LAPORAN KERJA PRAKTEK
DI DEPARTEMEN PEMELIHARAAN MEKANIKAL SEKSI UREA P.III PT. PUPUK SRIWIDJAJA PALEMBANG
1 FEBRUARI – 1 MARET 2012 POMPA RECIPROCATING U-GA-101 C
DISUSUN OLEH BENI FAUZAN NIM: 03081005064
KURNIAWAN BUDI SANTOSO NIM: 03081005071
PROGRAM STUDI TEKNIK MESIN JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK UNIVERSITAS SRIWIJAYA
INDERALAYA 2012
LEMBAR PENGESAHAN
Laporan Kerja Praktek di Departemen Pemeliharaan Mekanikal Seksi Urea P.III, PT. Pupuk Sriwidjaja Palembang
1 Februari 2012 – 1 Maret 2012 Berjudul:
POMPA RECIPROCATING TYPE U-GA-101 C disusun oleh:
Beni Fauzan NIM: 03081005064 Kurniawan Budi Santoso
NIM: 03081005071
dinyatakan telah disetujui dan disahkan,
Mengetahui, Staf Diklat
Basir Damili, SE Badge No. 81.4568
Palembang, Februari 2012 Pembimbing Unit Kerja Pemeliharaan Urea P.III
Nirwan Badge No. 84.1339
Puji syukur penulis haturkan kepada Allah SWT, karena telah melimpahkan rahmat dan karunia-Nya, sehingga penulis dapat menyelesaikan Laporan Kerja Praktek di PT. Pupuk Sriwidjaja tanpa ada masalah dan hambatan yang berarti. Adapun kerja praktek dilaksanakan penulis pada tanggal 1 Februari 2012 sampai 1 Maret 2012.
Maksud dan tujuan penulisan laporan ini adalah untuk memenuhi syarat kelengkapan mengikuti Tugas Akhir dan memperoleh gelar Sarjana Strata 1. Penyusunan laporan ini, mengacu pada apa yang diperoleh di bangku kuliah, pelaksaan kerja praktek, bimbingan dan pengarahan dari berbagai pihak, khususnya para pembimbing penulis pada saat pelaksanaan kerja praktek. Oleh karena itu, pada kesempatan yang baik ini penulis ingin mengucapkan terima kasih yang sebesar-besarnya kepada :
1. ALLAH Ta’Ala, berkat Rahmat dan Limpahan berkah ilmu dari Nya lah, serta izin dari Nya lah penulis mampu menyelesaikan Laporan Kerja Praktek.
2. Kedua orang tua penulis yang selalu mendukung penulis selama ini dalam segala hal, khususnya masalah pendidikan.
3. Bapak Ir. Helmi Aliyan, MT selaku Kepala Jurusan Teknik Mesin Universitas Sriwijaya.
4. Bapak Ir. Qomarul Hadi, MT selaku Sekretaris Jurusan Teknik Mesin Universitas Sriwijaya.
5. Bapak Ir. Julia Rasmana selaku Manager Pemeliharaan Mekanikal PT. Pupuk Sriwidjaja Palembang
6. Bapak Nirwan, selaku Pembimbing Unit Kerja Pemeliharaan Urea P.III yang telah membimbing selama proses kerja praktek.
7. Bapak Tumino selaku Foreman Senior Pemeliharaan Urea P.III yang telah membimbing selama proses kerja praktek.
8. Bapak Indra selaku Foreman Pemeliharaan Urea P.III yang telah membimbing selama proses kerja praktek.
9. Kak Ferry, Kak Iwan, Kak Eko, serta rekan-rekan di unit kerja pemeliharaan Urea P.III yang telah sangat membantu dalam penyusunan laporan kerja praktek ini.
10. Bapak dan Ibu Staf Diklat yang telah membantu selama proses pengajuan hingga akhir pelaksanaan kerja praktek.
11. Semua teman-teman di Jurusan Teknik Mesin Universitas Sriwijaya yang telah mendukung penulis untuk melaksanakan kerja praktek dan membantu penulis dalam berbagai hal, baik dalam penulisan laporan ini, pengurusan administrasi perkulihan selama penulis tidak berada di kampus, dan lain sebagainya yang tidak bisa disebutkan satu persatu. 12. Serta pihak lain yang tidak semuanya dapat disebutkan.
Penulis menyadari bahwa dalam penulisan laporan ini masih banyak kekurangan, baik dalam penulisan maupun penjelasan yang disebabkan keterbatasan kemampuan dan pengetahuan penulis. Oleh karena itu, penulis mengharapkan saran dan kritik yang bersifat membangun dari berbagai pihak demi kesempurnaan laporan ini. Harapan penulis, semoga laporan ini bermanfaat bagi diri penulis pribadi dan pembaca pada umumnya.
Palembang, Februari 2012
Penulis
DAFTAR ISI
HALAMAN JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
DAFTAR ISI ... v
BAB I. PENDAHULUAN... 1
I.1 Latar Belakang Kerja Praktek... 1
I.2 Tujuan Kerja Praktek ... 1
I.3 Ruang Lingkup Kerja Praktek ... 2
I.4 Waktu dan Tempat Kerja Praktek ... 2
I.5 Metode Kerja Praktek ... 3
BAB II. PROFIL PERUSAHAAN ... 4
II.1 Logo Perusahaan ... 4
II.2 Profil Umum Perusahaan ... 5
II.2.1 Berdirinya PT. Pupuk Sriwidjaja ... 5
II.2.2 PT. Pupuk Sriwidjaja menjadi Perusahaan Induk ... 5
II.2.3 Pemisahan Perseroan kepada PT Pupuk Sriwidjaja Palembang ... 7
II.3 Sejarah dan Perkembangan Perusahaan ... 7
II.4 Visi, Misi, Nilai dan Budaya Perusahaan ... 10
II.5 Lokasi Pabrik ... 11
II.6 Struktur Organisasi ... 12
BAB III. PROSES PRODUKSI DI PT. PUPUK SRIWIDJAJA ... 15
III.1 Proses Pembuatan Ammonia... 15
III.1.1 Feed Treating Unit... 15
III.1.2 Reforming Unit ... 16
III.1.3 Purifikasi dan Metanasi ... 17
III.1.4 Synthesis ... 17
III.1.5 Permurnian Produk ... 17
III.1.6 Purge Gas Recovery Unit ... 19
III.2 Proses Pembuatan Urea ... 20
III.2.1 Seksi Synthesa ... 20
III.2.2 Seksi Dekomposisi/Purifikasi ... 21
III.2.3 Seksi Kristalisasi dan Pembutiran ... 22
III.2.4 Seksi Recovery ... 23
III.3 Pabrik Utilitas ... 24
III.3.1 Gas Metering Station (GMS) ... 25
III.3.2 Water Treatment ... 25
III.3.3 Demineralized Water Plant ... 27
III.3.4 Cooling Water System ... 29
III.3.5 Plant Air dan Instrument Air ... 30
III.3.6 Steam System... 31
III.3.7 Electric Power Generation System ... 33
III.3.8 Condensate Stripper ... 33
III.4 Limbah Proses Poduksi ... 34
BAB IV. TINJAUAN KHUSUS ... 36
IV.1 Konsep Dasar Perawatan ... 36
IV.2 Jenis-Jenis Perawatan ... 36
IV.2.1 Break Down Maintenance ... 36
IV.2.2 Preventive Maintenance ... 37
IV.2.3 Corrective Maintenance ... 37
BAB V. PEMBAHASAN ... 39
V.1 Spesifikasi Utama ... 40
V.2 Prinsip Kerja dan Operasi Pompa ... 41
V.3 Bagian-Bagian Utama Pompa ... 49
V.4 Mengatasi Beberapa Gejala yang Timbul ... 51
V.5 Menghentikan Operasi ... 52
V.6 Pemasangan, Perawatan, dan Perbaikan ... 53
VI.1 Prinsip Kerja dan Operasi Pompa ... 59
VI.2 Prinsip Kerja dan Operasi Pompa ... 60
DAFTAR PUSTAKA ... 61
LAMPIRAN ... 62
DAFTAR GAMBAR Gambar 1. Pabrik-Pabrik di PT. Pupuk Sriwidjaja ... 10
Gambar 2. Lokasi PT Pupuk Sriwidjaja ... 12
Gambar 3. Bagan Organisasi Korporat PT. Pupuk Sriwidjaja ... 13
Gambar 4. Bagan Organisasi Divisi Pemeliharaan Direktorat Produksi ... 14
Gambar 5. Digram Alir Proses Pemurnian Gas Umpan ... 16
Gambar 6. Diagram Blok Proses Pembuatan Ammonia ... 20
Gambar 7. Diagram Blok Pembuatan Urea ... 24
Gambar 8. Diagram Blok Water Treatment ... 27
Gambar 9. Diagram Blok Demin Plant ... 30
Gambar 10. Cooling Water System ... 31
Gambar 11. Diagram Blok Plant Air dan Instrument Air ... 32
Gambar 12. Proses Pembuatan Uap Air (WHB) ... 33
Gambar 13. Proses Pembuatan Uap Air (Packaged Boiler) ... 33
Gambar 14. Pompa U-GA-101 C ... 39
Gambar 15. Cylinder Valve Assembly ... 42
Gambar 16. Tekanan Versus Volume ... 43
Gambar 17. Cara Kerja Pompa ... 44
Gambar 18. Cylinder Assembly ... 45
Gambar 19. Section Assembly ... 46
Gambar 20. Cross Head-Connecting Rod Assembly ... 47
BAB I PENDAHULUAN
I.1 Latar Belakang Kerja Praktek
Perguruan tinggi adalah jenjang pendidikan formal yang bertujuan untuk meningkatkan pola pikir dan kompetensi para mahasiswa/i agar mampu bersaing di dunia kerja. Pola pikir dan kompetensi dibentuk dengan cara memberikan berbagai mata kuliah sesuai disiplin ilmu yang disusun dalam bentuk kurikulum. Salah satu mata kuliah yang ada di kurikulum 2012 semester 8, Jurusan Teknik Mesin, Fakultas Teknik, Universitas Sriwijaya yaitu kerja pratek.
