SECARA MIKROBIOLOGI DI PT COCA-COLA AMATIL
INDONESIA CENTRAL JAVA
LAPORAN KERJA PRAKTEK
Diajukan untuk memenuhi sebagian dari syarat-syarat guna memperoleh gelar Sarjana Teknologi Pangan
Disusun Oleh:
MELVERN JAN CHANCE
NIM: 14.I1.0033
PROGRAM STUDI TEKNOLOGI PANGAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS KATOLIK SOEGIJAPRANATA
SEMARANG
i
QUALITY CONTROL MINUMAN BERKARBONASI FANTA STRAWBERRY RGB 295 ML SECARA MIKROBIOLOGI
DI PT COCA-COLA AMATIL INDONESIA CENTRAL JAVA
Oleh:
MELVERN JAN CHANCE
NIM: 14.I1.0033
Program Studi: Teknologi Pangan
Laporan kerja praktek ini telah disetujui dan dipertahankan di hadapan sidang penguji pada 8 Juni 2017
Semarang, 8 Juni 2017 Fakultas Teknologi Pertanian Program Studi Teknologi Pertanian Universitas Katolik Soegijapranata
Pembimbing lapangan,
Agus Joko Haryanto
Pembimbing Akademik
Dr. Ir. Lindayani, MP.
Dekan,
ii
Puji syukur kepada Tuhan Yang Maha Esa karena atas berkat dan anugerah-Nya,
Penulis dapat menyelesaikan laporan kerja praktek berjudul “Quality Control Air Produk Minuman Berkarbonasi Fanta Strawberry RGB 295 ml Secara Mikrobiologi Di
PT Coca-Cola Amatil Indonesia Central Java” dengan baik dan tepat waktu. Laporan
Kerja Praktek ini berdasarkan pada observasi dan studi literatur yang dilakukan dari 3
Januari-17 Februari 2017 bertempat di PT Coca-Cola Amatil Indonesia Central Java, khususnya bagian Quality Assurance, Syrup Treatment, Produksi, Water Treatment,
Waste Water Treatment. Kerja Praktek ini dilaksanakan sebagai bentuk pemenuhan
syarat mata kuliah Kerja Praktek pada Program S1 Teknologi Pangan Fakultas
Teknologi Pertanian Universitas Soegijapranata Semarang.
Selama Kerja Praktek dan penulisan laporan Kerja Praktek ini, penulis memperoleh
banyak pengetahuan, wawasan, pengalaman, serta keterampilan terutama mengenai
Quality Control Air Produk Minuman Berkarbonasi Fanta Strawberry RGB 295 ml
Secara Mikrobiologi di PT Coca-Cola Amatil Indonesia Central Java. Oleh karena itu,
pada kesempatan ini penulis mengucapkan syukur dan rasa terima kasih kepada:
1. Tuhan Yesus Kristus yang telah memberikan karunia, rahmat, penyertaan, dan
kasih-Nya sehingga penulis memperoleh kelancaran dalam pelaksanaan dan
pembuatan laporan kerja praktek.
2. Ibu Dr. Victoria Kristina Ananingsih, ST., MSc selaku Dekan Fakultas Teknologi
Pertanian, Program Studi Teknologi Pangan, Universitas Katholik Soegijapranata,
Semarang.
3. Ibu Dr. Ir. Lindayani, MP. selaku pembimbing akademik yang telah meluangkan
waktunya untuk membimbing penulis di Fakultas Teknologi Pertanian, Program
Studi Teknologi Pangan, Universitas Katholik Soegijapranata, Semarang.
4. Orang tua dan segenap keluarga atas semua doa, dukungan, semangat dan kasih
sayang yang telah diberikan.
5. Bapak Agus Joko Haryanto selaku pembimbing praktik industri di PT Coca-Cola
iii
6. Bapak Iwan Budi Warseno selaku Supervisor Produksi dan pembimbing lapangan
Mikrobiologi yang telah menyediakan waktu untuk membimbing serta membantu
penulis dalam mengumpulkan data dan informasi.
7. Ibu Ida Lukitowati selaku public relation yang telah memberikan kesempatan
penulis dalam melaksanakan kerja praktek di PT Coca-Cola Amatil Indonesia
Central Java.
8. Seluruh staf dan karyawan PT Coca-Cola Amatil Indonesia Central Java yang telah
membantu dalam proses pembuatan laporan Kerja Praktek.
9. Julius Sebastian dan Liliana Rahmadewi selaku teman seperjuangan selama Kerja
Praktek dilaksanakan.
10.Teman–teman angkatan 2014 yang telah membantu penulis dalam mengurus urusan
akademik dengan memberikan dukungan moral selama Penulis melakukan kerja
praktek di PT Coca-Cola Amatil Indonesia Central Java.
11.Staff Tata Usaha Fakultas Teknologi Pertanian yang telah membantu dalam bidang
administrasi dari awal Kerja Praktek hingga selesainya laporan Kerja Praktek ini.
12.Semua pihak yang membantu dan memberikan saran serta dukungan kepada penulis
yang tidak dapat disebutkan satu persatu.
Penulis menyadari bahwa laporan Kerja Praktek ini masih jauh dari sempurna dan
masih memiliki kekurangan. Oleh karena itu penulis berharap adanya saran dan kritik
dari pembaca untuk evaluasi penulis. Besar harapan penulis, laporan kerja praktek ini
dapat bermanfaat bagi siapa saja yang membacanya dan pihak-pihak yang
membutuhkan.
Semarang, 8 Juni 2017
iv
1.2. Tujuan Pelaksanaan Kerja Praktek ... 2
1.2.1. Tujuan Umum ... 2
1.2.2. Tujuan Khusus ... 2
1.3. Waktu dan Tempat Peleaksanaan Kerja Praktek ... 2
1.4. Metode Pelaksanaan ... 3
2. PROFIL PERUSAHAAN ... 4
2.1. Sejarah Coca-Cola ... 4
2.1.1. Coca-Cola Amatil Indonesia ... 5
2.1.2. Coca-Cola di Jawa Tengah ... 6
4. ANALISA QUALITY CONTROL AIR SECARA MIKROBIOLOGI ... 26
4.1. Sterilisasi Perlengkapan Uji Mikrobiologi Air ... 26
4.2. Penyediaan Media Uji Mikrobiologi Air ... 26
4.3. Analisa Mikrobiologi Air pada Sirup ... 28
4.4. Analisa Mikrobiologi Air pada Proses Pembuatan Produk ... 29
4.5. Analisa Mikrobiologi Air pada Produk ... 30
4.6. Pembuangan Media dan Hasil Uji Mikrobiologi Air ... 31
v
5. PEMBAHASAN ... 33
5.1. Sterilisasi Perlengkapan Uji Mikrobiologi Air ... 35
5.2. Penyediaan Media Uji Mikrobiologi Air ... 37
5.3. Analisa Mikrobiologi Air pada Sirup ... 38
5.4. Analisa Mikrobiologi Air pada Proses Pembuatan Produk ... 40
5.5. Analisa Mikrobiologi Air pada Produk ... 41
5.6. Pembuangan Media, Hasil Uji dan Penanganan Lanjutan Hasil U- ji Mikrobiologi Air ... 43
6. KESIMPULAN DAN SARAN ... 45
6.1. Kesimpulan ... 45
6.2. Saran ... 45
7. DAFTAR PUSTAKA ... 46
vii
viii
Gambar 1. Logo Pertama The Coca-Cola Company ... 4
Gambar 1. Desain Pertama Botol Coca-Cola ... 5
Gambar 2. Logo Coca-Cola Amatil Indonesia (a) Perusahaan dan (b) Produk 6 Gambar 4. Produk Coke dalam Berbagai Kemasan ... 10
Gambar 5. Produk Sprite dalam Berbagai Kemasan ... 10
Gambar 6. Produk Fanta Strawberry dalam Berbagai Kemasan ... 10
Gambar 7. Minute Maid Pulpy Kemasan PET 350 ml ... 11
Gambar 8. Frestea dalam Berbagai Kemasan (a) PET 600 ml dan (b) RGB 220 ml ... 11
Gambar 9. Nutriboost Kemasan PET 300 ml ... 11
Gambar 10.Cation Exchanger ... 16
Gambar 11. Reservoir Tank ... 17
Gambar 12. Sand Filter Tank ... 18
Gambar 13. Carbon Purifier Tank ... 18
Gambar 14. Buffer Tank ... 19
Gambar 15. Reserve Osmosis Filter ... 19
Gambar 16. Storage Tank ... 20
Gambar 17. Diagram Alir Proses Pengisian Carbonated Soft Drink ... 24
Gambar 18. Perlengkapan Laboratorium Mikrobiologi ... 35
ix
DAFTAR LAMPIRAN
Lampiran 1. Diagram Alir Proses Reserve Osmosis oleh PKMG (Semarang). 48
Lampiran 2. Data Hasil Pengamatan Mikrobiologi Air pada Produk... 49
Lampiran 3. Data Sumur PT Coca-Cola Amatil Indonesia Central Java... 50
Lampiran 4. Data Hasil Pengujian Mikrobiologi Sirup………..…..… 51
Lampiran 5. Data Hasil Pengujian Mikrobiologi Air……… 52
1
1.1. Latar Belakang
Banyak industri makanan maupun minuman yang menggunakan kecanggihan teknologi
untuk proses produksinya sehingga dapat memenuhi kebutuhan dari konsumen.
