Abstrak— Saat ini negara Amerika Utara dan Kanada ba-nyak memakai percetakan rotogravure dalam industri kare-na bisa mencetak kemasan sesuai yang diinginkan konsu-men. Baik buruknya percetakan ini ditentukan oleh faktor cetakan terpotong, kekentalan tinta cetak, suhu tinta, kelembaban, tinta yang digunakan, kekasaran silin-der, tekanan pisau cetak, pernis yang digunakan, ke-cepatan mesin cetak, tinta yang digunakan, pelarut yang digunakan, lilin, pengeras, dan rasio ruang ano-da. Diduga antar variabel tersebut memiliki dependensi a-tau keterkaitan satu sama lain yang cenderung saling me-ngelompok atau dominan. Sehingga untuk mengetahui fak-tor-faktor yang dominan dari variabel asal tersebut dapat dilakukan analisis faktor. Pada praktikum ini akan dibahas mengenai pengujian normal multivariat dan Bartlett, peme-riksaan KMO dan Anti-image correlation, serta analisis fak-tor menggunakan principle component pada data variabel yang mempengaruhi kualitas percetakan atau cylinder bands di Amerika Utara dan Kanada. Data tersebut merupakan data sekunder yang diambil dari website UCI Machine Lear-ning dengan judul “Cylinder Bands”. Hasil uji normal mul-tivariat diperoleh bahwa data variabel yang mempengaruhi Cylinder Bands telah berdistribusi normal multivariat. Mela-lui pemeriksaan Anti-image correlations
dari 14 variabel ha-nya 9 variabel yang dapat dilakukan analisis faktor. Analisis faktor menghasilkan bahwa 9 variabel yang berpengaruh dapat dibagi dalam 4 faktor. Berdasarkan pengelompokan ini diketahui bahwa faktor 1 merupakan faktor mengenai bahan atau material yang digunakan dalam percetakan, untuk faktor 2 merupakan kualitas dari tinta, faktor 3 me-rupakan kualitas silinder dan faktor 4 merupakan perla-kuan yang digunakan dalam percetakan.
Kata Kunci— Analisis Faktor, Anti-image correlation, Bartleet,
Cylinder bands, KMO, Normal Multivariat
I. PENDAHULUAN
Tingkat produktivitas yang tinggi menjadi faktor yang diutamakan dalam menentukan kualitas suatu per-cetakan yaitu dengan meminimalisir keterlambatan pro-ses. Untuk meningkatkan produktivitas dengan alat-alat percetakan yang digunakan lebih efisien dalam waktu, tenaga, dan biaya. Salah satunya adalah percetakan ro-togravure atau cetak dalam. Rotogravure merupakan salah satu teknologi percetakan untuk mencetak media yang terbuat dari plastik, kertas, aluminium, serta PVC. Teknik ini biasanya digunakan untuk packaging agar ke-masan produk yang diinginkan konsumen terlihat mena-rik. Negara Amerika Utara dan Kanada adalah salah satu negara yang menggunakan teknologi ini [1].
Komponen penyusun percetakan rotogravure dan faktor-faktor dari luar dan dalam menentukan baik bu-ruknya hasil kualitas cetak. Misalnya, cetakan terpotong, kekentalan tinta cetak, suhu tinta, kelembaban, tinta yang digunakan, kekasaran silinder, tekanan pisau cetak, per-nis yang digunakan, kecepatan mesin cetak, tinta yang digunakan, pelarut yang digunakan, lilin, pengeras, dan rasio ruang anoda. Faktor-faktor tersebut dijadikan varia-bel untuk dianalisis lebih lanjut [1].
Pada analisis multivariat diduga bahwa antar varia-bel tersebut memiliki dependensi atau keterkaitan satu sama lain yang cenderung saling mengelompok atau do-minan. Sehingga untuk mengetahui faktor-faktor yang dominan dari variabel asal dapat dilakukan analisis fak-tor. Data yang dianalisis tersebut harus memiliki bebe-rapa asumsi tertentu agar dapat diolah dengan hasil yang sesuai dan valid, seperti asumsi independen dan norma-litas multivariat. Pada praktikum ini akan dibahas me-ngenai uji normal multivariat menggunakan nilai koe-fisien korelasi. Uji Bartlett dan pemeriksaan KMO untuk mengetahui adanya hubungan antar variabel yang mem-pengaruhi serta dilakukan analisis faktor dengan metode
Principle Component untuk mengetahui faktor yang do-minan pada data 14 variabel yang mempengaruhi kua-litas percetakan di negara Amerika Utara dan Kanada.
