MENINGKATKAN EFISIENSI PROSES
PEMBUATAN FRAME CHASSIS TYPE BY 913 L
OWO 904 DI LINE ASSEMBLING B DENGAN
ANALISIS LINE BALANCING
Irwandi Adhi Yuswana
Universitas Bina Nusantara, D3 Politeknik Manufaktur Astra, 085693610917, [email protected].
Gunawarman Hartono
Universitas Bina Nusantara, S2 System Engineering Nagoya Institute of Technology (NIT), 08129012303,
[email protected]; [email protected].
ABSTRACT
Pada proses assembling frame chassis type BY 913 L OWO 904 ini masih memiliki efisiensi line yang
belum optimal. Dilatarbelakangi oleh adanya kenaikkan order dari customer untuk type ini, line
assembling B dituntut harus dapat memenuhi order tentative tersebut dengan melakukan sebuah
perbaikan, sehingga nantinya dapat meningkatkan efisiensi dan produktifitas line.
Dalam proses penelitian, awalnya dilakukan pengukuran waktu siklus dari setiap operator dengan
menggunakan metode jam henti. Ternyata didapatkan data waktu siklus yang tidak merata dari setiap
operator, dimana beban kerja untuk tiap operator tidak seimbang. Sehingga ada banyak idle time
yang terjadi pada line assembling B ini. Oleh karena itu, dilakukan proses perbaikan terhadap line
assembling B dengan menggunakan analisis line balancing. Analisis line balancing ini dilakukan
dengan menggunakan metode Largest Candidate Rules. Pada awalnya dicari waktu siklus terbesar di
antara semua elemen kerja pada operator yang diteliti. Data waktu tersebut, dikenakan uji
kecukupan dan keseragaman data. Setelah diuji dan seragam, kemudian waktu siklus terbesar itu
dipindahkan ke stasiun kerja berikutnya yang masih mempunyai beban kerja yang rendah dengan
beberapa pertimbangan teknis.
Untuk analisa hasilnya, dibuat beberapa perbandingan data sebelum dan setelah perbaikan. Dilihat
dari efisiensi line, didapatkan adanya peningkatan efisiensi line dari 81.05 % menjadi 91.89% atau
meningkat sebesar 10.84%. Kemudian rata-rata waktu menganggur untuk semua operator dapat
berkurang dari 147 detik menjadi 67 detik atau turun sekitar 45.5 %. Dilihat dari produktivitas line,
juga mengalami peningkatan dari 5 unit/ jam menjadi 6 unit/jam. Dengan demikian, hasil
tersebut dapat menjawab tujuan dari perbaikan yang dilakukan pada line assembling B ini..
Keywords
ABSTRACT
In the process of assembling the frame type chassis OWO BY 913 L 904 still has not been optimal line
efficiency. Motivated by the increase in orders from customers for these types, assembling line B
expected to be able to meet the tentative order to carry out a repair, so it will be able to improve the
efficiency and productivity of the line.
In the process of research, originally conducted the measurement cycle time of each operator using
the clock stopping. It was found that the cycle time data from any operator uneven, where the
workload for each operator is not balanced. So there is a lot of idle time that occurs in B assembling
line. Therefore, do the repairs to the line assembling B by using line balancing analysis. Analysis of
line balancing is performed using the method Largest Candidate Rules. At first look the greatest cycle
time among all elements of the work on the service being studied. The data period, subject to test the
adequacy and uniformity of data. Once tested and uniform, then the largest cycle time it was moved to
the next work station that still had a low workload with some technical considerations.
To analyze the results, made some comparison of data before and after the repair. Judging from the
efficiency of the line, found an increase in line efficiency of 81.05% to 91.89%, an increase of
10.84%. Then the average idle time for all the operators can be reduced from 147 seconds to 67
seconds, down about 45.5%. Judging from the productivity line, also increased from 5 units / hour to
6 units / hour. Thus, these results may answer the purpose of the improvements made on the line
assembling B.
