BAB III
TINJAUAN PUSTAKA
3. PENDAHULUAN
CNC adalah singkatan dari Computer numerical Control, yaitu suatu mesin atau perkakas yang digunakan untuk proses manufacturing, dimana controllernya menggunakan computer . Mesin Milling CNC adalah mesin milling dimana pergerakan meja mesin (sumbu X dan Y) serta spindle (rumah cutter) dikendalikan oleh suatu program. Program tersebut berisi langkah-langkah perintah yang harus dijalankan oleh mesin CNC. Program tersebut bisa dibuat langsung pada mesin CNC (huruf per huruf, angka per angka), yang hasil programnya disebut dengan program NC, atau dibuat menggunakan PC plus software khusus untuk membuat program NC. Program seperti ini disebut dengan CAM. Kelemahan pembuatan program NC dengan cara manual pada mesin CNC adalah waktu yang dibutuhkan sangat lama, akurasi tidak terjamin, mesin tidak bisa digunakan pada saat pembuatan program NC berlangsung, dan banyak lagi. CNC terbagi dari beberapa jenis dan macamnya diantaranya ada CNC Lathe dan CNC Machining Center
3.1.1 CNC Machining Center
CNC Machining Center merupakan salah satu jenis CNC yang banyak digunakan dalam proses manufacturing, dikatakan machining Center karena mesin ini dapat melakukan seluruh proses machining. Diantaranya: Proses drilling, Milling, Boring, Tapping, dll. Tipe machining Center ada 2 macam, yaitu vertical machining Center dan horizontal machining Center. Untuk tipe vertikal machining Center arah proses
dari atas ke bawah. Sedangkan horizontal machining Center arah prosesnya horizontal, bisa maju atau mundur tergantung design mesin dan programnya.
3.1.2 CNC Lathe
CNC Lathe adalah mesin yang dikontrol dengan kode angka ini diantaranya adalah tersistem secara otomatis, akurat & konsisten dan fleksibel, bahkan untuk proses manufacturing yang sangat rumit sekalipun.
3.2 STANDAR KESELAMATAN KERJA
Sebelum mempelajari tentang proses permesinan dengan mesin CNC, maka ada beberapa hal yang perlu diperhatikan untuk menghindarkan hal-hal yang akan mengakibatkan kecelakaan kerja maupun kerusakan mesin.
Gunakan pakaian kerja yang pas dibadan, jangan terlalu longgar, buang atau
rapikan bagian-bagian pakaian yang menjuntai
Gunakan selalu sepatu keselamatan (safety shoe)
Gunakan kacamata pelindung ketika berhadapan dengan mesin yag sedang
beroperasi
Jangan terlalu dekat dengan meja mesin di saat Pergantian Tool Otomatis
(Auto Tool Change) berlangsung.
Jangan mengganti tool di magazine tool pada saat mesin beroperasi
Jangan membersihkan chip, terutama yang berada di meja mesin pada saat
mesin beroperasi
Jangan membuka pintu panel (bagian belakang mesin) pada saat mesin sedang
beroperasi
Jangan menggunakan sumber arus yang cepat berubah seperti arus yang
dipakai oleh mesin las di area yang berdekatan dengan mesin CNC.
Apabila terjadi hal hal yang tidak diinginkan pada saat mesin sedang
Hentikan putaran mesin dan pergerakan meja maupun spindle sebelum
memasuki mesin untuk penggantian part mesin, pembersihan, ataupun penyesuaian.
Matikan mesin sebelum melakukan perbaikan mesin
Hindarkan sirkuit atau kabel yang terbuka tanpa pengaman.
Bersihkan dinding taper (miring) pada bagian dalam spindle arbor. Hal ini
harus benar benar diperhatikan agar keakurasian pemotongan cutter dapat terjamin
Perhatikan pencekaman benda kerja. Jika benda kerja di cekam pada fixture
ataupun pada meja mesin, pastikan pencekamannya kuat.
Pengoperasian tombol panel. Jangan menekan tombol ataupun switch dengan
memakai sarung tangan
Jangan menyentuh chips dengan tangan telanjang, gunakan sarung tangan Jaga kebersihan lantai di sekitar mesin.
