22
3.1. Kajian Pustaka
3.1.1. Overall Equipment Effectiveness
Overall Equipment Effectiveness atau OEE adalah cara terbaik untuk memantau dan meningkatkan efektivitas proses manufaktur (misalnya mesin, sel manufaktur, lini perakitan). OEE sederhana dan praktis. Dibutuhkan sumber yang paling umum dan penting dari kehilangan produktivitas manufaktur, menempatkan mereka ke dalam tiga kategori utama dan menyederhanakannya menjadi metrik yang memberikan sebuah pengukur yang sangat baik untuk mengukur di mana dan bagaimana dapat dilakukan perbaikan. OEE sering digunakan sebagai metrik kunci dalam TPM (Total Productive Maintenance) dan program Lean Manufacturing dan memberi cara yang konsisten untuk mengukur efektivitas TPM dan inisiatif lain dengan menyediakan suatu kerangka menyeluruh untuk mengukur efisiensi produksi. (Vorne Industries Inc., 2008:4)
3.1.2. Menghitung OEE
Menurut Vorne Industries Inc.(2008:6), nilai atau skor OEE dihitung dengan mempertimbangkan tiga faktor, yaitu:
Availability: memperhitungkan Down Time Loss, yang mencakup setiap peristiwa yang menyebabkan produksi berhenti untuk jangka waktu yang cukup (biasanya beberapa menit - cukup lama). Contohnya termasuk kegagalan peralatan, kekurangan material, dan waktu change over. Waktu
change over termasuk dalam analisis OEE, karena merupakan bentuk down time. Meskipun tidak mungkin untuk menghilangkan waktu change over, dalam kebanyakan kasus itu dapat dikurangi. Waktu yang tersedia tersisa disebut Waktu Operasi (Operating Time).
Performance: memperhitungkan Speed Loss, yang meliputi faktor-faktor apa saja yang menyebabkan proses untuk beroperasi berkurang dari kecepatan maksimum yang mungkin, ketika menjalankannya. Contohnya termasuk keausan mesin, bahan di bawah standar, salah pasok, dan inefisiensi operator. Waktu yang tersedia tersisa disebut Waktu Operasi Bersih (Net Operating Time).
Quality: memperhitungkan Quality Loss, yang menyumbang produk yang dihasilkan yang tidak memenuhi standar kualitas, termasuk produk-produk yang memerlukan pengerjaan ulang. Waktu yang tersisa disebut Waktu Produktif Sepenuhnya (Fully Productive Time).
Setiap faktor tersebut merepresentasikan perspektif yang berbeda mengenai seberapa dekat proses manufaktur suatu perusahaan pada keadaan sempurna.
Saat genba ke lantai produksi, masalah umum yang sering dijumpai adalah peralatan produksi tidak beroperasi dengan baik sehingga mempengaruhi proses
lainnya. OEE ini mengukur apakah peralatan produksi tersebut dapat bekerja dengan normal atau tidak. OEE meng-highlights 6 kerugian utama (the six big losses) penyebab peralatan produksi tidak beroperasi dengan normal (Denso, 2006: 6-7), yaitu:
1. Breakdown (Down Time Loss), masuk kategori ini bisa berupa tooling failures, unplanned maintenance, general breakdowns, equipment failures,
dan sejenisnya.
2. Setup and Adjustment (Down Time Loss), yang termasuk kelompok ini di antaranya setup/ changeover, material shortages, operator shortages, major adjustment dan warm-up time. Intinya, masalah ini muncul karena adanya waktu yang hilang saat setup atau changeover.
3. Small Stops (Speed Loss), yang termasuk dalam golongan ini di antaranya
obstructed product flows, component jams, misfeed, sensor blocked, delivery blocked dan cleaning. Indikator masalah ini adalah berhentinya mesin tidak lebih dari lima menit dan tidak membutuhkan personel
maintenance.
