ANALISIS DAN PERANCANGAN E-SCM
DENGAN METODE MAKE-TO-ORDER
DAN MAKE-TO-STOCK PADA PT.
ANUGERAH NUSA GUNA
Hendra Dwi Putra Sakti
Binus University, Jakarta, DKI Jakarta, Indonesia
Abstrak
M asalah yang terjadi di PT. Anugerah Nusa Guna antara lain adanya keterlambatan produksi karena keterlambatan penyediaan bahan baku dari supplier, penentuan tingkat persediaan bagi sepuluh produk perusahaan masih dilakukan secara subjektif oleh manajer yang menimbulkan penumpukan persediaan untuk beberapa produk dan kekosongan persediaan bagi produk lain, serta komunikasi dan penyimpanan informasi secara manual yang menyebabkan miskomunikasi, duplikasi data dan hambatan dalam proses bisnis perusahaan. Akibat dari masalah-masalah tersebut, perusahaan dapat kehilangan konsumen, pangsa pasar, dan terancam oleh pesaing lain.
Berdasarkan masalah yang muncul, disarankan penggunaan sistem e-SCM yang dapat membantu perusahaan dalam mengelola aliran material dan informasi antara perusahaan dengan pelanggan dan supplier-nya. Untuk mendukung pengembangan sistem e-SCM , dilakukan perhitungan persediaan dengan metode Make-to-Order / Make-to-Stock dan perancangan sistem dengan pendekatan object oriented. Berdasarkan hasil perhitungan ditemukan bahwa 8 produk perusahaan merupakan produk M TS dan 2 lainnya produk MTO. Sistem e-SCM berbasis web yang dikembangkan nantinya diharapkan dapat membantu perusahaan untuk menentukan metode persediaan dan produksi secara objektif bagi semua produk perusahaan serta memperlancar aliran barang dan informasi perusahaan dengan pelanggan, perusahaan dengan supplier dan perusahaan secara internal.
1. Pendahuluan
Perkembangan teknologi yang begitu cepat saat ini telah membawa berbagai perubahan ke dalam proses bisnis perusahaan. Kegiatan manual dengan menggunakan pencatatan di kertas dan telepon tidak lagi dapat mendukung kecepatan dan tuntutan yang ada dalam dunia bisnis. Besarnya dampak dan manfaat dari teknologi telah membuat banyak perusahan mengadopsi teknologi ke dalam proses bisnisnya untuk menggantikan kegiatan manual yang tidak lagi dapat diandalkan.
Pemanfaatan teknologi internet dalam proses bisnis supply chain management perusahaan dikenal dengan istilah e-Supply Chain Management. Internet dimanfaatkan sebagai media pertukaran informasi secara online dan real-time sehingga dapat mengintegrasikan perusahaan dengan pihak pelanggan dan supplier. Integrasi ini akan menghasilkan koordinasi yang lebih baik dari aliran material, informasi, dan keuangan antara perusahaan, pelanggan, dan
supplier dalam memenuhi pemesanan pelanggan dan melakukan semua aktifitas yang
berhubungan dengan pemenuhan pemesanan tersebut.
PT. Anugerah Nusa Guna merupakan perusahaan manufaktur carded fiber atau dacron yang memiliki sepuluh jenis produk dengan berbagai kualitas. Untuk memenuhi permintaan pelanggan, pasokan bahan baku dari supplier yang lancar sangat penting bagi perusahaan sehingga perlu adanya kerja sama yang baik antara perusahaan dan supplier-nya.
Untuk mencegah masalah ketidaktersediaan bahan baku dari pihak supplier, M anajer PT. Anugerah Nusa Guna sering memutuskan untuk membeli bahan baku produk tertentu dalam jumlah besar dari supplier saat bahan baku tersedia. Namun, kebijakan ini menimbulkan biaya penyimpanan persediaan yang besar. Selain itu penentuan disimpan atau tidaknya sebuah produk sebagai persediaan masih dilakukan secara subjektif sehingga sering kali tidak seimbang dan sesuai dengan permintaan pelanggan. Untuk produk yang tidak disimpan di gudang, PT. Anugerah Nusa Guna hanya membuat berdasarkan pesanan. Hal ini terkadang tidak dapat diterima oleh pelanggan dan membuat pelanggan tidak jadi bertransaksi dengan perusahaan.
Sementara itu, proses operasional lainnya masih mengandalkan cara manual melalui telepon, fax, dan pencatatan manual yang belum terintegrasi. Cara manual menimbulkan resiko terjadinya human error, sementara proses yang belum terintegrasi membuat aliran informasi menjadi lamban, tidak update, dan tidak akurat. Hal hal tersebut dapat berimbas pada lamanya waktu tunggu pelanggan dan menurunnya kepuasan pelanggan.
Berdasarkan uraian atas beberapa masalah di atas, perlu dilakukan penelitian mengenai kebijakan persediaan yang tepat untuk masing masing produk dan perancangan sistem e-Supply
Chain Management untuk memperlancar aliran matrial dan informasi yang ada di dalam supply chain perusahaan serta mempererat hubungan antara perusahaan, pelanggan, dan supplier-nya.
2. Metodologi
M enurut Turban (2010, p289) e-SCM adalah penggunaan teknologi secara kolaboratif untuk meningkatkan operasi aktivitas supply chain dan juga aktivitas dalam SCM.