II. TINJAUAN PUSTAKA
A. Pengujian Asumsi Normal Multivariat
Pengujian asumsi normal multivariat dilakukan untuk mengetahui apakah data sudah berdistribusi normal multivariat atau tidak. Hipotesis pengujian normal multivariat yaitu
H0 : Data berdistribusi normal multivariat H1 : Data tidak berdistribusi normal multivariat
Statistik Uji :
q
√
∑
j=1n
(
d
2j− ´
d
2j)
√
∑
j=1n
(
¿¿
j
−´
q
)
r
q=
∑
j=1
n
(
d
2j− ´
d
j
2
)(
q
j
−´
q
)
¿
(2)
keterangan :
d
j2
= Jarak antara vektor obsrvasi dan vektor mean
Analisis Faktor pada Data
Cylinder Bands
yang
Mempengaruhi Kualitas Percetakan di Negara
Amerika Utara dan Kanada dengan Metode
Principle Component
Anisa Nur Fadilah1, Ratna Juwita2, Santi Puteri Rahayu3 Jurusan Statistika, Fakultas Matematika dan Ilmu Pengetahuan Alam,
Institut Teknologi Sepuluh Nopember (ITS) Jl. Arief Rahman Hakim, Surabaya 60111
´
d
2j = Vektor mean (Pusat kontur)q
j = Quantile observasi ke-j´
q
= Rata-rata quantile observasi 1 sampai ke-j dimana,2 ' 1 ( ) ( ) ( )
T
j i i
d x x S x x
(3)
,
1 2
c p j q
n
(4)
keterangan :
S-1= invers matrik kovarian S pxp
xi= objek pengamatan
p = banyak variabel
Daerah Kritis: Tolak H0 jika rQ < r(α ,n) .Jika hasil dari statistik uji memiliki hasil yang kurang dari tabel normal probabilitas koefisien korelasi (r(α,n)), maka dapat disimpulkan bahwa data tidak berdistribusi normal, begitu pula sebaliknya [2].
B. Pengujian Bartlett
Uji ini digunakan untuk menguji apakah terdapat hubungan antar variabel. Uji Bartlett digunakan jika data yang digunakan adalah data yang berdistribusi normal. Hipotesis pengujian Bartlett adalah sebagai berikut [3]. H0 : ρ = I (Antar variabel tidak ada korelasi)
H1 : ρ ≠ I (Antar variabel terdapat korelasi) Statistik ujinya yaitu.
r
1
−´
¿
¿
¿
2¿
¿
T
=
(
n
−
1
)
¿
(5)
dimana
´
r
k=
1
p
−
1
∑
i=1p
r
ik (6)´
r
=
2
p
(
p
−
1
)
∑ ∑
i<kr
ik (7)^
y
=
(
p
−
1
)
2
[
1
−(
1
−´
r
)
2]
p
−(
p
−
2
) (
1
−´
r
)
2 (8)´
r
adalah rata-rata keseluruhan elemen diagonal. Tolak H0 jikaT
>
χ
2(p+1)(p−1)/2,α .C. Pemeriksaan Kaiser Meyer Olkin (KMO)
Nilai KMO yang kecil menunjukkan bahwa analisis faktor bukan sebuah pilihan yang tepat. Nilai KMO dianggap mencukupi jika lebih dari 0,5. Rumus KMO yang diberikan Marija J. Norussis (1986) adalah sebagai berikut [4].