Kerja praktek ini bertujuan untuk memberikan gambaran nyata kepada mahasiswa/i tentang permasalahan dan bentuk sistem yang ada di dunia kerja/perusahaan. Selain itu juga, melalui kerja pratek, mahasiswa/i akan belajar mengaplikasikan ilmu yang didapat dari perkuliahan untuk menyelesaikan permasalahan nyata yang ada di perusahaan.
PT Pupuk Sriwidjaja (PT Pusri) sebagai salah satu perusahaan yang bergerak di industri pupuk dan industri kimia lainnya, tentu menerapkan berbagai disiplin ilmu di dalamnya. PT Pusri adalah tempat yang tepat untuk belajar aplikasi ilmu Teknik Mesin karena perusahaan ini adalah salah satu perusahaan yang sudah matang dan sudah sangat paham tentang segala hal menyangkut perindustrian yang ada di Indonesia.
I.2 Tujuan Kerja Praktek
Kerja praktek memiliki beberapa tujuan yang sangat bermanfaat, baik untuk para mahasiswa/i, perguruan tinggi, dan perusahaan. Adapun tujuan dari kerja praktek adalah sebagai berikut:
a. Memenuhi salah satu syarat untuk menyelesaikan pendidikan strata satu di Program Studi Teknik Mesin, Jurusan Teknik Mesin, Fakultas Teknik, Universitas Sriwijaya.
b. Mengaplikasikan ilmu Teknik Mesin yang didapat dari perkuliahan ke dunia kerja.
c. Mendapatkan gambaran tentang dunia industri sesungguhnya, baik dari segi sistem dan aktivitas-aktivitasnya.
d. Memperoleh pengetahuan tentang permasalahan yang ada diperusahaan dan solusi yang diterapkan.
e. Perusahaan dapat mengetahui dan memahami kompetensi dan pola pikir mahasiswa/i kerja praktek dalam menyelesaikan suatu permasalahan di industri tersebut, sehingga dapat dijadikan referensi perusahaan dalam mencari tenaga kerja baru.
I.3 Ruang Lingkup Kerja Praktek
Adapun ruang lingkup pembahasan laporan kerja praktek ini adalah sebagai berikut:
a. Profil dan Sejarah Perusahaan b. Proses Produksi
c. Pemahaman tentang kegiatan/tugas di Divisi Pemeliharaan Mekanikal Urea P.III
d. Maintenance Management System
I.4 Waktu dan Tempat Kerja Praktek
Kerja praktek dilaksanakan di PT Pupuk Sriwidjaja bagian Departemen Pemeliharaan Mekanikal (Divisi Pemeliharan Mekanikal Urea P.III). PT Pupuk Sriwidjaja berada di Jalan Mayor. Kerja praktek ini dilaksanakan selama 1 bulan, mulai dari tanggal 1 Februari 2012 sampai pada 1 Maret 2012. Adapun kegiatan kerja praktek dimulai pada pukul 07.30-16.30 WIB untuk hari Senin sampai Kamis, sedangkan untuk hari Jumat pada pukul 07.30-17.00 WIB.
I.5 Metode Kerja Praktek
Dengan tujuan memperoleh data yang diperlukan dalam penyusunan laporan ini, maka digunakan beberapa metode:
a. Metode Observasi
Merupakan metode pengambilan data dengan cara melakukan wawancara yang bersifat informal kepada beberapa pekerja yang ada di divisi pemeliharaan mekanikal Urea P.III.
c. Metode Studi Literatur
Merupakan metode pengambilan data dengan cara membaca beberapa literatur terkait ruang lingkup kerja praktek dan penyelesaian penugasan yang diberikan.
d. Metode Dokumentasi
Merupakan metode pengumpulan data dengan cara menyalin data atau dokumen dari perusahaan, berupa kegitan-kegiatan yang sudah terjadwal, struktur organisasi, dll. Selain itu juga mendokumentasikan kegiatan-kegiatan yang dilakukan di divisi pemeliharaan mekanikal urea P.III.
Selain pengumpulan data, hal lain yang dilakukan adalah melakukan konsultasi dengan pembimbing kerja praktek serta karyawan lapangan, guna mendapatkan hasil laporan yang valid.
BAB II
PROFIL PERUSAHAAN
II.1 Logo Perusahaan
Arti lambang:
Lambang Pusri yang berbentuk huruf “U” melambangkan singkatan ‘Urea’, lambang ini telah terdaftar di Ditjen Haki Dep Kehakiman & HAM no 021391
Setangkai padi dengan jumlah butiran 24 melambangkan tanggal akte pendirian PT Pusri.
Butiran-butiran urea berwarna putih sejumlah 12, melambangkan bulan Desember pendirian PT Pusri.
Setangkai kapas yang mekar dari kelopaknya, butir kapas yang mekar berjumlah 5 buah kelopak yang pecah berbentuk 9 retakan ini melambangkan angka 59 sebagai tahun pendirian PT Pusri.
Perahu Kajang merupakan ciri khas kota Palembang yang terletak di tepian Sungai Musi.
Kuncup teratai yang akan mekar, merupakan imajinasi pencipta akan prospek perusahaan dimasa datang.
Komposisi warna lambang kuning dan biru benhur dengan dibatasi garis-garis hitam tipis (untuk lebih menjelaskan gambar) yang melambangkan keagungan, kebebasan cita-cita, serta kesuburan, ketenangan, dan ketabahan dalam mengejar dan mewujudkan cita-cita itu.
II.2 Profil Umum Perusahaan
II.2.1 Berdirinya PT Pupuk Sriwidjaja
PT Pupuk Sriwidjaja yang didirikan pada tanggal 24 Desember 1959 merupakan perusahaan yang bertujuan untuk turut melaksanakan dan menunjang kebijaksanaan dan program pemerintah di bidang ekonomi, dan pembangunan nasional pada umumnya, khususnya di bidang industri pupuk dan industri kimia lainnya, melalui usaha produksi, perdagangan, pemberian jasa, dan usaha lainnya.
II.2.2 PT Pupuk Sriwidjaja menjadi Perusahaan Induk
PT Pupuk Sriwidjaja ditunjuk oleh pemerintah menjadi perusahaan induk (holding company) PT Pupuk Sriwidjaja (Persero), berdasarkan PP No.28/1997. Sejak pemerintah Indonesia mengalihkan seluruh sahamnya yang ditempatkan di Industri Pupuk Dalam Negeri dan di PT Mega Eltra kepada PUSRI, melalui Peraturan Pemerintah (PP) nomor 28 tahun 1997 dan PP nomor 34 tahun 1998, maka PUSRI yang berkedudukan di Palembang, Sumatera Selatan, menjadi Induk Perusahaan (Operating Holding) dengan membawahi 6 (enam) anak perusahaan termasuk anak perusahaan penyertaan langsung yaitu PT Rekayasa Industri, masing-masing perusahaan bergerak dalam bidang usaha:
PT Petrokimia Gresik yang berkedudukan di Gresik, Jawa Timur. Memproduksi dan memasarkan pupuk urea, ZA, SP-36/SP-18, Phonska, DAP, NPK, ZK, dan industri kimia lainnya serta Pupuk Organik.
PT Pupuk Kujang, yang berkedudukan di Cikampek, Jawa Barat. Memproduksi dan memasarkan pupuk urea dan industri kimia lainnya. PT Pupuk Kalimantan Timur, yang berkedudukan di Bontang,
Kalimantan Timur. Memproduksi dan memasarkan pupuk urea dan industri kimia lainnya.
PT Pupuk Iskandar Muda, yang berkedudukan di Lhokseumawe, Nangroe Aceh Darussalam. Memproduksi dan memasarkan pupuk Urea dan industri kimia lainnya.
PT Rekayasa Industri, yang berkedudukan di Jakarta, Bergerak dalam penyediaan Jasa Engineering, Procurement & Construction (EPC) guna membangun industri gas & minyak bumi, pupuk, kimia dan petrokimia, pertambangan, pembangkit listrik (panas bumi, batu bara,
PT Mega Eltra, yang berkedudukan di Jakarta dengan bidang usaha utamanya adalah Perdagangan Umum.
II.2.3 Pemisahan Perseroan kepada PT Pupuk Sriwidjaja Palembang Pada tahun 2010, dilakukan Pemisahan (Spin Off) dari Perusahaan Perseroan (Persero) PT Pupuk Sriwidjaja disingkat PT Pusri (Persero) kepada PT Pupuk Sriwidjaja Palembang serta telah terjadinya pengalihan hak dan kewajiban PT Pusri (Persero) kepada PT Pusri Palembang sebagaimana tertuang didalan RUPS-LB tanggal 24 Desember 2010 yang berlaku efektif 1 Januari 2011 sebagaimana dituangkan dalam Perubahan Anggaran Dasar PT Pupuk Sriwidjaja Palembang melalui Akte Notaris Fathiah Helmi, SH nomor 14 tanggal 12 November 2010 yang telah disahkan oleh Menteri Hukum dan HAM tanggal 13 Desember 2010 nomor AHU-57993.AH.01.01 tahun 2010
II.3 Sejarah dan Perkembangan Perusahaan
PT Pupuk Sriwidjaja (Persero) yang lebih dikenal sebagai PT Pupuk Sriwidjaja merupakan Badan Usaha Milik Negara (BUMN) yang bergerak di bidang produksi dan pemasaran pupuk. Secara legal, PT Pupuk Sriwidjaja resmi didirikan berdasarkan akte Notaris Eliza Pondang nomor 177 tanggal 24 Desember 1959 dan diumumkan dalam Lembaran Berita Negara Republik Indonesia nomor 46 tanggal 7 Juni 1960. Pada saat itu yang menjadi Presiden Direktur adalah Ir. Ibrahim Zahier dan Ir. Salmon Mustafa sebagai Direktur Utama.