4. Reduced Speed (Speed Loss), yang termasuk dalam deretan ini di antaranya adalah rough running, under nameplate capacity, under design capacity, equipment wear dan operator inefficiency. Penyebab munculnya masalah ini karena kecepatan proses berada di luar batas toleransi nameplate capacity.
5. Start-up Reject (Quality Loss), yang terdaftar dalam group ini di antaranya
scrap, rework, in-process damage, in-process expiration dan incorrect assembly. Reject ini biasanya terjadi proses warm-up dan bisa juga karena disebabkan oleh kekeliruan set-up mesin.
6. Production Rejects (Quality Loss), yakni reject yang terjadi selama proses produksi.
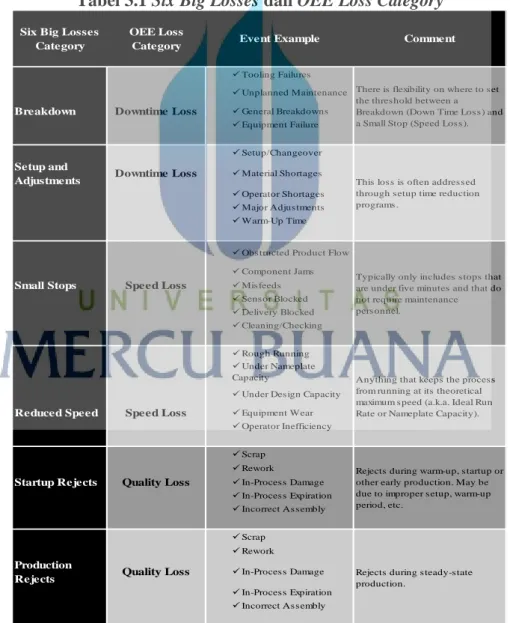
Tabel 3.1 Six Big Losses dan OEE Loss Category
(sumber Vorne Industries Inc., 2008:8)
Six Big Losses Category
OEE Loss
Category Event Example Comment
Tooling Failures
Unplanned Maintenance Breakdown Downtime Loss General Breakdowns
Equipment Failure
Setup/Changeover Setup and
Adjustments Downtime Loss Material Shortages
Operator Shortages
Major Adjustments
Warm-Up Time
Obstructed Product Flow
Component Jams Small Stops Speed Loss Misfeeds
Sensor Blocked Delivery Blocked Cleaning/Checking Rough Running Under Nameplate Capacity
Under Design Capacity Reduced Speed Speed Loss Equipment Wear
Operator Inefficiency
Scrap
Rework Startup Rejects Quality Loss In-Process Damage
In-Process Expiration
Incorrect Assembly
Scrap
Rework Production
Rejects Quality Loss In-Process Damage
In-Process Expiration
Incorrect Assembly
There is flexibility on where to set the threshold between a Breakdown (Down Time Loss) and a Small Stop (Speed Loss).
This loss is often addressed through setup time reduction programs.
Typically only includes stops that are under five minutes and that do not require maintenance personnel.
Anything that keeps the process from running at its theoretical maximum speed (a.k.a. Ideal Run Rate or Nameplate Capacity).
Rejects during warm-up, startup or other early production. May be due to improper setup, warm-up period, etc.
Rejects during steady-state production.
3.1.3. Rumus Perhitungan OEE
Vorne Industries Inc. (2008:11) merumuskan perhitungan nilai OEE sebagai berikut:
a. Availability
Availability = Operating Time / Planned Production Time
b. Performance
Performance = Ideal Cycle Time / (Operating Time / Total Pieces)
c. Quality
Quality = Good Pieces / Total Pieces
d. OEE
OEE = Availability x Performance x Quality
3.1.4. Lean Manufacturing
Lean adalah suatu upaya terus-menerus untuk menghilangkan pemborosan (waste) dan meningkatkan nilai tambah (value added) produk agar memberikan nilai kepada pelanggan (customer value). Tujuan lean adalah untuk meningkatkan terus-menerus customer value melalui peningkatan terus-menerus rasio antara nilai tambah terhadap waste (the value-to-waste ratio). (Gaspersz, 2007:1)
Implementasi Lean Manufacturing (metode serta tools-nya) dilakukan secara terus-menerus untuk menciptakan perbaikan pada proses dan inovasi di
perusahaan, sehingga perusahaan tersebut melakukan apa yang disebut continuous improvement (CI) untuk mencapai operational excellence dan customer intimacy.