Keywords
PENDAHULUAN
Dilatarbelakangi oleh adanya kenaikkan order dari customer untuk type ini, line assembling B dituntut harus dapat memenuhi order tentative tersebut dengan melakukan sebuah perbaikan. Dalam awal penelitian, didapat masalah yang ada pada line assembling B yaitu beban kerja yang diberikan kepada setiap pekerja kurang merata. Sehingga ada beberapa dari pekerja yang mendapat beban kerja tinggi dan beban kerja rendah (idle time). Dampak dari hal ini menyebabkan efisiensi dan produktifitas line assembling B menjadi rendah.
Berdasarkan latar belakang diatas didapatkan perumusan masalah, yaitu bagaimana cara melakukan pemerataan beban kerja tiap pekerja yang dapat meminimalkan waktu menunggu pekerja (idle time) sehingga dapat meningkatkan efisiensi line dan produktifitas pekerja.
Agar masalah yang akan dibahas tidak meluas dan beragam, maka diperlukan batasan-batasan sebagai berikut:
1. Ruang lingkup yang diamati hanya pada line assembling B di PT. GKD.
2. Metode yang digunakan dalam perencanaan line balancing ini adalah dengan metode Largest
Candidate Rules.
3. Pengamatan waktu kerja dilakukan dengan stopwatch time study. Tujuan dari penulis yang ingin dicapai dari penelitian ini antara lain: 1. Meningkatkan efisiensi line assembling B
2. Meningkatkan produktivitas line assembling B.
Diharapkan dengan line balancing ini perusahaan dapat memperlancar kegiatan produksi serta meratakan beban kerja tiap pekerja.
Penulisan penelitian ini disusun berdasarkan suatu sistematika penulisan yang secara garis besar datat digambarkan sebagai berikut:
BAB I PENDAHULUAN BAB II TINJAUAN PUSTAKA BAB III METODOLOGI PENELITIAN
BAB IV PENGUMPULAN, PENGOLAHAN DAN ANALISIS DATA BAB V KESIMPULAN DAN SARAN
TINJAUAN PUSTAKA
Line Balancing adalah serangkaian stasiun kerja (mesin dan peralatan) yang dipergunakan untuk
pembuatan produk. Line Balancing (Lintasan Perakitan) biasanya terdiri dari sejumlah area kerja yang dinamakan stasiun kerja yang ditangani oleh seorang atau lebih operator dan ada kemungkinan ditangani dengan menggunakan bermacam-macam alat. Adapun tujuan utama dalam menyusun Line Balancing adalah untuk membentuk dan menyeimbangkan beban kerja yang dialokasikan pada tiap-tiap stasiun kerja. Jika tidak dilakukan keseimbangan seperti ini maka akan mengakibatkan ketidakefisienan kerja di beberapa stasiun kerja, dimana antara stasiun kerja yang satu dengan stasiun kerja yang lain memiliki beban kerja yang tidak seimbang.
Mengacu pada pendapat Sritomo Wingjosoebroto (1995) Pengukuran yang dimaksudkan disini adalah pengukuran kerja (time study) adalah suatu aktivitas untuk menentukan waktu yang dibutuhkan oleh seorang operator (yang memiliki ketrampilan rata – rata dan terlatih baik ) dalam melaksanakan sebuah kegiatan kerja dalam kondisi dan tempo kerja yang normal.
Dalam pengukuran langsung, pengukur harus mengamati kewajaran kerja yang ditunjukkan oleh seorang operator. Ketidak wajaran bisa terjadi disebabkan oleh banyak hal, misalnya bekerja tanpa kesungguhan, sangat cepat seolah – olah diburu waktu atau menjumpai kesulitan – kesulitan seperti kondisi ruangan yang buruk. Kelonggaran waktu (allowances time) merupakan sejumlah waktu yang harus ditambahkan dalam waktu normal (normal time) untuk mengantisipasi terhadap kebutuhan – kebutuhan waktu guna melepaskan lelah (fatique ), kebutuhan-kebutuhan yang bersifat pribadi (personal needs) dan kondisi – kondisi menunggu/menganggur baik yang bisa dihindarkan ataupun tidak bisa dihindarkan (avoidable or
unavoidable delay).