Kegiatan analisis menggunakan tahapan pengembangan e-SCM , Preliminary Steps dan hasilnya akan dijadikan dasar dalam merancang sistem dengan menggunakan pendekatan Object
Oriented dan UML Diagram. Preliminary Steps terdiri dari lima tahapan yaitu : 1. Energize the organization
Tahap ini mengidentifikasi pihak pihak dalam struktur organisasi perusahaan yang memiliki peranan dalam SCM .
2. Enterprise vision
Tahap ini mengidentifikasi visi perusahaan. Untuk mencapai visinya, perusahaan perlu mengetahui keadaan lingkungan industri, pelanggan, dan pesaingnya.
3. Supply chain value assessment
Tahap ini mengidentifikasi proses proses penting dalam perusahaan yang menghasilkan nilai bagi perusahaan dan pelanggannya.
4. Opportunity identification
Tahap ini menganalisis berbagai pertimbangan dalam penentuan keputusan MTO/M TS bagi produk produk perusahaan sehingga strategi SCM (Push / Pull / Push-pull System) yang tepat untuk perusahaan dapat ditentukan. Pada metode MTS perusahaan melakukan produksi dan menyimpan hasil produksi dalam persediaan. Permintaan pelanggan kemudian akan dipenuhi melalui persediaan tersebut. Sementara pada metode M TO perusahaan tidak memiliki persediaan, dan hanya melakukan produksi berdasarkan permintaan pelanggan.
5. Strategy decision
Berdasarkan analisis yang telah dilakukan, akan ditentukan e-SCM seperti apa yang akan dirancang untuk perusahaan.
Secara umum tujuan akhir dari suatu perusahaan adalah untuk memperoleh keuntungan serta tercapainya kelanjutan dan pengembangan usaha. Untuk itu, perusahaan harus berusaha terus menerus melakukan kegiatannya secara efektif dan efisien, Selain biaya, menurut beberapa sumber literatur, ada berbagai komponen yang akan mempengaruhi keputusan M TO/M TS.
M enurut Schroeder (2000, p60) MTS memusatkan pada service level, efisiensi pengisian kembali persediaan, dan penggunaan kapasitas produksi sementara M TO memusatkan pada kemampuan perusahaan untuk memenuhi pesanan dengan tepat waktu.
M enurut Wanke dan Zinn (2004, p472) ada dua variabel utama yang menentukan keputusan MTO atau M TS, kedua variabel tersebut adalah waktu pengiriman dan koefisien variansi. Waktu pengiriman menunjukkan waktu yang diperlukan dari pemesanan sampai pesanan dikirimkan. Koefisien variansi menunjukkan rasio antar standar deviasi penjualan dengan persediaan rata rata. Ketika nilai koefisien variansi tinggi dan waktu pengiriman lama, maka perusahaan akan memilih M TO, begitu juga sebaliknya.
M enurut Arman Hakim Nasution (2003, p5) bila produk yang dihasilkan memiliki jumlah yang kecil, variasi yang besar dan didasarkan atas pesanan, maka produk harus diproduksi secara MTO. Produksi MTO hanya akan dilakukan bila perusahaan menerima order terhadap produk tersebut. Pada kasus M TO ada kemungkinan pelanggan bersedia menunggu hingga produk selesai diproduksi.
M enurut Rajagopalan (2002, p241) dalam membuat keputusan M TO/M TS, ada faktor faktor selain tingkat permintaan terhadap produk itu sendiri yang perlu mendapat perhatian. Faktor faktor tersebut antara lain waktu persiapan (setup) produksi, waktu pemrosesan produksi, dan biaya persediaan. Hal ini disebakan karena keputusan MTO/MTS akan berhubungan dengan persediaan dan kegiatan produksi, yang terdiri dari elemen elemen seperti kapasitas, biaya produksi, dan waktu produksi dan memungkinkan terjadinya pertukaran kepentingan diantara elemen elemen tersebut dimana satu elemen dikorbankan untuk mendapatkan keuntungan dari elemen lain. Contoh dari kasus diatas adalah keputusan MTO untuk sebuah produk dapat mengurangi persediaan produk tersebut, namun dapat mempengaruhi safety stock produk MTS dan mempengaruhi penggunaan kapasitas produksi karena adanya penyesuaian produksi dengan keperluan produksi MTO yang dilakukan setiap adanya pesanan pelanggan.
Pertimbangan pertimbangan tersebut juga sesuai dengan pertimbangan dari Van Donk et al. (2005, p1163), yaitu : pertimbangan pelayanan (waktu), permintaan (variasi), ekonomis (biaya), dan kapasitas. Hasil dari perhitungan pertimbangan pertimbangan yang ada nantinya akan membantu dalam penentuan keputusan M TO/M TS.
2.1. Energize the organization
Bagian bagian dari PT. Anugerah Nusa Guna yang memiliki peranan penting dalam aktivitas supply chain management adalah : M anajer operasional, sales dan administrasi, PPIC, produksi, gudang, dan pembelian.