Tabel 3.2. The Value to Waste Ratio berbagai Perusahaan di Dunia
NO Perusahaan The Value-to-Waste
Ratio 1
2 3 4
Perusahaan-perusahaan Jepang secara umum Toyota Group
Perusahaan Terbaik di Amerika Utara Perusahaan Terbaik di Indonesia
50% 57% 30% 10% (Sumber: Gaspersz, 2007:1)
Suatu perusahaan dapat dianggap lean apabila the value-to-waste ratio telah mencapai minimum 30%. Apabila perusahaan itu belum lean, perusahaan tersebut dapat disebut sebagau Un-Lean Enterprise dan dikategorikan sebagai perusahaan tradisional.
Lean dapat didefinisikan sebagai suatu pendekatan sistemik dan sistematik untuk mengidentifikasi dan menghilangkan pemborosan (waste) atau aktivitas-aktivitas yang tidak bernilai tambah melalui peningkatan terus-menerus secara radikal dengan cara mengalirkan produk (material, work-in-process, output) dan informasi menggunakan sistem tarik (pull system) dari pelanggan internal dan eksternal untuk mengejar keunggulan dan kesempurnaan. (Gaspersz, 2007:2)
Lean yang diterapkan pada keseluruhan perusahaan disebut Lean Enterprise. Lean yang diterapkan pada manufacturing disebut sebagai Lean
Manufacturing. Lean yang diterapkan dalam bidang jasa disebut sebagai Lean Service. (Gaspersz, 2007:2)
Terdapat lima prinsip dasar lean, yaitu:
1. Mengidentifikasi nilai produk berdasarkan perspektif pelanggan, di mana pelanggan menginginkan produk berkualitas superior dengan harga yang kompetitif dan penyerahan yang tepat waktu.
2. Mengidentifikasi value stream mapping (pemetaan proses pada value stream) untuk setiap produk.
3. Menghilangkan pemborosan yang tidak bernilai tambah dari semua aktivitas sepanjang proses value stream itu.
4. Mengorganisasikan agar material , informasi, dan produk itu mengalir secara lancar dan efisien sepanjang proses value stream menggunakan sistem tarik (pull system).
5. Terus-menerus mencari berbagai teknik dan alat peningkatan (improvement tools and techniques) untuk mencapai keunggulan dan peningkatan terus-menerus.
3.1.5. Jenis-Jenis Pemborosan (waste)
Menurut Gaspersz (2007) dikenal dua kategori utama pemborosan, yaitu
type one waste dan type two waste. Type one waste adalah aktivitas kerja yang tidak menciptakan nilai tambah dalam proses transformasi input menjadi output sepanjang value stream, namun aktivitas tersebut saat ini tidak bisa dihindarkan
karena berbagai alasan. Misalnya, aktivitas penyortiran dan inspeksi dari perspektif
lean merupakan aktivitas tidak bernilai tambah sehingga merupakan waste, namun pada saat sekarang kita masih membutuhkan inspeksi dan penyortiran karena mesin dan peralatan yang digunakan sudah tua sehingga tingkat keandalannya berkurang. Dalam jangka panjang type one waste harus dapat dihilangkan atau dikurangi. Type one waste ini sering disebut sebagai incidental activity atau incidental work yang termasuk ke dalam aktivitas tidak bernilai tambah (non-value-adding activity)
Type two waste merupakan aktivitas yang tidak menciptakan nilai tambah dan dapat dihilangkan dengan segera. Misalnya, menghasilkan produk cacat (defect) atau melakukan kesalahan (error) yang harus dapat dihilangkan dengan segera. Type two waste ini sering disebut waste saja karena benar-benar merupakan pemborosan yang harus dapat diidentifikasi dan dihilangkan dengan segera.
