30 BAB III
METODOLOGI PENELITIAN
3.1 Diagram Alir
Ada beberapa tahapan untuk pengujian pengaruh debit air proses pendinginan pada metode direct chill casting, berikut diagram alir yang ada
dibawah ini : Mulai
Studi Literatur
Mempersiapkan Alat dan Bahan
Proses Fabrikasi Alat
Tidak
Ya
Tidak Ya
Merancang dan Mempersiapkan Gambar Kerja 2D/3D Untuk Cetakan/Mold Pendingin Desain Berfungsi? Sesuai Dengan Ketentuan Pada Gambar 13 Assembly Alat DC Casting Dapat Berfungsi/Tidak A
31
Gambar 3.1 Diagram Alir Penelitian Tahap Pengecoran
Billet Hasil Pengecoran ⌀ = 67 mm dan P = 135 mm A Tidak Ya Tahap Pengujian
1. Pengujian Kekerasan Vickers & Brinell 2. Struktur Mikro
Tahap Pengambilan dan Pengolahan Data 1. Nilai Kekerasan Vickers & Brinell
2. Visual Struktur Mikro Al-Si
Hasil dan Pembahasan
Kesimpulan
Selesai
Mempersiapkan Alat Untuk Pendingin Pada Lubang Mold Dc Casting
Skema Pada Gambar 14 Berfungsi? Sesuai Dengan Ketentuan Pada Gambar 14
Tidak
32
Dari diagram alir diatas, berikut penjelasan mengenai berbagai tahapan sebagai berikut :
3.2 Tempat dan Waktu Penelitian 3.2.1 Tempat Penelitian
a. Pembuatan Alat DC Casting
Alat dc casting ini di buat di Laboratorium Desain dan Manufaktur Institut Tekonologi Sumatera.
b. Pengecoran
Pengecoran Aluminium Al-Si dilakukan di Laboratorium Desain dan Manufaktur Energi Institut Teknologi Sumatera.
c. Pengujian
Pengujian hardness test, serta struktur mikro dilakukan di Laboratorium Rekayasa Material Institut Teknologi Sumatera. 3.2.2 Waktu Penelitian
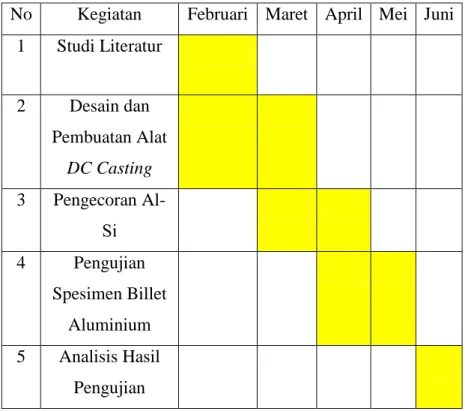
Penelitian tugas akhir ini dilaksanakan selama 5 bulan sejak 01 Februari 2021 hingga 30 Juni 2021, berikut tabel pelaksanaan penelitian tugas akhir :
Tabel 3.1 Timeline Penelitian
No Kegiatan Februari Maret April Mei Juni 1 Studi Literatur 2 Desain dan Pembuatan Alat DC Casting 3 Pengecoran Al-Si 4 Pengujian Spesimen Billet Aluminium 5 Analisis Hasil Pengujian
33 3.3 Studi Literatur
Membaca, serta mencari beberapa referensi, jurnal, skripsi, buku, yang berkaitan dengan topik tugas akhir yang akan diambil.
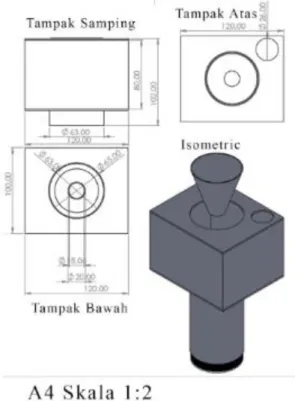
3.4 Merancang dan Mempersiapkan Gambar Kerja 2D/3D Mold Pendingin Mempersiapkan serta merancang menggunakan software 3D, agar mempermudah pekerjaan saat dilapangan, dari bentuk, lalu ukuran dari mold pendingin tersebut.
Gambar 3.2 Mold Pendingin 3.5 Alat dan Bahan
Dalam melakukan proses pengecoran ini, terdapat alat dan bahan yang digunakan, yaitu:
34 a. Gerinda
Gerinda berfungsi untuk memotong baja dan untuk membuat alat dc casting.
