BAB III
METODE PENELITIAN
3.1 Jenis Penelitian
Penelitian ini merupakan penelitian deskriptif. Pada penelitian
deskriptif ini, para peneliti berusaha menggambarkan kegiatan penelitian yang
dilakukan pada objek tertentu secara jelas dan sistematis. Penelitian deskriptif
ini hanya berusaha menggambarkan secara jelas dan sekuensial terhadap
pertanyaan penelitian yang telah ditentukan sebelum peneliti terjun
kelapangan dan mereka tidak menggunakan hipotesis sebagai petunjuk arah
atau guide dalam penelitian. (Sukardi, 2013)
3.2 Lokasi dan Waktu Penelitian
3.2.1 Lokasi Penelitian
Lokasi penelitian dilakukan di Area Produksi PT. Sinar Sosro
Tanjung Morawa dengan alasan potensi bahaya yang berada di lingkungan
kerja produksi dan belum adanya ahli K3 yang dimilki perusahaan.
3.2.2 Waktu Penelitian
3.3 Populasi
Populasi penelitian pada penelitian ini adalah Manager HRD dan
Tim P2K3 PT Sinar Sosro
3.4 Sampel
Teknik pengambilan sampel pada penelitian ini adalah total
populasi.
3.5 Metode Pengumpulan Data
3.5.1 Data Primer
Data primer yang diperlukan dalam penelitian ini berupa gambaran
program pelaksanaan pengendalian risiko kecelakaan kerja meliputi Program K3,
Pelatihan K3, dan Rambu Informasi dan Komunikasi (sign board safety).
3.5.2 Data Sekunder
Data sekunder yang digunakan yaitu struktur organisasi tim P2K3,
program-program pelatihan K3 di PT Sinar Sosro dan gambaran umum
PT. Sinar Sosro Tanjung Morawa Deli Serdang.
3.6 Metode Analisis Data
Teknik analisis data secara deskriptif merupakan teknik analisis yang
dipakai untuk menganalisis data dengan mendeskripsikan atau menggambarkan
data-data yang sudah dikumpulkan seadanya tanpa ada maksud membuat
diantaranya seperti penyajian data kedalam bentuk grafik, tabel, presentase,
4.1 Gambaran Umum Perusahaan 4.1.1 Sejarah Singkat PT Sinar Sosro
Merek Sosro yang sudah dikenal masyarakat sebenarnya merupakan
singkatan dari nama keluarga Sosrodjojo. Pendiri awal bisnis ini adalah Bapak
Sosrodjojo dan disebut dengan Generasi I. Beliau mengawali usaha teh wangi
pada tahun 1940 di kota Slawi, Jawa Tengah. Teh wangi yang diperkenalkan
pertama kali itu diberi merek Cap Botol. Produk teh wangi ini dikemas dengan
kertas dan ada gambar botol yang sederhana.
Pada tahun 1965, tanpa sengaja keluarga Sosrodjojo membaca artikel
ilmiah mengenai manfaat teh. Dikarenakan banyaknya manfaat teh yang
diungkapkan dalam artikel tersebut, keluarga Sosrodjojo bertekad untuk
membiasakan budaya minum teh di Indonesia. Namun pada saat itu masyarakat
cenderung lebih menyukai minuman import, dengan alasan bahwa teh harus
diseduh dulu sehingga tidak praktis dan kesegarannya hanya bertahan 2-3 jam
saja.
Alasan tersebut membuat keluarga Sosrodjojo bertekad membuat
minuman teh asli siap minum yang segar setiap saat. Tekad tersebut diwujudkan
dengan dibangunnya pabrik teh botol pertama di dunia dengan nama PT Sinar
Sosro di Jakarta. Merek yang dipakai adalah Teh Botol sosro (TBS). Nama TBS
Generasi II Sosro dimulai dengan inovasi teh siap minum dengan
pendistribusian secara nasional dan mempunyai kantor di daerah Cakung, suatu
daerah perbatasan antara Jakarta Timur dan Bekasi. Generasi III (1990) dimulai
pengembangan usaha minuman ke berbagai variasi cita rasa, target, segmen,
benefit dan kemasan. Cakupan distribusi produk telah menambah kawasan
internasional dan tetap menempati kantor usaha di wilayah Cakung.
Salah satu dari beberapa pabrik Teh Botol Sosro yang berada di bawah
Sosro Group adalah PT. Sinar Sosro Tanjung Morawa Medan. Perusahaan ini
merupakan perusahaan PMDN (Penanaman Modal Dalam Negeri) yang bergerak
di bidang minuman ringan yang tidak menggunakan bahan pengawet dan zat
pewarna. Perusahaan ini diresmikan pengoperasiannya oleh Gubernur Sumatera
Utara pada waktu itu yaitu Bapak Kaharuddin Nasution pada tanggal 28 Juli 1984
dengan nama PT Toba Sosro Kencono.
Pada tanggal 2 Januari 1995, perusahaan ini berganti nama dari PT.
Toba Sosro Kencono menjadi PT. Reksobudi Adijaya. Hal ini terjadi karena
adanya penggantian mesin produksi, dimana mesin milik PT. Sinar Sosro
Kencono dibawa ke Ungaran (Jawa Tengah) sedangkan mesin penggantinya
dibawa dari Jakarta, sehingga PT. Sinar Sosro Kencono berpindah alamat ke
Ungaran. Perpindahan mesin ini didasarkan pada kapasitas produksi dan
permintaan konsumen.
PT. Reksobudi Adijaya hanya 5 tahun beroperasi, karena pada tanggal
memperkuat aset dan bisnis di bidang minuman ringan dalam rangka menghadapi
era globalisasi perdagangan pasar bebas, sehingga PT. Reksobudi Adijaya
berganti nama menjadi PT Sinar Sosro dengan status cabang di setiap unit
pabrikan, sedangkan kantor pusat tetap berada di Cakung Jakarta Timur.