Konsep value added activity, incidental (non value added)activity atau type one waste, dan type two waste (waste) ditunjukkan dalam Gambar 3.1 di bawah ini.
Gambar 3.1. Un-Lean (Traditional) Work Activity
Dari Gambar 3.1 di atas terlihat bahwa untuk Un-Lean (Traditional) Enterprise
memiliki the value added-to-waste ratio di bawah 30%, di mana dihitung berdasarkan formula: (value added activity)/(type one waste + type two waste). (Gaspersz, 2007:8)
Untuk memudahkan mengidentifikasi dan menghilangkan waste (type one waste dan type two waste), Gaspersz (2007) menciptakan akronim E-DOWNTIME Waste. Tabel 3.4 menjelaskan jenis-jenis pemborosan yang sering terjadi di perusahaan manufacture.
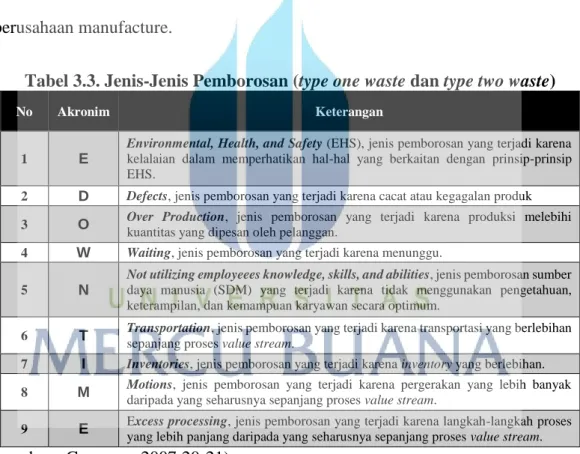
Tabel 3.3. Jenis-Jenis Pemborosan (type one waste dan type two waste)
No Akronim Keterangan
1 E
Environmental, Health, and Safety (EHS), jenis pemborosan yang terjadi karena kelalaian dalam memperhatikan hal-hal yang berkaitan dengan prinsip-prinsip EHS.
2 D Defects, jenis pemborosan yang terjadi karena cacat atau kegagalan produk 3 O Over Production, jenis pemborosan yang terjadi karena produksi melebihi
kuantitas yang dipesan oleh pelanggan.
4 W Waiting, jenis pemborosan yang terjadi karena menunggu. 5 N
Not utilizing employeees knowledge, skills, and abilities, jenis pemborosan sumber daya manusia (SDM) yang terjadi karena tidak menggunakan pengetahuan, keterampilan, dan kemampuan karyawan secara optimum.
6 T Transportation, jenis pemborosan yang terjadi karena transportasi yang berlebihan sepanjang proses value stream.
7 I Inventories, jenis pemborosan yang terjadi karena inventory yang berlebihan. 8 M Motions, jenis pemborosan yang terjadi karena pergerakan yang lebih banyak
daripada yang seharusnya sepanjang proses value stream.
9 E Eyang lebih panjang daripada yang seharusnya sepanjang proses xcess processing, jenis pemborosan yang terjadi karena langkah-langkah proses value stream.