PT Pupuk Sriwidjaja yang memiliki Kantor Pusat dan Pusat Produksi yang berkedudukan di Palembang Sumatera Selatan merupakan produsen pupuk urea pertama di Indonesia. Nama Sriwidjaja sendiri sebenarnya diambil dari nama sebuah kerajaan Sriwidjaja yang dahulu sangat terkenal karena armada lautnya, kerajaan ini terletak di Sumatera Selatan. Pemilihan Provinsi Sumatera
Selatan khususnya Palembang sebagai lokasi pabrik didasarkan pada ketersediaan bahan baku berupa gas alam dan letak kota Palembang di tepian sungai musi yang tinggi debit airnya.
PT Pupuk Sriwidjaja telah mengalami dua kali perubahan bentuk badan usaha. Perubahan pertama berdasarkan Peraturan Pemerintah (PP) No. 20 tahun 1964 yang mengubah statusnya dari Perseroan Terbatas (PT) menjadi Perusahaan Negara (PN). Perubahan kedua terjadi berdasarkan Peraturan Pemerintah No. 20 tahun 1969 dan dengan akte Notaris Soeleman Ardjasasmita pada bulan Januari 1970, statusnya dikembalikan ke Perseroan Terbatas (PT).
Selain itu, dari aspek permodalan PT Pupuk Sriwidjaja juga mengalami perubahan seiring perkembangan industri pupuk di Indonesia. Berdasarkan Peraturan Pemerintah No. 28 tanggal 7 Agustus 1997 ditetapkan bahwa seluruh saham Pemerintah pada industri pupuk PT Pupuk Kujang, PT Pupuk Iskandar Muda, PT Pupuk Kalimantan Timur Tbk, dan PT Petrokimia Gresik sebesar Rp 1.829.290 juta dialihkan kepemilikannya kepada PT Pupuk Sriwidjaja (Persero).
Struktur modal PT Pupuk Sriwidjaja diperkuat lagi dengan adanya pengalihan saham pemerintah sebesar Rp 6 milyar di PT Mega Eltra kepada PT Pupuk Sriwidjaja serta tambahan modal disetor sebesar Rp 728.768 juta dari hasil rekapitalisasi laba dari PT Pupuk Kaltim Tbk. Dengan demikian keseluruhan modal disetor dan ditempatkan PT Pupuk Sriwidjaja per 31 Desember 2002 adalah Rp 3.634.768 juta.
Pabrik pertama yang dibangun PT Pupuk Sriwidjaja adalah PUSRI I yang diresmikan pada tanggal 4 November 1960 dengan kapasitas terpasang sebesar 180 ton ammonia/hari dan 300 ton urea/hari. Produksi perdana PUSRI I pada tanggal 16 Oktober 1963.
rencana tersebut menemui kegagalan akibat terjadinya pemberontakan G30S/PKI. Pada tahun 1968 kembali dilakukan perencanaan pembangunan dengan diadakannya studi kelayakan bersama John Van Der Volk & Associate dari Amerika serikat.
Pada tahun 1972 mulai didirikan pabrik PUSRI II dengan kapasitas terpasang 660 ton ammonia/hari dan 1150 ton urea/hari, dan pembangunannya selesai pada tahun 1974. Pendirian pabrik tersebut dikerjakan oleh kontraktor
M.W Kellog Overseas Corp dari Jepang. Pada tahun 1992 dilakukan optimalisasi
terhadap kapasitas pabrik PUSRI II menjadi 570.000 ton urea/tahun. Karena kebutuhan akan pupuk di Indonesia meningkat dengan pesat, maka pada waktu yang relatif bersamaan dibangun pabrik PUSRI III dan PUSRI IV.
Pabrik PUSRI III dibangun pada 21 Mei 1975 dengan kapasitas terpasang 1000 ton ammonia/hari dengan menggunakan proses Kellog dan kapasitas produksi urea 1725 ton/hari atau 570.000 ton/tahun dengan proses Mitsui Toatsu
Total Recycle (MTTR) C-Improved. Pembangunan pabrik PUSRI III dikerjakan
oleh Kellog Overseas Corp. dan Toyo Engineering Corp. Lima bulan setelah pembangunan pabrik PUSRI III, pabrik PUSRI IV mulai didirikan dengan kapasitas terpasang dan proses yang sama.
Pada tahun 1985 pabrik PUSRI I dihentikan operasinya karena dinilai tidak efisien lagi. Sebagai penggantinya didirikan pabrik PUSRI IB pada tahun 1990 dengan kapasitas terpasang 446.000 ammonia/tahun dengan menggunakan proses Kellog dan 570.000 ton urea/hari dengan menggunakan proses Advanced
Process For Cost and Energy Saving (ACES) dari TEC. Konstruksi pabrik ini
dikerjakan oleh PT Rekayasa Industri (Indonesia).
Adanya tuntutan efisiensi produksi dan penghematan bahan baku membuat PT Pupuk Sriwidjaja melakukan proyek optimalisasi proses yang diberi nama Ammonia Optimization Project (AOP) pada tahun 1992 dan melakukan kerjasama dengan Imperial Chemical Industry (ICI). Melalui proyek ini kapasitas produksi dapat ditingkatkan dengan penghematan pemakaian gas alam sebesar
10%. Proses optimalisasi dan modifikasi proses telah membuat PT Pupuk Sriwidjaja mampu memproduksi total 2.280.000 ton urea/tahun dan 1.149.000 ton ammonia/tahun.
Tabel 1. Kapasitas Produksi PT PUSRI Setelah Dioptimasi
No. Unit Pabrik Luas Areal (Hektar) Mulai Produksi Kapasitas Produksi Ammonia (Ton/Tahun) Urea (Ton/Tahun) 1. Pusri II 15 Agustus 1974 261.000 570.000
2. Pusri III 10 Desember 1976 396.000 570.000
3. Pusri IV 10 Oktober 1977 396.000 570.000
4. Pusri IB 20 Maret 1994 446.000 570.000
Total 55 - 1.499.000 2.280.000
Gambar 1. Pabrik-Pabrik di PT Pupuk Sriwidjaja
Visi : Menjadi perusahaan yang kuat dan tumbuh dalam industri pupuk di tingkat nasional dan regional.
Misi : Memproduksi, memasarkan pupuk dan produk agrobisnis dengan memperhatikan aspek mutu secara menyeluruh.
Nilai :
i. Menempatkan kepuasan pelanggan sebagai prioritas utama. ii. Bekerja secara professional untuk menghasilkan produk dan
memberikan pelayanan yang prima.
iii.Mengutamakan keselamatan dan kesehatan kerja, pelestarian lingkungan serta memberdayakan masyarakat lingkungan.
Budaya : Disiplin, Kerja Keras, Kreatif
II.5 Lokasi Pabrik
PT Pupuk Sriwidjaja (PT PUSRI) terletak di tepi Sungai Musi kira-kira 7 Km dari pusat kota Palembang, di wilayah perkampungan Sungai Selayur, Kecamatan Ilir Timur II, Kotamadya Palembang. Kelayakan ini ditunjang oleh keadaan geografis Sumatera Selatan yang memiliki kekayaan alam, yaitu gas alam (natural gas) yang merupakan bahan baku utama dan tersedia dalam jumlah yang cukup banyak. Gass Bell & Associates dari Amerika Serikat memberikan rekomendasi berdasarkan studi kelayakan untuk membangun Pabrik Pupuk Urea PUSRI di Palembang, dengan kapasitas 100.000 ton per tahun. Adapun faktor teknis dan faktor ekonomi yang menunjang studi kelayakan tersebut adalah : a. Keadaan geografis Sumatera Selatan yang memiliki kekayaan gas alam
sebagai bahan baku utama, dalam jumlah yang cukup banyak. Dekat dengan sumber bahan baku gas alam, yaitu Prabumulih dan Pendopo yang terletak sekitar 100-150 Km dari pabrik.
b. Dekat dengan Sungai Musi yang tidak pernah kering sepanjang tahun, merupakan salah satu sarana penting untuk sumber air, sarana pembuangan limbah dan juga sebagai sarana transportasi.
c. Dekat dengan Tambang Bukit Asam yang tidak jauh dari Kota Palembang, yang banyak mengandung batubara dan dapat dijadikan sebagai cadangan bahan baku yang sangat potensial seandainya persediaan gas bumi sudah menipis.
d. Dekat dengan sarana pelabuhan dan kereta api.
Luas tanah yang digunakan untuk lokasi pabrik adalah 20,4732 hektar, ditambah untuk lokasi perumahan karyawan seluas 26,7965 hektar. Disamping itu sebagai lokasi cadangan disiapkan tanah seluas 41,7965 hektar yang dimaksudkan untuk persediaan perluasan komplek pabrik dan perumahan karyawan bila diperlukan kemudian hari.
Gambar 2. Lokasi PT Pupuk Sriwidjaja
II.6 Struktur Organisasi
Berikut struktur organisasi perusahaan yang disampaikan pada tanggal 8 September 2008 dalam SK Direksi.
