dalam formula relatif kecil. Additive yang digunakan antara lain :
Flow agent, untuk memperbaiki flow film
Defoamer agent, untuk mempercepat hilangnya busa Matting agent, untuk mengatur tingkat kilap/gloss
Wetting agent, sebagai pembasah pada saat proses produksi Drier, untuk mempercepat waktu kering
Anti skinning, untuk mencegah pengulitan cat
4.1.7.2.Mesin dan Peralatan Produksi
Mesin dan peralatan yang dipakai pada proses produksi diantaranya : 1. Mixer dan cakram, berfungsi untuk mengaduk bahan baku cat supaya
homogen dan juga untuk proses dispersi bahan baku cat yang membutuhkan spesifikasi kehalusan tertentu.
2. Tangki, berfungsi sebagai tempat/wadah cat pada saat proses mixing maupun dispersi.
3. Timbangan digital, berfungsi sebagai alat untuk menimbang bahan. 4. Hand lift, Hand Pallet, Forklift, lori, berfungsi sebagai alat bantu pada
waktu membawa dan mengangkat bahan.
4.1.7.3.Alat Uji Kualitas
Peralatan laboratorium yang digunakan untuk menguji kualitas cat terdiri dari :
Gardner Viscometer, untuk mengukur viskositas larutan kental. Din Cup, untuk mengukur viskositas cairan dalam satuan second. Colour Number, untuk melihat dan menyamakan warna resin. Piknometer, untuk mengukur berat jenis solvent maupun cat yang
mempunyai viskositas encer.
Oil Absorbtion, untuk mengetahui seberapa banyak penyerapan minyak oleh suatu filler atau pigment dalam satuan ml minyak/100 gr sampel.
Gas Chromatografi, untuk mengetahui kemurnian suatu solvent. Refraktometer, untuk mengetahui indeks bias suatu larutan. 2. Alat uji barang setengah jadi dan barang jadi diantaranya :
Grindometer, untuk mengetahui kehalusan suatu cat/pasta.
Kertas hitam putih (roam coat), untuk menentukan daya tutup (hiding power) cat pigmented.
Aplikator, untuk mendapatkan ketebalan cat sama rata dan tertentu. Din Cup, untuk mengukur viskositas cairan dalam satuan second Brook Field, untuk mengukur viskositas antara 10 – 8.000.000 centi
poise.
Galon Cup, untuk mengukur berat jenis cat.
Resistivitymeter, untuk mengukur daya hantar listrik suatu solvent. Drying Recorder, untuk mengukur waktu kering cat.
Thickness Duo Check, untuk mengukur ketebalan film cat yang mudah kering.
Glossmeter, untuk mengukur gloss/kilap film dengan tepat.
Impact Tester, untuk menentukan kekuatan impact cat terhadap penekukan atau penambahan bentuk medium secara tiba-tiba.
Pendullum Hardness, untuk mengukur kekerasan film dengan memakai per/pegas.
Cross cut dan Cutter, untuk mengetahui daya lekat cat.
Mesin QUV, untuk mempercepat pengujian cat eksterior yang berhubungan dengan suhu dan cuaca di luar ruangan.
4.1.7.4.Proses Produksi dan Pengemasan
Proses produksi adalah suatu proses yang mengubah input menjadi output yang melibatkan berbagai sumber daya, seperti manusia, mesin, uang, material, metode dan informasi-informasi yang saling terintregasi. Berikut adalah alur proses produksi cat di PT. PROPAN RAYA ICC yaitu:
1. Semua bahan baku ditimbang sesuai dengan formulasi dan jumlah produksi.
2. Resin dan solvent dimasukkan ke dalam tangki proses dan diaduk dengan mixer sampai tercampur homogen selama ± 10 menit.
3. Pigment aluminium dilarutkan dulu dengan solvent ditempat terpisah, setelah larut homogen kemudian dimasukkan kedalam tangki proses dan diaduk hingga homogen selama ± 15 menit.