Pengetahuan dalam pengembangan produk pangan menjadi salah satu hal yang penting
untuk ditingkatkan oleh para pelaku industri agar hasil produk pelaku industri dapat
diminati dan dinikmati oleh seluruh kalangan masyarakat. Untuk dapat mengetahui dan
memahami dunia industri makanan maupun minuman, selain mempelajari teori
mengenai proses produksi dari makanan dan minuman, maka mahasiswa Teknologi
Pangan seharusnya mengenal industri pangan pada suatu perusahaan secara dekat
dengan melaksanakan program Kerja Praktek (KP). Program Kerja Praktek ini dijadikan
sebagai salah satu mata kuliah wajib oleh Program Studi Teknologi Pangan Unika
Soegijapranata selama minimal 20 hari kerja. Melalui program kerja praktek ini
diharapkan mahasiswa dapat membekali dirinya sehingga siap memasuki dunia
industri, dimana selama jangka waktu tersebut mahasiswa mampu menumbuhkan,
meningkatkan, serta mengembangkan potensi kerja profesional dalam kebutuhan di
bidang pangan.
Salah satu perusahaan besar di Indonesia yang bergerak di bidang pangan pada industri
minuman ringan dan telah menerapkan standar internasional dalam proses produksinya
adalah PTCoca-Cola Amatil Indonesia Central Java. Pelaksanaan kerja praktek di PT
Coca-Cola Amatil Indonesia Central Java difokuskan pada bidang Quality Assurance.
Quality Control secara mikrobiologis minuman merupakan salah satu faktor yang
mempengaruhi mutu produk yang dihasilkan. Dengan adanya Quality Control secara Mikrobiologis diharapkan dapat mengurangi pencemaran mikroba pada produk yang
1.2. Tujuan Pelaksanaan Kerja Praktek
1.2.1. Tujuan Umum
Tujuan umum dilaksanakannya kerja praktek, yaitu:
- Memberikan pengalaman kerja secara langsung di perusahaan kepada mahasiswa
- Meningkatkan kemampuan mahasiswa dalam mengidentifikasi masalah – masalah
yang terjadi di suatu perusahaan
- Mahasiswa berkesempatan dalam mengaplikasikan ilmu yang telah didapatkan saat
perkuliahan ke dalam permasalahan sesungguhnya yang didapatkan saat kerja
praktek
- Memberikan kesempatan bagi mahasiswa untuk mendapatkan informasi, ilmu
maupun manfaat dari perusahaan baik dari proses produksinya maupun dari
penerapan sistem yang ada di perusahaan tersebut.
1.2.2. Tujuan Khusus
Mahasiswa dapat mengetahui proses Quality Control air secara mikrobiologis pada proses produksi minuman berkarbonasi Fanta Strawberry RGB 295 ml di PT Coca-Cola
Amatil Indonesia Central Java.
1.3. Waktu dan Tempat Pelaksanaan Kerja Praktek
Kerja praktek dilaksanakan pada 3 Januari 2017 sampai dengan 17 Februari 2017 di
PT. Coca-Cola Amatil Indonesia Central Java yang berlokasi di Jalan Soekarno-Hatta km 30 Bawen, Kabupaten Semarang 50661. Hari kerja Senin sampai Jumat dengan jam
kerja pukul 08.00-16.30 WIB. Ruang lingkup pelaksanaan kerja praktek terdapat pada
Water Treatment Plant, Syrup Making, Sistem Produksi, Quality Assurance, Waste
1.4. Metode Pelaksanaan
Dalam melaksanakan kerja praktek, metode yang digunakan penulis untuk memperoleh
data yang diperlukan dalam penyusunan laporan ini yaitu:
1. Observasi
Metode ini dilakukan dengan mengamati proses berlangsung suatu produksi.
Pengamatan proses produksi akan dapat memberikan gambaran proses secara lebih
jelas dan detail. Dengan demikian, pengamat dapat memiliki gambaran jelas
mengenai proses yang tengah berlangsung.
2. Wawancara
Metode ini merupakan pengumpulan data dengan cara memberikan
pertanyaan-pertanyaan yang diperlukan kepada para karyawan dari staff kantor sampai operator
untuk memperoleh informasi yang tepat.
3. Studi Literatur
Metode ini merupakan pengumpulan data dengan mengambil kutipan dari buku
(literatur), jurnal, laporan kakak kelas, dan skripsi. Literatur ini dapat berasal dari
perusahaan maupun dari sumber lainnya.
4. Pengumpulan Data Sekunder
Pengambilan data sekunder dilakukan dengan menyalin data atau dokumen pada
perusahaan. Data sekunder merupakan data mentah atau data dasar untuk melakukan
4
2.1. Sejarah Coca-Cola
Coca–cola pertama kali diciptakan oleh seorang ahli farmasi yang bernama Dr. John S. Pemberton pada tanggal 8 Mei 1886 di Atlanta, Georgia. Pada awalnya, Coca-Cola
tercipta karena Dr. Pemberton mengkaramelkan gula mencampurnya dengan air soda
atau air karbonasi di kebun belakang rumahnya serta mendistribusikan produk tersebut
kepada Jacobs Pharmacy (Rumah Obat Jacobs). Seseorang bernama Frank M.
Robinson, menyarankan nama Coca-Cola karena dibuat dari campuran stimulant
cocaine dan bahan caffeine berupa cola nuts. Coca-Cola pertama kali dijual di Atlanta
pada tahun 1886. Dr Pemberton menjual Coca-Cola sebanyak 25 tong kayu yang diberi
warna merah menyala. Pada tahun 1888 Coca-Cola didaftarkan sebagai merk dagang. Pada tahun 1891,. bisnis Coca Cola diambil oleh Asa G. Chandler dari Dr Pemberton.
Asa G. Chandler mulai memperluas distribusi Coca-Cola hingga ke seluruh wilayah
Amerika. Candler mendirikan perusahaan The Coca-Cola Company dan dipatenkan di
Atlanta, Georgia, Amerika Serikat. The Coca-Cola Company menjadi induk perusahaan
pembotolan yang memasok konsentrat untuk menjaga cita rasa coke yang dihasilkan.
Logo pertama dapat dilihat pada Gambar 1.
Gambar 3. Logo Pertama The Coca-Cola Company.
(Sumber: www.Coca-Colaamatil.co.id)
Pada tahun 1894, Joseph A. Biedenharn yang adalah pengusaha permen merubah sistem
penjualan awal (fountain) menjadi sistem pembotolan. Pada tahun 1899 Asa G.
Chandler memberikan hak The Coca-Cola Company pada Joseph B. Whitehead dan
Benjamin Thomas dari Tennese. Botol kaca Coca-Cola dibuat The Root Glass Company
Gambar 4. Desain Pertama Botol Coca-Cola. (Sumber: www.Coca-Colaamatil.co.id)
The Coca-Cola Company dijual seharga $25 juta kepada investor. Pada tahun 1923,
Robert W. Woodruff sebagai Presiden Direktur The Coca-Cola Company mencetuskan
Coca-Cola agar dikonsumsi oleh semua orang di dunia. Pada tahun 1929 Woodruff
mendirikan The Coca-Cola Cooperation yang menjual Coca-Cola ke seluruh dunia.
2.1.1. Coca-Cola Amatil Indonesia
Pada tahun 1932, Coca-Cola dijual di Indonesia melalui Pabrik Air Mineral Hindia
Belanda di Jakarta. Bernie Vonings dari Belanda sebagai manajer di perusahaan Pabrik
Air Mineral Hindia Belanda tersebut. Setelah proklamasi Kemerdekaan Pabrik Air
Mineral Hindia Belanda diganti nama menjadi Indonesia Beverages Limited (IBL). Pada tahun 1971, IBL menjalin kerjasama dengan 3 perusahaan Jepang yaitu Mitsui &
Co.Ltd, Mitsui Toatsu Chemical Inc dan Mikuni Coca-Cola Amatil Co. membentuk PT.
Djaya Beverages Amatil Company (DBBC) sebagai perintis pabrik pembotolan modern
di Indonesia.
Pada tahun 1993, perusahaan Australia bernama Coca-Cola Amatil Limited mengambil
alih DBBC, dan merubah nama DBBC menjadi Coca-Cola Amatil Indonesia, Jakarta.