KMO
=
∑
j ≠1
∑
r
ij2∑
j ≠1
∑
r
ij2
+
∑
j ≠1
∑
a
ij2 (9)
Keterangan : r = koefisien korelasi a = koefisien korelasi parsial
D. Analisis Faktor dengan Metode Principle Component
Analisis komponen utama merupakan suatu metode statistika untuk mentransformasi variabel asli yang masih saling berkorelasi satu dengan yang lain menjadi satu set peubah baru yang tidak berkorelasi lagi. Variabel baru itu disebut sebagai komponen utama [3]. Jika diberikan matriks kovarians ∑ dengan vektor random X’ = [X1, X2, ... , Xp] dan matriks kovarians ∑ memiliki eigenvalue
λ1 ≥ λ2 ≥ ... ≥ λp ≥ 0 maka principal component ke-i yang dibentuk adalah sebagai berikut.
Yi =
e
i' X = ei1X1 + ei2X2 + ... + eipXp (10)dengan
Var (Yi) =
e
i' ∑e
i = λi ; i = 1,2,...,p(11) Cov(Yi,Yk) =
e
i'
∑
e
k = 0 ; i,k = 1,2,...,p(12)
Sehingga proporsi variabilitas total yang dijelaskan oleh
principal component ke-k adalah
λ
kλ
1+
λ
2+
…
+
λ
p; k = 1,2, ... , p
(13)
Principal component ke-i dari variabel terstandarisasi Z’= [Z1, Z2, ... , Zp] dengan cov (Z) = ρ adalah sebagai berikut.
Yi =
e
i' Z =
e
i '(
V
1/2)
-1(X-µ) ; i = 1,2,...,p (14)dengan
Y
iZ
ivar
(
¿
)=
ρ
var
(
¿
)=
∑
i=1p
¿
∑
i=1p
¿
(15)
ρ
Yi, Zi=
e
ik√
λ
i (16)Sehingga proporsi variabilitas total yang dijelaskan oleh
λ
kp
; k = 1,2, ... , p (17) dimanaλ
k adalah eigenvalue dari matriks korelasi (ρ
).Adapun struktur kovarians pada model ortogonal dengan menggunakan metode Komponen Utamaadalah.
∑ = LL’ +
ψ
i (18)Sedangkan struktur matriks korelasi pada model ortogonalnyaadalah seperti berikut.
ρ = LL’ +
ψ
i(19)
ψ
i=
¿
σ
ii -∑
j=1
m
l
ij2 ; i=1,2,...,p (20)Percetakan rotogravure adalah cetak dalam yang menggunakan silinder putar tembaga berlapis krom yang sudah diukir. Media yang ingin dicetak ditekan dengan
roller yang berdekatan dengan silinder. Dibawah silinder terdapat bak tinta sehingga media seperti kertas, plastik, dan lain-lain tercetak. Jenis printer, silinder, tinta, pisau cetak bahkan suhu di dalam mesin komponen serta suhu di luar mesin mempengaruhi kualitas yang dihasilkan [1].
III. METODOLOGI PENELITIAN
A. Sumber data
Data yang digunakan pada analisis ini adalah data sekunder yang diambil dari website UCI Machine Lear-ning yang berjudul ‘Cylinder Bands’ [5]. Data tersebut dikumpulkan oleh Bob Evans dari Kota Tennesee, Ame-rika Utara. Data ‘Cylinder Bands’ berisi 39 variabel seba-gai acuan, namun pada penelitian ini data yang digunakan adalah 14 variabel. Setelah dilakukan pemeriksaan dan pengujian analisis faktor yang cocok dianalisis sebanyak 10 variabel. Data diambil hari Rabu, 22 Maret 2017 pada pukul 14.30 WIB.
B. Variabel Penelitian
Variabel penelitian yang digunakan pada analisis ini adalah sebagai berikut.
Tabel 1.Variabel Penelitian
Variabel Definisi Skala
X1 Cetakan terpotong (Proof
cut) Rasio
X2 Kekentalan tinta (Viscosity) Rasio
X3 Caliper Rasio
X4 Suhu tinta (Ink
temperature) Rasio
X5 Kelembaban (Humifity) Rasio
X6 Kekasaran silinder
(Roughness) Rasio
X7 Tekanan pisau cetak (Blade
pressure) Rasio
X8 Pernis yang digunakan
(Varnish pct) Rasio
X9 Kecepatan tekan (Press
Speed) Rasio
X10 Tinta yang digunakan (Ink
pct) Rasio
X11 Pelarut yang digunakan
(Solven pct) Rasio
X12 Lilin (Wax) Rasio
X13 Pengeras (Hardener) Rasio
X14 Rasio ruang anoda (Anode
space ratio) Rasio
Langkah-langkah yang dilakukan dalam analisis ini adalah sebagai berikut.