Pastikan koridor/gang/jalan disekitar mesin bersih dari barang-barang yang
menghalangi.
Ingatkan rekan kerja soal keselamatan kerja dan kebersihan area kerja Pastikan hanya operator yang ditunjuk yang boleh mengoperasikan mesin. Jangan mengoperasikan mesin, kecuali yakin tidak akan membahayakan diri
dan rekan kerja,
Jangan meletakkan tool dan alat perlengkapan di dalam mesin yang sedang
beroperasi.
Kembalikan tool dan alat ke tempat semula setelah dipakai. Jangan menyentuh bagian mesin yang berputar.
Jangan memposisikan anggota badan pada celah mesin pada saat mesin sedang
beroperasi.
Jangan membersihkan atau melumasi bagian mesin pada saat mesin sedang beroperasi.
Jangan memakai perhiasan saat mengoperasikan mesin, seperti cincin, gelang,
kalung maupun sejenisnya.
Mengerti, hafal dan paham akan aturan keselamatan kerja Biasakan berdoa sebelum bekerja
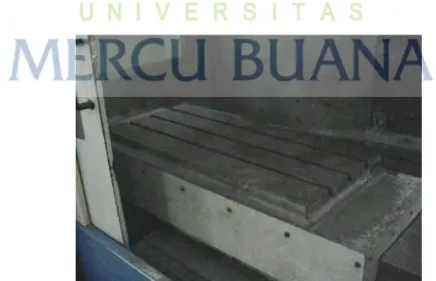
3.3 Komponen-komponen mesin 3.3.1 Meja mesin
Mesin milling CNC bisa bergerak dalam 2 sumbu yaitu sumbu X dan sumbu Y. Untuk masing-masing sumbunya, meja ini dilengkapi dengan motor penggerak, ball screw plus bearing dan guide way slider untuk akurasi pergerakannya. Untuk pelumasannya, beberapa mesin menggunakan minyak oli dengan jenis dan merk tertentu, dan beberapa mesin menggunakan grease. Pelumasan ini sangat penting untuk menjaga kehalusan pergerakan meja, dan menghindari kerusakan ball screw, bearing atau guide way slider. Untuk itu pemberian pelumas setiap hari wajib dilakukan kecuali mesin tidak digunakan. Meja ini bisa digerakkan secara manual dengan menggunakan handle eretan.
Gambar 3.1 Meja mesin 3.3.2 Spindle mesin
Spindle mesin merupakan bagian dari mesin yang menjadi rumah cutter. Spindle inilah yang mengatur putaran dan pergerakan cutter pada sumbu Z. Spindle inipun digerakkan oleh motor yang dilengkapi oleh transmisi berupa belting atau kopling. Seperti halnya meja mesin, spindle ini juga bisa digerakkan oleh handle eretan yang sama. Pelumasan untuk spindle ini biasanya ditangani oleh pembuat mesin. Spindle inilah yang memegang arbor cutter dengan batuan udara bertekanan.
Gambar 3.2 Spindle mesin 3.3.3 Magasin Tool
Satu program NC biasanya menggunakan lebih dari satu tool/cutter dalam satu operasi permesinan. Pertukaran cutter yang satu dengan yang lainnya dilakukan secara otomatis melalui perintah yang tertera pada program. Oleh karena itu harus ada tempat khusus untuk menyimpan tool–tool yang akan digunakan selama proses permesinan. Magasin Tool adalah tempat peletakkan tool/cutter standby yang akan digunakan dalam satu operasi permesinan. Magasin tersebut memiliki banyak slot untuk banyak tool, antara 8 sampai 24 slot tergantung jenis mesin CNC yang digunakan.
Gambar 3.3 Tool Magazine
3.3.4 Monitor
Pada bagian depan mesin terdapat monitor yang menampilkan data-data mesin mulai dari setting parameter, posisi koordinat benda, pesan error, dan lain-lain.
Gambar 3.4 Monitor
3.3.5 Panel Control
Panel control adalah kumpulan tombol-tombol panel yang terdapat pada bagian depan mesin dan berfungsi untuk memberikan perintah-perintah khusus pada mesin, seperti memutar spindle, menggerakkan meja, mengubah setting parameter, dan lain-lain.