Waktu standar secara definitif dinyatakan sebagai waktu yang dibutuhkan oleh seorang pekerja yang memiliki tingkat kemampuan rata – rata untuk menyelesaikan suatu pekerjaan. Waktu standar tersebut sudah mencakup faktor kelonggaran waktu (allowances time) yang diberikan dengan memperhatikan situasi dan kondisi pekerjaan yang harus diselesaikan.
Efisiensi merupakan perbandingan yang terbaik antara masukan dan keluaran atau antara daya usaha dan hasil atau antara masukan dan keluaran atau antara pengeluaran dan pendapatan. Pengertian efisiensi sangat relatif, efisien dapat diartikan sebagai penggunaan input yang sekecil-kecilnya untuk mendapatkan produk yang sebesar-besarnya (Soekarno,1991).
METODOLOGI PENELITIAN
Diagram alir (flow diagram) merupakan diagram yang menggambarkan pola berpikir dan
menjelaskan tahap-tahap yang dilakukan pada penelitian yang dilakukan sebelum melakukan
pemecahan masalah, sehingga penelitian dapat dilakukan lebih terarah dan mempermudah dalam
menganalisa permasalahan yang ada.
Dalam metodologi penelitian yang digunakan dalam penyusunan tugas akhir ini yaitu dengan mengumpulkan data-data dan informasi berbagai sumber yang berkaitan, dimana penelitian tugas akhir bertujuan untuk meningkatkan efisiensi line assembling. Langkah-langkah penelitian antara lain:
1. Observasi Lapangan 2. Studi Pustaka
3. Identifikasi dan Perumusan Masalah 4. Pengumpulan Data
5. Pengolahan Data 6. Hasil dan Analisa 7. Kesimpulan dan Saran
PENGUMPULAN, PENGOLAHAN DAN ANALISIS DATA
Sejarah Perusahaan
IGP Group dimulai dengan berdirinya PT.GKD pada tahun 1980 dengan frame chassis dan press
part sebagai bisnis utamanya. Menjawab tantangan pasar PT. GKD melengkapi sarana produksinya dengan
mesin 2000 ton dan 4000 ton. PT. Gemala Kempa Daya (PT. GKD) adalah perusahaan yang bergerak di bidang otomotif. PT. GKD tergabung dalam IGP Group. Produk utama yang dihasilkan adalah berupa frame
chassis (under body) dan press part.
Hasil Observasi Lapangan
Keadaan awal line assembling frame chassis B terbagi dalam 4 stasiun kerja dan menggunakan 7 pekerja (operator). Kondisi lingkungan kerja pada line assembling frame chassis B ini adalah sebagai berikut:
- Jumlah operator sebanyak 7 orang.
- Proses assembling ini dilakukan dengan menggunakan mesin welding, riveting, dan dilengkapi dengan conveyor.
- Pada line assembling ini terdapat 4 stasiun kerja, dimana untuk 3 stasiun kerja dikerjakan oleh masing-masing 2 orang operator sedangkan 1 stasiun kerja lainnya dikerjakan oleh 1 orang operator.
- Seluruh operator dilengkapi dengan Alat Pelindung Diri (APD) untuk memberikan keselamatan dan kenyamanan dalam bekerja.