1. Mengumpulkan data dari website UCI Machine Learning dengan judul Cylinder Bands.
2. Melakukan uji normalitas menggunakan nilai koefisien korelasi.
3. Melakukan uji Bartlett.
4. Melakukan pemeriksaan KMO.
5. Melakukan pemeriksaan nilai Measures of Sampling Adequacy (MSA).
6. Melakukan analisis faktor menggunakan metode
principle component.
7. Membuat kesimpulan dan saran.
IV. HASIL DAN PEMBAHASAN
A. Uji Normal Multivariat pada Data Cylinder Bands
Uji normal multiivariat pada data variabel-variabel yang mempengaruhi cylinder bands adalah sebagai berikut.
Tabel 2.Uji Normalitas Data Cylinder Bands
Korelasi 0,638
Tabel 2 menunjukkan bahwa pada data cylinder bands diperoleh
r
Q (0,638) >r
200(0,05) (0,1161)maka ga-gal tolak H0 yang berarti bahwa data mengenai variabel-variabel yang mempengaruhi kualiatas percetakan atau cylinder bands di negara Amerika Utara dan Kanada ter-sebut berdistribusi normal multivariat.
B. Pemeriksaan Indepensi pada Data Cylinder Bands
Langkah awal sebelum dilakukan analisis faktor a-dalah melakukan pemeriksaan kelayakan data dan uji in-dependensi untuk menentukan hubungan antar variabel pada kasus multivariat, pengujiannya menggunakan pe-meriksaan Kaiser Meyer Olkin (KMO) dan uji Bartleet. Berikut adalah hasil output pemeriksaan KMO dan Bart-leet pada data 14 variabel yang mempengaruhi cylinder bands.
Tabel 3. KMO and Bartlett’s Test
Nilai Pvalue
KMO 0,579
Bartleet 0,000
Berdasarkan Tabel 3, menunjukkan bahwa hasil pe-meriksaan KMO diperoleh nilai KMO (0,579) > 0,5 yang berarti data variabel cylinder bands sudah cukup dan la-yak untuk difaktorkan. Pada uji bartlett diperoleh p-value
(0,000) < α (0,05) maka tolak H0, hal ini berarti bahwa a-danya hubungan antar variabel yang mempengaruhi kua-liatas percetakan atau cylinder bands di negara Amerika Utara dan Kanada. Sehingga dari pengujian tersebut dapat disimpulkan bahwa data mengenai cylinder bands layak untuk digunakan pada analisis multivariat dengan metode analisis faktor.
C. Pemeriksaan Anti-image Correlation pada Data Cylinder Bands
Langkah selanjutnya sebelum dilakukan analisis fak-tor adalah melakukan pemeriksaan hubungan antar variabel. Berdasarkan data variabel yang mempengaruhi
cylinder bands, setiap variabel memiliki satuan yang ber-beda maka digunakan Anti-image Correlation. Berikut adalah hasil output uji Anti-image Correlation pada data
cylinder bands.
Tabel 4.Nilai MSA pada Anti-image Correlation Test
Variabel Elemen Matriks Diagonal
X1 0,79
X2 0,48
X3 0,448
X4 0,345
X5 0,51
X6 0,582
X7 0,511
X8 0,601
X9 0,614
X10 0,617
X11 0,755
X12 0,546
X13 0,488
Pada Tabel 4 di atas diketahui bahwa terdapat 5 va-riabel yang memiliki nilai MSA < 0,5 yaitu vava-riabel vis-cocity (0,48), caliper (0,448), ink temperature (0,345), hardener (0,488), dan anode space ratio (0,432). Karena nilai Anti Image Corelations < 0,5, maka variabel-varia-bel tersebut tidak bisa diprediksi dan tidak bisa dianalisis lebih lanjut sehingga perlu dikeluarkan. Variabel yang di-keluarkan dilakukan secara bertahap yaitu dengan menge-luarkan variabel dengan nilai Anti Image Corelations pa-ling kecil kemudian dilihat lagi nilai MSA sampai semua bernilai > 0,5. Berikut merupakan hasil Anti Image Core-lations setelah semua nilai elemen matriks diagonal berni-lai > 0,5.
