PENGARUH MEDIA PENDINGIN PADA PENGELASAN BAJA S45C
MENGGUNAKAN METODE PENGELASAN
GAS METAL ARC WELDING
TERHADAP KEKERASAN DAN STRUKTUR MIKRO
1
Rachmadani,
1Suharno 1,
1Herman Saputro
1
Pendidikan Teknik Mesin, Fakultas Keguruan dan Ilmu Pendidikan
1Universitas Sebelas Maret
*Email:
[email protected]
Abstract
This study aims to determine the effect of cooling media on microstructure and hardness
values on alloy steel S45C using the welding method of Gas metal arc welding (GMAW). This
research is using an experimental method. The data analysis technique used is descriptive
comparative. The tool used for microstructure testing is Olympus Metallurgical Microscope
and hardness test using the Vickers Hardness Tester. Based on the results of the study, it can
be concluded that the results of the microstructure show an increase in the structure of
pearlite after welding. In raw material, ferrite structures are seen evenly but in the welding
results, GMAW which has cooled by using water, air, and oil cooling media show that ferrite
is reduced in each specimen, so the pearlite structure dominates. The values of hardness and
microstructure in the welding results using water, oil and aircooling media show differences
in the level of hardness and microstructure. Specimens with water cooling media at the Heat
Affected Zone (HAZ) test point have a higher hardness level of 315.4 VHN when compared to
specimens using an oil cooling medium of 268.7 VHN and air conditioning media of 177.4
VHN. Specimens with water cooling media the microstructure in the Heat Affected Zone
(HAZ) section showed more pearlite which was evenly distributed compared to specimens
using other cooling media, or it could be concluded that the further away from the Las area
and HAZ the smaller the pearlite content. This study shows that welding using variations in
cooling media changes the microstructure and influences the hardness value of the S45C
steel alloy
Keywords:
Welding Gas metal arc welding (GMAW), S45C Steel alloys, microstructure,
hardness.
Abstrak
Penelitian ini bertujuan untuk mengetahui pengaruh media pendingin terhadap struktur mikro
dan nilai kekerasan pada paduan baja S45C sebelum (
raw material)
dan sesudah pengelasan
menggunakan metode las
Gas metal arc welding
(GMAW). Penelitian ini menggunakan
metode eksperimen. Teknik analisa data yang digunakan yaitu deskriptif komparatif. Alat
yang digunakan untuk uji struktur mikro adalah
Olympus Metallurgycal Microscope
dan
uji
kekerasan menggunakan
Vickers Hardness Tester.
Berdasarkan hasil penelitian, dapat
disimpulkan bahwa hasil struktur mikro menunjukan peningkatan struktur perlit setelah
pengelasan. Pada
raw material,
struktur ferit terlihat merata akan tetapi pada hasil pengelasan
GMAW
yang telah melakukan pendinginan dengan mengguakan media pendingin air, udara,
dan oli menunjukan bahwa ferit berkurang pada masing-masing spesimen, sehingga struktur
perlit sangat mendominasi. Nilai kekerasan dan struktur mikro pada hasil pengelasan dengan
menggunakan media pendingin air, oli dan udara menunjukan perbedaan tingkat kekerasan
dan struktur mikronya. Spesimen dengan media pendingin air di posisi titik uji
Heat Affected
Zone
(HAZ) mempunyai tingkat kekerasan yang lebih tinggi yaitu 315.4 VHN jika
dibandingkan dengan spesimen yang menggunakan media pendingin oli sebesar 268.7 VHN
dan media pendingin udara sebesar 177.4 VHN. Spesimen dengan media pendingin Air
struktur mikronya di bagian
Heat Affected Zone
(HAZ) terlihat lebih banyak perlit yang
merata di bandingkan dengan spesimen yang menggunakan media pendingin lain, atau bisa
disimpulkan semakin menjauh dari daerah Las dan HAZ maka kandungan perlit semakin
mengecil. Penelitian ini menunjukan bahwa pengelasan menggunakan variasi media
pendingin merubah struktur mikro dan berpengaruh kepada nilai kekerasan pada paduan baja
S45C.
Kata Kunci :
Pengelasan Gas metal arc welding (GMAW), paduan Baja S45C, struktur
mikro, kekerasan.
1.
Pendahuluan.