Pada tahun 2002, PT Coca-Cola Amatil Limited berubah nama menjadi PT Coca-Cola
Amatil Indonesia dan juga PT Coca-Cola Distribution Indonesia sebagai distributor. Pada saat ini PT Coca-Cola Amatil Indonesia memiliki 8 pabrik di Medan, Bali,
Coca-Cola Amatil Indonesia dapat dilihat pada Gambar 3.(a) dan logo produk Coca-Coca-Cola
dapat dapat dilihat pada Gambar (b).
(a) (b)
Gambar 5.(a) Logo Perusahaan Cola Amatil Indonesia dan (b) Logo Produk Coca-Cola. (Sumber: www.Coca-Colaamatil.co.id)
2.1.2. Coca-Cola di Jawa Tengah
Coca-Cola di Jawa Tengah dirintis oleh Partogius Hutabarat dan Mugijanto yaitu PT
Pan Java Amatil Company. Perusahaan ini didirikan pada 1 November 1974 dan dioperasikan tanggal 5 Desember 1976. Tahun 1992, Perusahaan ini bergabung dengan
PT CCAL Australia, dan tanggal 1 Juli 2002 menjadi PT Coca-Cola Amatil Indonesia
(CCAI) Central Java dan berdistributor bernama PT. Coca-Cola Distribution Indonesia
(CCDI).
2.2. Profil Umum Perusahaan
Nama Perusahaan : PT Coca-Cola Amatil Indonesia Central Java
Alamat Perusahaan : Jl. Raya Soekarno-Hatta KM 30 Harjosari, Bawen,
Kab. Semarang 50501
Telepon : (0298) 523333
Fax : (0298) 522303
Tahun Berdiri : 1976
Perintis : Partogius Hutabarat dan Mugijanto
Pemilik : PT Coca-Cola Amatil Limited (CCAL) – Australia
Jenis Perusahaan : Joint venture
Soft Drink (Non CSD)
Jumlah Pekerja : ± 1000 orang
Luas Pabrik : ± 8,5 Ha
2.3. Visi, Misi dan Nilai-Nilai PT Coca-Cola
Visi : Menjadi perusahaan minuman terbaik di Asia Tenggara.
Misi : Memberikan kesegaran pelanggan dan konsumen dengan rasa bangga dan
PT Coca-Cola Amatil Indonesia Central Java menggunakan struktur line organization. Atasan memiliki wewenang pada bawahan dan setiap bawahan bertanggung jawab
kepada atasan. Berikut ini merupakan tugas dan tanggung jawab dari masing-masing
jabatan :
1. Plant Operation Manager
Memiliki wewenang merencanakan, mengawasi, membina segala kegiatan yang
dijalankan dalam bidang produksi dan bertanggung jawab pada Supply Chain Director.
Dalam tugasnya, Plant Operation Manager membawahi beberapa departemen :
a. Quality Assurance (QA) Manager
Bertugas dalam pengawasan, penelitian proses dan hasil produksi agar sesuai
dengan standar mutu dan prosedur Coca-Cola Amatil Indonesia sehingga tidak ada
keluhan produk oleh konsumen. QA manager ini memiliki 3 bagian yaitu meliputi:
QA Supervisor Line:
- Operator Line
QA Supervisor Eksternal:
QA Supervisor Improve:
- Calibration, Microbiology, & Incoming Material
b. Quality Management System (QMS) Manager
Bagian yang memastikan bahwa kegiatan produksi dan segala sesuatunya
terdokumentasi dengan baik sehingga semua proses sesuai dengan standar The
Coca-Cola Company. QMS melakukan pelaksaaan audit tentang kualitas, Good
Manufacturing Practise GMP dan Environment Management System (EMS) yang
dilakukan oleh Coca-Cola Corporate dan external audit. 2 bagian QMS meliputi:
EMS Supervisor
QMS Supervisor
c. Production Manager
Tugas seorang manajer produksi adalah dalam pelaksanaan dan pengawasan proses
produksi serta memastikan komponen produksi seperti air, limbah, bahan baku, dan
output produksi sesuai dengan standar The Coca-Cola Company. 2 bagian
ME Manager berperan dalam penjagaan, perawatan dan memastikan mesin
produksi dapat berfungsi dengan baik. 4 bagian ME manager:
Maintenance Management System Supervisor
ME Supervisor Line
Supervisor Preventive Maintenance Electric
2.5. Produk yang Dihasilkan
2.5.1. Produk yang Dihasilkan
Pada Produksi PT Coca-Cola Amatil Indonesia Central Java memiliki 4 line produksi dengan jenis dan spesifikasi ukuran botol atau kaleng yang ditentukan. Kecepatan
maksimum pengisian dan hasil produk ditunjukkan pada Tabel 1 berikut ini.
Tabel 1 . Line Produksi PT Coca - cola Amatil Indonesia Central Java
Line Kecepatan Produk
Sumber: PT Coca-Cola Amatil Indonesia Central Java, 2016
2.5.2 Spesifikasi Produk
PT Coca–cola Amatil Indonesia memiliki dua jenis minuman ringan, yaitu minuman non – karbonasi (non – carbonated soft drink) dan minuman berkarbonasi (carbonated soft drink).
a. Minuman Berkarbonasi
Bahan-bahan yang diperlukan untuk membuat minuman berkarbonasi seperti sirup,
konsentrat, treated water, dan ditambah gas karbondioksida sebagai bahan
250 ml 193 ml 295 ml 330 ml 1500 ml
Gambar 4. Produk Coke dalam Berbagai Kemasan. (Sumber: www.Coca-Colaamatil.co.id)
250 ml 295 ml 200 ml 1000 ml
Gambar 5. Produk Sprite dalam Berbagai Kemasan. (Sumber: www.Coca-Colaamatil.co.id)
250 ml 295 ml 200 ml 1000 ml
Gambar 6. Produk Fanta Strawberry dalam Berbagai Kemasan.
b. Minuman Non Karbonasi
Minuman non-karbonasi terdiri atas sirup, air dan konsentrat. Berikut adalah contoh
minuman ringan non-karbonasi :
Gambar 7. Minute Maid Pulpy Kemasan PET 350 ml. (Sumber: www.Coca-Colaamatil.co.id)
Gambar 8. Frestea Kemasan PET 600 ml dan Frestea Kemasan RGB 220 ml. (Sumber: www.Coca-Colaamatil.co.id)
2.6. Pemasaran Produk
Produk dipasarkan dengan menggunakan alat distribusi berupa mobil truk yang
memiliki kapasitas muatan hingga ribuan botol. Mobil truk ini mendistribusikan produk
dari distribution center ke gudang-gudang yang sudah ditetapkan. Kemudian produk akan didistribusikan lagi ke sales center, swalayan maupun toko-toko kecil hingga akhirnya sampai ke tangan konsumen. PT. Coca-Cola Amatil Indonesia Central Java
menggunakan dua jenis distribusi yaitu sistem direct dan sistem indirect. Sistem direct
menjual produk secara langsung ke outlet-outlet melalui sales office yang terdapat pada setiap regional. Sedangkan untuk sistem indirect,bekerja sama dengan distributor pihak
pertama untuk mendistribusikan produknya. Pusat pemasaran produk PT Coca-Cola
Amatil Indonesia Central Java tersebar di wilayah Jawa Tengah, Daerah Istimewa Yogyakarta, Madiun dan didukung oleh 11 area distribusi yang memiliki kurang lebih
75.000 pengecer. Area distribusi PT Coca-Cola Amatil Indonesia Central Java terbagi atas tiga regional, yaitu regional selatan, timur dan utara.
Pada setiap regional memilki sales center yang berperan dalam pendistribusian di setiap wilayah yang kemudian didistribusikan kepada konsumen di wilayah masing-masing.
Berikut merupakan pembagian sales center berdasarkan regionalnya:
1. Sales center yang terdapat di regional selatan, yaitu Yogyakarta; Purwokerto,
membawahi stock point di daerah Kebumen; dan Bawen, membawahi stock point di
13
3.1. Bahan Baku
a. Air
Air sebagai bahan baku utama produksi di PT Coca-Cola Amatil Indonesia Central
Java. Sumber air berasal dari PDAM Sarana Tirta Ungaran dari Rawa Pening dan air sumur (deep well) berkedalaman 90-110 meter. Dari 11 sumur, digunakan 4 sumur terbaik yaitu sumur nomor 3, 4, 8, dan 9. Sisa sumur yang tidak digunakan
sebagi bahan baku digunakan untuk cleaning, pengisian boiler, dan pencucian botol.
PT Coca-Cola Amatil Central Java Indonesia memiliki Surat Izin Pengambilan Air
untuk mengambil air pada kedalaman 80-100 meter dari permukaan tanah. Selain
dari kedua sumber utama tersebut, air juga diperoleh dengan mengolah air hujan
atau Storm Wateryang ketersediaanya tidaklah stabil tergantung dari intensitas hujan.
b. Gula
Gula digunakan dalam proses produksi terutama dalam mebuat sirup dan
menentukan rasa manis tiap produk. Gula yang digunakan murni dan telah dirafinasi
serta kristalnya harus berwarna putih bersih. Jenis gula yang digunakan PT
Coca-Cola Amatil Indonesia Central Java adalah gula rafinasi R1. Gula ini disaring dengan 3 tahap sehingga berwarnanya putih, berkristal dan tidak adanya
penggumpalan. Gula disupply oleh PT Labinta, Lampung yang harus memenuhi standar kualitas gula dalam pembuatan sirup.
c. Konsentrat
Konsentrat adalah bahan penentu flavor dan warna produk minuman yang dibuat.