Tabel 5. Nilai MSA pada Anti-image Correlation Test
Variabel Elemen Matriks Diagonal
X1 0,807
X2 0,531
X3 0,536
X5 0,543
X6 0,704
X8 0,61
X9 0,682
X10 0,628
X11 0,773
X12 0,734
Tabel 5 di atas merupakan hasil pengeluaran varia-bel dan analisis Anti-image Correlation setelah dilakukan pengeluaran variabel sebanyak 4 kali. Semua nilai MSA sudah lebih dari 0,5 artinya semua variabel tersebut telah berkorelasi dengan baik.
D. Analisis Faktor
Berikut ini akan ditampilkan scree plot untuk me-nentukan jumlah faktor yang diambil.
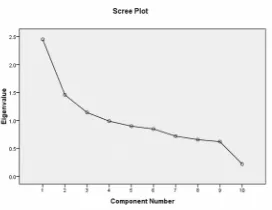
Gambar 1. Screeplot Variabel pada Data Cylinder Bands
Pada umumnya batas jumlah faktor yang diambil ditandai dengan slope yang sangat tajam antara faktor yang satu dengan faktor berikutnya.Berdasarkan gambar 1 di atas, terlihat bahwa garis menurun secara curam adalah pada 3 titik, dalam gambar ketiga titik tersebut juga memiliki nilai eigenvalue yang lebih dari satu.
Reduksi untuk mendapatkan faktor yang terbentuk pada praktikum kali ini adalah berdasarkan nilai kumulatif (%) dari komponen yaitu 60%.
Tabel 6. Total Variance Explain Data Cylinder Bands
Component Total % of VarianceInitial EigenvaluesCumulative %
1 2,450 24,502 24,502
2 1,458 14,584 39,086
3 1,142 11,419 50,505
4 0,988 9,879 60,384
5 0,898 8,979 69,364
6 0,847 8,471 77,834
7 0,720 7,195 85,030
8 0,656 6,564 91,594
9 0,620 6,200 97,794
10 0,221 2,206 100,000
Tabel 6 di atas, diketahui bahwa nilai kumulatif 60% dicapai saat melibatkan 4 faktor. Empat faktor tersebut merupakan faktor yang terbentuk dari variabel yang mempengaruhi kualiatas percetakan di negara Amerika Utara dan Kanada. Diperoleh prosentase komulatif yaitu 60,384% yang berarti bahwa keempat faktor tersebut dapat menjelaskan keragaman variabel awal sebesar 60,384%.
Analisis mengenai seberapa besar keempat faktor yang terbentuk tersebut dapat menjelaskan keragaman masing-masing variabel awal adalah sebagai berikut.
Tabel 7. Communalities
Initia
l Extraction
X1 1,000 0,475
X2 1,000 0,585
X3 1,000 0,688
X5 1,000 0,593
X6 1,000 0,678
X8 1,000 0,834
X9 1,000 0,601
X10 1,000 0,758
X11 1,000 0,395
X12 1,000 0,431
Berdasarkan Tabel 7 di atas, menunjukkan bahwa keempat faktor yang terbentuk tersebut dapat menjelaskan keragaman variansi masing-masing variabel yaitu proof cut sebesar 47,5%; viscosity sebesar 58,5%; caliper
sebesar 68,8%; humifity sebesar 59,3%; roughness
sebesar 67,8%; varnish pct sebesar 83,4%; press speed
sebesar 60,1%; ink pct sebesar 75,8%; solvent pct sebesar 39,5%; dan wax sebesar 43,1%.
Matriks komponen dari analisis principle component data variabel yang mempengaruhi kualitas percetakan atau cylinder bands di negara Amerika Utara dan Kanada yaitu sebagai berikut.