13
Gambar 3. Bagan Organisasi Korporat PT. Pupuk Sriwidjaja
Seksi Utilitas Seksi Urea Seksi Ammoni Keterangan :
1. Lokasi Kerja Praktek (Dinas Pemeliharaan Lapangan II, Bagian Pemeliharaan Lapangan P. IV, Seksi Utilitas)
DIVISI PEMELIHARAAN DIREKTORAT PRODUKSI Direktur Produksi General Manager Pemeliharaan Manager Pemeliharaan Mekanikal Manager Pemeliharaan Listrik & Instrument
Manager Perbengkelan Manager Jaminan dan Pengendalian Kualitas
Manager Perencanaan & Pengendalian Turn Around Superitendent Pemeliharaan Mekanikal P.IB Superitendent Pemeliharaan Mekanikal P.II Superitendent Pemeliharaan Mekanikal P.III Superitendent Pemeliharaan Mekanikal P.IV Superitendent Pemeliharaan Mekanikal PPU Foreman Shift Superitendent Pemeliharaan Instrument I Superitendent Pemeliharaan Instrument II Superitendent Pemeliharaan Instrument
Elektr. & Telkom Superitendent Pemeliharaan Listrik I
Superitendent Pemeliharaan Listrik II Superitendent Bengkel Listrik & Instrumen
Superitendent Alat-Alat Berat Superitendent Sipil dan
Pengerukan Superitendent Bengkel, Mesin, & Central Tools Superitendent Isolasi dan
Pengecetan Superitendent Bengkel Pipa dan Las Lapangan Superitendent Fabrikasi dan Perbaikan Peralatan
Engineer Senior Inspeksi Teknik Lapangan I
Engineer Senior Inspeksi Teknik Lapangan II Engineer SR Realibility
Engineer SR Lab & QC
Engineer Senior Inspeksi Teknik Lapangan I
BAB III
PROSES PRODUKSI DI PT PUPUK SRIWIDJAJA
III.1 Proses Pembuatan Ammonia
PT Pupuk Sriwidjaja menggunakan gas alam, uap air, dan udara bahan baku pembuatan ammonia. Pabrik ammonia PUSRI III menggunakan proses
Kellog dengan desain kapasitas yang menghasilkan ammonia cair dan gas CO2
sebagai hasil samping. Pembuatan ammonia menurut Kellog Process yang digunakan pada PT Pupuk Sriwidjaja terbagi dalam 6 seksi, yaitu:
a. Feed Treating Unit b. Reforming Unit
c. Purifikasi dan Metanasi d. Synthesis
e. Pemurnian Produk f.Purge Gas Recovery Unit
III.1.1 Feed Treating Unit
Gas alam dari Pertamina disalurkan ke PT Pupuk Sriwidjaja melalui pipa gas. Gas tersebut diterima melalui suatu unit yang disebut
Gas Metering Stasion (GMS). Dari GMS, gas alam dibagi ke
masing-masing pabrik. Aliran tersebut akan terbagi dua, yaitu gas alam untuk proses dan gas alam untuk bahan bakar (fuel gas).
Bahan baku yang diterima dari Pertamina masih mengandung beberapa unsur yang tidak diinginkan, seperti: partikel padat, sulfur anorganik, sulfur organik, Heavy Hydrocarbon (HHC), karbondioksida dan air. Semua unsur ini dipisahkan di area Feed Treating Unit dengan tujuan untuk mendapatkan gas metan yang murni. Aliran gas ini masih
mengandung pengotor–pengotor yang harus dihilangkan karena dapat menggangu proses selanjutnya.
Tahapan treatment gas alam adalah sebagai berikut :
a. Pemisahan Partikel Padat (Filtrasi) b. Pemisahan Sulfur Anorganik c.Pemisahan Air (Dehidrasi)
d.Pemisahan Hidrokarbon Berat (HHC) e.Pemisahan Gas CO2
f. Pemisahan Sulfur Organik g.Saturasi/penjenuhan
Gambar 5. Digram Alir Proses Pemurnian Gas Umpan
III.1.2 Reforming Unit
primary reformer dan secondary reformer. Primary reformer adalah
tempat/unit steam di umpankan, sehingga bereaksi dengan gas alam membentuk CO, CO2, dan H2. Secondary reformer adalah tempat/unit
yang mengumpankan udara untuk mendapatkan N2 yang akan
digunakan sebagai bahan baku pembuatan ammonia. III.1.3 Purifikasi dan Metanasi
Komponen gas proses yang keluar dari secondary reformer terdiri dari H2, N2, CO, CO2, Ar dan CH4. Gas H2 dan N2 diperlukan dalam
sintesa ammonia, sedangkan Ar dan CH4 sebagai inert. CO dan CO2
tidak diinginkan keberadaanya, sehingga proses perlu dimurnikan dari CO dan CO2. Tahapan pemurnian tersebut adalah sebagai berikut:
a. Konversi CO menjadi CO2 pada temperatur tinggi dan rendah
b. Pemisahan CO2 (Benfield System)
c. Metanasi
III.1.4 Synthesis
Sebelum masuk ke ammonia converter, gas umpan terlebih dahulu dipanaskan dan dikompresikan, sehingga memiliki kondisi proses sebagaimana didalam reactor. Gas-gas tersebut kemudian masuk kedalam loop gas umpan. Tujuan dari loop gas ini untuk meningkatkan proses ammonia murni. Pada loop gas umpan terjadi peristiwa kompresi,
flashing, dan pendinginan untuk mendapatkan kembali ammonia di unit
pemisah sekunder.
Proses ini merupakan tahap paling penting dalam pembuatan ammonia. Gas sintesa yang telah mengandung H2 dan N2 bebas dari
racun dan pengotor direaksikan untuk membentuk NH3.Unit ini terdiri
dari beberapa tahapan proses, yaitu:
a. Penekanan Gas Sintesa dan Pemisahan Air b. Konversi Umpan Gas Sintesa Menjadi Ammonia
III.1.5 Permurnian Produk
Ammonia harus terus-menerus dipisahkan dari recycle gas yang menuju konverter ammonia karena keberadaannya yang cepat menumpuk dalam reaktor sintesis akan mempengaruhi kesetimbangan reaksi. Hal ini dilakukan dengan jalan mendinginkan aliran recycle gas sintesis melalui beberapa pendingin, chiller–chiller dan separator untuk mengembunkan produk ammonia yang dihasilkan.
Pemurnian produk ammonia yang dilakukan dengan memanfaatkan sistem refrigerasi ini, mempunyai dua macam kegunaan, yakni:
a. Menguapkan cairan ammonia secara terus menerus pada batas
tekanan rendah untuk melepaskan gas–gas terlarut dan kemudian langsung mengirimnya ke sistem bahan bakar gas.
b. Dalam sistem refrigerasi, proses pendinginan akan mengambil panas
dari loop gas synthesis untuk mendinginkan sebagian gas guna mendapatkan pemisahan dan pengambilan hasil ammonia yang memuaskan dari loop synthesis.
Pada primary ammonia separator, ammonia terpisah dari gas sintesis akibat pendinginan (tekanan 140 kg/cm2 dan temperatur –25oC).
Pendinginan ini menyebabkan sejumlah gas-gas inert (H2, N2, CH4 dan
Ar) yang ikut bersama cairan ammonia terpisah dari cairan ammonia. Kemudian dialirkan kembali ke ammonia converter. Penghilangan gas-gas tersebut dilakukan melalui penurunan tekanan dan temperatur secara refrigerasi.
Pada secondary ammonia separator yang terjadi adalah pemisahan gas-gas inert yang dilakukan dengan cara flashing, yaitu dengan menurunkan tekanan sampai 14,2 kg/cm2. Flash gas yang
sistem gas bahan bakar (fuel gas system). Ammonia cair yang terkumpul di bagian dasar dialirkan keluar menuju dua arah. Aliran yang satu diturunkan tekanannya (let down) ke refrigerant flash drum, sedangkan aliran yang lain dimasukkan ke masing–masing seksi refrigerasi.
Uap ammonia yang bercampur dengan gas inert dalam refrigerant
flash drum dihisap oleh compressor refrigerant, selanjutnya didinginkan
dan dipisahkan di dalam NH3 seal gas separator. Kemudian dialirkan
melalui kompresor dan ditampung dalam refrigerant receiver. Di dalam
refrigerant ini, gas–gas inert yang terpisah akan dibuang ke sistem
bahan bakar (fuel gas system), sedangkan ammonia panas dipompa sebagai produk ammonia untuk dikirim ke pabrik urea.
III.1.6 Purge Gas Recovery Unit
PGRU terdiri atas Ammonia Recovery Unit dan Hydrogen
Recovery Unit. Berikut penjelasannya.
a. Ammonia Recovery Unit (ARU)
Unit ini berfungsi untuk mengambil kembali NH3 gas yang
terkandung di dalam purge gas yang terdiri dari LP purge gas dan
HP purge gas. LP purge gas adalah gas yang berasal dari refrigerant receiver dan refrigerant flash drum yang berfungsi sebagai pengatur
panas pada refrigerant system. HP purge gas adalah sebagian gas sintesa yang belum terkonversi menjadi ammonia, yang berasal dari
ammonia separator yang kembali ke tingkat akhir kompresor.
b. Hydrogen Recovery Unit (HRU)
Unit ini berfungsi untuk mengambil atau memisahkan CH4 dari
campuran gas H2, N2 dan Ar yang keluar dari bagian top HP ammonia scrubber.