2.2. Enterprise vision
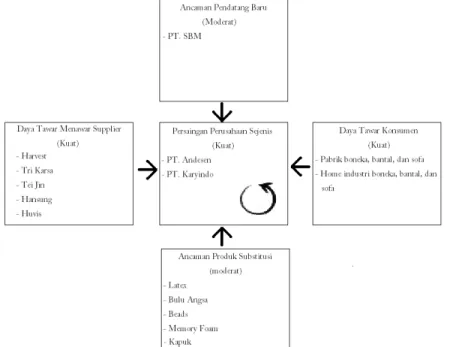
Visi dari PT. Anugerah Nusa Guna adalah untuk menjadi produsen produk fiber berskala nasional yang dapat diandalkan dengan reputasi baik, keuangan yang sehat, dan lingkungan kerja porduktif. Analisis Five Forces Potter digunakan untuk menganalisis lingkungan tempat perusahaan berada. Hasilnya diketahui perusahaan memiliki ancaman dari daya tawar menawar
supplier dan konsumen serta persaingan antara perusahaan sejenis yang kuat (Gambar 1).
Gambar 1 – Five Forces Potter PT. Anugerah Nusa Guna
2.3. Supply chain value assessment
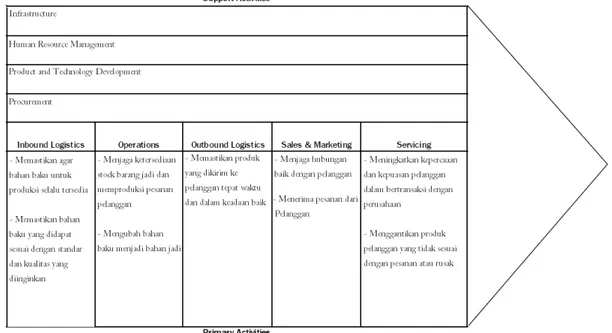
Analisis Value Chain digunakan untuk mengidentifikasi proses proses penting disepanjang supply chain perusahaan. Perusahaan harus mampu meningkatkan nilai yang dihasilkan dari proses proses yang ada untuk mencapai tujuan perusahaan dan menjadikan proses bisnis tersebut sebagai pembeda dan kekuatan perusahaan dari perusahaan pesaing (Gambar 2).
Gambar 2 – Value Chain Analysis PT. Anugerah Nusa Guna
2.4. Opportunity identification
Pada tahap ini dilakukan analisis metode M TO / MTS melalui pertimbangan terhadap pelayanan (waktu pemenuhan pesanan), permintaan (variansi permintaan), biaya, dan kapasitas. Berikut ini adalah tabel perhitungan untuk pertimbangan pelayanan (Tabel 1), dimana jika waktu produksi lebih lama dibandingkan dengan waktu deadline pelanggan, maka keputusannya adalah MTS, dan jika sebaliknya maka perusahaan dapat memilih M TO.
Tabel 1 - Hasil perhitungan pertimbangan pelayanan
Nama
Produk Penjualan Jumlah Total (kg) Jumlah Pesanan (pesanan) Jumlah Produksi Rata Rata (kg) Lead Time Supplier (hari) Waktu Produksi (menit) Total Waktu (hari,menit) Keputusan A B C = A / B (dibulat kan) D E = C / tingkat produksi (dibulat kan) F = D + E + setup time produksi F > deadline pelanggan, maka MTS H-6 13.094 38 345 30 49 30 hari 49 menit MTS HS-6 16.035 36 446 30 59 30 hari 59 menit MTS HS-76 105.114 297 354 2 50 2 hari 50 menit MTO/MTS Idaman 2 430.368 1.100 392 3 53 3 hari 53 menit MTO/MTS Idaman 8 15.580 46 339 4 48 4 hari 48 menit MTO/MTS Idaman 81 7.578 20 379 4 52 4 hari 52 menit MTO/MTS Idaman C-1 9.080 35 260 3 41 3 hari 41 menit MTO/MTS TF-1 15.340 50 307 3 45 3 hari 45 menit MTO/MTS TF-15 13.960 39 358 3 50 3 hari 50 menit MTO/MTS TFR 8.735 22 398 3 54 3 hari 54 menit MTO/MTS
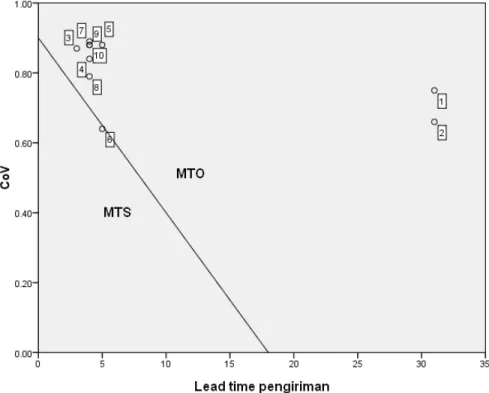
Berikut ini adalah tabel perhitungan pertimbangan permintaan (Tabel 2), dimana hasilnya didapatkan dari grafik Wanke dan Zinn yang membagi wilayah grafik menjadi daerah M TO dan MTS (Gambar 3). Bila koefisien variansi melebihi 0,9 ataupun lead time melebihi 18 hari, maka perusahaan akan memilih melakukan M TO.