Penggunaan bahan logam di setiap jenis peralatan yang digunakan pada kehidupan manusia merupakan bukti pesatnya perkembangan sains dan teknologi di bidang industri logam. Pemanfaatan logam dalam setiap komponen mesin dan konstruksi bangunan tidak harus semuanya sama, namun harus disesuaikan dengan sifat, kekuatan dan penggunaan. Logam masih membutuhkan proses pengolahan, baik terhadap dimensi maupun sifat-sifat dasar yang dimilikinya dengan berbagai metode dan cara pengolahan serta pengerjaannya, agar diperoleh kondisi bahan dan komponen yang dianggap memiliki kemampuan sifat yang diinginkan pada aplikasinya.
Sifat bahan yang dimaksud adalah sifat fisis dan sifat mekanis. Sifat fisis mencakup kondisi fisik, komposisi dan struktur mikro. Sifat mekanis mencakup kekuatan tarik, modulus elastisitas, kemampuan muai, kekuatan tekan, kekeuatan torsi, kekerasan, keuletan, kegetasan dan kehandalan. Baja didefinisikan sebagai suatu campuran antara besi dan karbon, dimana unsur karbon (C) menjadi dasar pencampurannya dengan kandungan 0,1 s.d. 1,7 % serta mengandung unsur campuran lainya seperti Sulfur (S), Phosfor (P), Silicon (Si) dan Mangan (Mn) yang kuantitasnya dibatasi. Berdasarkan jumlah kandungan karbonnya, baja karbon terdiri atas tiga macam, yaitu baja karbon rendah dengan kandungan karbon kurang dari 0,3%, baja karbon sedang dengan kandungan karbon 0,3 s.d 0,6% dan baja karbon tinggi dengan kandungan karbon 0,6 s.d 1,5% (Amanto dan Daryanto, 1999). Baja karbon banyak digunakan terutama untuk membuat alat-alat perkakas, alat alat pertanian, komponen-komponen otomotif dan kebutuhan rumah tangga. Akibat dari pemakaian, menyebabkan struktur logam akan terkena pengaruh gaya luar berupa tegangan-tegangan
gesek sehingga menimbulkan deformasi atau perubahan bentuk. Usaha menjaga agar logam lebih tahan gesekan atau tekanan adalah dengan cara perlakuan panas pada baja (Fariadhie, 2012). Baja merupakan salah satu jenis logam yang memiliki sifat mampu las dan mampu mesin yang baik, karena sifat tersebut baja banyak digunakan di dunia industri. Pada penggunaannya, baja karbon sering digunakan sebagai material dalam proses pengelasan. Berdasarkan definisi dari Duetch Industrie Normen (DIN) las adalah ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam keadaan lumer atau cair. Definisi tersebut dapat dijabarkan lebih lanjut bahwa las adalah sambungan setempat dari beberapa batang logam dengan menggunakan energi panas (Wiryosumarto & Okumura 2000). Kualitas pengelasan yang baik tentunya diperlukan suatu metode pengelasan yang sesuai. Salah satunya adalah metode pengelasan GMAW (Gas
metal arc welding). Pengelasan GMAW merupakan
suatu proses penyambungan logam dengan menggunakan tenaga listrik sebagai sumber panas dan elektroda sebagai bahan tambahnya. Pengelasan GMAW banyak digunakan, karena proses pengelasan ini disamping menghasilkan sambungan yang kuat juga mudah untuk digunakan (Setiawan, 2016).
Meskipun pengelasan sangat berguna pada aplikasi baja karbon, pada dasarnya proses pengelasan menyebabkan menurunnya tingkat ketahanan korosi pada suatu logam, ini disebabkan karena pemanasan pada saat pengelasan terjadi hanya pada daerah yang akan dilas saja atau disebut pemanasan lokal, akibat pemanasan lokal dengan temperatur yang tinggi menyebabkan logam mengalami ekspansi termal. Sehingga, menyebabkan adanya tegangan sisa yang memicu terjadinya korosi.
Salah satu cara untuk memperbaiki sifat dan mekanis suatu bahan ialah melalui perlakuan panas (heat treatment). Secara umum heat treatment bisa dilakukan dengan banyak cara, misalnya saja pemanasan sampai suhu tertentu dengan kecepatan tertentu dan mempertahankannya (holding time) untuk waktu tertentu sehingga temperaturnya merata, lalu didinginkan dengan media pendingin (proses quenching). Salah satu jenis media
quenching adalah minyak. Jenis fluida minyak
yang dapat digunakan sebagai media quenching
adalah oli dan solar.