Pabrik Teh Botol Sosro yang berada di bawah Sosro Group, yaitu:
1. PT. Sinar Sosro Cakung (kantor Pusat), Cakung – Jakarta Timur
2. PT. Sinar Sosro Pabrik Tambun, Bekasi – Jawa Barat
3. PT. Sinar Sosro Pabrik Cibitung, Jawa Barat
4. PT. Sinar Sosro Pabrik Ungaran, Semarang – Jawa Tengah
5. PT. Sinar Sosro Pabrik Gresik, Surabaya – Jawa Timur
6. PT. Sinar Sosro Pabrik Pandeglang, Banten
7. PT. Sinar Sosro Pabrik Gianyar, Gianyar – Bali
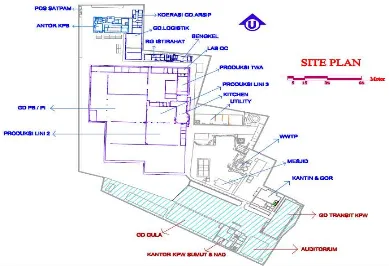
8. PT. Sinar Sosro Pabrik Deli Serdang, Tanjung Morawa – Sumatera Utara
Gambar 4.1 Siteplan PT Sinar Sosro
4.1.2 Visi, Misi dan Filosofi PT. Sinar Sosro Visi dan misi PT. Sinar Sosro adalah sebagai berikut:
4.1.2.1 Visi
Visi PT. Sinar Sosro adalah :
Perusahaan minuman yang dapat melepaskan rasa dahaga konsumen kapan saja,
dimana saja serta memberikan nilai tambah kepada semua pihak terkait.
4.1.2.2 Misi
Misi PT. Sinar Sosro adalah :
1. Membangun merek sosro sebagai merek teh yang alami, berkualitas, dan
2. Melahirkan merek dan produk baru, baik yang berbasis teh, dan
menjadikannya pemimpin pasar dalam kategorinya masing-masing;
3. Membangun dan memimpin jaringan distribusi;
4. Menciptakan dan memelihara komitmen terhadap pertumbuhan jangka
panjang, baik dalam volume penjualan maupun penciptaan pelanggan;
5. Membangun sumber daya manusia dan melahirkan pemimpin yang sesuai
dengan nilai-nilai utama perusahaan;
6. Memberikan kepuasan kepada para pelanggan;
7. Menyumbang devisa ke negara
4.1.2.3 Filosofi PT. Sinar Sosro
Dasar atau Filosofi PT. Sinar Sosro Pabrik Deli Serdang adalah Niat Baik yakni:
1. Peduli terhadap Kualitas
2. Peduli terhadap Keamanan
3. Peduli terhadap Kesehatan
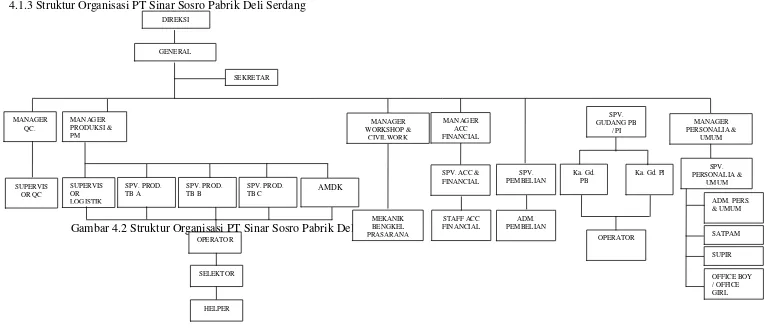
4.1.4 Struktur Organisasi Tim P2K3 PT Sinar Sosro Tabel 4.1 Struktur Organisasi Tim P2K3 PT Sinar Sosro
No Nama Status Jabatan
1 Debora Tamba Ketua Vice General Manager
2 Indra Siregar Wakil Ketua Manager personalia & GA
3 Jusra T. Wakil Ketua Manager produksi &
Maintenance 4 Hendra Syahputra Wakil Ketua Asst. Manager Quality
Control
5 Eva Siagian Wakil Ketua Asst. Manager
Accounting & Finance
6 Abd. Hamid Anggota SPV. PM
7 Rinaldi Anggota Asst. Spv. Personalia &
GA
8 Muhazir Tarigan Anggota Asst. Spv. Produksi & Maintenance
9 Zulfiddin Anggota Spv. Produksi &
Maintenance
10 Ahmad Erwin Anggota Asst. Workshop &
Utility
11 M. Kosasih Anggota Asst. Spv. PBPI
12 Riza Ansari Anggota Asst. Spv. Produksi & Maintenance 13 Rosenta Purba Anggota Asst. Spv. Logistik &
Spare Part 14 Dwi Sari Anggraini Anggota Asst. Spv. Purchasing 15 M. Tri Setia Budi Anggota Asst. Spv. Accounting
& Finance 16 M. E. Azwan Lubis Anggota SPV. Produksi &
Maintenance
17 Budiono Anggota Asst. Spv. Produksi &
Maintenance 18 Andi Triono Anggota Asst. Spv. Produksi &
Maintenance
19 Zulham Anggota Karu PM
21 Wagianto Anggota Operator Mekanik
22 Diana Vianari Anggota Administrasi Personalia
23 Joko Sutrisno Anggota Karu Satpam
24 Ibnu Wardhana Anggota Asst. Spv. QC
25 Tobus Situmorang Anggota Operator Forklift
4.1.5 Uraian Proses Produksi
PT Sinar Sosro yang berada di wilayah Deli Serdang menghasilkan 3
jenis produk minuman, diantaranya Teh Botol, Fruit Tea, dan Prim-A. Proses
produksi ketiga jenis produk yang dihasilkan oleh PT. Sinar Sosro Pabrik Deli
Serdang adalah:
a. Teh Botol
1. Proses Pemasakan Teh Manis Cair Air tanah
Sebagai bahan baku utama, diambil dari kedalaman ± 200 m di bawah
tanah kemudian disterilkan melalui proses water treatment. Air yang
mengalami proses water treatment mengalami tiga perlakuan yaitu air
disaring dengan pasir kuarsa di tanki 1, kemudian dialirkan ke tanki 2
yang berisi karbon, setelah itu dimasukkan ke tanki 3 yang berisi softener.