Hari kerja yang tersedia adalah 5 hari kerja per minggu yaitu setiap hari Senin sampai dengan Jumat. Jadwal jam kerjanya. Jadi, jumlah jam kerja yang tersedia dalam satu bulan adalah 17535 menit ≈ 292,2 jam. Order dari customer yang fluktuatif untuk semua type frame chassis. Namun yang akan diteliti lebih dalam adalah type BY 913 L OWO 904, karena memiliki order terbesar dan meningkat dari tiap bulannya. Sehingga dibutuhkan suatu peningkatan produktivitas terhadap line assembling B ini. Peningkatan produktivitas ini juga akan menyebabkan peningkatan pada efisiensi line assembling. Setelah diketahui volume Produksi frame chassis type BY 913 L di PT. Gemala Kempa Daya, didapatkan takt time yang terjadi selama akhir tahun 2011 hingga awal tahun 2012 mengalami penurunan. Hal ini menggambarkan adanya order atau permintaan dari customer yang semakin meningkat hingga awal tahun 2012 untuk type BY 913 L OWO 904. Oleh karena itu, untuk menghadapi penurunan takt time tersebut, maka akan dilakukan penelitian lebih mendalam pada line assembling B ini.
Dalam menjalankan proses produksinya, dilakukan tiga proses produksi utama yaitu proses welding,
rivetting dan final inpection. Layout ini merupakan visualisasi orang yang melakukan proses perakitan dengan menggunakan sistem penanganan material berupa conveyor, proses yang dilakukan secara manual maupun otomatis. Layout ini berbentuk garis lurus dan mempunyai urutan proses yang berurutan dari satu stasiun ke stasiun yang lainnya. Dari layout terlihat jumlah stasiun kerja sebanyak 4 stasiun kerja dengan 7 orang operator. Waktu siklus yang diperoleh adalah waktu yang diperlukan oleh operator untuk melakukan proses dan menghasilkan sejumlah unit barang yang pada akhirnya sama dengan jumlah permintaan produk.
Berikut ini adalah data waktu proses yang berhasil diperoleh :
Tabel 4.5 Data Waktu siklus Operator
Berdasarkan data diatas, maka untuk takt time pembuatan frame chassis type 913 L OWO 904 ini adalah 678 detik, atau dengan kata lain diambil dari waktu siklus (cycle time) terbesar dari semua operator dan stasiun kerja. Maka untuk produktivitas line assembling B ini dapat dihitung dengan menggunakan rumus sebagai berikut:
Unit / jam = 3600 / Waktu siklus terbesar = 3600 / 678
= 5,3 ~ 5 unit/jam.
Untuk stasiun kerja yang masing-masing dikerjakan oleh 2 orang operator, waktu siklusnya diambil waktu yang terbesar di antara kedua operator tersebut. Setelah diambil waktu siklusnya, ternyata beban kerja dari setiap operator berbeda. Untuk operator main assy (RH) dan (LH), masih terdapat banyak waktu menganggur (idle time) sehingga menyebabkan keseimbangan pada line assembling B ini menjadi kurang.
Untuk memulai perhitungan jumlah stasiun kerja yang ideal dalam proses produksi, terlebih dahulu menghitung total waktu siklus untuk menyelesaikan semua elemen kerja kemudian membandingkannya dengan waktu siklus yang telah di tetapkan.
N = Σ ti / CT ; N = 2198 / 678 ; N = 3,24 = 4 Stasiun kerja
Dari hasil perhitungan jumlah stasiun kerja diatas, disimpulkan bahwa untuk line assembling B ini sudah merupakan line dengan stasiun kerja yang optimal karena memiliki 4 stasiun kerja didalamnya.