Masing-masing tombol ini harus diketahui dan dipahami betul oleh seorang CNC Setter
Gambar 3.5 Panel kontrol
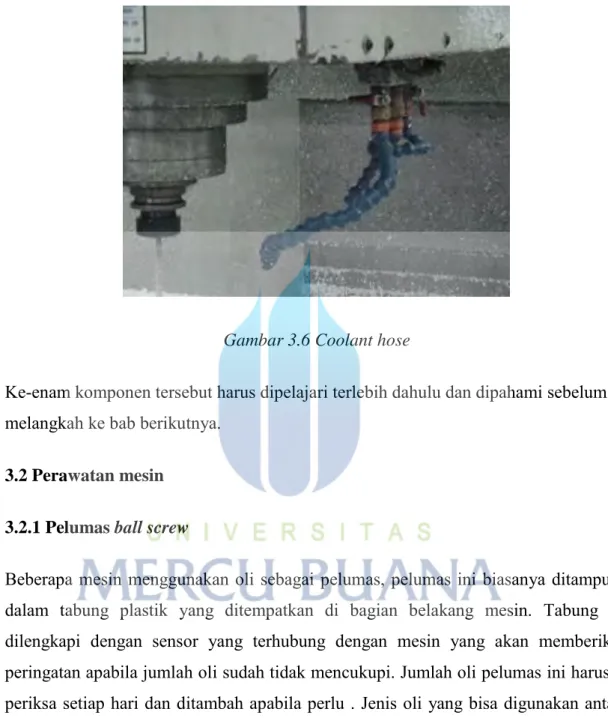
3.3.6 Coolant hose
Setiap mesin pasti dilengkapi dengan sistem pendinginan untuk cutter dan benda kerja. Yang paling umum digunakan yaitu air coolant dan udara bertekanan, melalui selang yang dipasang pada blok spindle.
Gambar 3.6 Coolant hose
Ke-enam komponen tersebut harus dipelajari terlebih dahulu dan dipahami sebelum melangkah ke bab berikutnya.
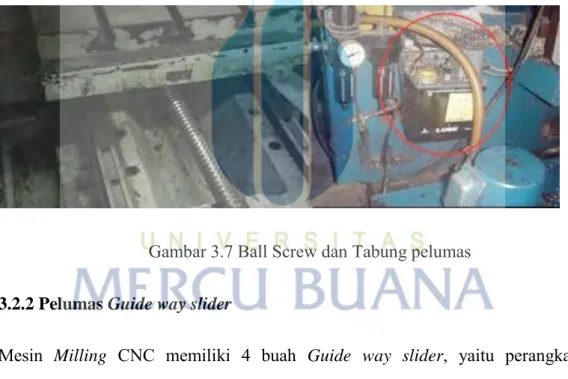
3.2 Perawatan mesin 3.2.1 Pelumas ball screw
Beberapa mesin menggunakan oli sebagai pelumas, pelumas ini biasanya ditampung dalam tabung plastik yang ditempatkan di bagian belakang mesin. Tabung ini dilengkapi dengan sensor yang terhubung dengan mesin yang akan memberikan peringatan apabila jumlah oli sudah tidak mencukupi. Jumlah oli pelumas ini harus di periksa setiap hari dan ditambah apabila perlu . Jenis oli yang bisa digunakan antara lain Vactra Oil no 2, ESSO K68, Shell T68.
Beberapa perusahaan menggunakan oli Hidrolik no 32, namun hal ini tidak dianjurkan. Satu hal yang juga sangat penting dilakukan terkait dengan pelumas ball screw ini adalah kepastian terdistribusikannya pelumas ini secara merata ke tempat-tempat yang seharusnya. Pelumas ini di distribusikan dari tabung belakang menuju meja mesin melalui pipa kecil dengan bantuan pompa. Apabila ada measalah dengan
sistem distribusi, maka meja aka bergerak tanpa pelumas, akibatnya dalam waktu singkat ball screw akan rusak (aus, terbakar, dll), bearing akan hancur, dan biaya yang dikeluarkan untuk memperbaikinya akan sangat mahal.