Setelah melalui proses water treatment, air dimasak hingga 100oC. Air
panas tersebut dialirkan ke tanki teh untuk menyeduh teh wangi yang telah
dimasukkan ke dalam tanki teh. Air panas juga dialirkan ke tanki yang
berisi gula untuk melarutkan gula menjadi sirup gula. Setelah diseduh, teh
dialirkan ke tanki filtrox untuk memisahkan ekstrak teh dari ampas teh.
Dari tanki filtrox ekstrak teh dialirkan ke tanki pencampuran. Pada saat
campuran antara ekstrak teh dan sirup gula menjadi teh manis cair yang
siap diisi ke dalam botol melalui mesin filler.
2. Proses Pencucian Botol
Botol-botol kosong yang telah kembali dari pasar harus dicuci terlebih dahulu.
Krat-krat botol kosong dilewatkan melalui roller yang terhubung dengan
conveyor untuk diangkat oleh mesin crater ke lintasan conveyor menuju bottle
washer. Botol-botol yang telah melewati mesin crater menuju bottle washer
harus disortir oleh operator pos I untuk mengambil botol-botol yang pecah
atau gumpil, botol-botol yang terlalu kotor dan sampah seperti sedotan yang
ikut terangkat. Kemudian botol-botol dicuci pada mesin bottle washer dimana
botol-botol tersebut direndam pada air caustic dengan suhu hingga 90oC untuk
membunuh bakteri sekaligus membersihkan botol. Pada saat akan dikeluarkan
dari mesin bottle washer, botol-botol disemprot dengan hot water untuk
membilas botol dari sisa-sisa air caustic.Setelah itu, botol-botol bergerak
melalui conveyor menuju mesin EBI optiscan. Mesin E.B.I scan berfungsi
untuk mendeteksi benda asing yang masih menempel di bagian dalam dinding
botol. Kemudian botol-botol melewati pos II, dimana operator pos II bertugas
untuk mengambil botol-botol gumpil dan kusam yang terlewat dari pos I dan
mesin bottle washer. Botol-botol yang telah melalui pos II akan menuju ke
filler, sementara itu teh manis cair dialirkan melalui pipa menuju pasteurizer.
Pasteurizer berfungsi untuk memanaskan kembali teh manis cair untuk
membunuh bakteri yang terikut pada saat dialirkan melalui pipa. Kemudian,
crown. Kemudian botol-botol yang telah terisi teh dan ditutup crown akan
melewati mesin video jet untuk diberikan barcode tanggal dan jam produksi.
Setelah itu, produk jadi tersebut melalui pos III untuk disortir apakah tutup
crown telah rapat dan baik, produk yang tidak terkena barcode. Seteleh
melewati pso III, produk kemudian diangkat melalui mesin decrater ke crate.
Produk yang telah jadi harus diinkubasi selama tiga hari sebelum dipasarkan.
b. Fruit Tea
1. Proses Pemasakan Fruit Tea
Air tanah, sebagai bahan baku utama, diambil dari kedalaman ± 200 m di
bawah tanah kemudian disterilkan melalui proses water treatment. Air yang
mengalami proses water treatment mengalami tiga perlakuan yaitu air disaring
dengan pasir kuarsa di tanki 1, kemudian dialirkan ke tanki 2 yang berisi
karbon, setelah itu dimasukkan ke tanki 3 yang berisi softener. Setelah melalui
proses water treatment, air dimasak hingga 100oC. Air panas tersebut
dialirkan ke tanki teh untuk menyeduh teh hitam yang telah dimasukkan ke
dalam tanki teh. Air panas juga dialirkan ke tanki yang berisi gula untuk
melarutkan gula menjadi sirup gula. Setelah diseduh, teh dialirkan ke tanki
filtrox untuk memisahkan ekstrak teh dari ampas teh. Dari tanki filtrox ekstrak
teh dialirkan ke tanki pencampuran. Pada saat yang sama, sirup gula juga
dialirkan ke tanki pencampuran. Hasil campuran antara ekstrak teh dan sirup
2. Proses Pencucian Botol
Botol-botol kosong yang telah kembali dari pasar harus dicuci terlebih dahulu.
Krat-krat botol kosong dilewatkan melalui roller yang terhubung dengan
conveyor untuk diangkat oleh mesin crater ke lintasan conveyor menuju bottle
washer. Botol-botol yang telah melewati mesin crater menuju bottle washer
harus disortir oleh operator pos I untuk mengambil botol-botol yang pecah
atau gumpil, botol-botol yang terlalu kotor dan sampah seperti sedotan yang
ikut terangkat. Kemudian botol-botol dicuci pada mesin bottle washer dimana
botol-botol tersebut direndam pada air caustic dengan suhu hingga 90oC untuk
membunuh bakteri sekaligus membersihkan botol. Pada saat akan dikeluarkan
dari mesin bottle washer, botol-botol disemprot dengan hot water untuk
membilas botol dari sisa-sisa air caustic.Setelah itu, botol-botol bergerak
melalui conveyor menuju mesin EBI optiscan. Mesin E.B.I scan berfungsi
untuk mendeteksi benda asing yang masih menempel di bagian dalam dinding
botol. Kemudian botol-botol melewati pos II, dimana operator pos II bertugas
untuk mengambil botol-botol gumpil dan kusam yang terlewat dari pos I dan
mesin bottle washer. Botol-botol yang telah melalui pos II akan menuju ke
filler, sementara itu fruit tea cair dialirkan melalui pipa menuju pasteurizer.