Penggunaan pelumas oli dan solar sebagai media pendingin dalam proses perlakuan panas akan menyebabkan timbulnya lapisan karbon pada bagian permukaan sampel yang akan mempengaruhi sifat mekanis sampel. Baja yang dihasilkan setelah quenching tidak baik digunakan karena bersifat rapuh sehingga perlu dilakukan pemanasan lanjut. Perlakuan yang dapat dilakukan untuk meminimalkan adanya cacat tersebut diantaranya adalah dengan pemilihan filler yang tepat dan perlakuan quenching pascapengelasan. Namun, dari proses quenching tersebut seringkali terjadi cracking, distorsi dan ketidak seragaman kekerasan yang diakibatkan oleh tidak seragamnya larutan pendingin (Bates & Clinton, 1993).
Proses quenching adalah proses perlakuan panas dimana baja mengalami pemanasan secara perlahan disusul dengan pendinginan secara cepat, seperti pada annealing, ada dua macam quenching, yakni quenching isotermal dan quenching
isokronal. Quenching isotermal jika quenching
dilakukan pada temperature yang sama sedangkan waktunya berubah-ubah. Quenching isokronal adalah quenching yang dilakukan pada temperatur yang berubah-ubah tapi waktunya tetap (Van Vlack, 1983).
Semakin tinggi densitas suatu media pendingin, maka semakin cepat proses pendinginan oleh media pendingin tersebut. Media yang memiliki densitas tinggi akan memberikan daya pendinginan yang cepat sehingga dapat mengakibatkan spesimen menjadi getas. Waktu tahan terlalu pendek akan menghasilkan kekerasan yang rendah hal ini disebabkan tidak cukupnya jumlah karbida yang larut dalam larutan, sedangkan apabila waktu penahanan yang diberikan terlalu lama, transformasi terjadi namun diikuti dengan pertumbuhan butir yang dapat menurunkan ketangguhan (Thelning, 1984).
2.
Metode Penelitian
Metode penelitian yang digunakan adalah metode eksperimental yang dilakukan di laboratorium teknik dengan penekanan pada karakteristik mekanik (kekerasan) dan fisis (struktur mikro) bahan uji (Baja S45C) menggunakan metode pengelasan GMAW (Gas metal arc welding). Rancangan penelitian ini yaitu dengan cara menguji dan membandingkan antara benda uji (spesimen) dengan variasi media
quenching (pendingin) untuk mengetahui tingkat kekerasan dan struktur mikro. Media quenching
yang digunakan yaitu: air, udara dan oli. Sedangkan media pengujian yang digunakan: pengujian kekerasan dengan metode pengujian Vickers, dan pengamatan struktur mikro menggunakan alat Olympus PME (Metallurgical Microcope with Inverted).
2.1. Identifikasi Variabel
Dalam penelitian ini terdapat 3 variabel, yaitu variabel bebas, variabel terikat dan variabel kontrol.
a. Variabel Bebas
Variabel bebas penelitian ini adalah variasi media quenching yaitu air, oli dan udara. b. Variabel Terikat
Dalam penelitian ini variabel terikatnya adalah kekerasan dan struktur mikro paduan Baja S45C.
c. Variabel Kontrol
Dalam penelitian ini variabel kontrolnya adalah:
1) Baja yang digunakan adalah paduan Baja S45C.
2) Arah pengelasan ke kanan 3) Posisi pengelasan bawah tangan. 4) Mesin uji kekerasan digunakan Vickers. 5) Las GMAW
6) Mesin uji komposisi kimia menggunakan spectrometer Metal Scan. 2.2. Sumber Data
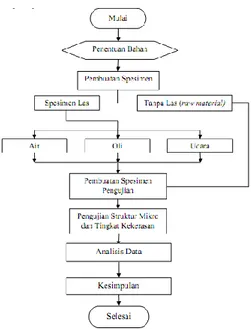
Pengumpulan data dalam penelitian ini yaitu dengan metode observasi, dokumentasi, dan eksperimen langsung. Metode yang dilakukan dalam penelitian ini merupakan metode yang dengan sengaja dan secara sistematis mengadakan perlakuan atau tindakan pengamatan terhadap suatu variabel.