Konsentrat biasa memiliki kandungan sodium benzoat, asam sitrat, aromatic
chemical, essential oil, serta tanaman cola itu sendiri. Konsentrat cair disimpan
dalam cool room dalam suhu antara 4-100C demi menjaga kualitas. Ada dua jenis
konsentrat yang digunakan oleh PT Coca-Cola Amatil Indonesia Central Java, yaitu
pengawet. Konsentrat cair sebagai pewarna, aroma serta flavor. Konsentrat bubuk dan cair dibuat oleh PT Coca-Cola Indonesia (CCI) Jakarta dengan bahan baku
diimport dari Atlanta, Amerika Serikat.
d. CO2 (Karbondioksida)
CO2 dibeli dari PT Samator Gas. Gas ini berguna sebagai pengkarbonasi produk
minuman berkarbonasi. CO2 diterima PT Coca-Cola Amatil Indonesia memiliki
kemurnian 99,9% dan berbentuk liquid. Selain CO2 menjadi penyegar, CO2 juga
dapat berperan sebagai pengawet mikroorganisme karena karbondioksida bersifat
antimikrobia yang menciptakan lingkungan anaerob serta dapat merusak
permeabilitas membrane sel karena adanya CO2 yang terakumulasi (Nilsson et al.,
2000). Standar PT Coca-Cola Amatil Indonesia untuk CO2 antara lain adalah masih
memiliki segel pada CO2 cock bagian samping kiri mobil truk pembawa CO2,
kenampakan dalam air yang jernih, kemurnian 99,9% , serta bebas bau asing.
3.2. Bahan Penunjang
Beberapa bahan penunjang proses produksi seperti bahan pengemas yang meliputi botol
plastik dan botol kaca, crown (tutup mahkota kemasan RGB), tutup botol, kaleng dan tutup kaleng, serta bahan pelengkap bahan pelengkap yang meliputi karbon aktif, filter
aid, garam, resin, pasir silika, Ca(OH)2, ferisol, klorin, caustic soda (NaOH), divo ultra,
glikol, amonia (NH3).
3.3. Proses Pengolahan Air
3.3.1. Pengolahan Air
a. Raw Water
Air mentah atau Raw Water berasal dari sumur terbaik yang telah ditentukan dan Saran Tirta Ungaran (STU) kemudian air diolah menjadi air olahan dan air olahan
yang telah melaui proses pelunakan, dimanfaatkan dalam cleaning, pengairan toilet,
dan cleaning mesin yang tidak bersentuhan langsung dengan produk minuman. Air
kemudian dialirkan dalam reservoir tank dan ditampung dapat mengendapkan
kotoran yang tersisa pada air. Pada reservoir tank ditambahkan Ca(OCl)2 dengan
kadar 1–3 ppm sebagai desinfektan yang merupakan tahap awal pengolahan.
b. Soft Water
Air ini telah melalui proses pengolahan dan dihilangkan ion-ion bikarbonat sehingga
dapat menurunkan tingkat kesadahan air tersebut. Soft water terbagi atas chlorinated
soft water dan nonchlorinated soft water. Pada chlorinated soft water, adanya
penambahan klorin dan biasa digunakan untuk pencucian Returnable Glass Bottle
(RGB) dan kaleng (Can), sedangkan non-chlorinated soft water digunakan dalam
boiler, cooling tower frestea dan conveyor lubricant. Kesadahan dalam air tersebut
disebabkan oleh ion-ion Ca2+, Mn2+, Mg2+, dan Fe2+ serta kation lain yang
bermuatan 2+. Keberadaan ion-ion tersebut akan menyebabkan pembentukan kerak
oleh adanya endapan kalsium karbonat (CaCO3).
Proses pengolahan soft water terdiri atas beberapa tahap yaitu:
1. Penampungan di Buffer Tank dan Aeration Tank
Air dari deep well dipompa dan dicampur sebagai blending well selanjutnya dialirkan dan ditampung dalam buffer tank, kemudian dipompa menuju ke tangki aerasi. Pada tangki aerasi air ditampung dan terus diarasi sebelum kemudian masuk
ke tahap penyaringan sand filter.
2. Penyaringan dengan Sand Filter
Pada tahap ini menggunakan media pasir silika untuk penyaringan untuk
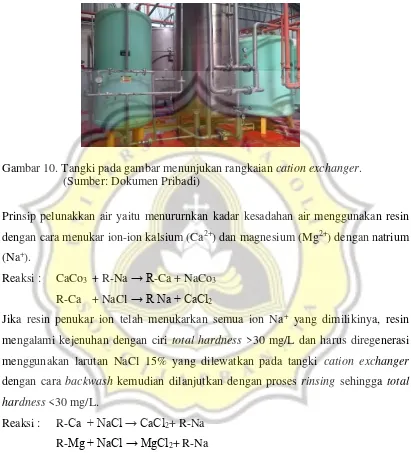
3. Pelunakkan air dengan Cation Exchanger
Pada tahap ini dilakukan pelunakan air menggunakan resin (zeolit R-Na) sebagai
penukar kation. Alat yang digunakkan adalah cation exchanger dapat dilihat pada Gambar 10.
Gambar 10. Tangki pada gambar menunjukan rangkaian cation exchanger.
(Sumber: Dokumen Pribadi)
Prinsip pelunakkan air yaitu menururnkan kadar kesadahan air menggunakan resin
dengan cara menukar ion-ion kalsium (Ca2+) dan magnesium (Mg2+) dengan natrium
(Na+).
Reaksi : CaCo3 + R-Na → R-Ca + NaCo3
R-Ca + NaCl → R Na + CaCl2
Jika resin penukar ion telah menukarkan semua ion Na+ yang dimilikinya, resin
mengalami kejenuhan dengan ciri total hardness >30 mg/L dan harus diregenerasi
menggunakan larutan NaCl 15% yang dilewatkan pada tangki cation exchanger
dengan cara backwash kemudian dilanjutkan dengan proses rinsing sehingga total
hardness <30 mg/L.
Reaksi : R-Ca + NaCl → CaCl2+ R-Na
R-Mg + NaCl → MgCl2+ R-Na
4. Penampungan dalam soft water tank
5. Polishing
c. Treated Water
Treated water dimanfaatkan pada proses produksi minuman karbonasi seperti
pembuatan sirup, sanitasi dan pemurnian CO2. Tahap-tahap pengolahan treated
water antara lain:
1. Penampungan dalam Tangki Reservoir
Air ditampung pada tangki reservoir, ditambahkan dengan klorin sebagai bahan desinfektan yang dapat menghambat pertumbuhan mikroba yang merugikan
sebanyak 1-3 ppm. Reservoir tank dapat dilihat pada Gambar 11.
Gambar 11. Tangki pada gambar menunjukan reservoir tank.
(Sumber: Dokumen Pribadi)
2. Filtrasi menggunakan Sand Filter
Air disaring dengan pasir silika berdiameter 0,45–0,55 mm. Apabila debit air masuk dan keluar dari tangki tidak sama dengan standard (>0.5 ∆p), adanya perlakuan
backwash untuk mengaktifkan pasir silica. Sand filte tank dapat dilihat pada
Gambar 12. Tangki pada gambar menunjukan angkaian sand filter tank. (Sumber: Dokumen Pribadi)
3. Purifikasi dalam Carbon Purifier
Air pada carbon purifier tank disaring dengan menggunakan karbon aktif sebagai penyaring klorin. Klorin yang masuk kedalam filter RO dapat dapat merusak filter
RO tersebut, memiliki warna, serta bau dan rasa yang tidak diinginkan dalam air.
Apabila kadar klorin dalam air yang telah melewati carbonpurifier tank melebihi 0 ppm maka peranan karbon aktif akan mengalami penurunan. Perlunya dilakukan
pemanasan dengan suhu 80 - 90ºC selama 2 jam dan proses backwash untuk sterilisasi karbon aktif sehingga peranan karbon akan efektif kembali. Apabla
karbon tidak bekerja dengan baik maka harus diganti. Carbon purifier tank dapat dilihat pada Gambar 13.
Gambar 13. Tangki pada gambar menunjukan carbon purifier tank.
4. Penampungan dalam Buffer Tank
Air dari proses carbon purifier dialirkan ke buffer tank distabilkan aliran airnya sebelum masuk kedalam reserve osmosis (RO) system. Buffer tank dapat dilihat pada Gambar 14.
Gambar 14. Tangki pada gambar menunjukan buffer tank.