Pastikan bahwa pelumas terdistribusi dengan benar dengan cara membuka tutup meja secara periodik dan memeriksa apakah pelumas terdistribusi dengan benar. Lakukan pemeriksaan ini sebulan sekali. Gejala awal dari kerusakan ball screw atau bearing dapat dideteksi dari bunyi kasar yang dikeluarkan meja ketika meja digerakkan. Lakukan segera pemeriksaan apabila ini terjadi.
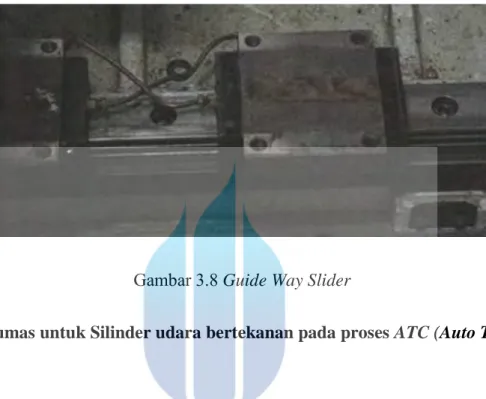
Gambar 3.7 Ball Screw dan Tabung pelumas 3.2.2 Pelumas Guide way slider
Mesin Milling CNC memiliki 4 buah Guide way slider, yaitu perangkat yang menyangga semua beban berat meja, dan membawa meja bergerak ke sumbu dan Y. Guide way ini bertanggung jawab atas akurasi pergerakkan meja dan kemulusan gerakannya. Hubungan antara guide way, rel landasan dan meja mesin adalah mutlak sliding fit, tidak diperkenankan adanya kelonggaran sedikitpun.
Apabila itu terjadi, maka akurasi pergerakan akan melenceng jauh, dan bearing serta ball screw akan cepat rusak. Untuk menjaga konsistensinya, pergerakan guide way ini juga harus selalu dibantu oleh pelumas. Kebanyakan mesin menyatukan pelumas ini
dengan pelumas pada ball screw. Tetapi ada beberapa mesin yang memisahkannya. Untuk tipe mesin ini Anda harus memeriksa distribusi pelumasan juga secara terpisah.
Gambar 3.8 Guide Way Slider
3.2.3 Pelumas untuk Silinder udara bertekanan pada proses ATC (Auto Tool
Change)
Pada proses ganti tool secara otomatis, mesin menggunakan pneumatic cylinder yang dibantu udara bertekanan (angin) sebagai tenaganya. Udara bertekanan itu mendorong poros yang ada didalam Cylinder yang pada gilirannya akan mendorong tuas pada magasin untuk mengeluarkan tool. Untuk cylinder inipun dibutuhkan pelumas yang harus selalu kita periksa kecukupannya. Pelumas ini biasanya diletakkan pada tabung plastik kecil yang diletakkan di depan cylindernya.
Meskipun pelumas untuk cylinder ini sangat awet, bisa bertahan sampai bertahun-tahun tanpa harus ditambah, tetapi pemeriksaan secara periodik tetap harus dilakukan untuk mengantisipasi kebocoran. Jenis pelumas untuk cylinder ini bisa menggunakan oli hidrolik no.32, oli yang sama yang biasa digunakan pada mesin jahit.
Gambar 3.9 Pelumas ATC Pneumatic Cylinder 3.2.4 Saringan udara panel belakang mesin.
Pada bagian belakang mesin terdapat panel tempat menyimpan perangkat keras mesin tersebut. Panel tersebut berisi kartu pengatur (untuk spindle, motor servo, amplifier), relay dan lain-lain. Pada saat mesin dihidupkan, hal ini akan meningkatkan suhu pada ruangan dalam, oleh karena itu pada pintu panel belakang biasanya dipasang satu exhaust fan yang menarik udara luar ke dalam ruangan panel selama mesin di hidupkan. Pada pintu fan ini di pasang filter mat untuk menyaring debu yang ikut tertarik, dan filter ini akan cepat sekali kotor tertutup debu (tergantung dari lingkungan ruangan mesin ditempatkan). Apabila filter ini tersumbat debu, fan akan gagal mendinginkan ruangan panel, dan akibatnya hardware dalam ruangan panel akan mengalami overheat dan mengalami kerusakan. Bersihkan filter fan pada pintu ruangan panel belakang SETIAP HARI.