(sumber : Gaspersz, 2007:20-21)
3.1.6. Diagram Pareto (Pareto Chart)
Pareto Chart adalah salah satu jenis chart yang terdiri dari grafik balok dan juga garis. Penamaannya sendiri diambil dari nama orang yang menemukannya yaitu Vilfredo Pareto. Pada chart ini, value individu direpresentasikan oleh balok
dalam urutan yang menurun dan jumlah total kumulatif direpresentasikan oleh garis. (Suwandi, 2014)
Gambar 3.2. Pareto Chart of Late Arrivals by Reported Cause
(sumber: Suwandi, 2014)
Sumbu vertical yang ada di sebelah kiri adalah frecuency of occurrence, tetapi hal ini dapat merepresentasikan cost atau unit pengukuran lainnya yang cukup penting. Sedangkan sumbu vertical yang terdapat pada sebelah kanan adalah persentase kumulatif dari jumlah total occurrences, total cost, atau jumlah total dari suatu unit yang diukur. Karena alasan-alasan tersebut disusun dalam urutan yang menurun, maka fungsi kumulatifnya adalah fungsi concave atau parabolik cekung. Jika melihat contoh yang ada pada gambar, untuk mengurangi jumlah dari kedatangan yang terlambat sebanyak 80%, maka kita cukup menyelesaikan tiga masalah pertama.
Tujuan dari pareto chart adalah untuk memperjelas faktor yang paling penting (atau yang paling besar) dari beberapa faktor yang ada. Dalam quality
control, hal ini sering kali merepresentasikan sumber defect yang paling sering ditemui, jenis defect yang paling sering muncul, ataupun alasan-alasan yang paling sering muncul saat terdapat complain dari konsumen, dan banyak lagi hal lain yang sejenis. Wilkinson pada tahun 2006 merancang sebuah algoritma untuk memproduksi batas yang masih dapat ditolerasi (acceptable limit) berdasarkan ilmu statistik untuk masing-masing balok pada pareto chart. Hal ini memiliki kesamaan juga dengan confidence interval.
Pareto chart dapat dibuat dengan program spreadsheet sederhana seperti
OpenOffice Calc, Microsoft Excel, dan software tool yang khusus untuk statistik yang bekerja sebaik onile quality chart generator. Pareto chart juga termasuk ke dalam tujuh tools dasar dari quality control.
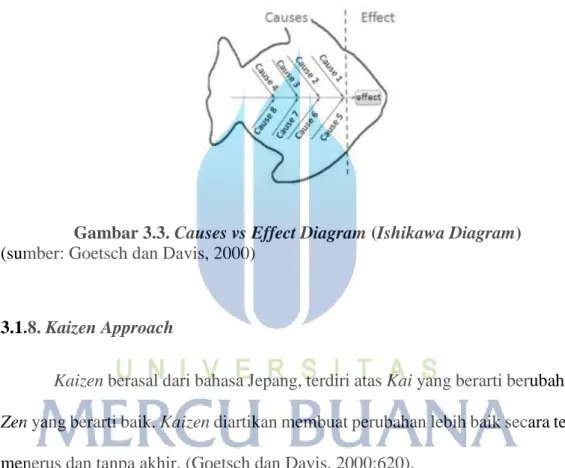
3.1.7. Fish Bone Diagram (Ishikawa Diagram)
Ishikawa diagram atau yang biasa disebut juga dengan diagram tulang ikan (fish bone diagram), herringbone diagram, cause and effect diagram, maupun
fishikawa ini adalah sebuah causal diagram yang menunjukan causes dari suatu
event atau kejadian tertentu. Ishikawa diagram yang ditemukan oleh Dr. Kaoru Ishikawa pada tahun 1990 ini adalah salah satu tools yang digunakan dalam melakukan Root Cause Analysis (RCA). (Goetsch dan Davis, 2000:459)
Menurut Goetsch dan Davis, Causes (penyebab) yang dipilih dalam membuat diagram ini telah dikategorikan menjadi beberapa bagian yaitu :
Methods, bagaimana proses dijalankan dan specific requirements apa yang dibutuhkan dalam melakukan suatu proses tersebut.
Machines, mencakup segala equipment, komputer, tools, dan lain-lain. yang dibutuhkan untuk menyelesaikan pekerjaan.