(Sumber: Dokumen Pribadi)
5. Penjernihan Air menggunakan Reverse Osmosis (RO) Filter
Menurut Taylor & Weisner (1999), Reverse osmosis system adalah sistem penyaringan air dengan membran semipermeabel berukuran 0.0001 mikron untuk
menghilangkan mikroba dan mineral air. Selain itu adanya penggunaan anti scalling
untuk mencegah tumbuhnya lumut. Reverse osmosis filter dapat dilihat pada
Gambar 15.
Gambar 15. Pipa putih pada gambar menunjukan rangkaian reserve osmosis filter. (Sumber: Dokumen Pribadi)
6. Penyimpanan air pada storage tank
Storage tank merupakan tangki penyimpanan treated water. Treated water dalam
minuman maupun pembuatan sirup. Disamping storage tank terdapat tabung UV
lamp. Air treated harus dialirkan pada tabung tersebut untuk menghilangkan mikroorganisme merugikan. Storage tank dapat dilihat pada Gambar 16.
Gambar 16. Tangki pada gambar menunjukan storage tank.
(Sumber: Dokumen Pribadi)
7. Sirkulasi dengan UV Lamp
Pada tahap ini penggunaan UV Lamp dapat membunuh mikroorganisme berbahaya
dalam air. Panjang electromagnetic wave UV lamp pada tahap ini adalah 200 – 300 nm sehingga sangat baik untuk memusnahkan bakteri atau mikroorganisme
berbahaya karena bakteri dapat terbunuh dengan panjang gelombang 265 nm selama
sekitar 2 menit (Sembiring, 2008). Air akan di olah lagi apabila tidak memenuhi
standard air.
d. Soft Treater Water
Soft treated water adalah air yang dihilangkan kesadahannya dan digunakan untuk
membuat Frestea. Pada pengolahan soft treated water, treated water disirkulasi dalam cation exchanger hingga memiliki total hardness <2 mg/L. Soft treated water
digunakan dalam suhu tinggi untuk proses pengolahan Frestea, sehingga dapat
mencegah pembentukan kerak pada peralatan dan pengendapan pada produk akhir.
3.3.2. Pembuatan Sirup
Pada pembuatan sirup, gula, air dan konsentrat produk minuman yang akan dihasilkan
dicampurkan. Tahapan pembuatan sirup:
Pelarutan Gula
Pelarutan gula diawali dengan menghitung kebutuhan produksi. Setelah itu gula dan
treated water dituangkan pada tangki yang berjumlah 3 tangki. Volume 1 tangki
tersebut adalah 10.000 liter. Gula dilarutkan dalam tangki tersebut selama kurang
lebih 30 menit. sirup sederhana harus sesuai dengan standard yang ditentukan oleh PT Coca-Cola Amatil Indonesia sehingga sirup sederhana ini harus diambil
sampelnya untuk diuji kelarutan gula. Selain itu, sirup sederhana ini juga harus diuji
kadar brix gula yang disesuaikan dengan standar perusahaan yang telah ditetapkan yaitu 59,5ºbrix, warna, pH, bau dan rasa juga harus sesuai standard.
Filtrasi
Filtrasi dilakukan dengan menggunakan bag filter. Tahap ini bertujuan untuk menyaring kotoran berukuran kecil dalam larutan gula sederhana ini sehingga hasil
larutan gula sederhana atau simple syrup ini sesuai dengan standard yang ditetapkan PT Coca-Cola Amatil Indonesia.
Sterilisasi
Sterilisasi dilakukan dengan menggunakan 48 buah lampu UV dengan panjang
gelombang (λ) 36.000 µm. Simple syrup atau sirup sederhana dialirkan menuju tangki sterilisasi yang terdapat lampu UV. Penggunaan lampu UV ini dapat menghilangkan mikroorganisme yang terkandung dalam larutan sirup sederhana.
Pelarutan Gula
Sterilisasi Filtrasi
Lampu UV
2. Pembuatan Finish Syrup
Finish syrup adalah hasil pencampuran antara simple syrup, treated water dan
konsentrat. Tangki finish syrup di PT Coca-Cola Amatil Indonesia berjumlah 8 tangki dimana kapasitas 1 tangki untuk menampung finsih syrup adalah 8000–10.000 liter.
Finish syrup dibuat didalam mixer concentrate tank dengan selama 1 jam. Setelah
dibuat di dalam mixer concentrate tank, finish syrup dipindahkan menuju mixing tube
untuk ditambahkan kembali dengan treated water sehingga menjadi beverage. Treated
water ditambahkan kembali agar kadar brix gula dapatb disesuaikan dengan jenis
minuman yang akan dibuat. Tahapan pembuatan finish syrup:
Persiapan pembuatan simple syrup
Dilakuakn perhitungan simple syrup untuk menyesuaikan flavor minuman yang akan dibuat. Rumus perhitungan simple syrup:
Volume penampungan =
Setelah dilakuaknnya perhitungan volume sirup sederhana, dilakukannya
pengecekan kembali jumlah unit dan flavor concentrate. Konsentrat berbentuk padat Pemeriksaan kembali
Perhitungan simple syrup (volume penampungan)
Persiapan pembuatan finish syrup
dilarutkan dan dihomogenkan dalam tangki dalam waktu 15 menit. Larutan
konsentrat ditambahkan ke dalam tangki finish syrup dan dilakukan penyaringan dengan saringan berukuran 100 mesh. Selanjutnya, konsentrat dilakukan uji brix dan uji volume finish syrup. Rumus volume finish syrup:
Volume finish syrup akhir =
CO2 yang diterima dari supplier dengan kemurnian awal 99,9% disimpan dalam tangki
khusus sebelum dimurnikan kembali agar tidak terdapat kontaminasi serta menghindari
adanya rasa dan bau asing. Proses pemurnian CO2 diawali dengan evaporasi CO2
berbentuk liquid menjadi gas menggunakan kipas (kisi). Setelah itu, dilakukan filtrasi terhadap gas CO2 melalui 5 tahap yaitu :
1. Penyaringan Non Volatile Organic Residue (NVOR) dengan PCO2 Domnick Hunter
menggunakan catridge saringan berukuran 0,01 mikron.
2. Pengeringan gas CO2 dengan penyaringan terhadap uap air.
3. CO2 disaring untuk menghilangkan senyawa hidrokarbon seperti toluena dan
benzene.
4. Dilakukan penyaringan CO2 untuk menghilangkan sulfur (H2S, COS dan DMS).
5. Penyaringan kembali gas CO2 dengan filter berukuran 0,01 mikron untuk
memisahkan partikel udara.
3.3.4. Mixing
Mixing adalah tahap dimana pencampuran finish syrup, treated water, dan gas CO2
dilakukan didalam mixer. Berikut adalah diagram alir proses pencampuran dan
Gambar 17. Diagram Alir Proses Pengisian Carbonated Soft Drink.
(Sumber: Dokumen Pribadi)
Proses Pengisian Carbonated Soft Drink, kedalam deareator tank dialirkan treated
water. Pada bagian dalam deareator tank terdapat alat untuk menurunkan kadar O2 yang
disebut sebagai vaccumm pump. Kemudian, treated water yang berkarbonasi dicampur
dengan finish syrup dari syrup receiver tank didalam flow mix. Pada saat campuran sudah homogen, selanjutnya beverage ditransfer menuju ke mesin pendingin yang disebut sebagai carbo cooler dengan bantuan mixing pulp. Carbo cooler terhubung dengan unit cooling system. Pada alat ini, non-carbonated beverage dihembuskan CO2
murni bertekanan 1,5 bar untuk menghasilkan Carbonated Soft Drink (CSD). Suhu proses dalam carbo cooler yaitu 4°C untuk memudahkan CO2 berikatan dengan
beverage tanpa karbonasi. Larutan yang keluar dari carbo cooler adalah minuman yang
siap untuk ditransfer ke filling machine.
3.3.5. Pengisian Produk
Tahapan pengisian produk minuman dalam botol RGB di PT Coca-Cola Amatil
Indonesia Central Java (Line 8) sebagai berikut :
1. Depalletizing Empty Bottles, penurunan botol kosong dalam krat secara terus
menerus
3. Pre – Inspection, pemeriksaan manual botol oleh petugas untuk mengetahui kualitas botol yang sesuai standard PT Coca-Cola Amatil Indonesia.
4. Bottle Washer, botol dicuci dengan pre rinse berisi soft water dengan suhu 40-50ºC.
Botol masuk ke dalam kompartemen I dan dibersihkan dengan NaOH cair 1,5-2%
dalam suhu 60-70ºC. Kemudian botol masuk kedalam kompartemen II dan
dibersihkan dengan NaOH cair 2-3% dalam suhu 70-80ºC untuk. Pada tahap
pencucian akhir botol dibilas menggunakan air hangat untuk menghilangkan residu
kaustik.
5. Post Inspection, pemeriksaan botol dengan Electronic Bottle Inspection (EBI) untuk
mengetahui standard botol.botol yang memenuhi standard akan langsung menuju proses selanjutnya dan yang tidak memenuhi standard akan dikeluarkan dari jalur
conveyor untuk dibersihkan kembali atau dimusnahkan.