Tabel 8. Component Matrix
Component
1 2 3 4
X1 -0,484
-0,175
0,044 0,456
X2 0,053 0,731 -0,054 0,213
X3 0,036 0,319 0,048 0,763
X5 -0,004 0,762 0,000 -0,107
X6 0,032 0,083 0,808 0,132
X8 -0,903
-0,017 -0,135 0,022
X9 0,104 0,309 0,439 -0,549
X10 0,858
-0,036
0,134 0,035
X11 0,625 0,022 0,017 -0,064
X12 -0,154 0,221 -0,571 0,178
faktor 2, faktor 3, dan faktor 4. Namun pada variabel X1
(proof cut) memiliki nilai maksimum yang sama untuk faktor 1 dan 4 sehingga variabel tersebut dihilangkan. Hasil yang didapatkan adalah sebagai berikut.
Tabel 9. Component Matrix
Component
1 2 3 4
X2 0,035 0,702 -0,021 0,287
X3 -0,009 0,273 0,083 0,801
X5 0,015 0,775 -0,036 -0,095
X6 0,021 0,126 0,760 0,049
X8 -0,902 -0,016 -0,153 -0,018
X9 0,146 0,360 0,381 -0,598
X1 0
0,860 -0,034 0,158 0,067
X11 0,677 0,078 -0,081 -0,183
X1
2 -0,134 0,243 -0,652 0,104
Tabel 9 di atas menunjukkan matriks komponen dari variabel-variabel yang mempengaruhi kualitas percetakan di negara Amerika Utara dan Kanada yang selanjutnya akan dilakukan pengelompokan faktor berdasarkan maksimum dari nilai absolut masing-masing koefisien variabel pada faktor 1, faktor 2, faktor 3, dan faktor 4. Adapun hasil yang didapatkan adalah sebagai berikut.
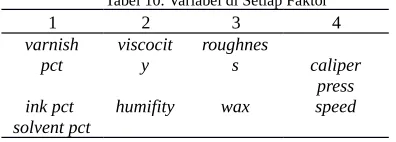
Tabel 10.Variabel di Setiap Faktor
1 2 3 4
varnish pct
viscocit y
roughnes
s caliper
ink pct humifity wax
press speed solvent pct
Berdasarkan tabel 10 diperoleh hasil bahwa variabel-variabel yang dominan pada faktor 1 adalah pernis yang digunakan (varnish pct), tinta yang digunakan
(ink pct), dan pelarut yang digunakan (solvent pct).
Faktor 2 variabel yang berpengaruh adalah kekentalan tinta (viscosity) dan kelembaban (humifity). Faktor 3 variabel yang berpengaruh adalah kekasaran silinder (roughness) dan lilin (wax). Terakhir untuk faktor 4 variabel yang berpengaruh adalah kaliper (caliper), dan kecepatan tekan (press speed). Hal ini berarti antar variabel dalam suatu faktor memiliki korelasi yang tinggi dibanding dengan variabel yang ada dalam faktor lain. Berdasarkan pengelompokkan ini diketahui bahwa faktor 1 merupakan faktor mengenai bahan atau material yang digunakan dalam percetakan, untuk faktor 2 merupakan kualitas dari tinta yang digunakan, faktor 3 merupakan kualitas silinder dan faktor 4 merupakan perlakuan yang digunakan dalam percetakan.
KESIMPULAN DAN SARAN
A. Kesimpulan
Berdasarkan analisis dan pembahasan yang telah diuraikan sebelumnya, maka dapat disimpulkan bahwa.
1. Melalui uji normal multivariat dapat diketahui bahwa data mengenai variabel-variabel yang mempengaruhi kualiatas percetakan atau cylinder bands di negara Amerika Serikat dan Kanada tersebut berdistribusi normal multivariat.
2. Melalui KMO test dan Bartleet test dapat disimpulkan bahwa data mengenai variabel yang mempengaruhi cylinder bands layak untuk
digunakan pada analisis multivariat dengan metode analisis faktor.
3. Pemeriksaan Anti-image Correlation diperoleh hasil bahwa hanya 9 dari 14 variabel yang dapat dilakukan analisis faktor.