Pasteurizer berfungsi untuk memanaskan kembali fruit tea cair untuk
membunuh bakteri yang terikut pada saat dialirkan melalui pipa. Kemudian,
botol-botol diisi dengan fruit tea cair oleh mesin filler dan ditutup dengan
crown. Kemudian botol-botol yang telah terisi teh dan ditutup crown akan
Setelah itu, produk jadi tersebut melalui pos III untuk disortir apakah tutup
crown telah rapat dan baik, produk yang tidak terkena barcode. Seteleh
melewati pos III, produk kemudian diangkat melalui mesin decrater ke crate.
Produk yang telah jadi harus diinkubasi selama tiga hari sebelum dipasarkan.
c. Prim-A
1. Proses Pemurnian Air
Pada tahap awal, air dialirkan ke dalam 6 tanki secara bertahap. Air disaring
melalui tanki 1 berisi pasir kuarsa, kemudian melalui tanki 2 dan 3 yang berisi
karbon dan softener. Tanki 4 merupakan tanki buffer 1 yang berisi air karbon.
Tanki 5 merupakan tanki buffer 2, dimana air mengalami demineralisasi.
Tanki 6 merupakan tanki buffer 3 yang berisi karbon dan softener. Air yang
telah melalui 6 perlakuan tersebut kemudian dialirkan ke mesin ozonator.
Pada mesin ini, air mengalami proses ozonifikasi dimana kandungan oksigen
dalam air menjadi meningkat. Air kemudian dialirkan ke filler tank dan siap
dialirkan ke gallon yang telah dicuci.
2. Proses Pencucian Gallon
Proses pembersihan botol bagian luar dilakukan secara manual dengan
menggunakan sabun. Gallon yang telah dibersihkan bagian luarnya kemudian
dimasukkan ke dalam ruang pencucian gallon bagian dalam. Setelah bersih,
maka gallon siap untuk diisi air dari filler tank. Setelah diisi air, gallon di
4.1.6 Risiko Kecelakaan Kerja di Area Produksi PT Sinar Sosro
Area produksi adalah area dengan tingkat risiko kecelakaan kerja
paling besar diantara area lain yang ada di perusahaan seperti area administrasi
dan area workshop. Untuk tingkat risiko yang tinggi maka diperlukan perhatian
dan pengendalian kecelakaan untuk menekan bahkan menghilangkan
kemungkinan terjadinya kecelakaan kerja di area produksi. Ada 3 produk
minuman PT Sinar Sosro yang diproses dengan tingkat risiko kecelakaan kerja
yang tinggi diantaranya produk Teh Botol, Friut Tea dan Prim-A. Ketiganya
memiliki pengendalian kecelakaan kerja yang cenderung setara, seperti Teh Botol
dan Fruit Tea yang merupakan produk dengan hasil produk teh. Pengolahan yang
hampir serupa yaitu sumber air dari keduanya diambil dari kedalaman ± 200 m
dan air kemudian dimasak dengan suhu 90 oC – 100oC. Beberapa sub area
produksi PT Sinar Sosro adalah
Tabel 4.2 Identifikasi Potensi Bahaya Area Produksi
No Area Potensi Bahaya
Sumber
Bahaya Resiko
Pengendalian karna terlalu lama bekerja dengan menggunakan air
- Mengeringkan lantai yang basah - Menggunakan
safety shoes
sebagai
pengaman dari resiko terpeleset - Membatasi waktu
bekerja yang menggunakan air - Menggunakan
pelindung, seperti mantel agar tubuh pekerja
No Area Potensi Bahaya
Sumber
Bahaya Resiko
Pengendalian -Isolasi tidak
sempurna -Korsleting
listrik
- Cedera karena listrik seperti agar tidak terjadi kontak langsung
- Menyediakan alat pemadam
- Cedera seperti terkilir,
ketegangan otot dll
- Manual pallet sebaiknya diganti - Membatasi waktu
No Area Potensi Bahaya
Sumber
Bahaya Resiko
Pengendalian Resiko mengangkat beban yang benar termasuk stres akibat kerja 2. PET Bahaya
- Tertabrak forklift yang berlalu-lalang
- Pemberlakuan larangan bagi orang yang tidak berkepentingan untuk tidak berjalan kaki di area forklift beroperasi - Pengemudi harus
mempunyai
- Cedera akibat terjatuh dari ketinggian - Cedera, seperti
No Area Potensi Bahaya
Sumber
Bahaya Resiko
Pengendalian Resiko tersebut haruslah orang yang sudah terlatih/terbiasa - Menggunakan
alat pelindung diri, seperti safety helmet dan safety seperti ear plug
untuk melindungi - Isolasi tidak
sempurna - Korsleting
listrik
- Cedera karena listrik seperti
- Menyediakan alat pemadam
- Cedera seperti sakit punggung,
No Area Potensi Bahaya
Sumber
Bahaya Resiko
Pengendalian Resiko
nyaman dan otot lebih ergonomis
Bahaya stres akibat kerja 3. Kitchen Bahaya
- Cedera akibat terjatuh atau terpeleset dari tangga
- Cedera akibat terkena air panas
- Melakukan
safety shoes agar tidak terpeleset dari tangga - Menggunakan
alat pelindung diri seperti sarung tangan tahan - Isolasi tidak
sempurna - Korsleting
listrik
- Cedera karena listrik seperti - Pastikan alat-alat
No Area Potensi Bahaya
Sumber
Bahaya Resiko
Pengendalian
- Menyediakan alat pemadam pada alat yang menimbulkan
- Cedera akibat terjatuh atau
No Area Potensi Bahaya
Sumber
Bahaya Resiko
Pengendalian Resiko
pribadi menghilangkan
stres akibat kerja 4. Bottling Bahaya menuju ke lini 3
- Cedera akibat terjatuh atau terpeleset - Cedera akibat
terkena air panas seperti luka bakar
- Jalur tangga oleh pejalan kaki - Pekerja harus