6. Filling, pengisian beverage dalam botol.
7. Crowning, tahap pemberian crown pada botol secara otomatis.
8. Date Coding, tahap pemberian kode produksi, expired date, dan jam produksi.
9. Full Inspection, tahap pemeriksaan kondisi produk dalam pemenuhan standardnya
seperti konsistensi isi dalam botol, pemasangan tutup botol ataupun crown, kode produksi, dan penampakan produk akhir.
10.Checkmat, tahap pemeriksaan botol agar ketepatan filling head sudah pasti dengan
alat bernama checkmat.
11.Casing, tahap dimana botol dimasukan ke dalam krat atau produk dikemas dalam 1
plastic pack (biasanya isi 10-12 produk).
12.Palletizing, tahap penumpukan krat-krat produk di atas pallet.
13.Tagging, tahap penempelan tag pada pallet.
14.Warehousing, tenyimpanan produk pada gudang dengan sistem First Expired First
26
4.1. Sterilisasi Perlengkapan Uji Mikrobiologi Air
Pada tahap Sterilisasi Perlengkapan Uji Mikrobiologi Air ini dibagi menjadi 3 aktivitas
utama yaitu:
1. Sterilisasi media, air dan petridisc
Pada aktvitas ini disiapkan Petridisc dan Petridisc pad yang telah dibungkus dengan
sampul, botol Mc Cartney yang berisi kapas dan aquades serta aquades saja, botol steril, dan media total, media yeast & mold, serta media coliform. Bahan dan alat
tersebut dimasukan kedalam autoclave dan disterilisasi dengan suhu yang
ditentukan yaitu untuk media total 121oC – 124oC selama 15 menit dan media yeast
& mold disterilisasi pada 121oC selama 10 menit.
2. Sterilisasi alat bantu
Pada aktvitas ini disiapkan Scoop 20 ml, 10 ml, 5 ml dan 1 ml, beaker glass, pinset, alat suntik, alcohol teknis dan pembuka botol. Alat – alat tersebut disiapkan dalam kondisi bersih. Beaker glass diisi dengan alkohol untuk merendam Scoop, pinset, dan alat suntik.
3. Sterilisasi ruang Lab. Mikro
Pada aktvitas ini disiapkan alat pel, Air Cleaner, alhokol dan handuk kecil. Semua meja dilap menggunakan handuk kecil basah. Kemudian sterilisasi Laminer Air
Flow. Perciki meja preparat ruangan, dengan alkohol kemudian dilap dengan
handuk kecil yang telah dicelupkan pada alcohol. Bersihkan lantai ruang mikro
kemudian diperciki atau disemprot dengan alcohol. Seelanjutnya menghidupkan Air
Cleaner untuk membersihkan ruang dan 30 menit sebelum proses microtest.
4.2. Penyediaan Media Uji Mikrobiologi Air
Pada tahap Penyediaan Media Uji Mikrobiologi Air ini dibagi menjadi 2 aktivitas utama
1. Persiapan alat dan bahan
Pada aktvitas ini disiapkan alat - alat beaker glass, hot plate, Erlenmeyer, magnet
stirrer, alumunium foil, botol dan timbangan. Selain itu adanya persiapan bahan
sebagai berikut yaitu media Chromocult untuk uji E.coli dan Coli count, media TGE
Broth base dehydrated untuk uji total count, media Green Yeast & mold broth
dehydrated untuk uji Yeast & mold, aquades dan aquades steril, dan media bacto
agar.
2. Tahap Pembuatan
Pada aktvitas ini dibagi menjadi 5 bagian yaitu:
a. Pembuatan media total
Sebanyak 18 gram media TGE Broth base dehydrated ditimbang dan dilarutkan
dalam 1000 ml aquades kemudian diaduk hingga larut. Larutan dimasukan
kedalam botol, lalu ditutup hingga rapat dan disterilisasi di autoclave 121oC
selama 15 menit.
b. Pembuatan media E.coli dan Coli count
Sebanyak 2,6 gram media Chromocult ditimbang dan dilarutkan dalam 100 ml
aquades steril pada botol duran kaca 100 ml kemudian diaduk hingga larut dan
dipanaskan dalam waterbath.
c. Pembuatan media Yeast & mold
Sebanyak 7,3 gram media Green Yeast & mold broth dehydrated ditimbang dan
dilarutkan dalam 100 ml aquades kemudian diaduk hingga larut. Larutan
dimasukan kedalam botol, lalu ditutup hingga rapat dan disterilisasi di autoclave
121oC selama 10 menit.
d. Penyediaan media Bacto agar
Sebanyak 1,5 gram media bacto agar ditimbang dan dilarutkan dalam 100 ml
aquades dalam botol duran kaca kemudian diaduk hingga larut dengan magnetic
15oC-25oC. Selanjutnya 7,3 gram media Green Yeast & mold broth dehydrated
ditambahkan lalu disterilisasi di autoclave 121oC selama 10 menit.
e. Pencatatan kegiatan media pada form.
Yeast & mold broth dehydrated dan TGE Broth base dehydrated.
2. Pengambilan Sampel
Pada aktvitas ini diawali dengan draining sirup yang tersisa di sample cock. Kapas yang terpasang pada Crusser Tang dicelupkan pada alkohol dan dibakar untuk
memanaskan sample cock. Kemudian draining sirup kembali untuk mengkondisikan
suhu kamar pada sample cock. Api yang timbul karena kapas yang terpasang pada
Crusser Tang dibakar didekatkan pada sample cock untuk mensterilkan lingkungan
di sekitarnya. Selanjutnya tutup botol dibuka untuk menampung sirup dan ditutup
kembali.
3. Uji Mikrobiologi Air
Pada aktvitas ini diawali dengan mengisi media kurang lebih 1,5 ml dalam Petridisc
steril yang berisi pad dalam laminer Air flow. Membrane filter diletakan pada filter
holder secara aseptis pada laminar air flow. Sebanyak 5 ml sirup sederhana dan 10
ml beverage untuk TPC ke dalam filter holder setril yang telah diisi membrane filter
vaccum pump. Membrane filter dibilas dengan air steril kurang lebih 20 ml kemudian dihisap lagi dengan menggunakan vaccum pump. Funnel dibuka untuk mengambil membrane filter lalu dimasukkan dalam petridisc yang berisi media dan kemudian dilabeli. Langkah terakhir dilakukannya inkubasi petridisc dalam posisi terbalik dalam incubator. Dilakukan pengamatan setiap 48 jam, 72 jam, 96 jam, dan 120 jam untuk uji yeast & mold count dan 48 jam, 72 jam untuk uji total count.
Hasil pengujian dicatat didalam form yang telah disediakan.
4.4. Analisa Mikrobiologi Air Pada Proses Pembuatan Produk
Pada tahap analisa mikrobiologi air pada proses pembuatan minuman berkarbonasi
Fanta RGB 295 ml ini dibagi menjadi 3 aktivitas utama yaitu:
1. Persiapan Alat & Bahan
Pada aktvitas ini disiapkan alat – alat seperti Filter holder, membran filter 0,45 mikron, Petridisc steril yang berisis pad, Scoop 10 ml, pinset, lampu spiritus, korek api, Beaker glass, Crusser Tang, kapas, panci, alat suntik, botol, jas lab, topi lab, masker dan Surgical gloves. Selain itu adanya persiapan bahan sebagai berikut alkohol, air steril, aqudes, sirup sampel air, media Chromocult dan TGE Broth base dehydrated.
2. Pengambilan Sampel
Pada aktvitas ini diawali dengan draining air yang tersisa di sample cock. Kapas yang terpasang pada Crusser Tang dicelupkan pada alkohol dan dibakar untuk memanaskan sample cock. Kemudian draining air kembali untuk mengkondisikan
suhu kamar pada sample cock. Api yang timbul karena kapas yang terpasang pada
Crusser Tang dibakar didekatkan pada sample cock untuk mensterilkan lingkungan
di sekitarnya. Selanjutnya tutup botol dibuka untuk menampung air dan ditutup
kembali.
3. Uji Mikrobiologi Air
Pada aktvitas ini diawali dengan mengisi media kurang lebih 1,5 ml dalam Petridisc
holder secara aseptis pada laminar air flow. Sebanyak 25 ml air dengan Scoop untuk
TPC dan 100 ml 0 untuk E.coli & Coliform ke dalam filter holder setril yang telah diisi membrane filter dengan menggunakan scoop kemudian ditutup dan dihisap dengan menggunakan vaccum pump. Membrane filter dibilas dengan air steril kurang lebih 20 ml kemudian dihisap lagi dengan menggunakan vaccum pump.