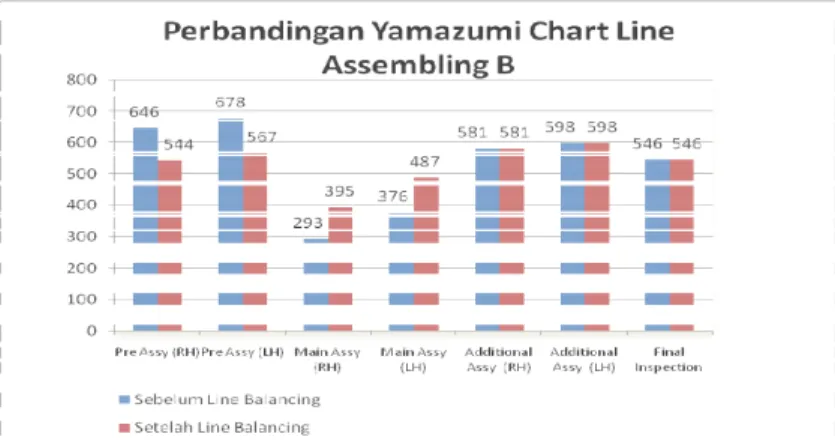
Tabel 4.6 Data Waktu Siklus Per Stasiun Kerja
No
Operator
Cycle Time
1
Pre Assy (RH)
646
2
Pre Assy (LH)
678
3
Main Assy (RH)
293
4
Main Assy (LH)
376
5
Additional Assy (RH)
581
6
Additional Assy (LH)
598
7
Final Inspection
546
Total Cycle Time
3718
No
Station
Cycle Time
1
Pre Assy
678
2
Main Assy
376
3
Additional Assy
598
4
Final Inspection
546
Total Cycle Time
2198
Setelah mengetahui data waktu proses, maka selanjutnya yang perlu di ketahui adalah idle time dari
line assembling B frame chassis BY 913 L. Untuk perhitungan idle time ini, waktu proses terbesar menjadi
patokan dalam menentukan idle time tiap operator.
Jadi, untuk rata – rata idle time yang terjadi pada semua operator sebesar:
= ( 32+385+302+97+80+132 detik ) / 7 operator = 146,85 detik
Setelah mengetahui waktu siklus dan idle time, maka selanjutnya yang perlu diketahui adalah efisiensi dari line assembling B. di bawah ini merupakan perhitungan efisiensi line sebelum improvement:
Eff
====
(Σ ti / (R * T)) * 100%
= ((2198)/(4*678))* 100%
= 81,05 %
Project Statement
Beberapa komponen dalam melakukan suatu pernyataan proyek, terdiri dari:
• Bussiness Case (Latar Belakang Umum)
Dalam menghadapi persaingan bisnis yang semakin ketat, perusahaan harus dapat meminimalisir pemborosan yang terjadi dalam proses produksi. Namun, saat ini perusahaan memiliki permasalahan dengan effisiensi yang rendah karena banyaknya waktu menganggur dari operator dan akan mengalami kenaikkan order secara tentative. Terutama untuk line
assembling B frame chassis BY 913 L OWO 904. Oleh karena itu objek penelitian yang
diambil adalah line assembling B.
• Problem Statement (Pernyataan Masalah)
- Adanya trend yang naik atas permintaan dari customer untuk produksi frame chassis type BY 913 L, sesuai dengan tentative order yang didapat dari bagian Production &
Planning Control (PPC).
- Rendahnya efisiensi line assembling B sebesar 81,05 % yang disebabkan oleh tingginya waktu menganggur dari operator yang terjadi dalam jalannya proses produksi. Rata-rata idle time sebelum dilakukan line balancing sebesar146.85 detik.
• Project Scope (Ruang Lingkup Proyek)
Hanya pada frame chassis type BY 913 L OWO 904 dengan data historis pada bulan Januari – Maret 2012.
• Goal Statement (Pernyataan Tujuan)
Tujuan dari penelitian ini adalah dengan menggunakan analisis Line balancing:
- Dapat meminimalkan waktu menganggur di tiap stasiun kerja sehingga didapat keseimbangan lintasan dengan tingkat efisiensi yang tinggi.
- Meningkatkan produktivitas line assembling seiring dengan permintaan order yang meningkat dari customer.
• Milestone (Batas Waktu Proyek)
Waktu pengerjaan penelitian ini dimulai pada bulan Januari sampai dengan bulan Maret 2012. Berikut penjelasan perbaikan untuk masalah jumlah prosentase dan jumlah pembebanan kerja tiap operator yang tidak merata yang mengakibatkan waktu menganggur di stasiun kerja sehingga didapat keseimbangan lintasan dengan tingkat efisiensi yang rendah.