Gambar 1. Alur Penelitian
2.3.Pengujian struktur mikro
Spesimen benda uji yang telah diproses dengan diampelas dari nomor seri kasar sampai halus dan dipoles menggunakan autosol maka dilanjutkan dengan pengujian foto struktur mikro, adapun langkah-langkahnya sebagai berikut:
a. Menyiapkan larutan etsa berupa nitrid acid (HNO3) 2.5 ml, HF 1.5ml, HCl 1.5 ml dan 0.5 ml aquades selama 5 – 10 detik. b. Spesimen benda uji dibilas menggunakan
sabun colek dan air yang mengalir. c. Meletakkan spesimen benda uji pada
landasan mikroskop optik, mengaktifkan mesin, dan mendekatkan lensa pembesar untuk melihat permukaan spesimen. Pengambilan foto struktur mikro dengan perbesaran 100x. Apabila hasil kurang jelas atau kabur, maka fokuskan lensa agar terlihat dengan jelas.
d. Sebelum mengambil gambar, film dipasang pada kamera yang telah disetel sedemikian rupa dengan menggunakan film asa 200. Usahakan pada saat pengambilan foto tidak ada hal apapun yang membuat mikroskop optik bergerak, karena apabila mikroskop optik bergerak akan mempengaruhi hasilnya.
2.4.Pengujian kekerasan Vickers
Spesimen yang telah difoto mikro, selanjutnya digunakan untuk pengujian
kekerasan. Langkah-langkah dalam pengujian kekerasan yaitu sebagai berikut:
a. Memasang indentor piramida intan. Penekanan piramida intan 1360 dipasang pada tempat indentor mesin uji, kencangkan secukupnya agar penekanan intan tidak jatuh.
b. Menyiapkan spesimen uji.
c. Meletakkan benda uji diatas landasan. d. Menentukan beban pembebanan
utama.
e. Menentukan titik yang akan diuji. f. Menekan tombol indentor.
2.5.Pengujian Komposisi Kimia
Pengujian komposisi kimia bertujuan untuk mengetahui jumlah kandungan unsur-unsur dalam campuran logam yang terdapat pada spesimen aluminium. Pengujian komposisi kimia dilakukan dengan mesin spectrometer.
Setelah spesimen uji komposisi kimia dan alat uji telah siap kemudian dilakukan pengujian dengan langkah-langkah sebagai berikut:
a. Meletakkan benda uji pada mesin uji spectrometer.
b. Memastikan spesimen tepat dan tidak bergeser.
c. Melakukan penembakan agar terjadi radiasi oleh gas argon, setelah beberapa saat hasilnya dapat langsung terbaca.
3.
Pembahasan
3.1. Hasil Pengamatan Struktur Mikro
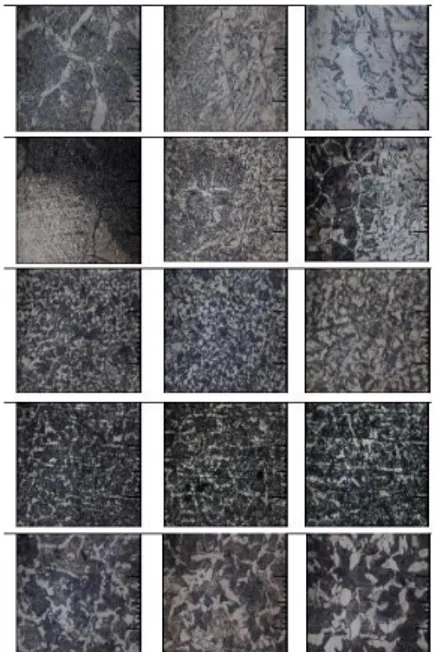
Pengamatan struktur mikro spesimen baja S45C menggunakan mesin Metallurgical Microscope with Inverted (Olympus PME). Pengamatan struktur mikro bertujuan untuk mengetahui struktur mikro dalam bentuk gambar/foto dari spesimen baja S45C sebelum dilas dan setelah dilas. Foto struktur mikro diambil pada daerah raw material, daerah las (weld), daerah HAZ (Heat Affection Zone) dan daerah induk (base) dengan perbesaran 200x.
Gambar 2. Foto Mikro Spesimen Baja S45C dengan Perbesaran 200x
Gambar 3. Foto Struktur Mikro Spesimen Baja S45C Hasil Pengelasan GMAW dengan Perbesaran
200x
3.1.1. Hasil Uji Kekerasan
Pengujian kekerasan spesimen baja S45C menggunakan mesin uji kekerasan Vickers. Pengujian kekerasan dilakukan untuk mengetahui perbedaan nilai kekerasan spesimen baja S45C sebelum dilas (raw material) dengan spesimen baja S45C yang telah dilas dengan variasi media pendingin (air, oli dan udara). Pengujian kekerasan dilakukan pada spesimen baja S45C setelah dilas meliputi daerah las (weld), daerah HAZ (Heat Affection Zone) dan daerah induk (base).