4. Additive dan pewarna dimasukkan kedalam tangki proses, kemudian diaduk hingga homogen selama ± 15 menit.
5. Proses produksi selesai, kemudian diambil sampel sebanyak sekitar 200 ml dan diberikan ke bagian QC FG (FINISHED GOODS) untuk diuji kualitasnya.
6. Jika hasil uji sesuai spek (spesifikasi) maka bagian QC FG akan mengeluarkan surat SK (Siap Kemas), tetapi jika tidak sesuai spek maka dilakukan proses perbaikan dan penambahan bahan tertentu.
7. Proses selanjutnya yaitu proses pengemasan cat.
8. Di saat cat sedang dikemas, operator pengemasan mengambil sampel sebanyak sekitar 100 ml dan diberikan ke bagian QC FILLING AND PACKAGING/ Hasil Kemas (HK) untuk diuji kualitasnya.
9. Jika hasil uji sesuai spek maka bagian QC HK akan mengeluarkan stampel QC PASS, sebagai tanda bahwa produk yang sedang dikemas bisa dikirim ke pelanggan. Akan tetapi jika tidak sesuai spek maka proses pengemasan akan dihentikan sementara sambil menunggu proses disposisi oleh pihak PD.
10. Setelah proses pengemasan selesai, kemudian produk akan berada di gudang transit untuk selanjutnya dikirim ke pelanggan.
4.1.8. Pengujian Kualitas Cat
4.1.8.1.Pengujian Viskositas (Kekentalan Cat)
Produk-produk cat diuji tingkat kekentalan masing-masing sesuai dengan jenis dan spesifikasi yang telah ditentukan (telah disepakati oleh customer). Pengujian viskositas ini ada dua metode, yaitu untuk cat yang bersifat Newtonion (mengalir dan dipengaruhi gravitasi bumi) diukur dengan alat Din Cup, dan cat yang bersifat Tixotropic (kental dan tidak mengalir) diukur dengan alat Brookfield.
Alat Din Cup ada beberapa jenis orifice yang digunakan,ada orifice dengan diameter 8 mm, 6 mm, 4 mm dan 2 mm. Pengujian kekentalan dengan Din Cup ini juga disesuaikan dengan kekentalan cat, yaitu :
1. Din Cup dengan diameter 2 mm : untuk viskositas dibawah 20 second jika diukur dengan Din Cup 4 (viskositas encer).
2. Din Cup dengan diameter 4 mm : untuk viskositas antara 20-100 second (viskositas sedang).
3. Din Cup dengan diameter 6 mm : untuk viskositas 120-250 second jika diukur dengan Din Cup 4.
4. Din Cup dengan diameter 8 mm : untuk menguji viskositas diatas 250 second jika diukur dengan Din Cup 4 atau viskositas diatas 100 second jika diukur dengan Din Cup 6 (viskositas kental).
Cara mengukur viskositas dengan alat Din Cup yaitu atur suhu cat pada suhu 30 ± 10C kemudian tuang cat tersebut kedalam Din Cup. Nilai viskositas dihitung dari pertama mengalir sampai putusnya aliran cat pertama kali dengan menggunakan stop watch.
4.1.8.2.Pengujian Solid Content (Kadar Padatan)
Pada dasarnya pengujian kadar padatan ( solid content ) adalah pengujian kadar padatan yang terkandung dalam setiap jenis cat dengan cara menguapkan solvent/pelarut yang ada dalam cat tersebut. Prinsip kerja pengujian kadar padatan adalah perbedaan berat cat basah dan cat kering setelah dioven selama 10’ dalam oven dengan suhu 150˚C. Untuk memudahkan penimbangan dan tidak mempengaruhi berat sampel setelah
dioven 150˚C, maka kita gunakan alas alumunium foil.
Adapun cara kerja pengujian kadar padatan adalah sebagai berikut : 1. Timbang mangkuk alumunium foil + klip (klip digunakan untuk
meratakan cat), kemudian catat beratnya misal beratnya adalah A gram.