Tabel 2 - Hasil perhitungan pertimbangan permintaan
Nama Produk Standar
Deviasi (kg) Penjualan Rata Rata (kg) Koefisien Variansi Penjualan Lead Time Pengiriman (hasil proses pertama, hari) Keputusan (hasil dari grafik) A B C = A / B (Sumbu Y) D (Sumbu X) Area atas MTO, area bawah MTS H-6 260,03 345 0,75 31 MTO HS-6 293,46 446 0,66 31 MTO HS-76 308,68 354 0,87 3 MTO Idaman 2 328,37 392 0,84 4 MTO Idaman 8 298,54 339 0,88 5 MTO Idaman 81 241,26 379 0,64 5 MTS Idaman C-1 232,01 260 0,89 4 MTO TF-1 240,91 307 0,79 4 MTO TF-15 315.89 358 0,88 4 MTO TFR 349,31 398 0,88 4 MTO
Koordinat dari Tabel 2 kemudian akan dimasukkan ke dalam grafik dan menghasilkan gambar 3.
Selanjutnya dilakukan perhitungan biaya MTO dan MTS yang dilakukan dengan asumsi sebagai berikut :
• Permintaan tahunan untuk sebuah produk adalah D unit/tahun yang berasal dari pesanan sejumlah N pesanan dari pelanggan selama setahun.
• Ada biaya tetap yang dinyatakan dalam rupiah/pesanan untuk mepersiapkan produksi (setup cost)
• Biaya yang diperlukan untuk produksi diketahui dan dinyatakan dalam rupiah/unit produk.
• Perusahaan akan memiliki biaya penyimpanan yang dinyatakan sebagai rupiah/unit/tahun.
• Dalam MTO, jumlah barang yang diproses adalah sejumlah barang yang dipesan pelanggan dengan asumsi sebesar D/N unit. Beberapa pesanan MTO dapat digabungkan menjadi satu pada saat produksi, namun hal ini tidak dilakukan karena dengan adanya variasi dan deadline pelanggan. Penggabungan dapat menimbulkan waktu produksi yang panjang dan semakin bervariasi. Jadi, akan ada N pesanan ke
supplier dan N produksi.
• Total biaya untuk MTO adalah biaya pemesanan bahan baku dan biaya produksi. Biaya persediaan tidak diperhitungkan karena MTO diasumsikan tidak memiliki persediaan. Dalam kasus M TS, pesanan ke supplier akan dilakukan sebesar jumlah EOQ, yaitu Q unit. Untuk melindungi perusahaan dari kehabisan stock, perusahaan juga akan memiliki persediaan penyangga / safety stock.
• Dalam MTS, jumlah barang yang diproses adalah sejumlah EOQ, yaitu Q unit. • Total biaya untuk MTS adalah sebesar biaya pemesanan bahan baku, biaya produksi,
Berikut ini adalah tabel hasil perhitungan biaya M TO (Tabel 3), EOQ, ROP, dan Safety
Stock (Tabel 4), serta biaya MTS (Tabel 5).
Tabel 3 - Hasil Perhitungan Biaya M TO
Nama
Produk Pesanan Jumlah ke Supplier (pesanan) Jumlah Total Produk (kg) Biaya Pemesan an Supplier (Rp) Total Biaya Pemesanan (Rp) Total Biaya Persiapan Produksi (Rp) Total Biaya Produksi (Rp) Biaya Total MTO (Rp) A B C D = A x C E = A x setup cost F = B x production rate G = D + E + F H-6 38 13.094 100.000 3.800.000 760.000 17.022.200 21.582.200 HS-6 36 16.035 100.000 3.600.000 720.000 20.845.500 25.165.500 HS-76 297 105.114 120.000 35.640.000 5.940.000 136.648.200 178.228.200 Idaman 2 1.100 430.368 100.000 110.000.000 22.000.000 559.478.400 691.478.400 Idaman 8 46 15.580 100.000 4.600.000 920.000 20.254.00 25.774.000 Idaman 81 20 7.578 100.000 2.000.000 400.000 9.851.400 12.251.400 Idaman C-1 35 9.080 100.000 3.500.000 700.000 11.804.000 16.004.000 TF-1 50 15.340 150.000 7.500.000 1.000.000 19.942.000 28.442.000 TF-15 39 13.960 150.000 5.850.000 780.000 18.148.000 24.778.000 TFR 22 8.735 150.000 3.300.000 440.000 11.355.500 15.095.500
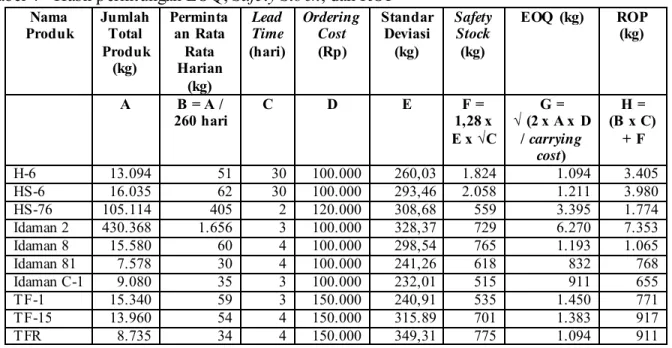
Tabel 4 - Hasil perhitungan EOQ, Safety Stock, dan ROP
Nama
Produk Jumlah Total Produk (kg) Perminta an Rata Rata Harian (kg) Lead Time (hari) Ordering Cost (Rp) Standar Deviasi (kg) Safety Stock (kg) EOQ (kg) ROP (kg) A B = A / 260 hari C D E F 1,28 x = E x √C G = √ (2 x A x D / carrying cost) H = (B x C) + F H-6 13.094 51 30 100.000 260,03 1.824 1.094 3.405 HS-6 16.035 62 30 100.000 293,46 2.058 1.211 3.980 HS-76 105.114 405 2 120.000 308,68 559 3.395 1.774 Idaman 2 430.368 1.656 3 100.000 328,37 729 6.270 7.353 Idaman 8 15.580 60 4 100.000 298,54 765 1.193 1.065 Idaman 81 7.578 30 4 100.000 241,26 618 832 768 Idaman C-1 9.080 35 3 100.000 232,01 515 911 655 TF-1 15.340 59 3 150.000 240,91 535 1.450 771 TF-15 13.960 54 4 150.000 315.89 701 1.383 917 TFR 8.735 34 4 150.000 349,31 775 1.094 911
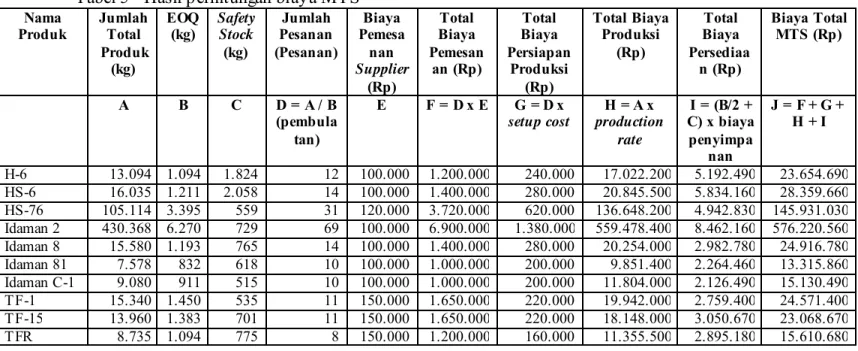
Tabel 5 - Hasil perhitungan biaya MTS
Nama
Produk Jumlah Total Produk (kg) EOQ (kg) Safety Stock (kg) Jumlah Pesanan (Pesanan) Biaya Pemesa nan Supplier (Rp) Total Biaya Pemesan an (Rp) Total Biaya Persiapan Produksi (Rp) Total Biaya Produksi (Rp) Total Biaya Persediaa n (Rp) Biaya Total MTS (Rp) A B C D = A / B (pembula tan) E F = D x E G = D x setup cost H = A x production rate I = (B/2 + C) x biaya penyimpa nan J = F + G + H + I H-6 13.094 1.094 1.824 12 100.000 1.200.000 240.000 17.022.200 5.192.490 23.654.690 HS-6 16.035 1.211 2.058 14 100.000 1.400.000 280.000 20.845.500 5.834.160 28.359.660 HS-76 105.114 3.395 559 31 120.000 3.720.000 620.000 136.648.200 4.942.830 145.931.030 Idaman 2 430.368 6.270 729 69 100.000 6.900.000 1.380.000 559.478.400 8.462.160 576.220.560 Idaman 8 15.580 1.193 765 14 100.000 1.400.000 280.000 20.254.000 2.982.780 24.916.780 Idaman 81 7.578 832 618 10 100.000 1.000.000 200.000 9.851.400 2.264.460 13.315.860 Idaman C-1 9.080 911 515 10 100.000 1.000.000 200.000 11.804.000 2.126.490 15.130.490 TF-1 15.340 1.450 535 11 150.000 1.650.000 220.000 19.942.000 2.759.400 24.571.400 TF-15 13.960 1.383 701 11 150.000 1.650.000 220.000 18.148.000 3.050.670 23.068.670 TFR 8.735 1.094 775 8 150.000 1.200.000 160.000 11.355.500 2.895.180 15.610.680
Bila hasil perhitungan dari pertimbangan pelayanan, permintaan, dan biaya digabungkan, maka akan dihasilkan keputusan sementara.
Tabel 6 - Keputusan sementara MTO dan MTS
Nama Produk Keputusan Pertimbangan Pelayanan Keputusan Pertimbangan Permintaan Keputusan Pertimbangan Ekonomis Keputusan Sementara H-6 MTS MTO MTO MTS HS-6 MTS MTO MTO MTS HS-76 MTO/MTS MTO MTS MTS Idaman 2 MTO/MTS MTO MTS MTS Idaman 8 MTO/MTS MTO MTS MTS Idaman 81 MTO/MTS MTS MTO MTO Idaman C-1 MTO/MTS MTO MTS MTS TF-1 MTO/MTS MTO MTS MTS TF-15 MTO/MTS MTO MTS MTS TFR MTO/MTS MTO MTO MTO
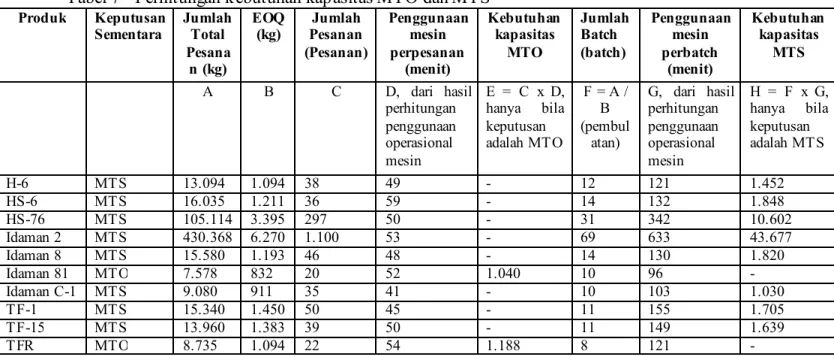
Hasil keputusan sementara kemudian akan diperiksa dengan melakukan perhitungan kapasitas untuk memastikan kapasitas yang tersedia memadai. Bila kapasitas yang diperlukan tidak mencukupi, dilakukan perubahan yang menghasilkan tambahan biaya yang paling rendah. Bila semua perubahan telah dilakukan dan kapasitas yang diperlukan masih belum tersedia, maka perlu dilakukan penambahan kapasitas.
Tabel 7 - Perhitungan kebutuhan kapasitas MTO dan MTS
Produk Keputusan
Sementara Jumlah Total Pesana n (kg) EOQ (kg) Pesanan Jumlah (Pesanan) Penggunaan mesin perpesanan (menit) Kebutuhan kapasitas MTO Jumlah Batch (batch) Penggunaan mesin perbatch (menit) Kebutuhan kapasitas MTS A B C D, dari hasil perhitungan penggunaan operasional mesin E = C x D, hanya bila keputusan adalah MTO F = A / B (pembul atan) G, dari hasil perhitungan penggunaan operasional mesin H = F x G, hanya bila keputusan adalah MTS H-6 MTS 13.094 1.094 38 49 - 12 121 1.452 HS-6 MTS 16.035 1.211 36 59 - 14 132 1.848 HS-76 MTS 105.114 3.395 297 50 - 31 342 10.602 Idaman 2 MTS 430.368 6.270 1.100 53 - 69 633 43.677 Idaman 8 MTS 15.580 1.193 46 48 - 14 130 1.820 Idaman 81 MTO 7.578 832 20 52 1.040 10 96 - Idaman C-1 MTS 9.080 911 35 41 - 10 103 1.030 TF-1 MTS 15.340 1.450 50 45 - 11 155 1.705 TF-15 MTS 13.960 1.383 39 50 - 11 149 1.639 TFR MTO 8.735 1.094 22 54 1.188 8 121 -
Karena ternyata total kapasitas yang diperlukan sebanyak 66.000 menit masih dapat dijalankan oleh perusahaan, maka keputusan sementara dapat diadopsi dan dijalankan oleh perusahaan. Jadi, ada 8 produk perusahaan merupakan produk MTS, dan 2 sisanya produk MTO.
2.5. Strategy decision
Dari hasil analisis, perusahaan memiliki produk MTO dan MTS, sehingga perusahaan cocok menggunakan strategi push-pull supply chain. Selain itu akan dirancang juga sistem e-SCM yang mampu membantu pengelolaan produk M TO dan MTS. Dimana e-e-SCM akan memperlancar aliran informasi dan material, terutama bagi produk MTO dan menjaga tingkat persediaan bagi produk MTS, serta mempererat hubungan antara perusahaan dengan pelanggan dan supplier-nya.
2.6. Perancangan Sistem
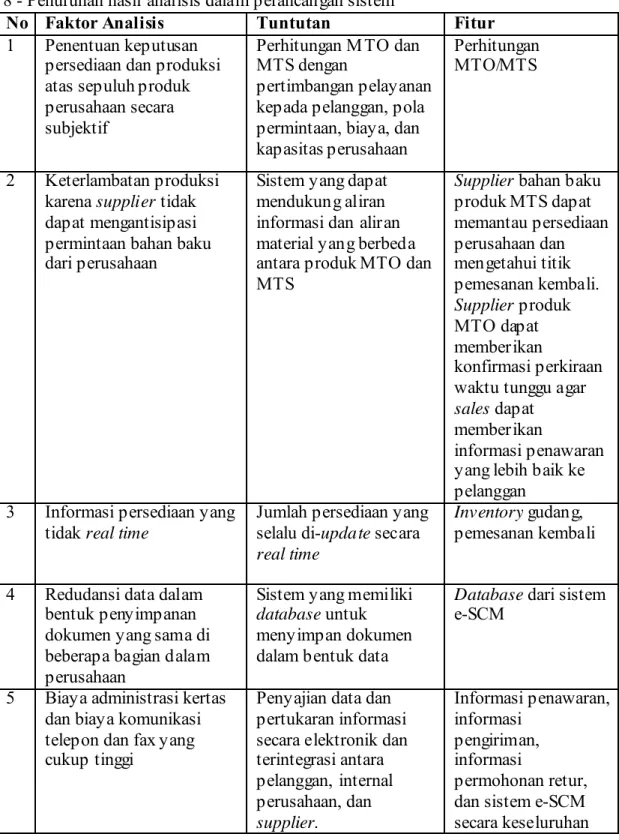
Hasil analisis yang telah dilakukan kemudian akan diturunkan ke dalam perancangan sitem dalam bentuk masalah dan kebutuhan, yang kemudian akan memunculkan fitur fitur di dalam sistem sebagai alternatif solusi pemecahan masalah.