Gambar 4. Spesimen Uji Kekerasan
Pada saat pengujian diperoleh dua diagonal pada setiap titik, kemudian kedua diagonal tersebut dihitung nilai rata-ratanya untuk mendapatkan nilai rata-rata diagonal injakan indentor. Setelah diperoleh diagonal rata-rata injakan indentor data tersebut digunakan untuk mengetahui nilai kekerasan pada masing-masing titik spesimen uji. Nilai kekerasan dari masing-masing variabel dapat dilihat pada tabel sebagai berikut:
Tabel 1. Hasil Uji Kekerasan Spesimen Baja S45C (Raw Material)
Tabel 2. Hasil Uji Kekerasan (VHN) Spesimen Baja S45C Hasil Pengelasan GMAW
3.2. Analisis Hasil Pengamatan Struktur Mikro Struktur mikro dari baja pada umumnya tergantung dari kecepatan pendinginannya dari suhu daerah austenit sampai suhu kamar. Karena perubahan struktur ini maka dengan sendirinya sifat-sifat mekanik yang dimiliki baja juga akan berubah. Hubungan antara kecepatan pendinginan dan struktur mikro yang terbentuk biasanya digambarkan dalam diagram yang menghubungkan waktu, suhu dan transformasi, diagram tersebut dikenal dengan diagram CCT (Continuous Cooling Transformation).
Gambar 5. Diagram CCT (Continuous Cooling
Pada diagram CCT (Continuous Cooling
Transformation) menunjukkan bahwa waktu
yang digunakan untuk dekomposisi austenit telah diteliti secara mendalam sebagai standar penelitian. Garis vertikal sebelah kiri menyatakan perubahan temperatur tranformasi sedangkan garis horisontal bagian bawah menyatakan waktu tranformasi. Pada suhu rendah dekomposisi austenit lambat karena laju difusi lambat. Oleh karena itu pemisahan karbon dari ferit menjadi karbida lambat. Pada suhu sedang, nukliasi lebih cepat dan pergerakan atom cukup cepat sehingga dapat terjadi reaksi dengan sempurna. Bila material didinginkan dengan cepat (quenching) maka tidak terjadi transformasi ferit dan karbida tetapi dekomposisi langsung membentuk martensit (Van Vlack, 1981). Hal ini sesuai dengan hasil pengujian struktur mikro pada hasil pengelasan spesimen baja S45C setelah mengalami pendinginan cepat (quenching). Berikut ini hasil pengujian struktur mikro spesimen baja S45C:
a. Struktur Mikro Raw Material Spesimen Baja S45C
Gambar 6. Struktur Mikro Raw Material
Spesimen Baja S45C
Struktur mikro pada raw material
digunakan sebagai pembanding pada daerah yang mengalami pengaruh suhu atau perlakuan panas seperti pada proses pengelasan. Gambar 4.4 menunjukkan bahwa raw material baja S45C mengandung ferit dan perlit. Ferit dan perlit pada spesimen tersebut strukturnya masih renggang sehingga mengindikasikan bahwa material tersebut mempunyai kekerasan yang masih rendah.
Gambar tersebut telah mengalami perbesaran 200x dan pengujian dilakukan pada daerah yang paling jelas struktur dan komposisi materialnya.
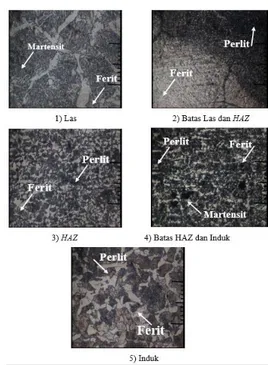
b. Struktur Mikro Spesimen Baja S45C Menggunakan Media Pendingin Air
Gambar 7. Struktur Mikro Spesimen Baja S45C Media Pendingin Air
Gambar diatas menunjukkan struktur mikro pada daerah uji mengandung ferit dan martensit. Akan tetapi kandungan martensit pada daerah uji lebih banyak dibandingkan ferit. Media air dapat mempercepat terbentuknya struktur martensit karena karakter air yang mudah larut sehingga menyebabkan spesimen cepat mengeras. Hal ini dapat dibuktikan pada diagram CCT (Continuous Cooling
Transformation) yang menunjukkan bahwa
pendinginan secara cepat pada fasa austenit akan menyebabkan terbentuknya struktur martensit. Air juga mempunyai massa jenis paling tinggi dibandingakan media yang lain yaitu sebesar 1000 kg/m³ sehingga mempunyai laju pendinginan paling tinggi dibandingkan media lain.