Untuk memulai analisa penelitian, dibuatkan 4M analisis yang menjelaskan tentang improvement apa yang akan dilakukan untuk meningkatkan efisiensi line assembling. Alternatif improvement yang dipilih adalah efisiensi line dengan analisis line balancing. Ada beberapa pertimbangan yang membuat alternatif tersebut dipilih dalam penelitian ini. Sebagai berikut:
1. Adanya kebijakan perusahaan yang menyatakan bahwa untuk project ini, tidak diperkenankan untuk melakukan suatu investasi apapun baik mesin maupun penambahan operator baru. 2. Fasilitas yang ada pada line assembling sudah dilengkapi dengan fasilitas yang memadai.
Improvement
Untuk memulai perhitungan data waktu yang terdapat dalam proses produksi maka dilakukan pengamatan terhadap setiap kegiatan yang terdapat dalam lantai produksi. Pengamatan yang dilakukan meliputi pengukuran waktu siklus rata-rata kemudian faktor-faktor yang berpengaruh terhadap penyesuaian dan kelonggaran untuk setiap proses yang dilakukan. Waktu siklus yang berhasil dikumpulkan akan diolah terlebih dahulu dengan dengan beberapa pengujian yaitu uji kenormalan data, uji keseragaman dan uji kecukupan data. Pengujian ini dilakukan agar data yang dikumpulkan dapat menggambarkan keadaan proses yang terjadi. Dalam improvement ini, yang akan dibahas lebih dalam adalah stasiun kerja pre assy RH/LH dan main assy RH/LH. Di bawah ini merupakan urutan elemen-elemen kerja dari pre assy RH dan main assy RH.
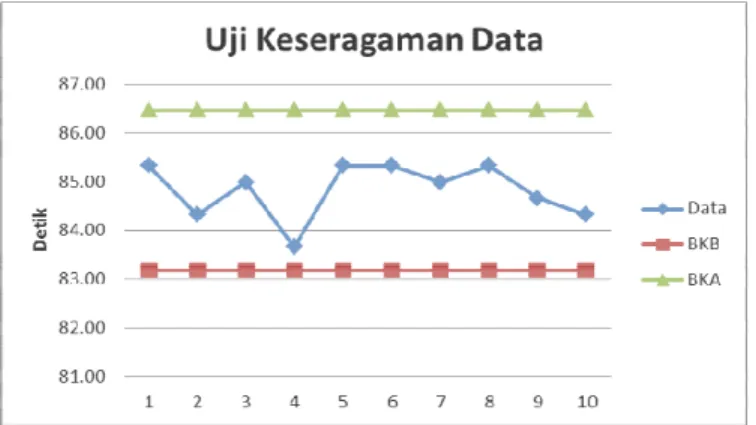
Berdasarkan dari total waktu elemen kerja antara pre assy dengan main assy, terlihat bahwa adanya perbedaan waktu siklus yang terlalu besar. Kemudian dilihat waktu tiap elemen kerja di pre assy RH, terdapat 1 elemen kerja yang mempunyai waktu paling lama yaitu melakukan pengrivetan bracket helper sebesar 78 detik. Maka elemen kerja ini yang akan dilakukan pengujian kecukupan dan keseragaman data, sehingga dapat dibuktikan kebenarannya. Waktu tiap elemen kerja di pre assy LH, terdapat 1 elemen kerja yang mempunyai waktu paling lama yaitu melakukan pengrivetan bracket helper sebesar 85 detik.
Kemudian berdasarkan data waktu diatas, ada beberapa pertimbangan dalam melakukan proses line
balancing, sebagai berikut:
1. Elemen kerja pada stasiun kerja pre assy RH dan LH yang akan di balancing, harus bisa dilakukan oleh operator di stasiun kerja main assy RH dan LH ( Job Balancing ).