Materials, mencakup bahan baku, parts, pulpen, kertas, dan lain-lain yang digunakan untuk memproduksi barang atau jasa.
Measurements, berupa data yang dihasilkan dari proses yang digunakan untuk mengevaluasi kualitas dari proses itu sendiri.
Environment, mencakup kondisi sekitar seperti lokasi, waktu, temperature, dan budaya di tempat berjalannya proses.
Langkah-langkah untuk membuat diagram ishikawa adalah sebagai berikut:
Langkah 1
Tuliskan effect yang akan diinvestigai dan gambarkan sebuah panah ‘tulang ikan’ menuju tulisan tersebut.
Langkah 2
Identifikasi segala area yang memungkinkan terjadinya causes
Langkah 3
Tuliskan segala detail kemungkinan untuk setiap area atau causes utama yang telah Anda buat. Pastikan segala penyebab baik kecil maupun besar tercatat agar tercipta diagram yang baik dan faktual.
Jika sudah selesai, akan didapatkan sebuah diagram yang merepresentasikan sebuah ‘mind dump’ dari segala faktor yang terhubung dengan effect yang akan dianalisis beserta hubungan antara causes dan effect. Selanjutnya akan lebih mudah dalam mencari solusi dari masalah yang ada, salah satunya dengan menggunakan Root Cause Analysis.
Gambar 3.3. Causes vs Effect Diagram (Ishikawa Diagram)
(sumber: Goetsch dan Davis, 2000)
3.1.8. Kaizen Approach
Kaizen berasal dari bahasa Jepang, terdiri atas Kai yang berarti berubah dan
Zen yang berarti baik. Kaizen diartikan membuat perubahan lebih baik secara terus-menerus dan tanpa akhir. (Goetsch dan Davis, 2000:620).
Filosofi kaizen berasumsi bahwa jalan hidup kita, baik itu kehidupan kerja kita, kehidupan sosial kita, atau kehidupan rumah kita harus fokus pada usaha-usaha perbaikan yang konstan. Konsep ini sangat natural dan jelas bagi bangsa Jepang di mana mereka bahkan tidak menyadari bahwa mereka mempunyai konsep tersebut. Menurut pendapat saya (Imai, M) kaizen telah berkontribusi besar terhadap kesuksesan negara Jepang di dunia. (Imai, 2012:1-2)
3.2. Penelitian Terdahulu
Penelitian tentang Overall Equipment Effectiveness sudah banyak dilakukan baik oleh praktisi industri maupun akademisi. Di antaranya adalah:
a. Samad dan kawan-kawan dalam jurnal yang berjudul Analysis of Performance by Overall Equipment Effectiveness of the CNC Cutting Section of a Shipyard menyimpulkan bahwa nilai OEE di CNC Cutting di perusahaan Western Marine Shipyard Ltd. adalah sebesar 35,01%. Beberapa rekomendasi diusulkan untuk meningkatkan efisiensi mesin CNC Cutting dengan mengeliminasi downtime, speed loss, dan quality loss. (Samad et. al, 2012)
b. Menurut Binoy Boban dan Jenson Joseph dalam jurnal yang berjudul Enhancing Overall Equipment Effectiveness for a Manufacturing Firm through Total Productive Maintenance menyatakan bahwa perbandingan nilai OEE sebelum dan sesudah dilakukan TPM cukup signifikan peningkatan performancenya.
c. Kumary dan kawan-kawan dalam jurnal yang berjudul Implementing the Lean Sigma framework in an Indian SME: a Case Study menyimpulkan implementasi Lean Tools yang terintegrasi (Current State Map, 5S system, dan TPM) secara dramatis bisa meningkatkan defect per unit (DPU),
process capability index, mean and standard deviation of casting density, yield, dan OEE.