2. Nol-kan timbangan (mangkuk alumunium foil dan klip masih di dalam timbangan).
3. Isi mangkuk alumunium foil tersebut dengan sampel 0,5 ± 0,05 gram. Catat beratnya (C gram = berat sample basah). Ratakan dengan klip serata mungkin.
4. Masukkan mangkuk alumunium foil + klip + sampel kedalam oven dengan temperatur 150’C ± 2’C selama 10’.
5. Setelah 10’, ambil mangkuk alumunium foil + klip + sampel dari dalam oven dan biarkan sebentar pada temperatur ruangan, kemudian timbang dan catat beratnya (misalkan beratnya adalah B gram).
Keterangan :
a. Perhitungan Kadar Padatan sebagai berikut: B – A x 100%
C
b. Oven tidak boleh dibuka selama pengujian.
c. Proses penimbangan sampel uji harus dilakukan secepat mungkin untuk menjaga supaya tidak terjadi penguapan solvent atau zat yang tidak diinginkan dari sampel yang diuji.
d. Pengunaan klip hanya untuk produk yang kental (sulit untuk merata dengan sendirinya).
4.1.8.3.Pengujian Gloss / Tingkat Kilap
Prinsip kerja pengujian gloss atau tingkat kilap adalah berdasarkan pemantulan cahaya yang diukur dengan menggunakan alat Gloss Meter. Cara kerja dari pengujian gloss untuk masing-masing produk berbeda-beda aplikasinya disesuaikan dengan karakteristik masing-masing produk. Pengujian gloss untuk produk cat adalah sebagai berikut :
1. Aduk homogen, aplikasi di atas kaca hitam menggunakan aplikator frame ketebalan 150µ.
2. Diamkan pada suhu ruang selama 10’.
3. Lanjutkan pengovenan pada suhu 60º ± 2º C selama 30’.
4. Keluarkan dari oven, biarkan dingin kemudian ukur gloss dengan Gloss Meter.
4.1.8.4.Pengujian Warna
Warna adalah salah satu item uji yang sangat penting karena konsistensi warna sangat mempengaruhi kualitas produk dan disyaratkan oleh customer. Proses pengujian warna untuk produk cat adalah sebagai berikut : 1. Sampel cat dicampur dengan thinner dengan perbandingan atau hingga
diperoleh viskositas aplikasi 9 – 11 second dengan viskometer NK2. 2. Kemudian cat disemprotkan ke panel plastik dengan spraygun dengan
kecepatan 3 feet/second, tekanan angin 3 bar dan ketebalan film kering 10 – 15 micron.
3. Kemudian panel yang telah dispray didiamkan selama 10 menit di suhu ruang dan dioven disuhu 60˚C selama 10 menit.
4. Setelah 10 menit panel diambil, dibiarkan dingin sebentar kemudian dibandingkan warnanya dengan panel standar dari customer di bawah lampu D65 (daylight 65) yaitu lampu yang dibuat untuk mewakili sinar matahari di siang hari.
4.1.9. QC Filling and Packaging
Karena data yang akan diambil berasal dari bagian QC FILLING AND PACKAGING atau yang sering disebut dengan QC HK (Hasil Kemas), maka kita akan membahas tentang aktivitas-aktivitas yang dikerjakan atau job list di bagian ini. Di bagian QC HK ada 3 stasiun kerja yang saling berhubungan dalam proses pembagian job list-nya, yakni posisi laboran inspektor, laboran penguji, dan laboran support. Ketiganya mempunyai fungsi dan peran masing-masing, tetapi saling berkait satu sama lain. Untuk shift 1,
ada satu laboran inspektor dan satu laboran penguji. Sedangkan untuk shift 2, terdapat satu laboran inspektor dan dua laboran penguji. Laboran support dalam sehari kerja hanya diposisikan satu orang.