4. Melalui analisis faktor didapatkan 4 faktor yang terbentuk dari variabel yang mempengaruhi kualiatas percetakan di negara Amerika Serikat dan Kanada. Keempat faktor tersebut dapat menjelaskan keragaman variabel awal sebesar 60,384%. Variabel-variabel yang dominan pada faktor 1 adalah tinta yang digunakan (ink pct, dan pelarut yang digunakan (solvent pct). Faktor 2 variabel yang berpengaruh adalah kekentalan tinta
(viscosity) dan kelembaban (humifity). Faktor 3 variabel yang berpengaruh adalah kekasaran silinder (roughness) dan lilin (wax). Terakhir untuk faktor 4 variabel yang berpengaruh adalah kaliper (caliper),
pernis yang digunakan (varnish pct), dan kecepatan tekan (press speed). Berdasarkan pengelompokkan ini diketahui bahwa faktor 1 merupakan faktor mengenai bahan atau material yang digunakan dalam percetakan, untuk faktor 2 merupakan kualitas dari tinta yang digunakan, faktor 3 merupakan kualitas silinder dan faktor 4 merupakan perlakuan yang digunakan dalam percetakan.
B. Saran
Saran untuk penelitian selanjutnya adalah sebaiknya peneliti mengetahui asal usul data sekunder tersebut dida-patkan agar kesimpulan yang dihasilkan adalah tepat. Sa-ran bagi perusahaan percetakan adalah benar-benar me-monitoring variabel-variabel yang paling mempengaruhi kualitas agar kualitas cetakan yang dihasilkan sesuai dengan keinginan konsumen.
DAFTAR PUSTAKA
[1] Evans, B., Fisher, D. (1994). Overcoming Process Delays with Decision Tree Induction. IEEE Expert, Vol. 9, No. 1, 60-66.
[2] Johnson R. A., & Winchern, D. W. (2007). Applied Multivariat Statistical Analysis : Sixth Edition. New Jersey : Pearson Prentice Hall.
[3] Rencher, A. (1998). Multivariate Statistical Inference and Application : Second Edition. New York : John Wiley & Sons Inc. (3)
[4] Fanani, Zaenal. (2010). Analisis Faktor. Diakses pada tanggal 2 Maret 2016 dari [https://ml.scribd.com/doc/45659380/Analisis-Faktor].
[5] UCI Machine Learning Repository. (2007). Cylinder Bands. Diakses pada tanggal 15 Maret 2016 dari [http://archive.ics.uci.edu/ml/machine-learning-databases/cylinder-bands].
LAMPIRAN
1. Variabel X1 sampai X7 pada data cylinder bands
55 46 0,2 17 78 0,75 20
55 46 0,3 15 80 0,75 20
62 40 0,433 16 80 30
52 40 0,3 16 75 0,3125 30
50 40 0,267 16,8 76 0,4375 28
50 40 0,3 15 72 0,75 30
. . . .
. . . .
. . . .
50 40 0,233 15 88 0,75 30
45 41 0,2 16,1 74 1 30
50 41 0,2 15,7 80 1 43
30 41 0,333 15,5 74 0,8125 30
40 41 0,267 15,5 76 0,75 28
52 52 0,267 16 78 0,75 30
2. Variabel X7 sampai X14 pada data cylinder bands
X8 X9 X10 X11 X12 X13 X14
13,1 170
0 50,5 36,4 2,5 1 105
6,6 1900 54,9 38,5 2,5 0,7 105
6,5 185
0 53,8 39,8 2,8 0,9 103,87
5,6 146
7 55,6 38,8 2,5 1,3 108,06
8,6 146
7 53,8 37,6 2,5 0,8 103,87
0 223
3 58,8 41,2 1,5 1 106,45
. . . .
. . . .
. . . .
0 2233 58,8 41,2 3 1 106,45
0 180
0 62,5 37,5 2,5 1,2 106,45
0 180
0 62,5 37,5 2,5 1,5 106,45
2,5 190
0 58 39,5 1,9 1,3 114,28
3,6 175
0 60,2 36,1 3 1 117,85
14,1 1250 50,5 53,4 3 0,9 103,22
3. Uji Normal Multivariat
4. Uji KMO dan Bartleet
KMO and Bartlett's Test
Kaiser-Meyer-Olkin Measure of Sampling Adequacy. .579
Bartlett's Test of Sphericity Approx. Chi-Square 663.725
Df 91
Sig. .000
5. Matrik Anti-image Correlation
Anti-image
Correlation X1 .790
a ,031 ... ,079 -,113
X2 ,031 .480a ... ,091 ,186
X3 -,057 -,29
4 ...