Gambar 3.10 Saringan udara panel mesin 3.2.5 Tangki Coolant
Setiap mesin memiliki tangki khusus untuk penampungan coolant (pendingin) dengan kapasitas yang berbeda-beda, berkisar antara 200 hingga 700-an liter air, tergantung dari ukuran mesin. Alur yang terjadi pada proses pendinginan benda kerja oleh coolant adalah sebagai berikut : coolant pada tangki ditarik oleh pompa menuju inlet yang terpasang pada (biasanya blok spindle mesin) melalui selang fleksible. Inlet akan mengeluarkan coolant ke arah benda kerja atau tool (tergantung arah yang dinginkan operator) dengan kapasitas semburan yang bisa di atur.
Coolant tersebut kemudian akan mengalir kembali ke dalam tangki coolant yang berada di bagian bawah mesin. Pada saat coolant kembali mengalir ke tangki penampungan, chip yang halus akan ikut terbawa masuk karena ukurannya yang kecil sehingga bisa masuk ke celah yang kecil dan berbobot cukup ringan sehingga mudah terbawa arus coolant. Tumpukan chip halus pada tangki coolant dalam jumlah banyak akan mengakibatkan tersumbatnya saluran keluar dari tangki menuju selang, dan akibatnya coolant tidak akan keluar dari inlet. Permesinan pada material logam HARUS SELALU MENGGUNAKAN COOLANT. Bersihkan tangki secara periodik
(2 minggu sekali atau sebulan sekali, tergantung dari produktifitas mesin dan jenis material yang digunakan).
Gambar 3.11 Tanki Coolant
Selain perawatan rutin komponen di atas, kebersihan bodi mesin secara keseluruhan harus dijaga SETIAP HARI KERJA tanpa kecuali.
3.2.6 Tombol pada panel control
Panel kontrol adalah pusat pemerintahan dari mesin CNC. Dari panel kontrol inilah semua perintah pergerakan mesin dikeluarkan. Setiap Setter mutlak harus memahami semua fungsi dari panel kontrol.
Gambar 3.12 Fungsi Tombol CNC Milling 3.3 Bahasa Pemrograman
Bahasa pemrograman adalah format perintah dalam satu baris blok dengan menggunakan kode huruf, angka, dan simbol. Mesin perkakas CNC mempunyai perangkat komputer yang disebut Machine Control Unit (MCU), yakni suatu perangkat yang berfungsi menerjemahkan bahasa kode ke dalam bentuk gerakan persumbuan sesuai dengan bentuk benda kerja. Kode – kode bahasa dalam mesin perkakas CNC dikenal dengan kode G dan kode M. Kode – kode ini sudah distandartkan oleh ISO atau badan internasional lainnya. Dalam aplikasinya kode huruf, angka, dan simbol pada mesin perkakas CNC bermacam – macam tergantung sistem kontrol dan tipe mesin yang dipakai, tetapi prinsipnya sama. Sehingga untuk pengoperasian mesin perkakas dengan tipe yang berbeda tidak akan ada perbedaan yang berarti. Misal : mesin perkakas CNC dengan sistem kontrol EMCO, kode – kodenya dimasukkan dalam standart DIN. Dengan bahasa kode ini dapat berfungsi sebagai media komunikasi mesin operator, yakni untuk memberikan informasi data kepada mesin untuk dipahami.