Laboran inspektor baik shift 1 mauupun shift 2 mempunyai berbagai macam tugas, yakni menguji viskositas setiap produk yang dikemas, mengambil sampel HK2, dan memberi stempel QC PASS. saat mengambil sampel HK2 seorang inspektor juga harus mengecek proses pengemasan cat yang sedang berlangsung tersebut. Jika nantinya terdapat masalah pada saat proses pengemasan, bisa langsung berkoordinasi dengan pejabat berwenang QC HK ataupun kepala regu dari bagian pengemasan agar dapat menyelesaikan secara bersama-sama.
Untuk mendapatkan hasil uji dari produk yang sedang dikemas, maka laboran penguji bertugas untuk menguji sampel yang masuk ke QC HK. Jumlah sampel yang masuk pada shift 1 biasanya lebih sedikit dibandingkan dengan jumlah sampel yang masuk pada shift 2. Hal ini berpengaruh pada jumlah personel laboran penguji di tiap shift. Ini adalah alasan mengapa laboran penguji shift 1 hanya seorang sedangkan untuk shift 2 harus ditempatkan 2 orang agar meminimalkan pengantrian pengujian karena sampel penumpukan sampel yang sering terjadi pada sore sampai malam hari. Seorang laboran support sebenarnya mempunyai fungsi yang cukup sederhana, tetapi juga berperan penting terhadap aktivitas yang ada di QC HK. Beberapa tugasnya antara lain, menyiapkan standar dan panel aplikasi yang sudah diberikan oleh QC FG sebagai acuan untuk pengujian di QC HK, menguji bahan kemasan, mencuci kaca untuk aplikasi dan melakukan piket pengebonan untuk barang-barang yang stoknya kosong ataupun mendekati habis. Karena tugasnya yang sederhana ini, maka dalam sehari jam kerja (jam 06.30-23.30) laboran support yang dibutuhkan hanya satu orang. Jam kerjanya adalah dari jam 09.00 sampai 18.00.
Sampel yang masuk ke QC HK dari bagian pengemasan ada beberapa macam. Ada yang berjumlah satu sampel (HK1), dua sampel (HK2), ataupun tiga sampel (HK3). Semua sampel pertama (HK1) diberikan oleh operator pengemasan. Sedangkan sampel ke-dua (HK2) dan ke-tiga (HK3) akan
diambil oleh laboran inspektor. Kriteria pengambilan sampel baik HK1, HK2 maupun HK3 adalah sebagai berikut :
1. Produk dengan kemasan ≤20L dengan quantity kemasan ≤5 pcs, cukup satu sampel (HK1). Jika lebih dari 5 pcs, maka harus diambil sampel HK2-nya. Khusus untuk produk Teak Oil warna (TOL), harus diambil sampai sampel HK3
2. Produk dengan kemasan 200L dengan quantity kemasan ≤2 pcs, cukup satu sampel (HK1). Jika lebih dari 2 pcs, maka harus diambil sampel HK2-nya. Khusus untuk produk Teak Oil warna (TOL), harus diambil sampai sampel HK3.
Alur aktivitas di bagian QC HK per sampel ini adalah sebagai berikut: 1. Sampel dari pengemasan diserahkan oleh operator pengemasan kepada
laboran inspektor bersama dengan LPHK (Laporan Pengujian Hasil Kemas).
2. Laboran inspektor mengecek kesesuaian sampel dan LPHK.
3. Setelah itu laboran inspektor menulis identitas sampel(nama, nomer batch, dan tanggal) di monitoring pengujian hasil kemas.
4. Kemudian sampel diuji viskositas oleh inspektor. setelah selesai kemudian di letakkan di meja laboran .
5. Laboran support kemudian menyiapkan standar dan panel aplikasi.
6. Sampel, panel dan LPHK kemudian diserahkan ke laboran penguji untuk selanjutnya di uji kualitasnya.
7. Laboran penguji menulis hasil uji di LPHK. Bila sesuai spek, maka laboran penguji memberikan informasi kepada inspektor bahwa produk yang diuji OK. Bila hasil uji tidak sesuai spek maka laboran penguji memberikan informasi kepada pejabat berwenang (PJB) QC HK untuk kemudian diinformasikan ke bagian PD untuk menentukan langkah yang selanjutnya (disposisi). Bersamaan dengan informasi itu, laboran penguji juga harus memberitahukan kepada inspektor untuk segera mengentikan proses pengemasan yang sedang berlangsung di bagian pengemasan dengan mengeluarkan SP4 (Surat Pemberitahuan Pemberhentian Proses Pengemasan).