Gas sintesa dari ammonia scrubber melewati water KO drum untuk dipisahkan cairannya lalu masuk ke absorber. Disini gas melewati
resin yang akan menyerap dan membebaskan syn-gas dari larutan
ammonia, karena di unit cold box, air dan ammonia akan membeku pada temperatur yang sangat rendah sehingga akan menyebabkan kebuntuan pada sistem. Disini temperatur syn-gas diturunkan sehingga gas metana akan terkondensasi dan masuk ke H2O separator, selanjutnya di flash
dari tekanan 53,6 kg/cm2 menjadi 5,2 kg/cm2, sehingga liquid metana
menjadi gas dengan temperatur yang sangat rendah. Gas ini akan digunakan sebagai fuel gas di primary reformer. Sebagian gas metana sebelum menuju primary reformer dipanaskan untuk meregenerasi salah satu adsorber dengan aliran counter current dari operasi normal. Pemanasan ini menggunakan medium steam.
Gambar 6. Diagram Blok Proses Pembuatan Ammonia
III.2 Proses Pembuatan Urea
Proses pembuatan urea terbagi menjadi empat seksi, yaitu: a. Seksi Synthesa
c. Seksi Kristalisasi dan Pembutiran d. Seksi Recovery
III.2.1 Seksi Synthesa
Pereaksian urea dari bahan bakunya dilakukan dengan fase cair, umpan berupa ammonia cair, gas CO2 dan larutan karbamat hasil recycle proses terdahulu dimasukkan kedalam reaktor sedangkan
kondisi operasi dijaga pada tempeatur 1900C – 2000C serta tekanan 200
kg/cm2. Produk hasil rektor merupakan campuran yang terdiri atas urea,
ammonium karbamat, biuret, air dan kelebihan ammonia. a. Pembentukan karbamat
2 NH3 + CO2 NH2COONH4 (eksotermis)
b. Dehidrasi
NH2COONH4 NH2CONH2 + H2O (endotermis)
III.2.2 Seksi Dekomposisi/Purifikasi
Unit dekomposisi merupakan bagian yang bertujuan untuk memisahkan urea dari senyawa-senyawa lain, sehingga diperoleh larutan urea dengan konsentrasi yang lebih tinggi. Proses pemisahan ini dilakukan dengan cara pemanasan dan penurunan tekanan. Dengan perlakuan demikian maka ammonium karbamat akan terurai menjadi gas-gas ammonia dan karbondioksida. Reaksi penguraian tersebut adalah sebagai berikut:
NH2COONH4 CO2 + 2NH3
Selain itu dalam kolom juga terjadi hidrolisis urea. Karena itu, kondisi operasi perlu diatur sedemikian rupa sehingga kehilangan produk dapat ditekan. Hidrolisis urea mudah terjadi pada temperatur
tinggi, tekanan rendah, dan waktu tinggal (residence time) yang lama. Hidrolisis urea berlangsung menurut reaksi:
CO(NH2)2 + H2O CO2 + 2 NH3
Pembentukan biuret (NH2CONHCONH2) adalah faktor lain
yang harus diperhatikan dalam proses dekomposisi. Selain mengurangi perolehan produk, biuret juga merupakan racun bagi tanaman. Pembentukan biuret berlangsung pada tekanan parsial ammonia yang rendah dan temperatur di atas 138oC menurut reaksi sebagai berikut:
2 CO(NH2)2 NH2CONHCONH2 + NH3
Untuk mengatasi pembentukan biuret dan menekan laju hidrolisis urea maka dimasukkan ammonia berlebih dan dekomposisi dilakukan bertahap sebanyak tiga kali. Tahapan dalam proses dekomposisi adalah: a. High Pressure pompaure Decomposer (HPD)
b. Low Pressure pompaure Decomposer (LPD) c. Gas Separation (GS)
III.2.3 Seksi Kristalisasi dan Pembutiran
Larutan urea yang berasal dari gas separator dipompakan ke bagian bawah vacuum crystallizer. Bagian bawah crystallizer ini beroperasi pada temperatur 70oC dan tekanan atmosfer. Selain itu, unit
ini juga dilengkapi dengan pengaduk untuk mencegah kebuntuan dan menjaga kehomogenan kristal urea. Bagian atas crystallizer beroperasi pada temperatur 68 oC – 70oC. Pada bagian ini terjadi penguapan air
karena kondisinya vakum, tujuan dibuat vakum agar proses evaporasi dapat berlangsung pada temperatur rendah, sehingga mencegah pembentukan biuret.
kemudian kristal dikirim ke dalam fluidized dryer, sedangkan larutan induknya yang masih mengandung urea dikembalikan ke dalam
vacuum crystalizer atau mother liquor tank. Media pemanas yang
digunakan dalam dryer adalah udara panas. Temperatur dryer dijaga pada 110oC. Pada temperatur ini diharapkan air yang terkandung dalam
kristal urea dapat teruapkan dan temperatur urea kristal pada inlet siklon menjadi 71oC.
Kristal yang keluar dari dryer dihisap dengan menggunakan
induced fan dan juga didorong dari bawah dengan blower menuju siklon
di atas prilling tower untuk melepaskan udara. Selanjutnya, kristal urea dilelehkan dalam sebuah melter pada temperatur sedikit di atas temperatur lelehnya. Pemanas yang digunakan dalam melter ini adalah
steam bertekanan 7 kg/cm2 dan 185oC. Lelehan kristal urea ditampung
dalam sebuah head tank.
Urea cair yang keluar dari head tank dialirkan ke 12 buah acoustic
granulator yaitu sprayer yang berfungsi untuk membentuk butiran urea.
Untuk membantu proses pembutiran maka pada prilling tower dihembuskan udara dari bagian bawah.
Untuk mengurangi debu urea yang terbuang, maka pada puncak menara prilling dilengkapi dengan sprayer yang dipasang di atas dust
chamber. Bagian atas dust chamber dilengkapi dengan 6 unit urethane filter dan sprayer untuk melarutkan, sehingga mencegah debu-debu urea
ke atmosfer. Hasil penyerapan debu tersebut masuk ke dust chamber kemudian akan mengalir ke mother liquor tank dan dikirim kembali ke
vacuum crystalizer.
Urea yang jatuh dan telah membeku dalam prilling tower kemudian dikeringkan dalam sebuah fluidizing bed sebelum kemudian dimasukkan ke dalam kantong atau di simpan dalam bentuk curah. Temperatur butiran urea tersebut berkisar antara 45 oC – 50oC.
III.2.4 Seksi Recovery
Seksi recovery bertujuan untuk memisahkan kandungan ammonia dan CO2 yang dihasilkan dari seksi dekomposisi untuk dapat digunakan
kembali dalam sistem sintesis urea. Seksi recovery ini terdiri dari beberapa unit, yaitu :
a. High Pressure pompaure
Absorber Cooler (HPAC)
b. High Pressure pompaure
Absorber (HPA)
c. Low Pressure pompaure Absorber (LPA)
d. Ammonia Condensor
e. Ammonia Recovery Absorber
III.3 Pabrik Utilitas
Didalam pabrik PUSRI ini, unit penunjang/offsite/utilitas merupakan unit pendukung yang bertugas mempersiapkan kebutuhan operasional pabrik ammonia dan urea, khususnya yang berkaitan dengan penyediaan bahan baku dan bahan pembantu. Selain itu juga menerima buangan dari pabrik ammonia dan urea untuk diolah, sehingga dapat dimanfaatkan lagi atau dibuang agar
Unit utilitas di PT Pupuk Sriwidjaja terdiri dari : a. Gas Metering Station (GMS)
b. Water Treatment
c. Demineralized Water Plant d. Cooling Water System e. Plant Air dan Instrument Air
f. Steam System
g. Electric Power Generation
System
h. Condensate Stripper
III.3.1 Gas Metering Station (GMS)
Gas alam merupakan bahan baku paling penting di dalam industri pupuk PT Pusri karena selain dimanfaatkan sebagai bahan baku proses pabrik ammonia (primary reformer), gas alam dipergunakan juga sebagai bahan bakar generator pembangkit tenaga listrik (Gas Turbine
Generator) dan unit pembangkit steam (Waste Heat Boiler dan Package Boiler). Secara umum, GMS berfungsi sebagai :
a. Membersihkan gas alam dari air, kotoran berupa debu dan terutama cairan hidrokarbon berat (HHC = Heavy Hidrocarbon) yang terbawa bersama-sama gas alam.
b. Mendistribusikan gas alam masing-masing ke Pusri II, III, IV dan IB.
c. Untuk mencatat jumlah aliran gas yang masuk untuk kemudian dibandingkan dengan hasil pengukuran pihak PERTAMINA.
d. Mengatur tekanan gas alam yang disuplai sehingga sesuai dengan kebutuhan pabrik ammonia dan offsite (utilitas).
III.3.2 Water Treatment
Sungai Musi merupakan sumber utama air yang digunakan oleh PT PUSRI. Namun sebelum digunakan air tersebut harus mengalami beberapa perlakuan agar memenuhi standar yang sudah ditetapkan.
Water Treatment Plant adalah pabrik yang mengolah air sungai menjadi
air bersih (filtered water). Proses pengolahan pada water treatment meliputi koagulasi, flokulasi, sedimentasi dan filtrasi.
Mula-mula air Sungai Musi dipompakan ke Premix
Tank/Flocculator dengan diinjeksikan Cl2 liquid, alum dan kaustik (NaOH). Injeksi klorin berfungsi untuk membunuh kuman atau desinfektan. Kemudian air Premix Tank dialirkan ke Floctreater untuk mempercepat pengendapan. Didalam Floctreater terdapat cone yang memutar media secara sentrifugal, sehingga air bergerak ke atas, sedangkan floc-floc terlempar dan mengendap kemudian di blow down ke sewer. Agar floc yang terbentuk tidak terpecah akibat perputaran, untuk memperbesar ukuran floc yang terbentuk maka ditambahkan
koagulant aid (senyawa poly acrilamida). Dari Floctreater masuk ke Clearwell dengan ditambahkan kaustik agar pH terjaga.