Funnel dibuka untuk mengambil membrane filter lalu dimasukkan dalam petridisc
yang berisi media dan kemudian dilabeli. Langkah terahir dilakukannya inkubasi
petridisc dalam posisi terbalik dalam incubator. Dilakukan pengamatan setiap 24
jam untuk uji E.coli & Coliform dan 48 jam, 72 jam untuk uji total count. Hasil pengujian dicatat didalam form yang telah disediakan.
4.5. Analisa Mikrobiologi Air pada Produk
Pada tahap Analisa Mikrobiologi Air pada pada Produk Minuman Berkarbonasi Fanta
RGB 295 ml ini dibagi menjadi 3 aktivitas utama yaitu:
1. Persiapan Alat & Bahan
Yeast & mold broth dehydrated dan TGE Broth base dehydrated.
2. Pengambilan Sampel
Pada aktvitas ini diawali dengan pengambilan 3 botol sampel dari putaran pertama
secara random pada filling valve.
3. Uji Mikrobiologi Air
Pada aktvitas ini diawali dengan mengisi media kurang lebih 1,5 ml dalam Petridisc
steril yang berisi pad dalam laminer Air flow. Membrane filter diletakan pada filter
holder secara aseptis pada laminar air flow. Sebanyak 20 ml beverage untuk untuk
dengan menggunakan scoop kemudian ditutup dan dihisap dengan menggunakan
vaccum pump. Membrane filter dibilas dengan air steril kurang lebih 20 ml
kemudian dihisap lagi dengan menggunakan vaccum pump. Funnel dibuka untuk mengambil membrane filter lalu dimasukkan dalam petridisc yang berisi media dan kemudian dilabeli. Langkah terahir dilakukannya inkubasi petridisc dalam posisi terbalik dalam incubator. Dilakukan pengamatan setiap 48 jam, 72 jam, 96 jam, dan 120 jam untuk uji yeast & mold count dan 48 jam, 72 jam untuk uji total count.
Hasil pengujian dicatat didalam form yang telah disediakan.
4.6. Pembuangan Media dan Hasil Uji Mikrobiologi Air
Pada tahap Pembuangan Media dan Hasil Uji Mikrobiologi Air ini dibagi menjadi 2
aktivitas utama yaitu:
1. Persiapan Alat Dan Bahan
Pada aktvitas ini disiapkan alat – alat seperti pinset, Crusser Tang, Alumunium foil,
topi dan jas lab, sarung tangan karet, masker, Surgical gloves, autoclave dan alkohol teknis.
2. Pengambilan Sampel
Pada aktvitas ini media atau kultur yang akan dibuang disiapkan, media atau kultur
yang akan dibuang dibungkus dengan alumunium foil dan dimasukan dalam
autoclave untuk disterilisasi dengan temperature 121oC selama 30 menit. Setelah di
sterilisasi media atau kultur yang sudah dapat dibuang sebagai sampah biasa.
4.7. Penangan Lebih Lanjut
Pada tahap Penangan Lebih Lanjut Hasil Uji Mikrobiologi Air ini dibagi menjadi 2
aktivitas utama yaitu:
1. Recheck
Pada aktvitas ini membuat transaksi lain-lain untuk mengkarantina produk yang
mikrobiologi air yang tidak sesuai standard dilalukan juga pengecekan ulang dan langsung diinformasikan pada bagian yang terkait untuk dilakukan tindakan koreksi.
2. Perbaikan
Pada aktvitas ini produk yang bermasalah akan dilakukan sanitasi lebih intesif. Pada
line proses, dilakukan steaming ulang dengan meningkatkan monitor klorin setelah
sand filter. Selain itu pada pembuatan sirup, dilakukan pemeriksaan lampu UV serta perbaikan jika ada lampu yang tidak berfungsi dan sanitasi tangki kembali. Pada line
produksi, dilaksanakannya sanitasi secara lebih intensif dan kemudian dilakukan
kembali uji mikrobiologi. Pengambilan sample untuk uji mikrobiologi langsung
dilakukan setelah ada perbaikan kondisi proses sanitasi/mesin. Hasil uji mikro
33
Air merupakan bahan baku utama untuk proses produksi minuman berkarbonasi Fanta
Strawberry RGB 295 ml di PT Coca-Cola Amatil Indonesia. Air dalam proses produksi
Fanta Strawberry RGB 295 ml harus memiliki kesadahan yang rendah dan bebas dari
kotoran seperti lumut, tanah, dan pasir. Dilakukannya pengolahan lebih lanjut untuk
menjamin kualitas dari air dalam produksi Fanta Strawberry RGB 295 ml. Standar mutu
air secara mikrobiologi yang digunakan PT. Coca-Cola Amatil Indonesia Central Java
adalah standard mutu The Coca-Cola Company yaitu Coca-Cola Operating
Requirements (KORE) Acceptable Limit pada lembar record data Analisa Mikrobiologi.
Berdasarkan Buckle et al (1985), pengendalian mutu air sangat penting untuk membuat
minuman berkarbonasi, karena komposisi karbonat yang tinggi dapat menyebabkan
minuman asam menjadi tawar. Pada hakikatnya minuman berkarbonasi seperti Fanta
Strawberry RGB 295 ml adalah air maka rasa atau bau yang kurang menyenangkan
dapat mempengaruhi rasa akhir produk. Kebutuhan air PT Coca-Cola Amatil Indonesia
Central Java diperoleh dari 2 sumber utama, yaitu STU dan 11 deep well dengan
kedalaman 90-110 meter. Data sumur yang dimiliki oleh PT Coca-Cola Amatil
Indonesia Central Java dapat dilihat pada lampiran.
Pada bagian Quality Assurance PT Coca-Cola Amatil Indonesia Central Java dilakukan pengujian mikroorganisme. Menurut Barlina et al., (2007) uji secara mikrobiologi
bertujuan untuk menentukan banyaknya mikroba pada produk. Pada air olahan
dilakukan pengujian mikrobiologi berupa TPC (total plate count) dan pengujian coliform yang menjadi parameter utama yang menandakan keberadaan bakteri dalam
air, air sirup dan juga air pada hasil Produk. Berdasarkan teori Gaman & Sherrington
(1994), bahwa keberadaan dari bakteri coliform ini dianggapsebagai parameter cemaran mikrobiologi utama produk pangan. Sumber bakteri coliform ini berasal kotoran baik manusia maupun hewan yang terbawa oleh air, serta sebagai ketidaklayakan konsumsi
air tersebut. Berdasarkan Adam & Maurice (2008), coliform hidup dalam air dan dapat
mengganggu fungsi saluran pencernaan manusia sehingga keberadaan bakteri coliform
pada produk minuman harus dikurangi ataupun dihilangkan. Selain itu, adanya
kualitas air tersebut. Bakteri Escherichia coli atau E.coli dijadikan sebagai indikator sanitasi karena E.coli memiliki sifat patogen sehingga dapat menyebabkan penyakit (Bambang et al, 2014). Standar PT Coca-Cola Amatil Indonesia Central Java dalam KORE untuk uji total count bakteriadalah <25 koloni / 1 ml, sedangkan untuk coliform
dan E.coli count yaitu 0/100 ml. Adanya penggunaan media Chromocult (Coliform
Agar) memiliki beberapa keuntungan yaitu seperti dapat mendeteksi cepat E.coli dan
Coliform, dapat meminimalisir kesalahan, murah dan mudah digunakan (Merck, 2009).
Mold (kapang) memiliki ciri-ciri sifat aerobic atau membutuhkan oksigen untuk hidup,
dapat tumbuh pada pH 2-8,5 dan pertumbuhan mold optimal pada pH rendah atau
kondisi asam. Mold dapat menggunakan berbagai komponen makanan, dari yang
sederhana sampai kompleks. Kemampuan mold tersebut dipermudah karena mold
memproduksi enzim-enzim hidrolitik seperti amilase, pektinase, proteinase, dan lipase.
Oleh karena itu, dapat tumbuh pada makanan-makanan yang mengandung karbohidrat,
pektin, protein, atau lipid. Kebanyakan Mold bersifat mesofilik, yaitu tumbuh baik pada
suhu kamar. Suhu optimum pertumbuhan mold adalah sekitar 25-30oC, tetapi beberapa
dapat tumbuh pada suhu 35-37oC atau lebih tinggi (Fardiaz, 1992). Yeast dapat tumbuh pada suhu optimum 25-30oC dan suhu maksimum 35-46oC. Kebanyakan yeast dapat hidup pada keadaan asam dengan kisaran pH 4-4,5 dan sulit tumbuh pada medium
dengan pH basa, kecuali jika telah beradaptasi. Yeast memiliki kemampuan untuk hidup dalam kondisi yang memiliki udara atau disebut aerobic. Yeast bersifat fermentatif dan dapat tumbuh lambat dalam kondisi sedikit udara atau disebut anaerobik (Fardiaz,
1992). Pada standard KORE pengamatan hasil uji mikrobiologi yeast & mold baik air pada sirup maupun air pada produk dilakukan setiap 48 jam, 72 jam, 96 jam, dan 120
jam dan suhu inkubasi standard KORE adalah 25 ± 2°C. Hal tersebut disesuaikan dengan peraturan dari Departemen Kesehatan Republik Indonesia tahun 2000, bahwa
angka hasil uji mikrobiologi yeast & mold diinkubasi pada suhu 20-25°C dan diamati mulai hari 72 jam hingga 120 jam.