8. Laboran inspektor memberikan stempel QC PASS terhadap produk yang sudah dipastikan OK oleh hasil uji dari laboran penguji.
9. Produk yang sudah dikemas sudah layak dikirim ke pelanggan.
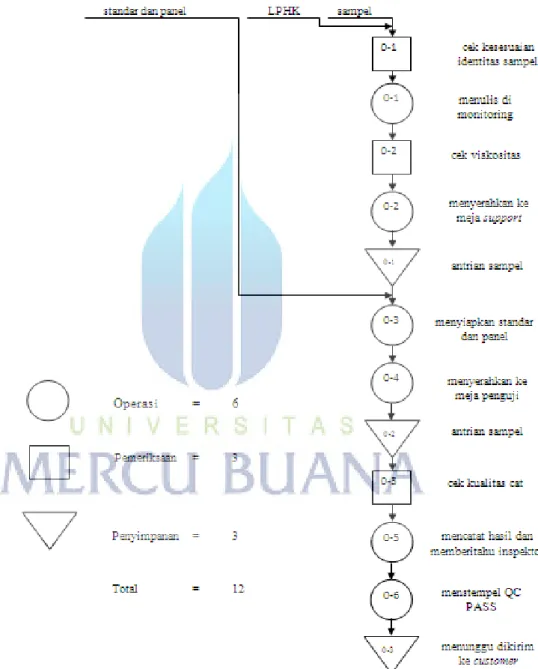
Secara singkat, alur aktivitas di QC HK dapat dilihat pada Peta Proses Operasi di bawah ini.
4.2. Pengolahan Data 4.2.1. Data Lead Time
Berdasarkan hasil wawancara dengan bagian QC HK (FILLING AND PACKAGING) serta pengamatan langsung di lapangan yang dilakukan oleh penulis maka diperoleh data lead time yang beberapa kali tidak tercapai sebagai berikut :
1. Sering terjadi sisa sampel yang belum teruji aplikasi pada malam hari (shift 2) sehingga membuat lead time membengkak.
2. Antrian atau penumpukan sampel tidak hanya karena sisa sampel shift 2 yang banyak, akan tetapi loading sampel juga sering kali terlalu berlebih. 3. Beberapa kali juga terjadi masalah produk yang dikemas sehingga turut
berperan dalam pembengkakan lead time.
Berdasarkan hal-hal diatas maka data-data yang diperlukan dalam mengurangi lead time perusahaan, khususnya di bagian QC HK antara lain yaitu :
1. Data Laporan Pengujian Hasil Kemas
Berisi tentang waktu pengujian dan jumlah produk yang dikemas selama periode satu bulan lengkap dengan frekuensi per harinya dalam satuan jam dan menit.
2. Data Achievement Lead Time Hasil Kemas
Merupakan data yang berisi tentang lead time hasil kemas per hari beserta lead time QC PASS per harinya dalam satuan jam dan menit. 3. Data Laporan Produk Bermasalah
Memaparkan tentang produk-produk yang bermasalah dan menunggu proses disposisi dari pihak PD.