-,07 2
-,375
X4 ,009 ,039 ... -,05
7 -,027
X5 ,026 -,17
1 ...
,106 ,158
X6 -,049 -,01
7 ...
-,15 2
-,110
X7 -,010 -,00
9 ... -,019 ,032
X8 -,206 -,00
2 ...
,028 ,102
X9 ,079 -,09
5 ...
-,04 1
-,074
X10 ,025 -,03
7 ...
-,10 6
,037
X11 -,025 ,004
... -,00
9 -,024
X12 -,101 -,07
9 ... -,317 ,009
X13 ,079 ,091 ... .488a ,003
X14 -,113 ,186 ... ,003 .432a
6. Matriks Anti-image Corelation pada pembuangan X4
Anti-image Correlation
X1 .787a ,031 ... ,080 -,113
X2 ,031 .468a ... ,094 ,187
X3 -,059 -,30
1
... -,06
6
-,375
X5 ,027 -,16
9
... ,103 ,157
X6 -,049 -,01
7
... -,15
2 -,110
X7 -,010 -,00
9
... -,01
9 ,032
X8 -,209 -,00
8 ... ,037 ,108
X9 ,080 -,09
2
... -,04
4
-,076
X10 ,024 -,04
7
... -,09
6 ,044
X11 -,026 ,000 ... -,00
4
-,022
X12 -,101 -,07
9
... -,31
7 ,009
X13 ,080 ,094 ... .494a ,001
X14 -,113 ,187 ... ,001 .431a
7. Matriks Anti-image pada pembuangan X14
Anti-image Correlation
X1 .789a ,053
... -,10
1 ,080
X2 ,053 .517a
... -,08
2 ,095
X3 -,110 -,25
3 ... -,016 -,070
X5 ,045 -,20
5 ...
-,10 6
,104
X6 -,062 ,004 ... ,117 -,153
X7 -,006 -,01
5 ... -,175 -,019
X8 -,200 -,02
8 ...
-,10 4
,037
X9 ,072 -,08
0 ...
,187 -,044
X10 ,029 -,05
6 ...
,029 -,097
X11 -,028 ,005
... -,02
0
-,004
X12 -,101 -,08
2 ... .541
a -,317
X13 ,080 ,095
... -,31
7 .487a
8. Matrik Anti-image Correlation pada pembuangan X13
Anti-image
Correlation X1 .808
a ,046
... -,028 -,080
X2 ,046 .533a ... ,005 -,055
X3 -,105 -,24
8 ...
,010 -,040
X5 ,037 -,21
7 ...
,014 -,078
X6 -,050 ,019 ... ,032 ,073
Correlations: qc; dj2
X7 -,005 -,01
4 ...
,035 -,191
X8 -,203 -,03
2 ...
,300 -,098
X9 ,076 -,07
6 ... -,124 ,183
X10 ,037 -,04
8 ...
,009 -,001
X11 -,028 ,005 ... .767a -,022
X12 -,080 -,05
5 ... -,022 .659
a
9. Matrik Anti-image Correlation pada pembuangan X7
Anti-image Correlation
X1 .807a ,051
... -,02
5
-,062
X2 ,051 .531a ... ,002 -,061
X3 -,110 -,24
6 ...
,007 -,023
X5 ,050 -,22
6 ...
,011 -,105
X6 -,038 ,029 ... ,033 ,073
X8 -,207 -,03
3 ...
,301 -,086
X9 ,100 -,07
7 ... -,125 ,146
X10 ,033 -,04
4 ...
,012 ,003
X11 -,025 ,002 ... .773a -,015
X12 -,062 -,06
1 ... -,015 .734
a
10. Matrik Anti-image Correlation pada pembuangan X1
Anti-image Correlation
X2 .532a -,234 ... ,009 -,059
X3 -,23
4
.539a ... ,000 -,030
X5 -,23
1
-,045 ... ,012 -,102
X6 ,028 -,025 ... ,033 ,071
X8 -,02
6
,021 ... ,304 -,101
X9 -,08
3
,135 ... -,123 ,153
X10 -,05
0
,028 ... ,014 ,005
X11 ,009 ,000 ... .758a -,017
X12 -,05
9