2. Waktu siklus yang akan di balancing, haruslah waktu siklus yang terlama dari semua elemen kerja pada stasiun kerja pre assy.
Setelah melalui pertimbangan diatas, maka didapatkan 7 elemen kerja dari stasiun kerja pre assy RH dan LH yang dapat dipindahkan ke stasiun kerja main assy RH dan LH. Dari kedua operator dalam satu stasiun kerja pre assy di atas, terdapat waktu siklus terbesar dari 6 elemen kerja lainnya. Yaitu melakukan pengrivetan sebesar 78 dan 85 detik. Namun, yang akan diuji datanya pada sub bab berikutnya adalah diambil waktu yang terbesar diantara kedua operator yaitu 85 detik.
Pengumpulan data waktu proses pengrivetan bracket helper . Berikut adalah hasil uji keseragaman: Grafik 4.1 Uji Keseragaman Data
Uji Kecukupan Data:
Tabel 4.15 Uji Kecukupan Data
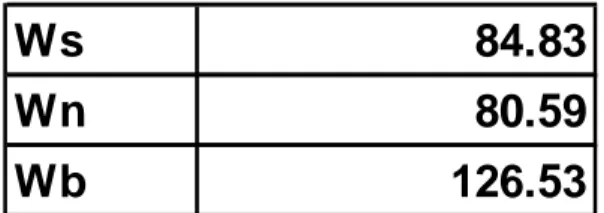
Berdasarkan kedua tabel diatas, maka dapat dihitung waktu normal dan waktu baku dengan menggunakan rumus, dan hasilnya seperti di bawah ini:
Beta= 99% alpha= 1% Zt 3 alpha 0.01 a 300 b 30 c 215927 d 6477025 e 2545 28.0 8405.4
Syarat kecukupan data 3.3
Pengambilan data penelitian 30
Tabel 4.18 Tabel Hasil Perhitungan Wn dan Wb
Setelah dilakukan uji keseragaman dan kecukupan data, langkah selanjutnya adalah memindahkan 7 elemen kerja yang ada pada stasiun kerja pre assy RH dan LH ke stasiun kerja main assy RH dan LH.
Hasil Improvement
Berdasarkan data diatas, setelah dilakukan line balancing maka untuk takt time pembuatan frame
chassis ini menjadi 598 detik. Atau dengan kata lain turun sebesar 80 detik dari takt time awal sebesar 678
detik.
Maka untuk produktivitas line assembling B setelah proses line balancing ini adalah sebagai berikut: Unit / jam = 3600 / Waktu siklus terbesar
= 3600 / 59 = 6.02 ~ 6 unit/jam.
Untuk settingan operator di line assembling B ini tidak ada perubahan. Akan tetapi, untuk operator 3 dan 4 di stasiun kerja main assy ada perubahan elemen kerja. Yang awalnya hanya mengerjakan proses main
assy, sekarang juga melakukan perkerjaan di stasiun kerja pre assy (hasil line balancing). Ada perubahan
pada waktu siklus dari 4 operator. Kemudian waktu menganggur pun sedikit berkurang dengan adanya proses
line balancing ini.
Setelah mengetahui data waktu proses, maka selanjutnya yang perlu di ketahui adalah idle time dari
line assembling B frame chassis BY 913 L. Untuk perhitungan idle time ini, waktu proses terbesar menjadi
patokan dalam menentukan idle time tiap operator.
Rata – rata Idle = ( 54+31+203+111+17+52 detik ) / 7 operator = 66,86 detik
Dengan kata lain idle time untuk semua operator menjadi turun 79.99 detik dari sebelum proses line
balancing sebesar 146,85 detik atau turun sekitar 45, 5 %.