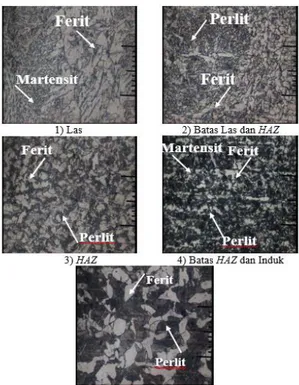
c. Struktur Mikro Spesimen Baja S45C Menggunakan Media Pendingin Oli
Gambar 8. Struktur Mikro Spesimen BajaS45C Media Pendingin Oli
Gambar diatas menunjukkan struktur mikro pada daerah uji masih mengandung ferit dan martensit. Akan tetapi kandungan ferit masih banyak terutama di daerah las dan induk. Sedangkan kandungan martensit paling banyak di daerah HAZ. Hal ini disebabkan karena karakteristik oli yang lebih kental daripada air sehingga lebih sulit
larut. Laju pendinginan dan pengerasan spesimen lebih lambat sehingga kadar martensit cenderung lama terbentuk. Oli hanya mempunyai massa jenis 800 – 900
kg/m³ sehingga laju pendinginannya lebih lambat daripada air.
d. Struktur Mikro Spesimen Baja S45C Menggunakan Media Pendingin Udara
Gambar 9 menunjukkan struktur mikro pada daerah uji mengandung ferit dan martensit. Akan tetapi kandungan ferit masih banyak dibandingan spesimen uji lainnya. Hal ini disebabkan karena karakteristik udara yang lambat dalam proses pendinginan dan pengerasan spesimen sehingga kadar ferit sulit ditekan. Udara juga mempunyai massa jenis paling kecil dibandingkan media pendingin yang lain yaitu 1,2 kg/m³ sehingga laju pendinginannya paling lambat.
Berdasarkan hasil pengujian diatas dapat disimpullkan bahwa proses pengelasan dapat mempengaruhi terbentuknya struktur mikro yang berbeda dengan bahan dasarnya (raw material). Hal ini ditunjukkan pada spesimen baja S45C hasil pengelesan dan quenching
mengandung struktur martensit yang tidak ada pada raw material-nya.
Media quenching juga mempengaruhi cepat lambatnya terbentuknya martensit pada spesimen baja S45C. Media quenching yang paling optimal dalam mengeraskan logam setelah pengelasan yaitu media air. Struktur martensit pada media air lebih dominan dibanding media pendingin lainnya, sehingga mampu mengeraskan logam lebih baik daripada media pendingin lainnya. Sedangkan media
quenching yang paling lambat mengeraskan
logam setelah pengelasan yaitu media udara. Struktur martensit pada media udara cenderung sedikit dan tidak merata. Sehingga media udara paling lama dalam pengerasan logam setelah pengelasan.
3.3. Analisis Hasil Uji Kekerasan
Uji kekerasan vickers menggunakan penumbuk piramida intan yang dasarnya berbentuk bujur sangkar. Besarnya sudut antara permukaan-permukaan piramida yang saling berhadapan adalah 136°. Pengujian kekerasan dilakukan pada daerah las, HAZ dan induk sesuai dengan jarak diameter yang telah disajikan pada tabel. Diagonal hasil injakan indentor kerucut intan diukur dengan bantuan lensa pembesar (Linen Tester Lope).