Fungsi Kode Fungsi Kode G
G01 : Gerak lurus dengan adanya penyayatan (Cutting Feed) G02 : Gerak melingkar searah jarum jam (Clock Wise)
G03 : Gerak melingkar tidak searah jarum jam (Counter Clock Wise)
G04 : Waktu tunggu / Dwell
G28 : Automatic Zero Return axis Z G30 : Automatic Zero Return axis X dan Y G40 : Cutter Radius Offset cancel
G42 : Proses Point penentuan Titik Tengah G43 : Perintah untuk nilai offset
G54 : work coordinant system 1 selection G55 : work coordinant system 2 selection G56 : work coordinant system 3 selection G90 : Absolute command
G91 : inkremental comand G98 : initial point level return
Fungsi Kode M
M00 : Program stop secara permanen M01 : Optional stop
M04 : Spindle berlawan arah jarum jam M05 : Spindle Stop
M06 : Automatic Tool Change (ATC) M07 : Oil Shot On
M08 : Coolant On
M09 : Oil Shot, Coolant OFF M12 : 4th axis Clamp
M13 : 4th axis Unclamp M19 : Spindle orientation
M20 : Automatic power Shut Off M21 : Star of index by the index table M29 : Rigit Tapping
M30 : Program end and rewind M31 : Interblock bypass ON M32 : Interblock bypass Off M33 : Tool Storage
M40 : Spindel neutral M41 : Spindle low speed
M42 : Spindle High speed (middle) M43 : Spindle high speed
M49 : Override Cancel ON M50 : Oil hole Drill coolant ON M51 : Air Blow ON
M52 : Dust Collector air Blow ON M53 : Sensor air Blow ON
M55 : Oil mist ON
M58 : dust Collector air blow, sensor air blow OFF M59 : Air blow OFF
M66 : Tool skip ON M70 : Work counter M93 : Alarm ON M94 : Alarm OFF M98 : Sub Program Call M99 : Sub Program End Fungsi Kode T
Fungsi kode T adalah memberi tahu Tool nomor brapa yang dipakai yang terdapat didalam magazine tool.
Fungsi Kode F
Fungsi kode F adalah untuk menentukan kecepatan potong / kecepatan makan.
Cara Mencari F : VC =
Dimana : VC = F = Kecepatan Potong Π = 3,14
d = diameter
n = Putaran Spindle Fungsi Kode X, Y, Z, dan B
Fungsinya adalah untuk menentukan koordinat suatu benda kerja
Fungsi Kode S
Fungsi kode S adalah untuk kecepatan spindle. Misal S1000 maka, kecepatan Spindlenya 1000 Rpm. Fungsi Kode N
Fungsi kode N adalah awal program dari satu tool. Fungsi Kode H
Fungsi Kode H adalah untuk penentuan OFFSET Fungsi Kode R
Fungsi Kode R adalah untuk penentuan Radius Fungsi Kode D
Fungsi Kode D adalah untuk penentuan Diameter 3.3.1 Tool yang digunakan
Pada mesin MC Center banyak sekali jenis Tool yang digunakan sesuai dengan apa yang kita kerjakan, namun yang paling penting adalah chuck atau alat bantu cekam yang disesuaikan dengan cavity atau desain chucknya, ada yang satu cavity, ada yang multi cavity, dilihat dari bentuk dan volume partnya. Tool yang di pakai pada mesin MC Center terdiri dari tool holder ( BT 40 ), tools ( mata pahat ) dan insert.. untuk proses roughing biasanya menggunakan bor / drill, flat drill dari material HSS, dan untuk proses finishing menggunakan tool tambahan, antara lain : SA, SB, SC, SD dan lain – lain. Pada garis besar tool yang dipakai yaitu :
Bor / Drill
Bor / drill digunakan untuk membuat diameter dalam yang tidak memerlukan tingkat kehalusan ( proses Roughing ). Bor yang digunakan diameternya disesuaikan dengan standart kerja / gambar kerja.
Reamer
Reamer digunakan untuk membuat diameter dalam setelah melalui proses pengeboran dengan tujuan agar tercapainya tingkat kehalusan sesuai dengan standart kerja maupun gambar kerja. Diameter reamer sudah baku sama seperti halnya mata bor, diantaranya : 12,5 mm, 13 mm, 9 mm, 18 mm, dan sebagainya. Sebelum proses reamer biasanya dilakukan proses pengeboran dengan diameter mata bor yang digunakan berkisar 0,5 – 1,0 mm lebih kecil dari diameter reamer dengan tujuan tercapainya tingkat kehalusan secara maksimal.