Gambar 3.3 Gerinda
Sumber : Laboratorium Desain dan Manufaktur
b. Waterpass
Merupakan alat yang berfungsi untuk mengukur sebuah benda sudah dalam posisi rata atau tidak baik dalam posisi vertikal, atau horizontal.
Gambar 3.4 Waterpass
35 d. Penitik
Fungsi dari penitik ini adalah untuk memberi tanda pada benda yang ingin di ukur ataupun dipotong.
Gambar 3.5 Penitik
Sumber : Laboratorium Desain dan Manufaktur
e. Penggaris Siku
Penggaris siku digunakan untuk membuat tanda apakah benda yang diukur sudah lurus 90º.
Gambar 3.6 Penggaris Siku Sumber : Laboratorium Desain dan Manufaktur
36 f. Mesin las
Untuk menyambungkan besi menjadi satu rangkaian yang utuh sehingga dapat menjadi benda dengan yang kita inginkan.
Gambar 3.7 Mesin Las
Sumber : Laboratorium Desain dan Manufaktur
g. Tang Grip
Tang grip digunakan untuk mencengkram dan menahan benda kerja dengan sangat kuat agar tidak mudah lepas.
Gambar 3.8 Tang Grip
37 h. Ragum
Ragum berfungsi untuk menjepit benda kerja yang akan dikikir, dipahat, digergaji dan lain-lain.
Gambar 3.9 Ragum
Sumber : Laboratorium Desain dan Manufaktur i. Meteran
Fungsi meteran yaitu berguna untuk mengukur jarak atau panjang, mengukur sudut, membuat sudut siku-siku, dan lain-lain.
Gambar 3.10 Meteran
38 j. Sarung Tangan
Sarung tangan berfungsi untuk melindungi tangan dari kecelakaan dalam bekerja agar tangan aman dari barang yang dapat melukai tangan.
Gambar 3.11 Sarung Tangan Sumber : Laboratorium Desain dan Manufaktur k. Helm Las
Helm las berfungsi untuk melindungi mata dari kecelakaan kerja saat proses pengelasan.
Gambar 3.12 Helm Las
39 l. Alat DC Casting
Alat DC Casting berfungsi untuk melakukan proses pengecoran, dimana proses tersebut akan berlangsung di alat DC Casting.
Gambar 3.13 Alat DC Casting
Sumber : Dokumentasi Milik Pribadi
m. Thermo Gun
Thermo Gun berfungsi untuk mengukur suhu pada proses
pengecoran yang akan dilakukan, dengan infrared alat ini akan mengukur suhu tanpa bersentuhan karena menggunakan optik sinar inframerah.
Gambar 3.14 Thermo Gun
40 n. Pompa Air Listrik
Pompa air listrik untuk menyalurkan air agar proses pendinginan pada pengecoran berjalan dengan baik.
Gambar 3.15 Pompa Air Listrik
Sumber : Laboratorium Desain dan Manufaktur
2. Bahan yang dibutuhkan untuk melakukan pengecoran yaitu : a. Al-Si
Untuk proses pengecoran menggunakan kampas rem yang mudah ditemukan di bengkel motor dengan harga yang cukup murah.
Gambar 3.16 Kampas Rem
41 3.6 Proses Perakitan
Ada beberapa proses perakitan pada mold pendingin yaitu:
a. Menyesuaikan ukuran pipa dengan lubang yang ada di mold, memasang keran air untuk mengatur debit aliran air yang mengalir pada pipa menuju ke mold.
b. Memasang pipa ke pompa air listrik, dan menyiapkan air. 3.7 Proses Finishing
Proses ini, merupakan proses yang cukup penting. Melakukan pengecekan pada pipa, lubang pada mold, keran, pompa air, apakah sudah sesuai dengan keinginan, serta mengecek kebocoran air pada pipa, lubang pada mold. Dan mengecek kondisi air.
3.8 Mekanisme Kerja
a. Mengatur Parameter Direct Chill Casting
1) Tahap ini dapat dilakukan dengan menggunakan inverter untuk menurunkan kecepatan bottom block. Hal tersebut berguna agar spesimen tidak mengalami kegagalan pada saat proses pengecoran, meminimalisir putusnya spesimen karena tidak kuat menahan aliran aluminium, serta menghindari pembekuan dibagian tengah sebelum keluar dari cetakan.
2) Menyesuaikan putaran keran untuk mengatur debit air saat dilakukan penyemprotan ke dalam cetakan.
3) Mengatur arah serta menjaga semprotan air agar tidak keluar dari cetakan.
4) Mengarahkan keatas bottom block agar mengenai bagian bawah cetakan.