No Area Potensi Bahaya
Sumber
Bahaya Resiko
Pengendalian Resiko jalur masuknya bakteri ke tubuh pekerja -Isolasi tidak
sempurna -Korsleting
listrik
- Cedera karena listrik seperti - Pastikan alat-alat
dalam kondisi
- Menyediakan alat pemadam
- Cedera seperti sakit punggung, gangguan syaraf dan otot
No Area Potensi Bahaya
Sumber
Bahaya Resiko
Pengendalian seperti ozon, dll
- Menggunakan
- Membatasi waktu kerja di ruangan WTP agar resiko akibat terhirup bahan kimia tidak terlalu besar -Isolasi tidak
sempurna -Korsleting
listrik
- Cedera karena listrik seperti - Pastikan alat-alat
dalam kondisi
- Menyediakan alat pemadam
- Cedera karena listrik seperti - Pastikan alat-alat
No Area Potensi Bahaya
Sumber
Bahaya Resiko
Pengendalian -Isolasi tidak
sempurna -Korsleting
listrik
kebakaran baik sebelum menghubungkan
- Menyediakan alat pemadam
kebakaran (APAR)
Bahaya Fisika
-Radiasi layar komputer
- Gangguan pada mata
- Sakit kepala - Disfungsi sistem
saraf
No Area Potensi Bahaya
Sumber
Bahaya Resiko
Pengendalian stres akibat kerja 7 Power
- Ketika terjadi permasalahan
- Ketika terjadi kerusakan
- Cedera akibat terjatuh dari ketinggian - Cedera akibat
terkena uap panas seperti melepuh dan luka bakar - Kehancuran
- Memasang rambu keselamatan di dalam power station
- Melengkapi setiap alat dengan SOP penggunaan alat
- Melakukan pengecekan rutin agar air di dalam boiler tidak habis - Melakukan
No Area Potensi Bahaya
Sumber
Bahaya Resiko
Pengendalian
pada alat yang menimbulkan - Isolasi tidak
sempurna - Korsleting
listrik
- Cedera karena listrik seperti - Pastikan alat-alat
dalam kondisi
No Area Potensi Bahaya
Sumber
Bahaya Resiko
Pengendalian stres akibat kerja 8 Workshop Bahaya
- Cedera akibat tersandung dan tertumbuk peralatan kerja
- Peralatan kerja sebaiknya bunga api dari proses
pengelasan
- Gangguan
pendengaran pada pekerja
- Cedera akibat luka bakar pada pekerja akibat
- Memasang rambu keselamatan di dalam ruang kerja - Memastikan
pekerja
No Area Potensi Bahaya
Sumber
Bahaya Resiko
Pengendalian Resiko listrik hatian dalam
penggunaan -Isolasi tidak
sempurna - Pastikan alat-alat
dalam kondisi
- Menyediakan alat pemadam jadwal istirahat di sela-sela waktu bekerja
No Area Potensi Bahaya
Sumber
Bahaya Resiko
Pengendalian Resiko masalah
pribadi
karyawan untuk menghilangkan stres akibat kerja
Sumber : PT Sinar Sosro Pabrik Deli Serdang
Keterangan Tabel :
AMDK : Air Minum Dalam Kemasan
PET : Plastik Segel Produk
PET : Polyethylene terephthalate
Kitchen : Dapur produk
Bottling : Area pengemasan botol minuman
Water Treatment Plant : Instalasi Pengolahan Air
APAR : Alat Pemadam Api Ringan
Power Station : Pembangkit Listrik
Workshop : Area bengkel produksi
4.2 Gambaran Pengendalian Risiko Kecelakaan Kerja PT Sinar Sosro Tempat kerja merupakan lingkungan yang sangat rentan terhadap
pelbagai risiko kecelakaan kerja. Pengendalian risiko kecelakaan kerja merupakan
langkah dalam manajemen K3 untuk dapat menghilangkan atau mengurangi risiko
dari kecelakaan kerja. Tingkat pengendalian yang diterapkan oleh perusahaan
berbeda-beda, perusahaan dengan tingkat risiko kecelakaan kerja yang besar
maka harus memiliki pengendalian yang sangat maksimal.
PT Sinar Sosro Pabrik Deli Serdang yang bergerak dibidang produk
minuman dinilai memiliki risiko kecelakaan kerja yang tergolong rendah, maka
terbentuknya Tim P2K3 PT Sinar Sosro Pabrik Deli Serdang, perusahaan hanya
menggunakan Standar ISO 9001 sebagai pedoman dalam penerapan K3. Terbukti
dengan perusahaan meraih penghargaan zero accident pada tahun 2006 – 2008.
Pada tahun 2008 telah dibentuk tim P2K3 perusahaan agar aspek K3 di
perusahaan lebih diperhatikan dengan tujuan angka kecelakaan kerja dapat
diminimalisir. Pada tahun 2012 – 2014 adalah hasil dari program tim P2K3
dengan kembalinya perusahaan mendapatkan prestasi zero accident. Beberapa
program dari tim P2K3 antara lain :
1.Program K3
a) Pembentukan tim P2K3
Perusahaan mendirikan P2K3 pada tahun 2008 yang berjumlah
25 orang untuk menanggulangi risiko kecelakaan kerja di
perusahaan. Namun dikarenakan perusahaan belum menerapkan
SMK3 maka peraturan yang dibuat oleh Tim P2K3 secara tertulis
dan secara lisan belum tegas tentang prosedur kerja dan SOP
dalam bekerja untuk mengurangi risiko kecelakaan kerja.
Apabila pekerja melanggar SOP perusahaan pada saat bekerja
maka perusahaan akan memberikan teguran tegas namun hanya
teguran secara lisan dan apabila pekerja kembali melakukan
pelnggaran yang sama maka perusahaan akan memberikan
peringatan secara tertulis berupa Surat Peringatan 1 (SP1), dan
Surat Peringatan 2 (SP2). Apabila pekerja masih melakukan
mngeluarkan Surat Peringatan 3 (SP3) dan pekerja dengan
terpaksa dikeluarkan dari perusahaan.
b) Selalu bekerja tepat waktu.