d. Menurut Vijayakumar, S. R. dan Gajendran, S. dalam jurnal yang berjudul
Moulding Process Industry menyatakan bahwa nilai OEE di proses
injection moulding meningkat dari 61% menjadi 81% melalui implementasi
availability, utilisasi sumber daya, produk berkualitas tinggi, dan juga meningkatkan moral dan kepercayaan diri pekerja.
e. Menurut Wudhikarn, Ratapol dalam jurnal yang berjudul A Framework for Integrating Overall Equipment Effectiveness with Analytic Network Process Method menyatakan OEE adalah metode perbandingan yang kurang cocok karena tiap-tiap elemen dalam OEE (Availability rate,
performance rate, dan quality rate) diukur dengan bobot yang sama, padahal loss yang terjadi di tiap elemen sangat berbeda dan loss yang terjadi juga saling terkait antar elemen, sehingga ketidaksesuaian ini memungkinkan menyebabkan keputusan yang diambil tidak tepat. Penelitian ini mempiliki tujuan untuk mengusulkan metode kuantifikasi yang baru yaitu dengan mengimplementasikan Analytic Network Process (ANP) dengan OEE untuk meningkatkan kelemahan dari OEE lama dan perhitungan lain yang diadaptasi.
f. Puvanasvaran dan kawan-kawan dalam jurnal yang berjudul Consideration of Demand Rate in Overall Equipment Effectiveness (OEE) on Equipment with Constant Process Time menemukan ada dua dimensi, yang pertama bahwa utilisasi yang tinggi dari mesin tanpa melihat tingkat permintaan pelanggan akan berhadapan dengan biaya inventory handling yang tinggi. Hal ini terkadang akan menyebabkan over production
implementasi OEE mengalami kesulitan dalam mendapatkan ideal cycle time, khusunya peralatan-peralatan dengan process time yang konstan.
Paper ini selanjutnya mengajukan solusi dengan definisi dari performance ratio dan menggunakan definisi itu di dalam mengukur utilisasi mesin dari waktu ke waktu. Waktu yang tersedia untuk produksi dihitung berdasarkan
availability dari OEE, di mana kemudian digunakan untuk mendapatkan
takt time.
g. Menurut Zandieh dan kawan-kawan dalam jurnal yang berjudul Evaluation of Overall Equipment Effectiveness in a Continuous Process Production System of Condensate Stabilization Plant in Assalooyeh menyimpulkan meskipun nilai OEE tidak berada pada world class level, tetapi jika dicoba untuk melakukan improvement secara terus-menerus, performance
perusahaan bisa diterima.
h. Menurut Hegde dan kawan-kawan dalam jurnal yang berjudul Overall Equipment Effectiveness Improvement by TPM and 5S Techniques in a CNC Machine Shop menyatakan setelah dilakukan pendekatan TPM memperlihatkan ada kenaikan nilai OEE di CNC Machine Shop dari 43% menjadi 72% dan total cost saving sekitar Rs 453.600 per tahun.
i. Atkinson, William dalam jurnal yang berjudul Overall Equipment Effectiveness: an Old Metric Offers New Ways of Boosting Performance
menyatakan nilai OEE yang bagus biasanya menandakan perusahaan mempunyai data statistik yang positif termasuk reduced equipment
downtime, efisiensi pekerja yang meningkat, kualitas produk lebih tinggi, dan biaya produksi yang rendah.
j. Schonberger dalam jurnal yang berjudul Overall Equipment Effectiveness: An Unworthy Metric menyatakan bahwa OEE tidak layak dan membingungkan untuk digunakan sebagai alat untuk mengukur kinerja di dalam manajemen perawatan. Lean membutuhkan peralatan yang berfungsi dengan baik dikarenakan target lean adalah response yang cepat terhadap kebutuhan pelanggan di mana tidak mentolerir keterlambatan waktu karena mesin rusak dan tidak berfungsi. Lean tidak membutuhkan OEE karena itu akan mengganggu.