5) Menentukan seberapa lama proses pendinginan menggunakan stopwatch, menyesuaikan dengan kecepatan dari bottom block, untuk bukaan kran air 30º, bukaan kran air 45º, bukaan kran air 90º
6) Menggunakan debit aliran air 21 L/Min dengan bukaan kran air 30 º, 26 L/Min dengan bukaan kran air 45º, dan 31 L/Min dengan
42
bukaan kran air 90º untuk pendinginan pada lubang mold DC
Casting.
7) Membuat skema proses pendinginan untuk mold DC Casting dari sumber air – pompa – alat dc casting – mold dc casting, berikut gambar skema proses pendinginan pada lubang mold DC
Casting :
Gambar 3.17 Skema Proses Pendinginan Mold DC Casting
8) Membuat instalasi pipa pendinginan untuk mold DC Casting berikut gambar nya :
43 b. Peleburan Logam
Ada beberapa tahapan sebelum melakukan proses peleburan logam, yaitu:
1) Tahap pembersihan tungku dari sisa slag peleburan aluminium dan pemeriksaan tungku untuk menghindari kebocoran saat peleburan aluminium
2) Tahap pemasangan gas untuk memastikan bahwa api yang dihidupkan dapat memanaskan tungku dengan baik, keadaan api yang baik jika api tersebut dapat memutari tungku. Dapat dilihat dari bagian atas tungku yang tampak jilatan api. Selain itu, kondisi api tidak boleh terlalu besar dan mengeluarkan asap hitam, karena dapat mempengaruhi kualitas aluminium. Selanjutnya adalah melakukan proses peleburan. Proses peleburan terbagi menjadi beberapa tahap sebagai berikut :
1. Bagian aluminium berupa ingot dipotong menjadi beberapa bagian yang berukuram tidak terlalu besar. Kemudian masukan ingot tersebut sesuai dengan jumlah yang dibutuhkan.
2. Menghidupkan gas untuk memanaskan tungku.
3. Setelah kurang lebih 2 jam, maka dapat memeriksa temperatur logam aluminium menggunakan termokopel atau termogun. c. Penuangan Cairan Logam ke Cetakan
Selanjutnya merupakan proses penuangan logam cair ke dalam cetakan dengan alat bantu berupa ladle. Saat proses penuangan dilakukan, cetakan tidak boleh terisi penuh dan tumpah. Hal tersebut dapat menyebabkan proses pengecoran dapat menggunakan dua ladle agar menjaga cairan yang dituang kontinu dan produk yang dihasilkan tidak putus.
d. Pengontrol Pendinginan Pada Proses Direct Chill Casting
Proses pendinginan cetakan dapat dilakukan dengan penyemprotan, cetakan pada pendingin diberikan lubang, lalu menggunakan pompa air listrik, pipa serta keran air, agar air dapat memasuki cetakan
44
pendingin dengan debit aliran air yang dapat diatur sesuai keinginan. Alat pendingin ini memiliki celah untuk mengalirkan air secara merata. Alat ini digunakan untuk mendinginkan cetakan dan aluminium sesaat setelah ditarik oleh bottom block keluar dari cetakan.
e. Pengambilan Produk Coran
Jika proses pengecoran telah selesai, maka produk coran bisa diambil serta dapat di analisis dan di uji sifat mekanis serta mikrostruktur nya. f. Proses Pengujian
Pada proses ini dilakukan pembentukan sebuah spesimen uji dari produk cor. Pembentukan spesimen uji dilakukan dengan membentuk cor menjadi ukuran yang sesuai dengan pengujian yang dilakukan, pengujian yang dilakukan ada beberapa yaitu hardness test, uji tarik, dan analisis struktur mikro.
3.9 Tahapan Pengujian
3.9.1 Uji Kekerasan Brinell
Bahan uji yang digunakan yaitu spesimen dengan material aluminium dan alat pengujian menggunakan Universal Hardness Testing Machine
Zwick Roell ZHU 250 CL Models. Berikut spesimen uji kekerasan brinell
dengan menggunakan ketentuan ASTM E-10 :
Gambar 3.19 Spesimen Uji Kekerasan ASTM E-10
Selain itu ada bebereapa tahapan untuk pengujian kekerasan brinell pada billet Al-4xxx ini yaitu :
a. Menyiapkan Permukaan benda kerja, menggunakan grinding polishing untuk meratakan permukaan.
45
c. Menghidupkan perangkat PC, serta memastikan PC sudah siap. d. Menghidupkan alat Universal Hardness Testing
e. Membuka software Zwick Roell HD Indentec ZHµ.HD-S. f. Memilih menu Option > Preferences
g. Kemudian pilih jenis material yang akan digunakan, serta memilih metode Brinell dengan pembebanan 30 kgf, perbesaran lens X10, menggunakan indentor brace dengan ukuran diameter 1 mm
h. Setelah spesimen sudah siap, dipastikan kembali perangkat PC dan alat siap.
i. Meletakkan spesimen pada meja spesimen dan mengatur fokus dengan cara memutar meja spesimen
j. Setelah fokus, memilih menu run > free test, tunggu sampai 10 detik, lalu hasil dari pengujian akan muncul dan ulangi sampai 3 kali pada 3 tempat yang berbeda.
k. Menghitung kekerasan di masing- masing titik dengan persamaan (1), kemudian di ambil rata-rata nya.
3.9.2 Analisis Struktur Mikro
Sebelum melakukan pengamatan struktur mikro, ada beberapa hal yang harus dilakukan yaitu material preparation, cutting, mounting,
grinding, polishing, etching. Pengujian alat menggunakan Trinocular Metalurgical. Berikut merupakan spesimen uji struktur mikro :
Gambar 3.20 Spesimen Uji Struktur Mikro
Selain itu adapun tahap pengujian struktur mikro pada billet Al-Si sebagai berikut :
46
a. Menghidupkan kabel plug ke listrik dan tekan tombol on . b. Meletakkan spesimen pada stage specimen.
c. Memfokuskan gambar dengan menggunakan lensa objektif dengan perbesaran terkecil.
d. Mengatur posisi lampu kondenser dan Atur unit lampu iluminasi secara benar.
e. Mengatur intensitas cahaya lampu seperlunya.
f. Memfokuskan posisi spesimen dengan lensa objektif secara tepat dengan memutar fine adjusting handle.
g. Untuk pengamatan saja tekan kedalam light-path changeover lever, sedangkan untuk memotret tarik keluar.
h. Dalam pengambilan gambar, memastikan tidak ada getaran yang terjadi pada saat itu.
3.10 Tahap Pengambilan Data
3.10.1 Pengambilan Data Uji Kekerasan Brinell (HBN)
Adapun data yang diambil adalah data nilai kekerasan HBN, data tersebut disajikan pada tabel 3.2 berikut ini :
Tabel 3.2 Data Uji Kekerasan Brinell (HBN) Kode
Spesimen Fasa Percobaan
Force, kgf HVN Spesimen 1 (21 L/Min) α-Al 1 0.5 2 3 Al-Si dendrit 1 0.5 2 3 Si Primer 1 0.5 2 3 α-Al 1 0.5
47 Spesimen 2 (26 L/Min) 2 3 Al-Si dendrit 1 0.5 2 3 Si Primer 1 0.5 2 3 Spesimen 3 (30 L/Min) α-Al 1 0.5 2 3 Al-Si dendrit 1 0.5 2 3 Si Primer 1 0.5 2 3
3.10.2 Pengambilan Data Uji Kekerasan Vickers
Adapun data yang diambil adalah data nilai kekerasan HVN, data tersebut disajikan pada tabel berikut ini :
Tabel 3.3 Data Uji Kekerasan Vickers Kode
Spesimen Fasa Percobaan
Force, kgf HVN Spesimen 1 (21 L/Min) α-Al 1 0.5 2 3 Al-Si dendrit 1 0.5 2 3 1 0.5
48 Si Primer 2 3 Spesimen 2 (26 L/Min) α-Al 1 0.5 2 3 Al-Si dendrit 1 0.5 2 3 Si Primer 1 0.5 2 3 Spesimen 3 (30 L/Min) α-Al 1 0.5 2 3 Al-Si dendrit 1 0.5 2 3 Si Primer 1 0.5 2 3
3.10.3 Pengambilan Data Struktur Mikro Al-Si
Adapun data yang diambil pada pengujian berupa data visual struktur mikro Al-Si data tersebut disajikan pada tabel 3.3 berikut ini :
Tabel 3.4 Data Struktur Mikro Billet
Titik Uji Data Pengamatan
1 2 3
49 4 5 6 7 8 9 10 11 12 3.10.4 Pengolahan Data
Berdasarkan data yang diperoleh maka, data tersebut akan dilakukan proses pengolahan data dengan menggunakan rumus yang sudah ditentukan, lalu data yang telah melewati proses perhitungan, akan disajikan dalam bentuk grafik dan tabel, struktur mikro akan dibandingkan dengan hasil uji kekerasan karena semakin rapat struktur mikro Al-Si maka nilai kekerasan akan lebih tinggi, lalu nilai kekerasan HVN dan HBN didapatkan langsung dari alat