Memulai pekerjaan dengan tepat waktu dan selesai tepat waktu.
Tujuan dari pengaturan waktu ini karena ada beberapa area kerja
terutama area produksi yang diharuskan membatasi jam kerja
maksimal karena terdapat beberapa risiko kecelakaan kerja yang
akan meningkat apabila jam kerja melebihi batas maksimal.
Seperti pekerja pada bagian proses produksi dengan jumlah jam
kerja yang pada umumnya 8 jam per hari atau 40 jam per minggu
dikurangi menjadi 7 jam per hari atau 35 jam per minggu. Hal ini
dilakukan karena wilayah kerja pekerja area produksi memiliki
kebisingan yang ada di atas Nilai Ambang Batas (NAB) yaitu
sebesar 85 dB. Kebisingan yang dihasilkan berasal dari mesin
produksi pada saat memproduksi botol produk.
Pengurangan jam kerja yang diterapkan merupakan langkah dari
perusahaan untuk mengurangi paparan akibat dari kebisingan
yang dihasilkan mesin. Menurut Manager PGA dan assisten
Quality Control bahwa untuk perusahaan produk minuman yang
memiliki risiko kecelakaan rendah, maka untuk kasus seperti
kebisingan yang melebihi NAB hanya diperlukan langkah
admininstratif sederhana dengan mengurangi jumlah jam kerja
c) Pembatasan Jumlah Jam Kerja dan Pemberlakuan Sistem Shift
Jumlah jam kerja pada area produksi dan adminstrasi dibedakan
jumlahnya karena pada area produksi risiko kecelakaan kerja
lebih besar seperti Kebisingan, tertimpa produk hingga lantai
licin. Pengurangan jam kerja dan pergantian shift adalah langkah
dari perusahaan untuk mengurangi risiko kecelakaan kerja dan
ketulian akibat paparan dari kebisingan mesin yang bekerja
selama 5 hari dalam seminggu.
d) Pemberian APD
Selalu menggunakan Alat Pelindung Diri (APD) selama berada
di lingkungan kerja. Lingkungan kerja terutama area produksi
adalah tempat yang selalu terdapat berbagai risiko kecelakaan
yang sewaktu-waktu menimpa pekerja. Penggunaan APD yang
semestinya bukan langkah utama dalam menghindari pekerja dari
risiko kecelakaan, namun dikarenakan risiko kecelakaan kerja
yang kecil di PT Sinar Sosro maka APD adalah langkah yang
tepat bagi perusahaan dalam mengatasi risiko kecelakaan kerja.
Alat Pelindung Diri digunakan bukan untuk menghilangkan
risiko kecelakaan kerja terhadap pekerja, namun dengan
penggunaan APD maka akibat dari kecelakaan kerja dapat
diminimalisir. Setiap pekerja yang bekerja di daerah yang
memiliki potensi bahaya diwajibkan menggunakan APD yang
Berdasarkan identifikasi potensi bahaya yang telah dilakukan,
keseluruhan area pabrik memiliki potensi bahaya yang
berbeda-beda, sehingga hampir keseluruhan pekerja diwajibkan untuk
menggunakan APD tertentu sesuai dengan jenis potensi bahaya
yang dihadapi. Namun penggunaan APD di PT Sinar Sosro
Pabrik Deli Serdang ini lebih difokuskan kepada pekerja yang
bertugas di bagian produksi, hal ini disebabkan karena potensi
bahaya yang lebih besar serta pekerjaan tersebut berhubungan
langsung dengan temperatur tinggi, kebisingan, dan ketinggian.
Beberapa jenis APD yang disediakan perusahaan bagi perkerja terkait
masing-masing potensi bahaya berupa:
1. Safety shoes;
APD ini merupakan APD standar yang wajib dipakai oleh semua
pekerja yang berada di area pabrik karena perusahaan bergerak
dibidang minuman dan lantai menjadi salah satu sumber risiko
kecelakaan kerja apabila produk minuman tumpah kelantai dan
menjadi awal dari pemicu terjadinya terjatuh.
2. Sarung tangan;
Sarung tangan yang digunakan dalam area ini yaitu berupa sarung
tangan kain, maka dari itu walaupun pekerja tidak bersentuhan secara
langsung dengan produk perusahaan tetapi pekerja tetap diberi APD
berupa sarung tangan kain untuk menghindari tangan pekerja dari
juga digunakan oleh pekerja yang bertugas pada area produksi, seperti
area bottling, kitchen, AMDK, PET, Bengkel dan Workshop.
3. Ear muff dan ear plug;
Ear muff dan ear plug ini digunakan sebagai pelindung telinga karena
mampu mereduksi kebisingan yang ada di lingkungan yang akan
terdengar oleh para pekerja. Jenis APD ini wajib digunakan pada area
bottling, kitchen, power station, dan workshop.
4. Masker;
Penggunaan masker pada unit ini berbeda-beda tergantung pada jenis
peruntukannya. Masker yang digunakan yaitu half mask yang wajib
digunakan pada area bottling agar para pekerja tidak terkontaminasi
bakteri yang terdapat pada botol-botol yang belum dicuci. Half mask
juga wajib digunakan bagi para pekerja yang bertugas di area gudang
PB/PI dan gudang below standard untuk melindungi dari debu yang
terdapat pada area tersebut. Selanjutnya full mask wajib digunakan
pada area workshop untuk melindungi wajah dari percikan api saat
melakukan pekerjaan las. Selain itu penggunaan masker karbon
diwajibkan untuk pekerja yang berhubungan langsung dengan bahan
kimia berbahaya seperti pada area laboratorium quality control.