Data Laporan Pengujian Hasil Kemas periode bulan September – Oktober 2014 dapat dilihat pada tabel berikut ini :
Tabel 4.2 Data Laporan Pengujian Hasil Kemas periode bulan September 2014 LAPORAN PENGUJIAN HASIL KEMAS
BAGIAN : QC HASIL KEMAS
PERIODE : SEPTEMBER 2014
LOKASI : JATAKE
A. LAPORAN WAKTU PENGUJIAN
No Jenis
Frekuensi Target Achievement
Batch Sampel Jam /
Batch Jam / Batch
1 Hasil Kemas 1975 3537 02:01 02:23
2 QC Pass 1975 3537 00:27 00:15
Jumlah 3950 7074
FREKUENSI BATCH 197,50 BATCH / HARI FREKUENSI SAMPEL 353,70 SAMPEL / HARI
Sumber : PT Propan Raya ICC (September 2014)
Tabel 4.3 Data Laporan Pengujian Hasil Kemas periode bulan Oktober 2014 LAPORAN PENGUJIAN HASIL KEMAS
BAGIAN : QC HASIL KEMAS PERIODE : OKTOBER 2014 LOKASI : JATAKE
A. LAPORAN WAKTU PENGUJIAN
No Jenis
Frekuensi Target Achievement
Batch Sampel Jam /
Batch Jam / Batch
1 Hasil Kemas 2124 3842 02:01 03:11
2 QC Pass 2124 3842 00:27 00:37
Jumlah 4248 7684
FREKUENSI BATCH 236,00 BATCH / HARI FREKUENSI SAMPEL 426,89 SAMPEL / HARI
Dari dua tabel di atas dapat dibuat grafik lead time uji antara target QC HK dan data aktual pencapaian (achievement) dengan satuan jam dan menit berikut ini :
Sumber : PT Propan Raya ICC (September 2014)
Gambar 4.2 Grafik Lead Time Uji Target vs Achievement Bulan September 2014
Sumber : PT Propan Raya ICC (Oktober 2014)
Gambar 4.3 Grafik Lead Time Uji Target vs Achievement Bulan Oktober 2014 01:48 01:55 02:02 02:09 02:16 02:24 TARGET ACHIEVMENT 02:01 02:23
GRAFIK LEAD TIME UJI
00:00 00:28 00:57 01:26 01:55 02:24 02:52 03:21 TARGET ACHIEVMENT 02:01 03:11
Data Achievement Lead Time Hasil Kemas yang menyajikan secara detail lead time per harinya akan penulis lampirkan pada halaman lampiran karena terlalu panjang untuk disajikan di bab ini. Akan tetapi berikut penulis sajikan grafik yang dibuat dari data tersebut berikut ini :
Sumber : PT Propan Raya ICC (September 2014)
Gambar 4.4 Grafik Achievement Lead Time Hasil Kemas Bulan September 2014
Sumber : PT Propan Raya ICC (Oktober 2014)
Gambar 4.5 Grafik Achievement Lead Time Hasil Kemas Bulan Oktober 2014 02:36 01:54 01:55 02:07 02:19 02:20 02:00 02:06 02:20 02:03 02:05 01:50 02:24 02:41 02:33 02:39 02:30 02:57 03:10 03:10 02:42 00:00 00:28 00:57 01:26 01:55 02:24 02:52 03:21 03:50 1 2 3 4 7 8 10 11 14 15 16 17 21 22 23 24 25 26 28 29 30
ACHIEVEMENT LEAD HASIL KEMAS TOTAL
Rata 2Lead Time (menit) Rata 2Lead Time ( Kumulatif ) Target QC
02:40 02:04 02:47 03:34 04:32 04:09 03:36 03:13 03:12 04:30 02:36 02:35 02:43 03:09 04:16 02:37 02:15 03:45 01:50 02:39 03:02 02:26 00:00 00:28 00:57 01:26 01:55 02:24 02:52 03:21 03:50 04:19 04:48 2 3 5 6 7 8 9 11 12 13 14 16 17 19 20 21 22 23 24 26 28 30
ACHIEVEMENT LEAD HASIL KEMAS TOTAL
Data Laporan Produk Bermasalah periode bulan September–Oktober 2014 dapat dilihat di bawah ini :
Tabel 4.4 Laporan Produk Bermasalah Bulan September 2014
Sumber : PT Propan Raya ICC (September 2014)
Tabel 4.5 Laporan Produk Bermasalah Bulan Oktober 2014
Sumber : PT Propan Raya ICC (Oktober 2014)
4.2.2. Perhitungan Waste Activities
Sebelum menghitung Waste Activities kita harus memilah dan memilih aktivitas-aktivitas yang termasuk non-value-adding activities atau
waste activities dari bermacam aktivitas yang ada di bagian QC HK ini. Ada beberapa cara untuk mengidentifikasi waste activities, salah satunya dengan Poka Yoke atau Error Proofing. Poka Yoke adalah mencegah terjadinya kesalahan karena sifat manusiawi yaitu lupa, tidak tahu ataupun tidak sengaja. Prinsipnya adalah tidak mengijinkan terjadinya kesalahan.