Air di Clearwell dipompakan ke Sand Filter yang berfungsi menangkap kotoran-kotoran yang masih ada di Clearwell. Sand Filter terdiri dari 6 set. Komposisi Sand Filter terdiri dari Antrasit Coal, Fine
Sand, Medium Sand, Fine Gravel, Medium Gravel dan kerikil besar
(dari atas ke bawah). Keluaran yang baik dari Sand Filter mempunyai
turbidity < 1 ppm dan memiliki pH 7, lalu dialirkan ke Filter Water Storage.
Air bersih (filtered water) dalam Filter Water Storage yang dihasilkan digunakan untuk make-up cooling water, bahan baku demin
water, air minum dan service water.
Adapun Peralatan Utama pada proses Water Treatment adalah : a. Pompa Sungai
b. Premix Tank (Floculator)
d. Tangki dan pompa-pompaa bahan kimia
g. Sand Filter h. Filter Water Storage
III.3.3 Demineralized Water Plant
Demin Plant sistem bertujuan menghasilkan air bebas mineral.
Pada Demin Plant sistem terdapat 3 set (kation dan anion exchanger) dan dua set (kation dan anion exchanger mix bed). Pada kation exchanger berfungsi menyerap ion (+) dari ion Na, Mg, Ca dan Si dengan menggunakan resin RH.
Keluaran dari kation exchanger berupa asam-asam seperti HCl, H2SO4 dan H2SiO3. Keluaran kation exchanger masuk ke anion exchanger yang berfungsi untuk menyerap ion-ion (-) dengan bantuan
resin ROH. Keluaran dari anion exchanger berupa air demin tetapi masih tinggi konduktivitas dan silikanya sehingga dimasukkan ke mix
bed yang berisi resin RH dan ROH sehingga terjadi proses kation dan
anion exchanger di dalamnya. Sehingga keluaran mix bed diharapkan bebas silika dan berkonduktivitas sangat rendah, selanjutnya air demin dimasukkan ke Demin Storage yang akan diolah lagi di Deaerator sehingga didapat bahan baku air untuk Package Boiler dan Waste Heat
Boiler.
27
Pada umumnya resin anion dan kation yang digunakan lambat laun akan jenuh, maka upaya yang dapat dilakukan adalah regenerasi. Regenerasi dilakukan pada kation dan anion exchanger serta mix bed ditandai jika total gallon tercapai, konduktivitas tingggi dan silikanya tinggi. Aliran regenerasi adalah cocurrent /searah dengan aliran air masuk. Total gallon maksudnya alat tersebut harus diregenerasi bila mencapai kapasitas tertentu. Total gallon untuk mix bed tercapai sekitar 20 – 22 hari.
Regenerasi kation exchanger dimulai dengan back wash (dicuci dengan aliran terbalik) kemudian diinjeksikan asam sulfat untuk meregenerasi resin. Asam sulfat dipakai karena banyak di pasaran. H2SO4 berkonsentrasi 94 – 96 % diencerkan dengan air dari Carbon
Filter menjadi konsentrasi 4 % dengan reaksi : 2NaR + H2SO4 Na2SO4 + 2RH
MgR2 + H2SO4 MgSO4 + 2RH
Kemudian displace (pembersihan sisa regenerant) lalu dibilas/rinse setelah itu kation exchanger dapat diservis (dipakai lagi). Regenerasi anion exchanger dimulai dengan back wash kemudian diinjeksikan NaOH untuk meregenerasi resin. NaOH berkonsentrasi 46% diencerkan dengan air dari Demin Storage menjadi konsentrasi 4 %. Adapun reaksi regenerasi yang berlangsung :
RCl + NaOH ROH + NaCl R2SO4 + 2NaOH 2ROH + Na2SO4
R2SiO3 + 2NaOH 2ROH + NaSiO3
Sesuai dengan sifat NaOH yang bisa seperti sabun yang akan membersihkan atau melepaskan kotoran lebih cepat bila direndam beberapa lama dengan air. Kemudian diinjeksikan NaOH kedua yang
berfungsi sebagai sabun. Kemudian displace lalu dibilas. Akhirnya anion exchanger dapat diservis (dipakai lagi).
Regenerasi pada mix bed menggunakan NaOH dan H2SO4
sekaligus dikarenakan di dalam mix bed terdapat kation dan anion yang tercampur merata dan menyebar, dengan menggunakan perbedaan densitas, dimana densitas kation lebih besar dari anion, sehingga ketika meregenerasi mix bed, resin di back wash, sehingga kation akan bergerak dan jatuh pada bagian bawah sedangkan anion di atasnya. Sehingga injeksi asam sulfat ke bawah mix bed dan injeksi NaOH ke bagian atas mix bed, lalu disemprotkan udara setelah diback wash. Setelah selesai proses regenerasi, resin kation dan anion diaduk dengan udara supaya tercampur kembali dan dapat diservis atau digunakan kembali.
Adapun peralatan–peralatan yang digunakan untuk pembuatan
Demin Water adalah :
a. Pompa Make Up Demin b. Carbon Filter
c. Cation Exchanger d. Anion Exchanger e. Mixed Bed
f. Tangki dan pompa injeksi Acid dan Caustic
g. Neutralizer Tank h. Demin Water Tank
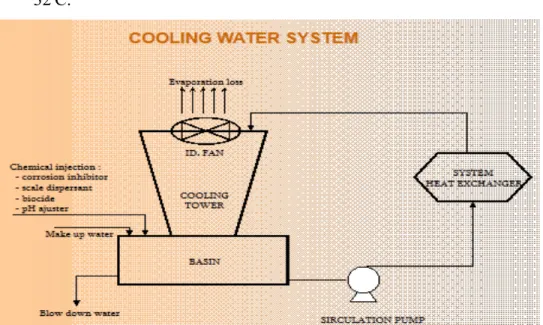
III.3.4 Cooling Water System
Sistem air pendingin merupakan sistem yang menyediakan air pendingin dengan kualitas dan kuantitas tertentu yang diperlukan untuk pendinginan proses di pabrik. Tipe sistem air pendingin di PUSRI yaitu
open recirculating atau sistem air sirkulasi terbuka.
Mula-mula air panas sekitar 420C yang berasal dari Ammonia
Plant dan Utilitas masuk ke bagian atas Cooling Tower lalu didinginkan dengan udara sebagai media pedingin. Udara masuk dari samping kiri dan kanan Cooling Tower. Pada cooling tower terjadilah kontak antara udara dan air panas, kemudian terjadi perubahan panas laten (sebagian air menguap) diikuti dengan perubahan panas sensible (temperatur air turun dan temperatur udara naik). Udara panas dan air yang menguap dikeluarkan oleh 5 set fan (dari bahan glass reinforced polister) yang digerakkan oleh motor listrik, dimana fan yang dimaksud bersifat induced draft fan (menghisap udara). Kapasitas Cooling Tower
Air dingin yang turun ditampung di basin kemudian diinjeksikan dengan Cl2 liquid sebagai desinfektan, phospat sebagai inhibitor korosi,
bromin sebagai desinfektan dan anti lumut, dan dispersant untuk mengendalikan phospat. Air dingin yang dihasilkan bersuhu sekitar 32ºC.
III.3.5 Plant Air dan Instrument Air
Plant air atau udara pabrik adalah udara bertekanan yang
digunakan untuk berbagai keperluan pabrik. Udara Instrument adalah udara bertekanan yang telah dikeringkan atau dihilangkan kandungan airnya.
Udara pabrik digunakan untuk udara purging, mesin pengantongan pupuk (bagging), udara pembersih area, pengadukan dan peralatan lain seperti snapper. Sumber udara pabrik secara normal adalah kompresor udara pabrik ammonia dan sumber tambahan adalah kompresor udara standby. Tekanan udara pabrik adalah 5 kg/cm2 pada
temperatur ambient.
31
Udara instrumen digunakan untuk menggerakkan peralatan instrumentasi (pneumatic) seperti control valve dan transmitter. Sumber dari udara instrumen adalah kompresor ammonia plant dan kompresor udara standby. Tekanan udara instrumen adalah 7 kg/cm2 (100 psig)
dengan temperatur ambient dan dew point -40 oC. Jumlah dan tekanan
udara instrumen yang dibutuhkan sama dengan jumlah dan tekanan udara pabrik. Udara instrumen harus dijamin bebas dari uap air karena itulah diperlukan unit Air Dryer yang didalamnya berisi Silica Gel atau
Activated Alumina. Untuk lebih meyakinkan, udara keluaran dari air dryer akan difilter lagi dari debu-debu yang masih terbawa sebelum
didistribusikan ke seluruh pabrik.
III.3.6 Steam System
Steam (uap air bertekanan), di pabrik umumnya digunakan
sebagai penggerak turbin-turbin yang akan menggerakkan pompa atau kompresor, pemanas di heater atau reboiler, media stripping. Alat pembangkit steam disebut boiler. Bahan baku pembuatan steam adalah air bebas mineral (air demin).
Gambar 12. Proses Pembuatan Uap Air (WHB)
Gambar 13. Proses Pembuatan Uap Air (Packaged Boiler) III.3.7 Electric Power Generation System
Untuk memenuhi kebutuhan tenaga listrik diseluruh pabrik PUSRI II, III, IV dan IB serta untuk perumahan, kantor, bengkel dan lain-lain, dibangkitkan empat buah gas turbin generator (GTG) yaitu : GTG – H2,
H3, H4, GE, yang masing-masing berkapasitas (pada name plate) 15, 15,
15, 22 MW.