Segala jenis pengujian mikrobiologi dilakukan berdasarkan tatacara yang berlaku dan
menggunakan perlengkapan kerja Laboratorium seperti jas laboratorium, hairnet,
Gambar 18. Perlengkapan Labrotarorium Mikrobiologi di PT Coca-Cola Amatil Indonesia Central Java.(Sumber: Dokumen Pribadi)
Setiap prosedur mikrobiologi yang ada di PT Coca-Cola Amatil Indonesia Central Java
menggunakan teknik aseptis. Prosedur tersebut seperti mensterilisasi media inkubasi
mikroorganisme untuk setiap pengujian yang berbeda. Selain itu, pada setiap analisa
mikrobiologi pengambilan sampel melalui sample cock, mensterilkan alat-alat uji, sterilisasi area pengujian dan pembuangan media dilakukan secara aseptis. Adanya
penggunaan alkohol untuk merendam alat uji, dan memerciki meja preparat ruang
mikrobiologi juga bagian dari perlakuan aseptis. Perlakuan aseptis tersebut merupakan
langkah-langkah yang diambil oleh PT Coca-Cola Amatil Indonesia Central Java untuk
menciptakan keadaan yang steril agar sampel tidak ditumbuhi dan dikontaminasi oleh
mikroorganisme lain (Jawetz et al., 1996). Perlakuan aseptis dilakukan untuk mencegah tercemarnya sampel sirup biakan yang ada dan mencegah infeksi pada diri sendiri dari
bakteri yang merugikan (Hadioetomo, 1993).
5.1. Sterilisasi Perlengkapan Uji Mikrobiologi Air
Sterilisasi dilakukan untuk membunuh semua jenis mikroorganisme yang ada pada
semua peralatan (Fardiaz, 1992). Pada tahap Sterilisasi Perlengkapan Uji Mikrobiologi
sterilisasi alat bantu, dan sterilisasi ruang laboratorium mikrobiologi. Pada aktvitas
sterilisasi ruang laboratorium mikrobiologi ini disiapkan alat pel, Air Cleaner, alhokol dan handuk kecil. Semua meja dilap menggunakan handuk kecil basah. Kemudian
sterilisasi Laminer Air Flow.
Gambar 19. Laminer Air flow.
(Sumber: Dokumen Pribadi)
Meja preparat ruangan diperciki alcohol kemudian dilap dengan handuk kecil yang telah dicelupkan pada alcohol. Lantai ruang mikrobiologi dibersihkan kemudian diperciki atau disemprot dengan alcohol. Selanjutnya menghidupkan Air Cleaner untuk membersihkan ruang dan 30 menit sebelum proses microtest. Pada tahap sterilisasi perlengkapan dan ruang untuk uji mikrobiologi air ini menggunakan Alkohol yg
dimasukkan dalam beaker glass untuk merendam Scoop, pinset, dan alat suntik dan menjaganya agar tetap steril. Selain itu, Teknik aseptik yang dilakukan selama
pengujian bertujuan untuk mencegah tercemarnya biakan yang ada dan mencegah
infeksi diri dari bakteri yang merugikan (Hadioetomo, 1993).
Teknik aseptik yang dilakukan saat analisa adalah menyemprotkan alkohol ke tangan
panelis, pengerjaan dilakukan dekat dengan api bunsen dan segala jenis pengerjaan
inokulasi dilakukan di dalam Laminer Air flow. Laminer Air flow merupakan alat sejenis Biological Safety Cabinet yang berguna untuk membiakkan mikroorganisme secara aseptik karena mempunyai pola pengaturan dan penyaringan udara sehingga
menjadi steril dan juga terdapat sinar UV yang membantu untuk membunuh
menyebabkan kesalahan pada replikasi DNA dan mempunyai aktivasi mutagenic pada
sel hidup (Adam & Maurice, 2008).
5.2. Penyediaan Media Uji Mikrobiologi Air
Media diperlukan untuk menumbuhkan mikroorganisme yang diinginkan karena dalam
media terdapat berbagai senyawa nutrient yang diperlukan oleh mikroorganisme berupa
garam organik dan senyawa organik seperti asam amino dan vitamin (Tarigan, 1988).
Media yang digunakan dalam pengujian air adalah media Chromocult untuk uji E.coli
dan Coliform count pada air, media Tryptone Glucose Extract Broth base dehydrated
untuk uji total count air, media Green Yeast & mold broth dehydrated untuk uji yeast &
mold, aquades dan aquades steril, dan media bacto agar sebagai campuran pada uji
yeast & mold pada air sirup dan air pada produk jadi. Penggunaan media Tryptone
Glucose Extract Broth base dehydrated pada dasarnya memang dibutuhkan sebagai
standard metode untuk pengujian air (APHA, 1980). Selain itu media ini juga
direkomendasikan dalam metode eksaminasi mikrobiologi pada makanan untuk
prosedur uji mikrobiologi total pada air dalam botol (Kim et al., 2001). Maka dari itu pada uji mikrobiologi air total telah sesuai dengan 2 pendapat tersebut dengan
menggunakan media Tryptone Glucose Extract Broth base dehydrated. Pada pembuatan
media uji E.coli dan Coli count, sebanyak 2,6 gram media Chromocult ditimbang dan
dilarutkan dalam 100 ml aquades steril pada botol duran kaca 100 ml kemudian diaduk
hingga larut dan dipanaskan dalam waterbath. Media Chromocult (Coliform Agar) merupakan salah satu jenis media yang juga biasa digunakan untuk analisa mikrobiologi
pangan dan air. Selain itu dalam waktu 24 jam media ini juga digunakan untuk
mendeteksi adanya E.coli dan Coliform pada air, makanan olahan seperti sosis, olahan ayam, dan susu tanpa lemak (Merck, 2009).
Pada pembuatan media yeast & mold, sebanyak 7,3 gram media Green Yeast & mold
broth dehydrated ditimbang dan dilarutkan dalam 100 ml aquades kemudian diaduk
hingga larut. Larutan dimasukan kedalam botol, lalu ditutup hingga rapat dan
disterilisasi dalam autoclave 121oC selama 10 menit. Media Green Yeast & mold broth
pada dasarnya dikembangkan untuk mendeteksi yeast & mold dalam gula dan material lain dengan metode membrane filter. Formulasi media ini berasal dari pepton, dekstrosa dan ekstak yeast. Kandungan yang terdapat pada media Green Yeast & mold broth
dehydrated yaitu ekstrak yeast 9 gram, dektrosa 50 gram, Pancreatic Digest of Casein 5
gram, Peptic Digest of Animal Tissue 5 gram, Magnesium Sulfate 2,1 gram, Potassium Phosphate 2 gram, Diastase & Thiamine 0,05 gram dan Bromcresol Green 26 gram (Difco, 2009).
Pada penyediaan media Bacto agar, sebanyak 1,5 gram media bacto agar ditimbang
dan dilarutkan dalam 100 ml aquades dalam botol duran kaca kemudian diaduk hingga
larut dengan magnetic stirrer dalam kondisi panas diatas hot plate yang telah diatur suhunya menjadi 15oC-25oC. Selanjutnya 7,3 gram media Green Yeast & mold broth
dehydrated ditambahkan lalu disterilisasi dalam autoclave 121oC selama 10 menit.
Bacto Agar digunakan dalam mempersiapkan media kultur uji mikrobiologi. Agar ini
digunakan sebagai pemadat yang memiliki kadar garam yang telah direduksi. Agar pada
dasarnya merupakan media yang biasa digunakan dalam bidang mikrobiologi seperti
isolasi kultur mikrobiologi dan dalam ilmu pembelajaran Difco (2009). Penggunaan
autoclave berfungsi untuk mensterilkan media dari kontaminasi mikroorganisme yang
tidak dinginkan. Menurut teori Suriawiria (2005), Penggunaan waterbath berguna
sebagai pemanas yang berkaitan dengan perlakuan aseptic dimana pengontrolan
pertumbuhan mikroorganisme dengan metode pemanasan (Harris, 1998). Pada
perebusan penghantaran panas dengan medium penghantar air akan membunuh bakteri
karena kontak langsung dengan media pemanasan.
5.3. Analisa Mikrobiologi Air pada Sirup
Penggunaan media TGE Broth base dehydrated dalam pengujian mikrobiologi air yang
menjadi bahan pembuatan sirup pada dasarnya dibutuhkan sebagai standard metode untuk pengujian air pada uji TPC (APHA, 1980). Berdasarkan standard KORE untuk sirup, menggunakan suhu inkubasi 35 ± 2°C dan dengan waktu inkubasi 48-72 jam.
Pada suhu, waktu, dan penggunaan metode membrane filter untuk uji TPC yang