Pada saat pengujian spesimen uji mengalami penekanan dengan beban 200 gram dalam waktu 5 detik sehingga diperoleh dua diagonal pada setiap titik, kemudian kedua diagonal tersebut dihitung nilai rata-ratanya untuk mendapatkan nilai rata-rata diagonal injakan indentor. Setelah diperoleh diagonal rata-rata injakan indentor data tersebut digunakan untuk mengetahui nilai kekerasan pada masing-masing titik spesimen uji. Rumus yang digunakan untuk menentukan nilai kekerasan spesimen yaitu:
VHN = = 1,854
Dimana:
P = beban yang digunakan (kgf) d1 = diagonal arah vertikal (mm)
d2 = diagonal arah horizontal (mm)
d = diagonal rata-rata (mm)
Berikut ini hasil pengolahan data nilai kekerasan spesimen Baja S45C:
Gambar 10. Titik Pengujian Kekerasan Vickers
Gambar diatas menunjukkan titik/lokasi pengujian kekerasan Vickers spesimen baja S45C hasil pengelasan GMAW dan quenching. Terdapat 9 titik pengujian dan 3 daerah uji. Tiap daerah uji diambil 3 titik untuk menghitung nilai rata-rata kekerasan daerah uji. Lokasi titik pengujian dapat dilakukan di semua daerah selama masih dalam batas daerah uji. Sedangkan jarak antar titik pengujian berada dalam kisaran 1,5 – 2 mm. Hasil dari pengujian 9 titik tersebut dicatat kemudian diambil nilai rata-rata pada setiap daerah uji. Berikut ini grafik dan diagram data nilai kekerasan spesimen baja S45C:
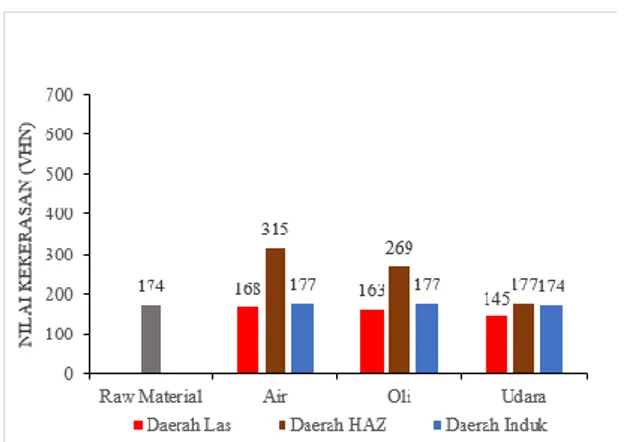
Gambar 11. Grafik Nilai Kekerasan Spesimen Baja S45C
Nilai kekerasan raw material spesimen baja S45C pada semua titik sama yaitu 177
VHN. Nilai kekerasan pada daerah las dengan media pendingin air sebesar 168 VHN, turun 5% dibandingkan nilai kekerasan raw material. Nilai kekerasan pada daerah HAZ sebesar 315
VHN, naik 113% dibandingkan nilai kekerasan
raw material. Sedangkan nilai kekerasan pada daerah induk sebesar 177 VHN.
Nilai kekerasan pada daerah las media pendingin oli sebesar 163 VHN, turun 8% dibandingkan nilai kekerasan raw material. Nilai kekerasan pada daerah HAZ sebesar 269
VHN, naik 52% dibandingkan nilai kekerasan
raw material. Sedangkan nilai kekerasan pada daerah induk sebesar 177 VHN, sama dengan nilai kekerasan raw material.
Nilai kekerasan pada daerah las dengan media pendingin udara sebesar 145 VHN, turun 18% dibandingkan nilai kekerasan raw material. Nilai kekerasan pada daerah HAZ
sebesar 177 VHN, tidak berubah dibandingkan nilai kekerasan raw material. Sedangkan nilai kekerasan pada daerah induk sebesar 1744
VHN, turun 2% dibandingkan nilai kekerasan
raw material.
Dari hasil analisis data diatas dapat disimpulkan bahwa spesimen media pendingin air memiliki rata-rata nilai kekerasan paling tinggi dibandingkan media pendingin yang lain. Sedangkan spesimen media pendingin udara memiliki rata-rata nilai kekerasan yang paling rendah dibandingkan media pendingin yang lain.
Nilai kekerasan pada daerah las dan HAZ
mengalami peningkatan terutama di daerah
HAZ, hal ini menyebabkan spesimen pada daerah HAZ menjadi sangat keras namun getas.
Sedangkan daerah induk tidak terlalu mengalami peningkatan nilai kekerasan karena daerah tersebut jauh dari efek pemanasan dan pendinginan pada saat proses pengelasan.
Hal ini didukung pada uji struktur mikro bahwa daerah HAZ mengandung kadar martensit paling tinggi dibandingkan daerah lainnya. Sedangkan daerah induk mengandung kadar martensit paling rendah dibandingkan daerah lainnya. Oleh sebab itu, untuk menghasilkan material yang keras disarankan menggunakan media pendingin air sebagai media quenching.
4.