5. Goggle;
Goggle berguna untuk melindungi mata para pekerja dari pecikan dari
percikan api saat melakukan pekerjaan las. APD ini wajib digunakan
2. Pelatihan K3
Berdasarkan hasil wawancana dengan Manager PGA dan Assisten
Supervisor Quality Control dilaksanakannya pelatihan rutin oleh
Manager PGA yang berkaitan dengan K3 kepada seluruh pekerja PT
Sinar Sosro seperti pelatihan tentang tanggap darurat, pelatihan K3
untuk situasi kebakaran, pelatihan K3 untuk keadaan gempa, briefing
tentang keselamatan dalam bekerja, safety talk mingguan, safety
induction secara lisan bagi karyawan baru. Pelatihan yang diberikan
perusahaan hanya bersifat inhouse training dikarenakan perusahaan
belum memiliki tenaga kerja dengan Sertifikat Ahli K3 dan tidak
menggunakan jasa Ahli K3 dari suatu instansi bidang K3 dikarenakan
biaya yang dikeluarkan akan lebih besar. Pelatihan diberikan oleh
Manager PGA dengan berbagai metode seperti metode presentasi oleh
presentator, metode 2 arah dengan tanya jawab dan pertanyaan yang
diberikan presentator kepada peserta pelatihan. Pelatihan yang
diberikan juga tidak hanya sebatas kepada karyawan perusahaan
khusus area produksi yang merupakan area dengan risiko kecelakaan
kerja terbesar, namun karyawan di bagian administrasi dan satpam
juga diikutsertakan dengan alasan apabila sewaktu-waktu terdapat
risiko kecelakaan kerja yang timbul maka siapapun yang berada di
lokasi kejadian tersebut dapat melakukan tindakan untuk mencegah
3. Informasi dan Komunikasi
Pemasangan rambu-rambu peringatan dan informasi yang tersebar di
lingkungan perusahaan baik diluar maupun didalam area produksi
berupa rambu peringatan bahaya, rambu lalu lintas dan bahan kimia
berbahaya . Rambu dipasang tepat disamping area dan alat yang
mempunyai risiko kecelakaan kerja baik risiko kecil maupun risiko
besar. Rambu yang dipasang dengan sangat sederhana agar siapapun
yang melihat dapat dengan mudah memahami maksud rambu tersebut
termasuk dengan meminimalisir tulisan pada rambu dikarenakan
perusahaan yang bergerak dibidang minuman tentunya banyak terdapat
supir mobil penyuplai kebutuhan perusahaan yang tentu apabila berada
dilingkungan perusahaan maka supir tersebut berada pada area dengan
risiko kecelakaan kerja karena beberaa supir ada yang tidak bias
membaca tulisan. Rambu rambu yang dipasang juga semaksimal
mungkin untuk dapat terlihat dengan jelas simbol, warna dan ukuran
agar siapapun dapat memahami maksud dari rambu dengan mudah.
Namun demikian, menurut 2 informan yaitu Manager PGA
dan Assisten Supervisor QC ada beberapa rambu yang sudah mulai
tidak jelas dikarenakan rambu yang ada sudah sangat lama dan belum
diperbaharui, serta ada beberapa rambu yang ukurannya masih
BAB V PEMBAHASAN
5.1 Gambaran Pengendalian Risiko Kecelakaan Kerja di PT Sinar Sosro Pabrik Deli Serdang
Menurut PP No 50 Tahun 2012 bahwa setiap perusahaan wajib
menerapakan Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3)
diperusahaannya, kewajiban sebagaimana dimaksud berlaku bagi perusahaan adalah
mempekerjakan pekerja/buruh paling sedikit 100 orang atau mempunyai tingkat
potensi bahaya tinggi.
5.1.1 Program K3
PT Sinar Sosro yang sudah berdiri sejak 1984 belum pernah menerapkan
Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3) dan belum memiliki
ahli K3 yang dapat merencanakan program-program SMK3 di perusahaan. Menurut
Adzim (2013) beberapa program K3 adalah Merekrut Ahli K3 dalam merencanakan
Sistem Manajemen Keselamatan dan Kesehatan Kerja dan penerapannya serta
melakukan identifikasi bahaya dan rencana pengendalian terhadapnya.
Berdasarkan hasil penelitian diketahui bahwa PT Sinar Sosro Pabrik Deli
Serdang sejak awal berdiri tidak menerapkan Sistem Manajemen Keselamatan dan
perusahaan sudah menerapkan Standard ISO 9001 : 2008 yang terintegrasi dengan
Sistem Hazard Analysis and Critical Control Points (HACCP).
Pengendalian risiko yang dilakukan oleh perusahaan terhadap pekerja di
area produksi untuk mencegah terjadinya kecelakaan hanya berdasarkan Standard
ISO 9001:2008 dikarenakan perusahan belum pernah menerapkan Sistem Manajemen
Keselamatan dan Kesehatan Kerja (SMK3) sejak perusahaan berdiri. Menurut
Soekidjo (2010) dalam Andani (2014) Usaha pencegahan kecelakaan kerja hanya
berhasil apabila dimulai dari memperbaiki manajemen tentang keselamatan dan
kesehatan kerja. Kemudian, praktek dan kondisi di bawah standar merupakan
penyebab terjadinya suatu kecelakaan dan merupakan gejala penyebab utama akibat
kesalahan manajemen (Soekidjo, 2010).
Pembentukan Tim P2K3 perusahaan PT Sinar Sosro sudah terbentuk
sejak tahun 2008 yang hingga saat ini masih tetap berjalan dan rutin melakukan
pertemuan untuk membahas berbagai permasalahan K3 yang ada diperusahaan baik
temuan berupa pelanggaran pekerja dalam hal K3 (unsafe act) dan risiko kecelakaan
yang diakibatkan lingkungan (unsafe condition).
