1.1 Kekerasan Sebelum Proses Quenching
VHN = = 1,8544
Bahan Original (Tanpa perlakuan )
Karburasi selama 2 jam VHN1 = 1,8544
= 1,8544
VHN10 = 168,581 kgf/mm2
VHN = 162,934 kgf/mm2
Karburasi 4 Jam VHN1 = 1,8544
VHN4 = 1,8544
VHN8 = 165,570 kgf/mm2 Quenching menggunakan oli
VHN = = 1,8544
Bahan Original (Tanpa perlakuan )
VHN6 = 226,145 kgf/mm2 VHN = 238,400 kgf/mm2 Karburasi 4 Jam
VHN1 = 1,8544
VHN = 250,323kgf/mm2
= 1,8544
= 1,8544
1.3 Perhitungan persentase peningkatan kekerasan sesudah
Maka besarnya persentase peningkatan kekerasan baja karbon menengah NS-1045 setelah dilakukan proses Quenching dengan Oli Mesran SAE 40 adalah :
HV =
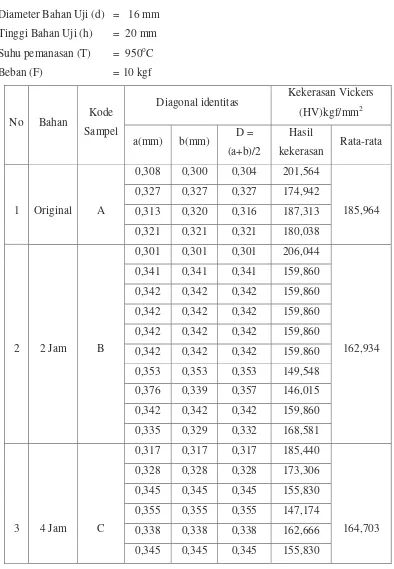
Tabel 1.1. Hasil Uji Kekerasan Permukaan Baja Karbon Menengah Sebelum Proses Quenching
Diameter Bahan Uji (d) = 16 mm Tinggi Bahan Uji (h) = 20 mm Suhu pemanasan (T) = 950oC Beban (F) = 10 kgf
No Bahan Kode Sampel
Diagonal identitas Kekerasan Vickers (HV)kgf/mm2
a(mm) b(mm) D = (a+b)/2
Hasil
kekerasan Rata-rata
1 Original A
0,308 0,300 0,304 201,564
185,964 0,327 0,327 0,327 174,942
0,313 0,320 0,316 187,313 0,321 0,321 0,321 180,038
2 2 Jam B
0,301 0,301 0,301 206,044
162,934 0,341 0,341 0,341 159,860
0,342 0,342 0,342 159,860 0,342 0,342 0,342 159,860 0,342 0,342 0,342 159,860 0,342 0,342 0,342 159.860 0,353 0,353 0,353 149,548 0,376 0,339 0,357 146,015 0,342 0,342 0,342 159,860 0,335 0,329 0,332 168,581
3 4 Jam C
0,317 0,317 0,317 185,440
164,703 0,328 0,328 0,328 173,306
0,331 0,331 0,331 170,128 0,324 0,324 0,324 178,306 0,341 0,341 0,341 159,860 0,343 0,343 0,343 158,495
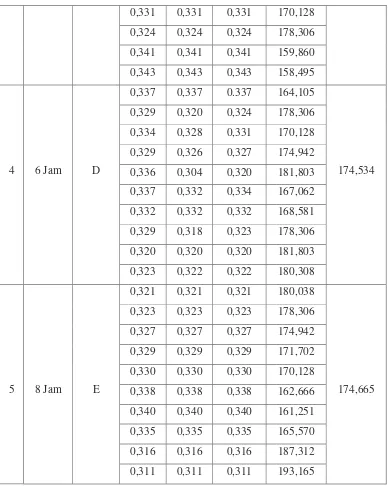
4 6 Jam D
0,337 0,337 0.337 164,105
174,534 0,329 0,320 0,324 178,306
0,334 0,328 0,331 170,128 0,329 0,326 0,327 174,942 0,336 0,304 0,320 181,803 0,337 0,332 0,334 167,062 0,332 0,332 0,332 168,581 0,329 0,318 0,323 178,306 0,320 0,320 0,320 181,803 0,323 0,322 0,322 180,308
5 8 Jam E
0,321 0,321 0,321 180,038
174,665 0,323 0,323 0,323 178,306
0,327 0,327 0,327 174,942 0,329 0,329 0,329 171,702 0,330 0,330 0,330 170,128 0,338 0,338 0,338 162,666 0,340 0,340 0,340 161,251 0,335 0,335 0,335 165,570 0,316 0,316 0,316 187,312 0,311 0,311 0,311 193,165
Tabel 1.2 Hasil Uji Kekerasan Permukaan Baja Karbon Sedang Sesudah Mengalami Proses Quenching Dengan Media Pendingin Oil Diameter Bahan Uji (d) = 16 mm
Tinggi Bahan Uji (h) = 10 mm Suhu Pemanasan (T) = 850oC
No Bahan Kode Sampel
Diagonal identitas Kekerasan Vickers (HV)kgf/mm2
a(mm) b(mm) D = (a+b)/2
Hasil
kekerasan Rata-rata
1 Original A
0,308 0,300 0,304 201,564
185,964 0,327 0,327 0,327 174,942
0,313 0,320 0,316 187,313 0,321 0,321 0,321 180,038
2 2 Jam B
0,278 0,278 0,278 240,831
238,400 0,276 0,276 0,276 243,999
0,275 0,275 0,275 247,252 0,268 0,282 0,275 247,252 0,286 0,286 0,286 228,936 0,285 0,289 0,287 226,145 0,274 0,277 0,275 247,252 0,278 0,272 0,275 247,252 0,289 0,286 0,287 226,145 0,285 0,285 0,285 228,936
3 4 Jam C
0,236 0,226 0,231 349,886
250,323 0,261 0,261 0,261 272,704
4 6 Jam D
0,266 0,266 0,266 264,914
252,923 0,266 0,266 0,266 264,914
0,282 0,270 0,276 243,999 0,272 0,265 0,268 261,183 0,289 0,269 0,279 240,831 0,288 0,269 0,278 240,831 0,289 0,272 0,280 237,743 0,295 0,275 0,285 228,938
5 8 Jam E
0,246 0,235 0,240 325,332
256,842 0,268 0,263 0,265 264,914