Kesimpulan
Berdasarkan hasil penelitian tentang pengaruh media pendingin pada pengelasan baja S45C dengan metode pengelasan GMAW, maka dapat ditarik kesimpulan sebagai berikut:
4.1. Terdapat pengaruh media pendingin terhadap struktur mikro hasil pengelasan GMAW baja S45C menggunakan media air, oli dan udara. Media pendingin mampu mengubah struktur mikro dari spesimen baja S45C. Hal ini dibuktikan pada hasil pengujian bahwa struktur mikro spesimen baja S45C tanpa pengelasan (raw material) hanya terdapat struktur ferit dan perlit sedangkan struktur mikro spesimen baja S45C hasil pengelasan GMAW terdapat struktur martensit. Semakin banyak struktur martensit menjadikan logam semakin keras. Semakin cepat laju pendinginan, maka struktur martensit akan lebih cepat terbentuk.
4.2. Terdapat pengaruh media pendingin terhadap kekerasan hasil pengelasan GMAW baja S45C menggunakan media air, oli dan udara. Nilai kekerasan pada raw material baja S45C sebesar 177 VHN. Spesimen dengan media air mempunyai nilai kekerasan paling tinggi yaitu 315 VHN, media oli mempunyai nilai kekerasan paling tinggi 269 VHN, media udara mempunyai nilai kekerasan paling rendah yaitu 142 VHN. Hal ini dipengaruhi oleh densitas pada masing-masing media pendingin dimana air memiliki densitas paling tinggi diantara media lainnya sehingga nilai kekerasan spesimen baja S45C menggunakan media pendingin air menjadi paling tinggi.
Daftar Pustaka
Amanto, H. & Daryanto. (1999). Ilmu Bahan.
Jakarta: Bumi Aksara.
Ardiansyah. (2010). Pengaruh Variasi Pendinginan terhadap Kekuatan Tarik Hasil
Pengelasan GMAW Pada Plat Baja ST37.
Skripsi Universitas Muhammadiyah Jember.
Arifin, Samsul. (1997). Las Listrik dan Otogen. Jakarta: Ghalia Indonesia.
Ashby, Michael F. and Jones, David R.H. (1992).
Engineering Materials 2. Oxford: Pergamon
Press.
De Gamo, P. (1969). Materials and Processes in
Manufacturing, Mac Millan Company, New
York.
Fariadhie, Jeni. (2012). Pengaruh Temper dengan Quenching Media Pendingin Oli Mesran SAE 40 terhadap Kekuatan Tarik dan
Struktur Mikro Baja S45C. Jurnal
Politeknosains Surakarta, 9 (1), 1-14. Kurniawan P.I. (2007). Perbedaan Nilai
Kekerasan pada Proses Double Hardening dengan Media Pendingin Air dan Oli SAE 20 pada Baja Karbon. Skripsi Universitas Negeri Semarang.
Pramono, A. (2011). Karakterisrik Mekanik Proses Hardening Baja AISI 1045 Media Quenching untuk Aplikasi Sprochet Rantai. Jurnal Ilmiah Teknik Mesin Cakram, 5 (1). Rananggono, D., Mulyadi, Y., & Winarno, GD.
(2008). Studi Kekuatan Mekanik dan Struktur Mikro Hasil Pengelasan GMAW
dengan Variasi Preheat dan Postheat Menggunakan Metode Pendinginan Cepat
dan Pendinginan Lambat. Jurnal Tugas
Akhir Institut Teknologi Surabaya.
Santoso, Joko. (2006). Pengaruh Arus Pengelasan terhadap Kekuatan Tarik dan Ketangguhan
Las GMAW dengan Elektroda E7018.
Skripsi Universitas Negeri Semarang. Setiawan, Ferry. (2016). Pengaruh Variasi Sudut
Kampuh V dan Kuat Arus dengan Las Shielded Metal Arc Welding (GMAW) pada Baja A36 terhadap Sifat Mekanik. Jurnal
Ilmiah Teknik Mesin Universitas
Muhammadiyah Sidoarjo.
Suharto. (1991). Teknologi Pengelasan Logam. Jakarta: Rineka Cipta.
Surdia, T. & Shinroku, S. (1999). Pengetahuan Logam. Jakarta: PT Pradnya Paramita. Thelning, K.E. (1984). Steel and It’s Heat
Treatment 2nd Editon. Butterworths.
London.
Totten, GE., Bates, CE., & Clinton, NA. (1993).
Handbook of Quenchant and Quenching
Technology. USA: ASM International.
Van Vlack, L.H. (1983). Ilmu dan Teknologi Bahan Edisi Kelima. Terj. Sriati Djaprie. Jakarta:Erlangga.
Widharto, Sri. (2003). Petunjuk Kerja Las. Jakarta: Pradnya Paramita.
Wiryosumarto,H. & T, Okumura. (2000).
Teknologi Pengelasan Logam. Jakarta: