90 5.1Dasar Re-layout Perusahaan
Perancangan ulang tata letak atau re-layout ruang laboratorium kimia PT INTERTEK UTAMA SERVICE ini didasarkan kepada kondisi ruang laboratorium yang terpisah yaitu ruang asam dan ruang organik yang berada dilantai 1 dan ruang kegiatan lainnya di lantai 3. Pengacuan re-layout laboratorium juga di dasarkan kepada jenis testing yang dilakukan.
Laboratorium kimia memiliki beberapa jenis kegiatan testing atau perlakuan diantaranya (LEAD, AZO, pH, Dyne, Fiber, Phthalate, DMFU, Heavy Metal, Formaldehyde, pH, dan Chromium(VI)). Namun perancangan layout Laboratorium kimia ini dirancang berdasarkan dua pokok produk testing yaitu LEAD dan AZO. Hal ini dilakukan karena kedua testing tersebut memiliki kapasitas pemintaan yang besar yaitu mencakup lebih dari 80% dari pemintaan di laboratorium kimia,yaitu dengan dilihat dari data Gambar 3, sehingga
bisa dianggap mewakili dalam proses kerja laboratorium yaitu dilihat dari banyaknya atau besarnya kapasitas permintaan LEAD dan AZO.
5.2Analisa Penelitian
5.2.1 Data permintaan dan Ramalan
Data permintaan yang diambil adalah data permintaan testing bulanan,dan dimana diambil data sebanyak 5 bulan yaitu bulan Januari hingga Mei 2013. Dari data 5 bulan yang diambil dilakukan sebuah peramalan yang dimaksudkan untuk melihat bagaimana gambaran mengenai permintaan yang akan datang .
Teknik peramalan yang digunakan dalam perhitungan adalah metode Weight Moving Average . Weight Moving Average merupakan metode peramalan menggunakan pembobotan terhadap jumlah permintaan dimana total pembobotan adalah 1, dan pemberian pembobotan diurutkan dengan memberi bobot terbesar kepada permintaan yang tepat di permintaan sebelumnya dan peramalan dihitung untuk 3 periode kedepannya.
Dilakukan peramalan menggunakan metode Weight Moving Average karena merupakan metode peramalan kuantitatif yang mudah dalam perhitungannya dan fungsinya yang digunakan dalam bentuk peramalan dengan model data yang tidak stabil atau
memiiki fluktiatif. Data yang dipakai dalam perhitungan adalah data dalam periode bulanan. Weight Moving Average punya ketelitian yang cukup baik untuk penentuan ramalan dalam jenis data total job order ini.
Dari data pada periode 1 hingga 5 dihitung peramalannya pada periode 6-8 kedepan. Dari hasil ini dapat dilihat bahwa terdapat kenaikan untuk periode kedepan atau periode yang akan datang. Hasil peramalan ini bisa menjadi acuan atau gambaran mengenai tingkat permintaan yang terus meningkat sehingga memang perlu adanya perubahan terhadap perubahan rancangan kerja.
PERIODE TESTING TOTAL ORDER LEAD DAN AZO
LEAD AZO 1 1194 796 1990 2 1307 1069 2376 3 1204 984 2188 4 1663 895 2558 5 1759 1077 2836 6 1620 1004 2624 7 1671 1005 2676 8 1674 1020 2694
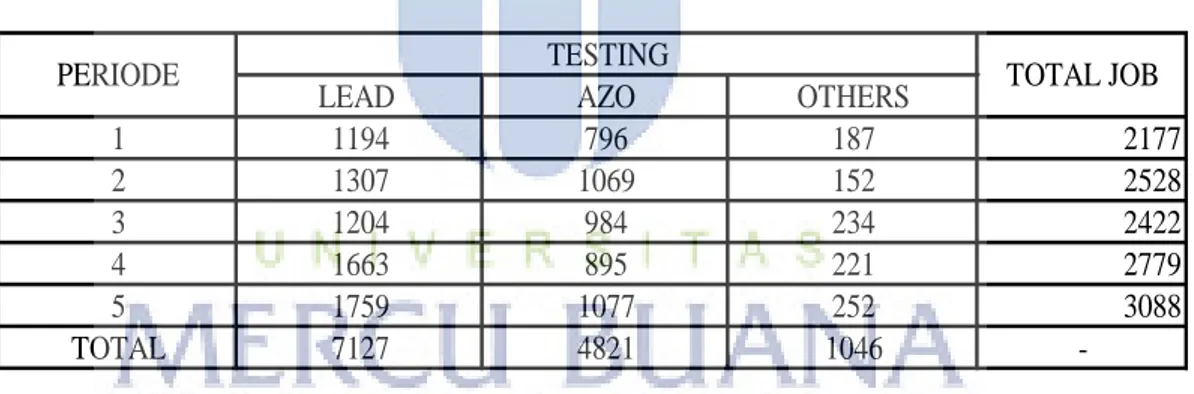
LEAD AZO OTHERS 1 1194 796 187 2177 2 1307 1069 152 2528 3 1204 984 234 2422 4 1663 895 221 2779 5 1759 1077 252 3088 TOTAL 7127 4821 1046 - TESTING
PERIODE TOTAL JOB
TABEL PERMINTAAN ORDER TESTING
5.2.2 Desain Proses , Desain Produk, dan Routing Sheet
Jenis testing yang ada pada PT ITS yaitu LEAD, AZO , Fiber, Phthalate, DMFU, Heavy Metal, Formaldehyde, pH, dan Chromium(VI). Untuk testing LEAD dan Testing AZO merupakan testing yang dianggap terbanyak karena kedua testing ini merupakan testing yang permintaannya mewakili hingga lebih dari 80% permintaan testing dari Laboratorium Kimia. Maka dari itu untuk penelitian ini hanya diambil berdasarkan produk testing AZO dan LEAD. Hal ini dapat dilihat dari data permintan pada periode Januari – Mei 2013.
Pada tabel permintaan order testing dapat dilihat bahwa untuk testing lain selain AZO dan LEAD memiliki nilai permintaan yang tidak terlalu banyak, sehingga dapat dilihat persentase job order, dimana total persen untuk testing AZO 82% terhadap testing lainnya, sedangkan untuk LEAD didapat 87% terhadap testing lainnya.
Proses kerja testing LEAD dan AZO pada Laboratorium Kimia terbagi atas dua tempat pengerjaan yaitu proses kerja pada lantai 3 dimana pada lantai ini merupakan pokok atau ruang utama dari Laboratorium Kimia, didalamnya terdapat keseluruhan ruang dan fasilitas dari Laboratorium Kimia kecuali untuk ruang organik dan ruang Asam yang terletak terpisah pada lantai 1.
Berikut adalah alur proses kerja pada lantai 3 LOCKER ROOM FLAMMIBILITY AREA ELECTRICAL PANEL Emergency Stair Fire Exit Elevator Pantry SPECTRO PHOTOME TER I C P GCMS/ HPLC
CHEMICAL LAB
Preaparing Room Rest Room Supervisor Room Weighing Room 1 3 2 8 A B C HBerikut adalah alur proses kerja pada lantai 1
Dari testing LEAD dan AZO terdapat kesamaan yaitu alur pada saat datangnya sampel yaitu seluruh sampel yang datang akan didata mengenai keterangan-keterangannya oleh supervisor atau asisten supervisor. Lalu kemudian sampel akan disalurkan atau diantar ke dalam ruang preparasi dimana sampel akan
4 '-0 " Office 4 sq. ft. Office 8 sq. ft. Safety Shower
ACID ROOM
ORGANIC
ROOM
NON PATHOGEN
ROOM
FOOD ADMIN
RECEPTIONIST
LIFT E le c tr ic a l P a n e lTemporary
CI4000
SINK Fire Exit To Basement 4 5 G E F 6 7 Dmendapatkan perlakuan pertama oleh para teknisi. Kemudian ditimbang sesuai kebutuhan tesing didalam ruang timbang. Namun setelah dilakukan penimbangan untuk testing LEAD sampel akan dibawa kedalam ruang asam untuk dilakukan perlakuan selanjutnya yaitu menambahkan sampel dengan senyawa kimia. Setelah dilakukan penambahan senyawa kimia sampel akan dibawa untuk dilakukan pembacaan atau pengukuran menggunakan mesin yang bernama ICP di ruang ICP oleh teknisi ahli. Dalam proses yang berlangsung diatas dibantu oleh seorang helper .
Untuk testing AZO setelah dilakukan penimbangan maka samel akan dibawa ke dalam ruang organik untuk dilakukan penambahan senyawa kimia dan setelah dilakukan penambahan senyawa , sampel akan dibaca hasil analisanya dengan menggunakan mesin GCMS diruang GC.
Pada proses perpindahan sampel dari lantai 3 menuju lantai 1 atau setelah dilakukan penimbangan pada lantai 3 menuju ruang asam atau organik material akan melewati tangga melewati lantai 2 yang merupakan lokasi untuk ruangan divisi inspection , HRD dan accounting. Dan pada lantai 1 melewati ruang tunggu tamu dan meja receptionist. Hal ini lah yang juga mendasari untuk dilakukan relayout guna mencegah terjadinya bahaya tumpahan dan paparan zat kimia kepada orang lain disamping jarak tempuh
yang tidak efisien dan efektik dikarenakan helper harus turun dan naik menggunakan tangga.
Alur proses operasi dapat dilihat pada gambar 4, yaitu operation process chart yang dimana menggambarkan urutan operasi yang dilalui suatu produk. Peta operasi memperluas peta rakitan dengan menambahkan setiap operasi kedalam gambar grafis pola aliran pertama yang telah dikembangkan. Pada peta operasi terdapat keterangan mengenai pengertian jenis kerja, O yang merupakan jenis kerja proses operasi dan I untuk inspeksi oleh supervisor.
Multi Product Process Chart (MPPC) merupakan peta bentuk khusus dari Operation Process Chart . Dari tabel MPPC pada tabel 3 dapat diketahui untuk kegiatan pada proses preparasi digunakan alat gunting dan alat gelas, pada penimbangan testing LEAD melibatkan alat gelas, oven dan neraca sedangkan untuk AZO menggunakan alat gelas dan neraca, kemudian pada ruang asam digunakan alat gelas dan hotplate, ruang organik menggunakan alat gelas, incubator dan shaker, dan untuk pengukuran ICP digunakan alat gelas dan mesin ICP, untuk pengukuran GC digunakan alat gelas dan mesin GCMS.
Tabel routing sheet dapat dilihat pada tabel 9 dan dihitung dari total job / permintaan sampai didapat total job per satuan waktu.
PT ITS merupakan laboratorium jasa. Perusahaan melakukan analisa terhadap suatu produk untuk dilihat kualitasnya. Dalam hal ini bisa dikatakan hasil dari jasa atau usaha kami adalah suatu hasil nilai analisa. Dan dalam prosesnya kami melakukan prosedur sesuai dengan metode acuan yang sudah dibakukan yang disebut dengan testing method. Semua tata cara perlakuan dan tahapan pelaksanaan testing sudah baku dan harus sesuai dengan testing method. Dan dalam hal ini testing LEAD dan AZO tidak memiiki suatu scrapt dalam proses kerjanya, dikarenakan bahan yang dibutuhkan memang sudah ditentukan sesuai dengan kebutuhan yang diperlukan untuk analisanya sesuai metodenya. Adapun bentuk produk yang ditesting di PT ITS laboratorium kimia ini yaitu berbentuk awal berupa fabrik dan garmen (pakaian). Efisiensi 90% dimaksudkan bahwa dalam bentuk kelonggaran di Laboratorium sampel masih dapat diselesaikan. Dalam perhitungan routing sheet didapat hasil mengenai kebutuhan mesin teoritis yang kemudian dibandingkan dengan kebutuhan mesin aktual di Laboratorium Kimia sehingga dapat dilihat bahwa antara selisih keduanya terdapat kondisi kelebihan dan kekurangan
peralatan dan mesin. Pada selisih mesin aktual dikurangkan dengan kebutuhan mesin teoritis terdapat nilai minus dan plus. Untuk nilai minus terdapat pada mesin GCMS , yang mengartikan bahwa terdapat kekurangan pada mesin ini yaitu sebanyak 2 buah. Dalam kondisi nyata di Laboratorium Kimia untuk testing ini memang menjadi kendala karena lamanya waktu dalam pemprosesan/pembacaan hasil analisanya, sehingga pada kondisi permintaan akan testing ini banyak dalam satu waktu maka PT INTERTEK UTAMA SERVICE melakukan subcont dan mengadakan lembur pada hari sabtu. Sehingga dalam hal ini dapat disarankan bahwa untuk dapat memenuhi permintaan order dari pelanggan maka harus dilakukan penambahan atau perluasan usaha ( ekspansi perusahaan ). Untuk selisih antara kebutuhan mesin aktual dan kebutuhan mesin teoritis yang bernilai plus diartikan bahwa terdapat kelebihan pada mesin, yaitu pada mesin oven , gunting, neraca analitik dan tabung reaksi. Kelebihan terhadap mesin atau alat tersebut disebabkan karena jenis testing yang dilakukan diLaboratorium Kimia bukan hanya testing AZO dan testing LEAD, namun terdapat testing yang lainnya.
5.2.3 Activity Relationship Chart ( ARC ), Activity Relationship Diagram ( ARD ), dan Penentuan Layout Alternatif.
Tahap awal perancangan tata letak adalah melakukan analisa terhadap derajat hubungan antara aktivitas dan menentukan alasan – alasannya. Aktivitas yang terdapat didalam laboratorium kimia terbagi menjadi dua yaitu aktifitas produksi dan non produksi, dimana aktivitas produksi yang dimaksudkan adalah aktifitas yang langsung terkait dengan proses kerja utama didalam laboratorium kimia tersebut, hal yang dimaksud adalah aktivitas yang berhubungan langsung dengan pelaksanaan testing LEAD dan AZO, sedangkan aktivitas non produksi adalah aktivitas yang tidak terkait langsung dalam pelaksanaan kegiatan produksi seperti aktifitas kamar mandi, pentry, ruang loker, ruang panel listrik dan ruang limbah.
Penyusunan ARC disusun berdasarkan banyaknya stasiun aktifitas ( seluruh aktivitas ) yang berhubungan penting terhadap proses dan kebutuhan pegawai.Penyusunan hubungan kedekatan ini dijabarkan mengenai alasan – alasan yang mendasari kedekatan, keterkaitan atau hubungan dan pemisahan dari masing – masing stasiun kerja. Terdapat 10 alasan yang mendasari dalam pembuatan ARC, diantaranya yaitu,
Alasan ini ditentukan berdasarkan sifat dari proses kerja laboratorium kimia. Dimana merupakan suatu aliran proses yang menggunakan worksheet kerja yang sama dan dilakukan oleh pegawai yang sama, dan adanya faktor debu dan kotor diakibatkan sifat sampel yang berjenis tekstil , bau dan racun dikarenakan sifat bahan kimia yang digunakan, beberapa proses menggunakan alat yang sama dan adanya ruang limbah yang harus memiliki perlakuan khusus karena sifatnya yang bahaya.
Laboratorium kimia memiliki 12 aktivitas kerja yang dimana dalam penentuan banyaknya total relationship dilakukan perhitungan Total Relationship N. Beradasarkan hitungan total relationship didapat hasil 66 maka A tidak boleh lebih dari 3.3, E tidak boleh lebih dari 6.6, I tidak boleh lebih dari 9.9 dan O tidak boleh lebih dari 13.2 . Untuk U dan X tidak terdapat batasan, total relationship dapat dilihat pada tabel form relationship chart pada tabel.4.