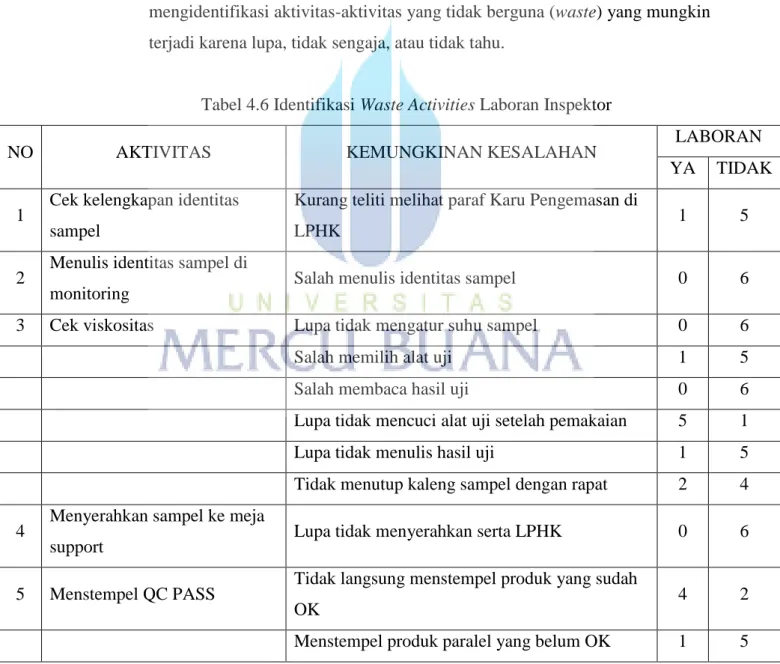
Maka dari itu kita mulai mengidentifikasi kesalahan yang mungkin dilakukan dimulai dari laboran inspektor. Jika kita lihat pada gambar 4.1 tentang peta proses operasi, ada lima aktivitas yang dilakukan oleh inspektor. Dari kelima akivitas itu, penulis telah mewawancarai 6 laboran QC HK yang bergantian menjadi inspektor sesuai jadwal per bulannya dan mengidentifikasi aktivitas-aktivitas yang tidak berguna (waste) yang mungkin terjadi karena lupa, tidak sengaja, atau tidak tahu.
Tabel 4.6 Identifikasi Waste Activities Laboran Inspektor
NO AKTIVITAS KEMUNGKINAN KESALAHAN LABORAN
YA TIDAK 1 Cek kelengkapan identitas
sampel
Kurang teliti melihat paraf Karu Pengemasan di
LPHK 1 5
2 Menulis identitas sampel di
monitoring Salah menulis identitas sampel 0 6
3 Cek viskositas Lupa tidak mengatur suhu sampel 0 6
Salah memilih alat uji 1 5
Salah membaca hasil uji 0 6
Lupa tidak mencuci alat uji setelah pemakaian 5 1
Lupa tidak menulis hasil uji 1 5
Tidak menutup kaleng sampel dengan rapat 2 4
4 Menyerahkan sampel ke meja
support Lupa tidak menyerahkan serta LPHK 0 6
5 Menstempel QC PASS Tidak langsung menstempel produk yang sudah
OK 4 2
Menstempel produk paralel yang belum OK 1 5
Dari beberapa waste activities yang ada, hanya ada 4 akivitas yang tidak pernah dilakukan laboran inspektor. Sedangkan 7 aktivitas lainnya pernah dan sering dilakukan oleh laboran inspektor. Berikut perhitungan persentase waste activities dibandingkan dengan target lead time QC HK (02:01 atau 2 jam 1 menit) :
Tabel 4.7 Persentase Waste Activities Laboran Inspektor N O WASTE ACTIVITIES WAKT U (menit) Persentas e 1
Kurang teliti melihat paraf Karu Pengemasan di
LPHK 1 0,83%
2 Salah memilih alat uji 2 1,65%
3 Lupa tidak mencuci alat uji setelah pemakaian 2 1,65%
4 Lupa tidak menulis hasil uji 1 0,83%
5 Tidak menutup kaleng sampel dengan rapat 1 0,83% 6 Tidak langsung menstempel produk yang sudah OK 5 4,13% 7 Menstempel produk paralel yang belum OK 3 2,48%
TOTAL 15 12,40%
Dilanjutkan dengan identifikasi waste activities pada laboran support. Menurut peta proses operasi pada gambar 4.1 ada dua aktivitas yang di dalamnya berpotensi terjadi waste activities. Berikut rinciannya :