Macam – macam tipe Reamer : SA ( Strigh Reamer )
Berfungsi untuk membuat diameter dalam dengan toleransi khusus dan kehalusannya harus dikendalikan Rz 12,5 μm sampai Rz 3,2 μm.
SB ( Step Reamer )
Berfungsi untuk membuat diameter dalam dengan toleransi khusus dan kehalusannya harus dikendalikan Rz 12,5 μm sampai Rz 3,2 μm.
SC ( Seat Reamer )
Berfungsi untuk membuat diameter dalam yang mempunyai dengan toleransi khusus dan kehalusannya harus dikendalikan Rz 12,5 μm sampai Rz 3,2 μm.
Booring Tools
Booring Tools sangat praktis dan mudah disetting dan surface yang dihasilkan sangat halus ( Rz 1,6 μm sampai Rz 0,8 μm ), pemakaian tools ini hanya untuk diameter dalam yang toleransinya sangat presisi dan
konsentris. Harga tools ini sangat mahal dan hanya dapat dibeli pada suplayer tertentu.
Face Mill
Dipakai pada proses permukaan lebar dan panjang dengan kehalusan ( roughness Rz 12,5 μm ) dengan kecepatan potong disesuaikan dengan kebutuhan atau sasaran yang ingin dicapai ( sesuai dengan rumus yang telah ada )
3.3.1.2 Tool yang digunakan untuk membuat Ulir 1. Drat luar
Threading endmill ( khusus untuk proses helical interpolation )
Contohnya : TPI 20, TPI 16, TPI 14 dan sebagainya ( whitworth type ), pitch 1, pitch 1,25. Pitch 1,5 dan sebagainya ( metrik type )
Dies, contohnya : W20 TPI 20, W32 TPI 20, M35Xp1.5-6e, PF1/2TPI14, TW 19 TPI 8 PT1/2TPI14, dan sebagainya.
2. Drat Dalam
Threading Endmill ( khusus untuk proses helical interpolation ) contohnya : TPI 20, TPI 16, TPI 14 dan sebagainya ( Whitworth type ), pitch 1, pitch 1,25, pitch 1,5 dan sebagainya ( Metrik type ).
Tap, contohnya : W38 TPI 16, PT 1/8 TPI 19, M4XP0.7-6g, G1/2TPI 14, W42 TPI 20, 212.7 TPI20, PT ¾ TPI 14, dan sebagainya.
3.3.1.3 Material yang dikerjakan
Material yang diproses pada mesin MC center Terdiri dari beberapa macam diantaranya :
1. Brass ( kuningan )
Kuningan merupakan logam paduan tembaga ( Cu) dengan campuran Zn, Pb, Sn dan lainnya, Seperti : Fe, Al dengan kadar tembaga diatas 50 %. Sifat – sifat unggulnya antar lain : kekuatan, daya tahan korosi dan ketahanan ausnya jauh lebih baik, mudah dipateri, mudah meluncur dan mudah dikerjakan. Misalnya : dicetak, diekstrusi,
ditarik, dipress, ditempa, dan dirol. Paduan tembaga diproduksi dalam cetakan, pelat, lembaran, batang profil, pipa, pita dan kawat.
Kuningan sukar dituang atau dicetak tekan, tapi dapat digunakan untuk bagian halus seperti fitting. Karena titik cairnya relatif tinggi yaitu antara 870 – 1040o C Die harus dibuat dari baja tahan panas ( heat resisting alloy steel ). Karena suhu tuang yang tinggi ini, paduan tembaga dipanaskan dalam dapur terpisah dan dituangkan ke dalam mesin dalam keadaan cair dan plastis.
3.3.1.4 Material Tool Potong ( Cutting Tool )
Praktek Produksi saat ini menimbulkan permintaan yang lebih berat pada mesin perkakas. Untuk menampung berbagai kondisi yang dikenakan padanya, telah dikembangkan bahan perkakas yang beraneka ragam. Bahan yang paling baik untuk digunakan bagi tugas tertentu adalah yang akan memproduksi suku cadang mesin dengan biaya paling murah. Sifat yang diinginkan untuk setiap bahan pahat termasuk kemampuan untuk menahan pelunakan pada suhu tinggi, koefisien gesek rendah, mutu ketahanan yang baik terhadap gerusan, ketahanan yang tinggi untuk mengatasi retakan.
Tidak umum untuk mencari beberapa jenis bahan pahat yang beroperasi pada benda kerja tertentu pada saat yang sama. Sebagai contoh adalah membubut dua diameter yang berbeda, yaitu kecepatan pemotongan pahat pada diameter kecil mungkin sangat berbeda dari pahat lain yang secara serentak memotong diameter yang besar.
Bahan utama yang dipakai dalam perkakas pemotong adalah sebagai berikut :
1). Baja kecepatan Tinggi
Baja kecepatan tinggi mengandung paduan tinggi, mempunyai kemampuan dikeraskan sangat baik, tetap
sekitar 650o C, kemampuan sebuah pahat untuk mencegah pelunakan pada suhu tinggi dikenal sebagai kekerasan merah dan merupakan mutu yang diinginkan. Baja pahat pertama yang mempertahankan tepi pemotongan sampai hampir panas merah dikembangkan oleh Freed W. Taylor dan M. White pada tahun 1900. Didapatkannya dengan menambahkan wolfram 18 % dan Chrom 5,5 % kepada baja sebagai pemadu utama. Praktek saat ini pada produksi baja kecepatan tinggi tetap menggunakan dua elemen ini dalam persentasi yang hampir sama. Elemen paduan lain yang umum adalah vanadium, molibdin dan kobalt. Meskipun terdapat berbagai komposisi baja kecepatan tinggi, tetapi dapat dikelompokkan dalam tiga kelas sebagai berikut :
a. Baja kecepatan tinggi 18 – 4 – 1. Baja ini mengandung wolfram 18 %, Chrom 4 % dan vanadium 1 %, dan dianggap sebagai salah satu dari baja pahat serba guna yang paling baik.
b. Baja kecepatan tinggi molibdin. Beberapa baja kecepatan tinggi menggunakan molibdin sebagai elemen pemadu utama, karena satu bagian akan menggantikan dua bagian wolfram. Baja molibdin seperti 6 – 4 – 6 – 4 – 2 mengandung wolfram 6 %, molibdin 6 %, chrome 4 %, dan vanadium 2 % mempunyai ketahanan dan kemampuan memotong sangat baik.
c. Baja kecepatan sangat tinggi. Beberapa baja kecepatan tinggi mempunyai kobalt yang ditambahkan kedalamnya sejumlah berkisar 2 % sampai 15 %, karena elemen ini meningkatkan efisiensi pemotongan, khususnya pada suhu tinggi. Satu analisa dari baja mengandung wolfram 20 %, Chrom 4 %, Vanadium 2 %
dan cobalt 12 %. Karena bahan ini mahal, hanya dipakai terutama untuk operasi pemotongan berat yang menimpakan tekanan tinggi dan suhu tinggi pada pahat.
2). Cemented Carbite
Sisipan perkakas pemotongan karbit hanya dibuat dengan teknik metalurgi serbuk, serbuk logam wolfram karbida dan cobalt ditempa untuk membentuk, disinter dalam tungku atmosfer hidrogen pada 1550o C, dan diselesaikan dengan operasi menggerinda.
Kekerasan memerah dari bahan perkakas karbida mengungguli bahan lain, karena dapat mempertahankan tepi potong pada suhu diatas 1200oC. Selain itu, juga merupakan bahan buatan yang paling keras dan mempunyai kekuatan kompresif sangat tinggi. Tetapi bahan ini sangat rapuh, ketahanannya rendah terhadap kejutan, dan harus didukung sangat kaku untuk mencegah keretakan. Penggerindaan sulit dan biasanya dapat dilaksanakan dengan silikon karbida atau roda intan. Mesin yang menggunakan perkakas karbida harus kaku, mempunyai daya luas, dan mempunyai suatu jangkauan hantaran dan kecepatan yang sesuai dengan bahannya.