Setelah pembuatan ARC, selanjutnya adalah membuat ARD layout awal sebelum dilakukan relayout.Penyusunan yang dilakukan hanya berdasarkan urutan nomor stasiun kerja.
Proses pembuatan ARD alternatif disusun dalam dua alternatif yaitu alternatif 1 dan alternatif 2. Penyusunan ARD di susun berdasarkan pertimbangan kategori derajat hubungan yaitu pada tabel 4, dimana yang berkategori A harus bersebelahan, kategori E harus maksimum diagonal dan kategori X tidak boleh bersebelahan. dimana alternatif 1 dan 2 dihitung nilai pinalti dan alternaif dengan nilai pinalti terendah akan dipilih dan dijadikan alternatif layout Labortorium Kimia. Alternatif dengan pinalti terendah dan yang dipilih sebagai alternatif relayout Laboratorium Kimia yaitu layout alternatif kedua dengan nilai pinalti 9. Perhitungan pinalti dihitung menggunakan ketentuan aturan derajat hubungan. ARD yang diperoleh menjadi dasar perancangan tata letak laboratorium kimia. Setelah penentuan alternatif layout terpilih dilakukan pembuatan Area Block Template untuk setiap fasilitasnya. Penggunaan block template bertujuan memudahkan pengendalian proses peracangan , sehingga pusat kegiatan yang harus berdekatan atau berjauhan dapat dirancang secara konsisten. ARD yang telah diperoleh mencerminkan rancangan tata letak akhir. Perancangan tata letak akhir laboratorium digunakan ukuran nyata untuk setiap fasilitasnya, setelah itu luas area akan dikonversikan dalam bentuk skala area template, untuk penelitian digunakan template atau yang disebut dengan modul dengan
ukuran 1x1. Jumlah modul yang dibutuhkan dihitung dalam tabel20. Setelah penentuan template dilakukan pembuatan Area Allocating Diagram (AAD). Diagram AAD dibuat atau disusun berdasarkan ARD yang telah dibuat. AAD merupakan gambaran akhir dari perancangan tata letak laboratorium kimia, namun setiap stasiun kerjanya belum berisi fasilitas laboratorium kimia. AAD yang disusun berfungsi untuk memperlihatkan formasi akhir dari tata letak laboratorium kimia yang dirancang. Dari pembuatan AAD terdapat juga aliran proses kerja laboratorium kimia dimana terlihat alur lurus searah.
5.2.4 Penentuan Luas Area yang Dibutuhkan
Sebelum merancang layout ruang laboratorium kimia, yang terlebih dahulu diperhatikan adalah penentuan kebutuhan luas ruangan. Hal-hal yang diperlukan untuk menentukan luas area atau hal yang mempengaruhi dalan kebutuhan suatu luas ruang yaitu banyaknya tingkat permintaan , yang sehingga berpengaruh pula dengan peralatan atau fasilitas yang dibutuhkan untuk menjalani proses kerja dan banyaknya karyawan.
Dalam penentuan kebutuhan luas ruang laboratorium kimia digunakan metode fasilitas industri. Dimana metode penentuan ini didasarkan kepada fasilitas utama dan fasilitas pendukung. Luas ruangan dihitung dari ukuran masing – masing jenis mesin atau
peralatan yang ditambah dengan kelonggaran operator sebesar 25% untuk gang atau ruang belokan (James M Apple, 1990 hal 314). Dalam hal ini untuk luas dari fasilitas laboratorium yang masuk dalam hitungan pada tabel.17 adalah luas meja yang merupakan alas bagi fasilitas dikarenakan fasilitas tersebut terletak diatas meja, terkecuali untuk mesin fume hood yang merupakan mesin yang cukup besar yang terletak dalam ruang asam dan ruang organik.