PEN URUNAN HASIL ANALISIS
Tabel 8 - Penurunan hasil analisis dalam perancangan sistem
No Faktor Analisis Tuntutan Fitur 1 Penentuan keputusan
persediaan dan produksi atas sepuluh produk perusahaan secara subjektif
Perhitungan M TO dan MTS dengan
pertimbangan pelayanan kepada pelanggan, pola permintaan, biaya, dan kapasitas perusahaan
Perhitungan MTO/MTS
2 Keterlambatan produksi karena supplier tidak dapat mengantisipasi permintaan bahan baku dari perusahaan
Sistem yang dapat mendukung aliran informasi dan aliran material yang berbeda antara produk MTO dan MTS
Supplier bahan baku
produk MTS dapat memantau persediaan perusahaan dan mengetahui titik pemesanan kembali. Supplier produk MTO dapat memberikan konfirmasi perkiraan waktu tunggu agar
sales dapat
memberikan
informasi penawaran yang lebih baik ke pelanggan
3 Informasi persediaan yang tidak real time
Jumlah persediaan yang selalu di-update secara
real time
Inventory gudang,
pemesanan kembali 4 Redudansi data dalam
bentuk penyimpanan dokumen yang sama di beberapa bagian dalam perusahaan
Sistem yang memiliki
database untuk
menyimpan dokumen dalam bentuk data
Database dari sistem
e-SCM
5 Biaya administrasi kertas dan biaya komunikasi telepon dan fax yang cukup tinggi
Penyajian data dan pertukaran informasi secara elektronik dan terintegrasi antara pelanggan, internal perusahaan, dan supplier. Informasi penawaran, informasi pengiriman, informasi permohonan retur, dan sistem e-SCM secara keseluruhan
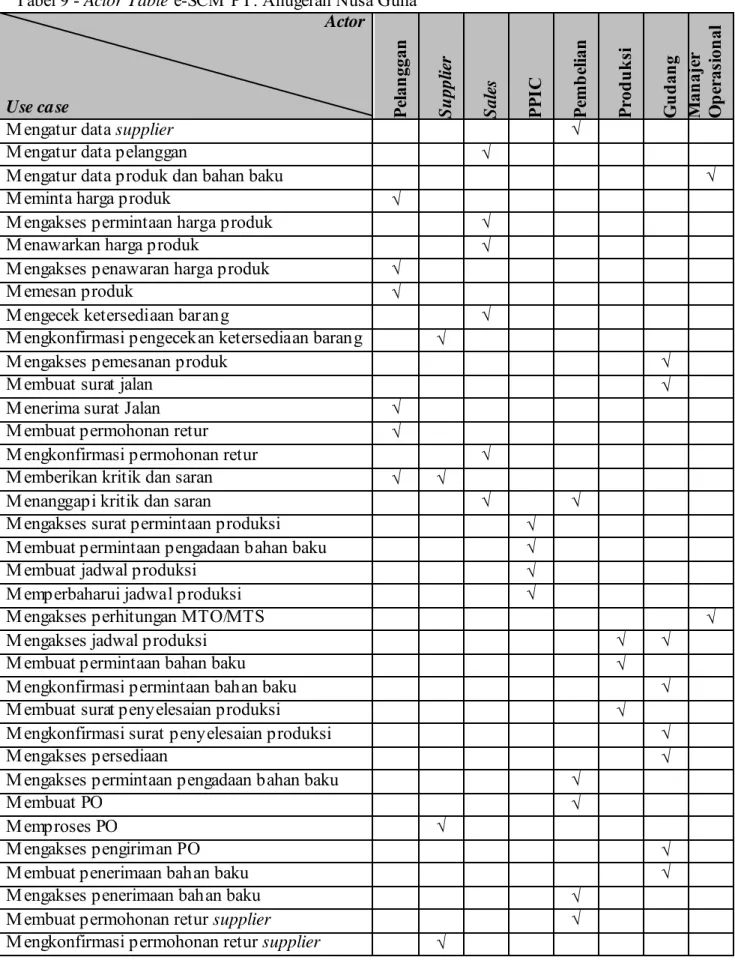
ACTOR TABLE
Tabel 9 - Actor Table e-SCM PT. Anugerah Nusa Guna
Actor P el an ggan S u p p lier S al es PPI C Pem b elia n P ro duksi G uda ng M an aj er O p er as ion al Use case
M engatur data supplier √
M engatur data pelanggan √
M engatur data produk dan bahan baku √
M eminta harga produk √
M engakses permintaan harga produk √
M enawarkan harga produk √
M engakses penawaran harga produk √
M emesan produk √
M engecek ketersediaan barang √
M engkonfirmasi pengecekan ketersediaan barang √
M engakses pemesanan produk √
M embuat surat jalan √
M enerima surat Jalan √
M embuat permohonan retur √
M engkonfirmasi permohonan retur √ M emberikan kritik dan saran √ √
M enanggapi kritik dan saran √ √
M engakses surat permintaan produksi √ M embuat permintaan pengadaan bahan baku √
M embuat jadwal produksi √
M emperbaharui jadwal produksi √
M engakses perhitungan MTO/MTS √
M engakses jadwal produksi √ √
M embuat permintaan bahan baku √
M engkonfirmasi permintaan bahan baku √
M embuat surat penyelesaian produksi √
M engkonfirmasi surat penyelesaian produksi √
M engakses persediaan √
M engakses permintaan pengadaan bahan baku √
M embuat PO √
M emproses PO √
M engakses pengiriman PO √
M embuat penerimaan bahan baku √
M engakses penerimaan bahan baku √
M embuat permohonan retur supplier √
3. Simpulan
Berdasarkan hasil analisis dan perancangan sistem e-Supply Chain Management yang telah dilakukan, maka dapat diambil simpulan sebagai berikut:
1. Dari hasil analisis faktor eksternal dengan metode Five Forces Potter, diketahui perusahaan memiliki ancaman dari daya tawar menawar pelanggan dan supplier yang kuat. Sementara dari hasil penelitian terhadap proses bisnis PT. Anugerah Nusa Guna dengan metode Value Chain Analysis, perusahaan harus memiliki rantai pasokan yang baik untuk memastikan pemenuhan pesanan pelanggan dengan baik. Selain itu, ditemukan juga permasalahan yang berkaitan dengan aliran material dan informasi, yaitu penentuan metode persediaan yang subjektif sehingga sering sekali tidak seimbang dan tidak sesuai dengan permintaan pelanggan, aliran informasi yang lambat dan tidak
real-time, penyimpanan informasi dilakukan secara manual yang menyebabkan duplikasi data,
kesalahan informasi, dan tambahan biaya operasional bagi perusahaan.