Ikut serta dalam program BPJS Kesehatan dan BPJS Ketenagakerjaan
Pemerintah, melaksanakan kerjasama dengan rumah sakit terdekat sebagai
rujuakan penanganan kecelakaan kerja ataupun keadaan darurat di tempat kerja
penyedia makanan sehat dengan harga yang terjangku untuk meningkatkan derajat
kesehatan tenaga kerja (Adzim, 2013)
Berdasarkan hasil penelitian, dalam melindungi pekerja dari
kecelakaan kerja maka perusahaan memberikan APD selama berada di lingkungan
kerja seperti kewajiban menggunakan Safety Shoes, Ear Plug/Ear Muff, dan
Sarung tangan. Kondisi ini di dukung penelitian pendapat Santoso (2004) dalam
Saragih (2014) bahwa alat pelindung diri dapat meminimalisir kejadian
kecelakaan kerja pada karyawan yang berada di area yang membahayakan dan
dapat membuat karyawan lebih nyaman dan tenang dalam bekerja.
5.1.2 Pelatihan K3
Dalam menjaga agar angka kecelakaan kerja di perusahaan dapat
diminimalisir sekecil mungkin, maka perusahaan menerapkan program pelatihan K3
di perusahaan (inhouse training) berupa pelatihan tanggap darurat K3, tanggap
darurat kebakaran, gempa, diskusi mengenai temuan risiko kecelakaan kerja di
lingkungan perusahaan terutama area produksi yang menjadi tempat dengan risiko
kecelakaan kerja paling besar. Pelatihan K3yang rutin diberikan oleh Manager PGA
dilaksanakan sekali dalam 3 bulan dan materi yang diberikan menyesuaikan dari
kondisi lingkungan kerja perusahaan pada periode 3 bulan tersebut. Jika terdapat
temuan berupa sikap kerja dan lingkungan kerja yang tidak aman maka topik
Pelatihan yang diberikan perusahaan belum terpenuhi secara dalam
mengenai K3 dikarenakan pelatihan yang diselenggarakan bersifat fleksibel
tergantung pada apa masalah yang ditemukan pada periode tertentu. Menurut Adzim
(2013) menyatakan dasar pelatihan yang diberikan berupa pengertian K3, dasar
hukum K3, tujuan penerapan K3, pengertian bahaya dan faktor bahaya di tempat
kerja, pengertian risiko dan pengendalian risiko K3, pengertian dan sebab-sebab
kecelakaan, kerugian kecelakaan kerja, piramida kecelakaan kerja, upaya pencegahan
kecelakaan kerja, penyakit akibat kerja, tanggap darurat K3, tata cara penggunaan
tabung APAR dan penggunaan APD, izin kerja hingga rambu-rambu K3.
Pelatihan yang diberikan harus sepenuhnya mencakup tentang K3 di
perusahaan, sehingga apabila pelatihan sudah dijalankan maka masalah mengenai K3
yang ada bisa dihilangkan atau diminimalisir.
Menurut Tarwaka (2004) bahwa faktor manusia berupa kurangnya
pengetahuan dan keterampilan merupakan salah satu sebab terjadinya kecelakaan
kerja.Maka dari itu penting bagi pekerja PT Sinar Sosro melakukan pelatihan untuk
meningkatkan pengetahuan terutama dalam hal keselamatan dalam bekerja.
5.1.3 Komunikasi dan Informasi
Untuk selalu mengingatkan para pekerja yang ada di lingkungan kerja
agar terhindar dari kecelakaan kerja, perusahaan memasang beberapa sign board
safety dan informasi tentang cara penggunaan APD, informasi jalur evakuasi dan
Prosedure maupun risiko kecelakaan yang dapat ditimbulkan oleh alat dan bahan
tersebut. Tata tertib selama berada di lingkungan perusahaan terutama bagi tamu
perusahaan seperti menemani tamu apabila berada di lingkungan kerja terutama area
produksi agar mematuhi peraturan yang ada dan tindakan darurat apabila
sewaktu-waktu terdapat kecelakaan di lingkungan kerja. Perusahaan jug menerapkan aturan
akses lalu lintas di tempat kerja dengan diberikan jalur khusus bagi tamu yang
berkunjung.
Komunikasi yang diterapkan PT Sinar Sosro sesuai dengan pendapat
Adzim (2013) bahwa perusahaan wajib memberikan persyaratan K3 untuk pekerja
dan tamu perusahaan, informasi jalur evakuasi dan tempat berkumpul darurat, aturan
mengenai lalu lintas dikarenakan banyaknya kendaraan dan alat berat yang keluar
masuk perusahaan untuk menghindari kecelakaan seperti tabrakan, pengawalan
kepada tamu yang berkunjung ke area perusahaan terkhusus area produksi, dan
penggunaan Alat Pelindung Diri (APD) yang diwajibkan bagi seluruh pekerja dan
tamu yang berada di lingkungan kerja serta tata cara pemakaian APD yang baik dan
6.1 Kesimpulan
Berdasarkan hasil penelitian yang dilakukan, maka dapat disimpulkan bahwa :
1. Penerapan pengendalian risiko yang diterapkan perusahaan sangat baik
dalam menekan angka kecelakaan kerja walaupun perusahaan belum
memiliki SMK3 dan Ahli K3
2. Informasi dan Komunikasi yang diterapkan perusahaan sangat baik dengan
memperhatikan segala aspek mulai pemakaian Alat Pelindung Diri (APD),
jalur evakuasi dan titik kumpul darurat, aturan lalu lintas di perusahaan,
persyaratan K3 untuk pekerja dan tamu perusahaan
6.2 Saran
1. Sebaiknya perusahaan harus sudah menerapkan Sistem Manajemen
Keselamatan dan Kesehatan Kerja (SMK3)
2. Sejalan dengan penerapan SMK3, maka perusahaan juga mulai
mempekerjakan pekerja yang Ahli K3 untuk semakin menunjang manajemen
khususnya P2K3 dan keselamatan para pekerjanya dalam bekerja
3. Pelatihan yang diberikan lebih fokus pada topik Keselamatan dan Kesehatan
4. Dalam waktu dekat akan diusulkan ke perusahaan untuk memperbaharui