Adapun total luas area yang tersedia yaitu 350.12 m2 dan total luas area yang dibutuhkan untuk Laboratorium kimia yaitu 71.10m2. Dari total luas ruangan tersebut, terdapat banyak kelonggaran sisa ruangan, hal ini dapat djadikan atau dimanfaatkan sebagai perluasan usaha atau ekspansi perusahaan, terutama untuk perluasan pada ruangan GCMS yang terdapat kekurangan unit mesin GCMS. Dalam proses testing di Laboratorium Kimia tidak didapat scrapt atau sisa buangan, hal ini dikarenakan produk dalam testing bukan produk yang menghasilkan scrapt dan bahan yang dipakai dalam testing sudah sesuai dengan bahan yang dibutuhkan untuk melakukan proses testing.
5.2.5 Jarak Perpindahan dan Biaya Material Handling
Total jarak perpindahan dari material handling pada layout awal yaitu 238 meter sedangkan setelah relayout didapat total jarak perpindahan sebesar 32.03 meter (tabel 14 dan tabel 4.21) sehingga
terdapat pengurangan jarak dalam material handling sebesar 205,97 meter. Jarak perpindahan awal didapat berdasarkan informasi dan pengukuran yang dilakukan bersama maintenance gedung, sedangkan jarak perpindah setelah relayout perhitungannya dihitung berdasarkan template 1x1 dan rumus phytagoras. Dari hasil perhitungan ini dapat memberikan gambaran bahwa setelah dilakukan relayout memberikan hasil yang baik karena jarak perpindahan material tidal lagi terlalu panjang. Dalam layout baru material handling dilakukan dengan jalur lantai 1 dan lanai 3 dimana terdapat kondisi helper melakukan kegiatan turun dan naik tangga , hal ini berubah saat layout dirubah dalam 1 ruang kerja yaitu pada lantai 3 . Hal ini pun bisa mengurangi bahaya kerja seperti tergelincir ditangga, tumpahan dan bahaya bahan kimia yang dibawa melewati resepsionis (melewati kawasan luar laboratorium) atau bisa memepar atau terkena orang lain. Dalam material handling alat yang digunakan untuk melakukan perpindahan yaitu rak , keranjang dorong dan tenaga helper. Dimana untuk aliran dari supervisor menuju ruang persiapan menggunakan keranjang dorong dan tenaga helper, sedangkan untuk ruang persiapan menuju ruang timbang , ruang timbang menuju ruang asam dan ruang organik hingga aliran masuk ke ruang ICP dan ruang GCMS digunakan rak yang dibawa
oleh helper. Untuk biaya material handling rak didapat sebesar Rp. 2,72,- untuk keranjang dorong Rp.84,63,- dan untuk tenaga heper didapat Rp. 1.848,74,-. Sehingga untuk total biaya material handling pada layout awal Laboratorium Kimia ini yaitu sebesar Rp. 441.302,76,-. Pada kondisi setelah relayout jarak perpindahan untuk material handling berkurang dari 238 meter menjadi 32,03 meter. Hal ini menyebabkan perubahan terhadap ongkos material handling dimana dari perhitungan yang dilakukan didapat biaya material handling setelah relayout atau ongkos material handling dengan jarak yang berubah menjadi 32.03 meter ongkos material handling berubah menjadi Rp. 59.533,25,-. Dalam perhitungan yang dilakukan maka disimpulkan didapat pengurangan biaya ongkos material handling sebesar Rp. 381.769,51,-. Sehingga dalam perhitungan persentase tingkat produktifitas didapat kenaikan tingkat produktifitas yaitu sebesar 86,51%. Hal tersebut dapat mengartikan bahwa akan terdapat kenaikan kinerja sebesar 86,51% dari sebelumnya, sehingga bisa meningkatkan kinerja dari pengerjaan sampel di Laboratorium Kimia PT INTERTEK UTAMA SERVICE.