Kebutuhan tenaga listrik PUSRI walaupun jauh lebih rendah daripada kapasitas terpasang dari pembangkitnya (kebutuhan lebih kurang 35 MW, sedangkan kapasitas terpasang 67 MW), namun karena resiko besar atau berbahaya sekali bila terjadi total power failure, maka sistem kelistrikan di Pusri dilengkapi dengan sistem Load Shedding. Tujuannya adalah untuk menghindari terjadinya total power failure (black out). Karena bila tanpa sistem Load Shedding, bila ada GTG yang
trip, sisa beban belum tentu akan mampu dipikul oleh GTG yang masih
jalan. Ada tiga model operasi GTG yaitu: - GTG Operasi terpisah
- GTG Operasi paralel tanpa sistem Load Shedding - GTG Operasi paralel dengan sistem Load Shedding
Yang paling menguntungkan adalah bila GTG dioperasikan paralel dengan sistem Load Shedding.
III.3.8 Condensate Stripper
Condensate stripper berfungsi untuk memisahkan air dari
ammonia dan CO2. Umpan condensate stripper berasal dari kondensat
ammonia masuk ke top condensate stripper. Proses stripping yang terjadi menggunakan low steam. Produk top condensate stripper berupa gas-gas buangan, sedangkan produk bottomnya berupa air panas yang kemudian didinginkan dengan cooler dimana media pendinginnya berasal dari cooling tower. Keluaran cooler yang berupa air dingin di proses sebagai air ke demin plant, sedangkan air panas dari cooler dikembalikan ke cooling tower untuk didinginkan kembali.
Limbah yang dihasilkan PT Pupuk Sriwidjaja pada umumnya berupa limbah cair dan gas yang mengandung ammonia.
a. Limbah Cair
Limbah cair yang dihasilkan sebagian besar akibat adanya pembuangan: i. Air suspensi dengan bahan padatan tinggi (blow down) yang dihasilkan
pada sistem pendingin, air ketel dan lain-lain.
ii. Oli yang tumpah pada rotating equipments seperti pompa dan kompresor. iii.Larutan atau bahan dari bocoran pompa, kerangan dan peralatan lain. iv. Lumpur yang mengandung bahan kimia pada proses penjernihan air. b. Limbah Gas dan Debu
Limbah gas dan debu sebagian besar berupa sisa pembakaran natural gas untuk bahan bakar maupun untuk penggerak generator listrik dan dibuang melalui cerobong. Sumber lain penyebab pencemaran adalah:
i. Bocoran gas proses yang berupa ammonia dan CO2.
ii. Emisi debu urea dari cooling tower. c. Limbah Padat
Limbah padat yang ada sebagian besar merupakan limbah B3 yang berupa: i. Limbah katalis bekas.
ii. Limbah bekas kemasan bahan kimia. iii.Limbah tumpahan bahan kimia. iv. Limbah bahan sisa proses.
v. Limbah bahan kimia yang kadaluarsa.
vi. Limbah sisa bahan kimia laboratorium dan limbah RS. PUSRI.
BAB IV
TINJAUAN KHUSUS
IV.1 Konsep Dasar Perawatan
Teknik perawatan berasal dari kata maintenanc engineering.
Maintenance dapat diartikan sebagai kegiatan penjagaan sesuatu hal pada
kondisi sempurna. Engineering dapat di artikan sebagai penerapan prinsip-prinsip ilmu pengetahuan pada praktek berupa perancangan, kontruksi dan operasi struktur, peralatan dan sistem. Dengan demikia teknik perawatan dapat di artikan sebagai peneapan ilmu pengetahuan yang bertujuan untuk kondisi yang sempurna.
Kerusakan mesin dalam suatu instalasi dapat di mengakibatkan masalah yang sangat besar dan sangat mahal. Untuk menaggulangi hal tersebut, makaperawatan dan perbaikan perlu diterapkan.
IV.2 Jenis-Jenis Perawatan
IV.2.1 Break Down Maintenance
Break Down Maintennnce dapat di artikan sebagai strategi
perwatan dengan cara mesin di operasikan hingga rusak kemudian baru diperbaiki. Strategi ini sangat kasar, kurang baik, dan mengakibatkan biaya perawatan tinggi. Kerugian lainnya adalah kehilangan produksi karena berhentnya mesin, keslamatan keja tidak terjamin kondisi mesin tidak dapat di ketahui, dan tidak dapat merencanakan waktu, tenaga serta biaya perawatan. Metode ini juga di sebut sebagai failure based
IV.2.2 Preventive Maintenance
Perawatan terjadwal merupakan strategi peawatan dengan tujuan mencegah terjadinya kerusakan lebih lanjut yang di lakukan secara periodic dalam rentang waktu tertentu.
Strategi perawatan ini disebut juga sebgai perawatanerdasarkan waktu atau Time Based Maintenance. Rentang waktu perawatan ditentukan berdasarkan pengalaman atau rekomendasi dari pabrik pembuat mesinyang besangkutan. Kekurangannya, jika rentang waktu perawatan terlalu pendek akan mengganggu waktu produksi dan dapat meningkatkan resiko kesalahan yang timbul karena kekurang cermatan teknisi dalam memasang kembali bagian – bagian yan di perbaiki, serta kemungkinan adanya kontaminan yang masuk kedalam sistem.
Jika rentang waku perawatan terlalu lama kemungkinan mesin akan mengalami kerusakan sebelum tiba waktu perawatan. Selain itu jika kondisi mesin atau bagian mesin masi baik dan menurut jadwal harus sudah dig anti atau d perbaiki maka akan menimblkan kerugian.
IV.2.3 Corrective Maintenance
Corretive Maintenance ini dapa diatikan sebagai strategi
perwatan yang mana perawatannya didasarkan atas kondisi mesin itu sendiri. Untuk menetukan kondisi mesin dilakukan pemeriksaan atau monitoring secaa rutin. Jika terdapat tanda gejala kerusakan segera, diadakan tindakan perbaikan untuk mencegah kerusakan lebih lanjut. Jika tidak terdapat gejala kerusakan monitoring terus dilanjutkan supaya jika tejadi gejala kerusakan segera, dketahui sediini mungkin.
Corretive Maintenance disebut juga perawatan berdasarkan
kondisi atau condition based maintenance, disebut juga sebagai monitoring kondisi atau machinery condition monitoring.
Monitoring kondisi mesin dapat diartikan sebagai menetukan kondisi mesin dengan cara memeriksa mesin secara rutin. Dengan cara pemeriksaan secara rutin kondisi mesin dapat dikeahui sehingga keandalan mesin dan keselamatan kerja dapat terjamin
Keuntungan pogram Corretive Maintenance : - Menghindarkan kerusakan fatal ( fatal failure) - Peningkatan produktivitas.
BAB V PEMBAHASAN
Laporan ini membahas tentang pompa U-GA-101 C yang merupakan pompa reciprocating. Dimana pompa ini dipergunakan untuk keperluan memompakan amonia cair (liquid ammonia feed pump) ke reaktor DC-151 (urea synthesis reactor). Jenis pompa ini terdiri dari empat unit yang dipasang secara paralel, tetapi tiga yang beroperasi dan satunya stand-by.
Jenis gerakan pompa adalalah jenis gerakan tunggal (single acting), sedangkan arah geraknya vertikal. Prinsip geraknya adalah reciprocating dan komponen pengalirnya adalah plunger. Penggerak awalnya digunakan motor dengan pertimbangan supaya menghasilkan putaran yang stabil dan mencapai suhu serta reaksi tekanan yang diinginkan pada reaktor. Motor dihubungkan dengan coupeling sebagai penghubung utama dan transmisi roda gigi sebagai pereduksi kecepatan.
Keuntungannya adalah disamping sebagai pompa juga sebagai alat ukur (metering pump) tekanan discharge yang mana harus menghasilkan tekanan tinggi dan mempunyai efisiensi volumetris serta daya yang baik.
V.1 Spesifikasi Utama
Pompa U-GA-101 A/B/C/D mempunyai data-data sebagai berikut: 1. Tipe : vertikal, aksi tunggal, dan tiga aliran plunger 2. Service : digunakan di urea plant Pusri III 3. Jumlah : 4 unit pompa termasuk stand-by 4. Spesifikasi pompa :
a. Jenis cairan : liquid ammonia b. Spesifik gravitasi cairan : 0,59 pada 37ºC
c. Viscositas cairan : 0,22 CP d. Ternperatur suction : 37ºC
e. Kapasitas : 57 m3/ jam
f. Tekanan suction : 23 kg/cm2abs
g. Tekanan discharge : 261 kg/cm2abs
h. Diameter plunger : 105 mm i. Jumlah langkah aliran : 3 langkah j. Kecepatan plunger : 174 rpm k. Panjang langkah : 220 mm
l. Daya masukan motor : 430 KW untuk tekanan 260 kg/cm2
m. Sistem kecepatan reduksi : 2 tingkat kecepatan reduksi gigi n. Silinder : tiap blok silinder satu plunger o. Alat ukur tekanan : alat ukur hidrostatik
masuk 40 kg/cm2gauge keluar 470 kg/cm2gauge
masuk 26,5 kg/cm2gauge keluar 312 kg/cm2gauge
p. Perangkat katup keamanan : 312 kg/cm2gauge
q. Air pendingin : uap kondensat 40°C pada tekanan 3 kg/cm2 Untuk stuffing box : ± 1,5 m3/jam tiap pompa
Air sirkulasi : 35°C tekanan 3 kg/cm2
Untuk pendinginan pompa : ± 12 m3/jam tiap
pompa
Untuk gigi reduksi : ± 5 m3/jam tiap gigi
reduksi
r. Oli pelumasan yang dibutuhkan :
Oli pelumasan tekanan rendah : ± 400
1iter/bagian tiap pompa
: ± 310 liter/bagian tiap gigi reduksi
Oli pelumasan tekanan tinggi : ± 27
liter/hari tiap pompa untuk stuffing box
5. Penggerak awal : motor induksi 3 phasa 475 KW, 2300 V, 50 Hz, dan 1500 rpm
6. Penggunaan motor
a. Untuk keperluan pompa :
3 phasa motor induksi untuk pompa pelumasan ; 5 hp, 440 V, 50 Hz, 1500
rpm
3 phasa motor induksi untuk pelumasan tekanan tinggi ; 1 hp, 440 V, 50
Hz, 1500 rpm
b. Untuk keperluan gigi reduksi :
V.2 Prinsip Kerja dan Operasi Pompa
Langkah isap terjadi bila plunger menjauhi atau turun dari arah valve plate suction. Tekanan yang bekerja pada suction header akan mendesak masuk menekan valve plate melalui kerja spring suction. Hal ini dapat terjadi karena tekanan yang ada dalam silinder mengecil sampai pada batas langkah connecting rod paling bawah dari rotasinya. Sedangkan valve discharge akan tetap tertutup selama langkah hisap tersebut. Fluida yang berupa ammonia masuk ke silinder sesuai dengan volume langkah yang ditentukan.