2. Berdasarkan hasil perhitungan MTO / MTS, 8 produk perusahaaan merupakan produk MTS dan 2 produk sisanya merupakan produk MTO. Hal ini membuat perusahaan cocok untuk menerapkan strategi push-pull supply chain untuk mengelola produk M TS dan MTO-nya.
3. Sistem e-Supply Chain Management yang dibangun akan sesuai dengan proses bisnis dan strategi supply chain perusahaan (push-pull supply chain), memperlancar arus barang dan informasi internal perusahaan dengan supplier dan pelanggan, yang di dalamnya mencakup beberapa fitur seperti perhitungan M TO/M TS, penawaran harga ke pelanggan dan pemesanan pelanggan, pemrosesan pesanan pelanggan, informasi persediaan produk MTS yang dapat diakses supplier, Pengecekan ketersediaan dan waktu tunggu supplier untuk produk MTO, serta pemesanan dan penerimaan bahan baku dari supplier.
Daftar Pustaka
[1] Chopra, S. and M eindl, P. (2007), Supply Chain Management : Strategy, Planning, and
Operation, Pearson, New Jersey.
[2] Ha, S.H. and Krishnan, R. (2008), “A hybrid approach to supplier selection for the
maintenance of a competitive supply chain”, Expert System with Application, Vol 34, pp.
1303-1311.
[3] Heizer, J. and Render, B. (2011), Operations management, Pearson, New Jersey.
[4] Kalakota, R. and Robinson, M . (2001), e-Business 2.0 : Roadmap for Successs, Addison-Weley, New Jersey.
[5] Krajewski, L., Ritzman, L. and M alhotra, M . (2007), Operation Management : Process
and Value Chains, Pearson, New Jersey.
[6] M athiassen, L., Munk-M adsen, A., Nielsen, P. A., Stage, J. (2000). Object – Oriented
Analysis and Design. M arco Publishing, Denmark.
[7] Nasution, A.H. (2003), Perencanaan dan Pengendalian Produksi, Guna Widya, Surabaya.
[8] O’Brien, J.A. (2005), Introduction to Information System, M cGraw-Hill, New York. [9] Pujawan, I.N. (2005), Supply Chain Management, Guna Widya, Surabaya.
[10] Rajagopalan, S. (2002), “Make-to-Order or Make-to-Stock : Model and Application”, M anagement Sience, Vol. 48 No.2, pp. 241-256.
[11] Ross, D.F. (2003), Introduction to e-Supply Chain Management : Engaging Technology
to Build Market-Winning Business Partnership, St. Lucie Press, Florida.
[12] Ross, D.F. (2011), Strategic Management : Concept and Cases, Pearson, USA.
[13] Schneider, Gery, Winters, Jason P. (2001). Applying Use Cases: A Practical Guide. Second Edition. Addison-Wesley, The United States of America.
[14] Schroeder, R.G. (1993), Operation Management : Decision Making in The Operation
Function, M cGraw-Hill, USA.
[15] Schroeder, R.G. (2000), Operation Management : Contemporary Concepts and Cases, M cGraw-Hill, USA.
[16] Simchi-Levi, D., Kaminsky, P. and Simchi-Levi, E. (2004), Managing the Supply Chain
[17] Stevenson, (2009), Operation Management : 10th
Edition, M cGraw-Hill, New York.
[18] Turban, E., King, D., Lee, J., Liang, T.P., and Turban, D. (2010), Electronic Commerce
2010 : A Managerial Perspective, Pearson, New Jersey.
[19] van Donk, D. P., Soman, C. A., and Gaalman, G. (2005). “A Decision Aid for
Make-to-Order and Make-to-Stock Classification in Food Processing Industries”. EurOMA International Conference on Operation and Global Competitivenes.Vol.1997, pp.
1163-1172. Budhapest.
[20] Wanke, P.F. and Zinn, W. (2004), “Strategic Logistic Decision Making”, International Journal of Physical Distribution and Logistic M anagement, Vol. 23 No.6, pp.466 - 478. [21] Ward, J. and Peppard, J. (2002), Strategic Planning for Information System, Wiley, England.
[22] Whitten, J.L., Bentley, J.D. and Dittman, K.C. (2004), System Analysis and Design
Method, M cGraw-Hill, New York.
[23] Wignjosoebroto, S. (2003), Pengantar Teknik dan Manajemen Industri, Guna Widya, Surabaya.
[24] Yu, H., Zeng, A.Z. and Zhao, L. (2009), “Single or dual sourcing : decision-making in
the presence of supply chain disruption risk”, The International Journal of M anagement