Tabel 4.8 Identifikasi Waste Activities Laboran Support
NO AKTIVITAS KEMUNGKINAN KESALAHAN LABORAN
YA TIDAK 1 Menyiapkan standar dan panel
aplikasi Salah mengambil standar 2 4
Sumber : Wawancara dan pengamatan terhadap laboran QC HK
Dari beberapa waste activities yang dipaparkan, masing-masing ada 2 akivitas yang tidak pernah dilakukan laboran support maupun aktivitas lainnya pernah dan sering dilakukan. Berikut perhitungan persentase waste activities dibandingkan dengan target lead time QC HK.
Tabel 4.9 Persentase Waste Activities Laboran Support
NO WASTE ACTIVITIES WAKTU
(menit) Persentase
1 Salah mengambil standar 2 1,65%
2 Salah menyiapkan komponen B/C/T 2 1,65%
TOTAL 4 3,31%
Selanjutnya di pos terakhir yakni laboran penguji. Menurut peta proses operasi pada gambar 4.1 ada dua aktivitas yang di dalamnya berpotensi terjadi waste activities. Berikut rinciannya :
Tabel 4.10 Identifikasi Waste Activities Laboran Penguji
NO AKTIVITAS KEMUNGKINAN KESALAHAN LABORAN
YA TIDAK
1 Cek kualitas cat Salah cara aplikasi 5 1
Salah dalam penimbangan komponen B/C/T 1 5
Lupa tidak mencuci alat uji setelah pemakaian 0 6
Tidak menutup kaleng sampel dengan rapat 0 6
2 Melengkapi LPHK Salah input hasil uji 1 5
3 Memberitahu inspektor Tidak langsung memberitahu inspektor setelah
OK 3 3
Sumber : Wawancara dan pengamatan terhadap laboran QC HK
Salah menyiapkan komponen B/C/T 3 3
Dari beberapa waste activities yang ada, hanya ada 2 akivitas yang tidak pernah dilakukan laboran penguji. Sedangkan 4 aktivitas lainnya pernah dan sering dilakukan oleh laboran inspektor. Berikut perhitungan persentase waste activities dibandingkan dengan target lead time QC HK
Tabel 4.11 Persentase Waste Activities Laboran Penguji
NO WASTE ACTIVITIES WAKTU
(menit) Persentase
1 Salah cara aplikasi 10 8,26%
2 Salah dalam penimbangan komponen B/C/T 2 1,65%
3 Salah input hasil uji 1 0,83%
4 Tidak langsung memberitahu inspektor setelah OK 5 4,13%
TOTAL 18 14,88%
Setelah mendapat hasil perhitungan nilai waste activities dari masing-masing laboran, bisa kita jumlah menjadi seperti tabel di bawah ini :
Tabel 4.12 Total Persentase Waste Activities
NO LABORAN WASTE ACTIVITIES (menit) Persentase 1 Inspektor 15 12,40% 2 Support 4 3,31% 3 Penguji 18 14,88% TOTAL 37 30,58%