Setelah adanya proses line balancing, maka efisiensi dari line assembling frame chassis BY 913 L. Perhitungan efisiensi setelah line balancing:
Eff
====
(Σ ti / (R * T)) * 100%
= ((2198)/(4*598))* 100%
= 91,89 %
Berdasarkan grafik dibawah ini, terlihat adanya penurunan waktu siklus untuk operator pre assy RH dan LH. Sedangkan untuk operator main assy RH dan LH mengalami kenaikkan waktu siklus dimana dengan demikian akan meminimalisasi idle time.
Ws
84.83
Wn
80.59
Diagram 4.3 Perbandingan Waktu Proses sebelum dan setelah dilakukan line balancing
Diagram 4.4 Perbandingan Idle Time Sebelum dan setelah dilakukan perbaikan
Berdasarkan grafik diatas, terlihat adanya sebagian besar penurunan idle time secara total untuk semua operator di setiap stasiun kerja.
Diagram 4.5 Perbandingan Efisiensi Line sebelum dan setelah dilakukan line balancing
Berdasarkan diagram diatas, terlihat adanya peningkatan efisiensi line assembling B dari 81.05% menjadi 91.89%. Hal ini membuktikkan bahwa dengan adanya perbaikan dari metode kerja di line assembling B ini maka terjadi peningkatan efisiensi yang cukup signifikan, begitu juga dengan adanya peningkatan produktivitas dalam unit/jamnya.
KESIMPULAN DAN SARAN
Kesimpulan
Berdasarkan pengolahan dan analisis data dengan menggunakan analisis line balancing, diperoleh kesimpulan sebagai berikut:
1. Efisiensi line assembling B BY 913 L OWO 904 pada kondisi awal diperoleh sebesar 81.05 % dan rata-rata waktu menganggur operator adalah 146.85 detik/unit.
2. Perbaikan line assembling B dengan analisis line balancing menghasilkan efisiensi lintasan sebesar 91.89 % dan rata-rata waktu menganggur operator sebesar 79.99 detik/unit. Hal Ini menunjukkan adanya peningkatan efisiensi line sebanyak 10.84% dan waktu menganggur dapat dikurangi sebesar 66.86 detik/unit atau berkurang sebesar 45.5 % dari kondisi awal.
3. Berdasarkan target produksi sebesar 1700 unit/bulan di bulan Maret 2012, diperoleh peningkatan produktifitas unit/jam dari line assembling B ini. Line assembling B mengalami peningkatan produktifitas dari 5 unit/ jam menjadi 6 unit/jam.
Saran
Berdasarkan hasil kesimpulan diatas maka saran yang diperlukan bagi pihak perusahaan adalah terus melakukan perbaikan dalam meningkatkan efisiensi di line assembling B.
DAFTAR PUSTAKA
Purnomo, Hari. (2003). Pengantar Teknik Industri. Yogyakarta : Graha Ilmu Ginting, Rosnani. (2007). Sistem Produksi. Yogyakarta : Graha Ilmu
Wignjosoebroto, Sritomo. (2008). Ergonomi, Studi Gerak dan Waktu. (4th edition). Jakarta: Guna Widya. Wignjosoebroto, Sritomo. (2008). Pengantar Teknik Industri. Jakarta: Guna Widya.
Arman Hakim & Yudha Prasetyawan.(2008). Perencanaan & Pengendalian Produksi. (1st edition). Yogyakarta: Graha Ilmu.
Toyota Production System (Basic), Kaizen Standarisasi Kerja.
RIWAYAT HIDUP
Irwandi Adhi Yuswana lahir di kota Jakarta pada tanggal 4 Februari 2012. Menamatkan pendidikan D3 di
Politeknik Manufaktur Astra jurusan Teknik Produksi dan Proses Manufaktur pada tahun 2008. Saat ini bekerja di PT. Gemala Kempa Daya sebagai staff sales admin.
Gunawarman Hartono lahir di kota Cepu pada tanggal 9 Februari 1958. Menamatkan pendidikan S2 di
Nagoya Institute of Technology (NIT), Nagoya, Japan jurusan System Engineering. Saat ini bekerja di Universitas Bina Nusantara sebagai dosen.