Langkah tekan terjadi bila plunger mulai naik ke atas atau mendekati valve guide. Cairan ammonia pada silinder akan menekan valve plate suction dan menutup saluran suction, tekanan diteruskan ke atas sehingga menekan valve discharge dan akan membuka saluran discharge. Akhirnya cairan akan keluar untuk masuk ke discharge header yang terdapat disisi silinder (perhatikan gambar 15), proses tersebut berlangsung secara kontinu.
Siklus penuh dari sistem ini frekuensinya tergantung pada kecepatan rotasi connecting rod dari gerak poros engkol. Setiap siklus dapat digambarkan antara tekanan versus volume.
Analisa gambar 16 adalah sangat sederhana yang tidak memperhitungkan inertia cairan didalam pipa yang melawan setiap perubahan kecepatan dan kerugian gesek didalam pipa. Pada akhir langkah cairan didalam silinder tidak bergerak (istirahat) akibatnya terjadi perlambatan. Setelah itu cairan didalam silinder maupun didalam pipa harus dipercepat. Percepatan dan perlambatan ini akan menghasilkan tahanan tekanan.
Cara kerja pompa reciprocating ini juga dapat digambarkan melalui tekanan head terhadap panjang langkah pompa.
Gambar 17. Cara Kerja Pompa
Melalui gambar diatas dapat dijelaskan sebagai berikut:
a. Tekanan didalam silinder selama langkah hisap (suction) vakum sehingga suction valve plate mampu ditekan oleh tekanan ammonia yang ada di suction header. Sebaliknya pada langkah tekan (discharge) tekanan didalam silinder mampu menekan discharge valve dan aliran ammonia akan keluar menuju discharge header.
Hs = head suction Hd = head discharge
c. Garis EF adalah langkah kompressi plunger sehingga volume ammonia yang masuk dimampatkan, maka tekanan akan bertambah sejauh Hd.
d. Bidang BCDA dan bidang ADEF adalah kerja yang dilakukan plunger selama langkah isap dan langkah kompressi.
e. Bidang BCEF merupakan bidang kerja total pompa setiap kali putaran.
Saat silinder mengalami langkah suction dan discharge, maka volume ammonia tergantung pada karakteristik pompa. Karakteristik pompa tersebut:
Diameter silinder Kecepatan langkah Panjang langkah
Gerakan dari poros engkol pompa yang sedang beroperasi membentuk kecepatan anguler konstan. Gerak secara anguler dirubah menjadi gerak translasi atau gerak bolak-balik pada plunger didalam kotak silinder (cylinder box). Dimana gerak bolak-balik merupakan gerak harmonik sederhana dan aliran yang melalui pompa bersifat pulsa (berperiodik).
Spesifikasi pompa reciprocating akan dipengaruhi oleh aliran yang berpulsa. Untuk mengatasi pulsa tekanan yang terjadi saat suction maupun charge, maka cairan ammonia yang akan masuk ataupun keluar dikumpulkan terlebih dahulu di suction dampener dan discharge dampener yang terdapat diluar blok silinder. Sebenarnya aliran yang berpulsa inilah yang membedakan pompa reciprocating dengan pompa centrifugal.
Pompa reciprocating U-GA-101 C adalah jenis pompa tiga silinder dengan tiga plunger (triplex-single acting) yang mana dikombinasikan dengan sudut 120°, jadi langkah kompresi pada masing-masing plunger terjadi pada
sudut 120°(lihat gambar 18).
V.3 Bagian-Bagian Utama Pompa 1. Frame
Adalah bagian vertikal terbuat dari besi tuang bersama-sama dengan crank casting dan batang utama cross head yang ditempatkan dalam suatu tempat. Cros head connecting rod dan bagian lainnya dapat dilepas dari bagian utama frame (lihat gambar 19).
2. Crankshaft
Atau yang biasa dinamakan dengan poros engkol terbuat dari baja (forged steel).
3. Connecting rod
Dibuat dari baja batangan. logam putih, bantalan split dari connecting rod
adalah untuk mendukung crank pin, baut besarnya terbuat dari baja carbon atau baut regangan. Dan juga ujung connecting rod ada batangan bantalan logam putih cross head pin (lihat gambar 20).
4. Crosshead
Terbuat dari baja tuang serta batangan logam putih pada permukaan slidingnya. Crosshead pin terbuat dari baja nitrid yang dapat memberikan kekhususan pengerasan permukaan dan pengerjaannya cepat.
5. Cylinder
Adalah tempat terpasangnya plunger dimana terdapat suction dan discharge valve.
6. Cylinder valve
Adalah katup jenis landasan ganda valve plate suction dan discharge pompa. 7. Stuffing box
Adalah jenis skrup triple gland yang mana jenis A dan B berfungsi sebagai gland packing, dan jenis C berfungsi sebagai seal packing air (lihat gambar 21).
Biasa disebut dengan torak dapat dengan mudah dikeluarkan atau dilepas. Pemasangan plunger haruslah hati-hati kerena dapat mempengaruhi umur packing, juga bahan pengerasan permukaannya harus sesuai dengan yang dikehendaki.
9. Plunger connection
Pertemuan antara permukaan plunger dan crosshead, dimana terdapat kontak pegas untuk memudahkan pemusatan.
10. Gland packing lubricator
Lamanya umur gland packing dan plunger tergantung dengan pelumasan tekanan tinggi yang diberikan pada bidang tengah. Pengaturan tekanan pelumasan untuk stuffing box dibentuk dengan menggunakan katup piston yang bekerja melalui aksi spring. Tekanan pelumasan diatur dengan aturan pegas pembebas tekanan sampai 100 kg/cm2.
11. Bearing lubricator
Adalah pelumasan untuk bantalan-bantalan utama seperti bantalan crank pin dan bantalan cross head pin.
12. Safety device
Atau sering disebut perangkat keamanan alat kontrol tekanan rendah sistem lube oil dan petunjuknya adalah:
a. Motor utama akan terhenti secara otomatis dan alarm berbunyi bila tekanan dibawah 2,5 kg/cm2 selama operasi.
b. Motor utama akan beroperasi bila tekanan oli lebih dari 3,0 kg/cm2.
13. Discharge safety valve
Katup pengamanan discharge melalui kerja pegas diatur sampai 1,2 kali tekanan discharge pompa.
Pada kendala ini yang terbuka dan khusunya katup suction tidak ada pemasukan fluida, maka pemeriksaan tekanan discharge dan discover mungkin ada kerusakan misalkan ada benda asing.
2. Stuffing box
Adalah bagian penting dari sebuah pompa. Pemeriksaan secara berkala selama peningkatan panas yang tidak normal dari aliran keluar dan kebocoran lube oil dimana terjadi pelumasan tekanan tinggi.
Pengencangan dari gland packing sesuai dengan dimensi pengencangan.
Jangan kencangkan lagi unit-unit packing didalam stuffing box walaupun tekanan jatuh dibawah 100 kg/cm² selama operasi.
Perapat mulai bercampur, memberikan teriakan suara dan tiba-tiba mulai
meningkatnya temperatur, bagaimanapun temperatur level pada kondisi yang tepat, operasi terus berjalan.
Limit volume oli menurut kondisi stuffing box diatur pada posisi "3" (posisi
"8"untuk 18 liter untuk 3 plunger). Tekanan dipergunakan 100 kg/cm².
Tekanan oli bocor, jangan tambah pengencangan sebagaimana mestinya. Memulai peroses fluida dialirkan, tambahkan volume pelumas tekanan
tinggi.
Kebocoran tidak berhenti setelah peningkatan volume oli, tambahkan
pengikatan dari gland nuts sampai tekanan oli sekitar 100 kg/cm2 atau sampai aliran bocor berhenti. Hindari kelebihan pengikatan, untuk hasil baik tambahkan pengencangan tanpa beban dan langkah plunger didalam gerakan discharge.
Jika petunjuk-petunjuk sudah diikuti tetapi bocoran tidak mau berhenti,
luangkanlah waktu untuk merubah unit gland packing.
Temperatur bantalan pelumasan dibentuk dengan gaya pelumasan dengan
pompa gigi. Peningkatan suhu maksimum yang diizinkan untuk bantalan adalah 40ºC dari temperatur kamar.