BAB II
TINJAUAN PUSTAKA
2.1 Bahan-bahan logam
Baja adalah paduan antara besi dengan karbon (Fe-C) yang mengandung karbon maksimal 2,0 % dengan sedikit unsur silikon (Si), Mangan (Mn), Phospor (P), dan Cuprum (Cu). Sifatnya tergantung pada kadar karbon karena itu baja ini dikelompokkan berdasarkan kadar karbonnya.
Kandungan baja secara khusus memberikan pengaruh secara extrim terhadap sifat-sifat mekaniknya dan mikrostrukturnya, sehingga secara konvensional dapat diklasifikasikan menurut persentase kadar karbon yang terkandung yaitu :
1. Baja karbon rendah
Baja karbon rendah adalah baja karbon yang mengandung (0,02 – 0,3) %C 2. Baja karbon sedang
Baja karbon ini memiliki sifat mekanik yang lebih baik dari pada baja karbon rendah, dimana baja karbon sedang ini mengandung (0,3 – 0,6) %C, memiliki ciri-ciri khas seperti berikut :
a. Lebih kuat dan keras dari pada baja karbon rendah. b. Tidak mudah dibentuk dengan mesin .
c. Lebih sulit dilakukan untuk pengelasan. d. Dapat dikeraskan (Quencing) dengan baik.
3. Baja karbon tinggi memiliki kandungan karbon antara (0,6 – 1,7) %C, memiliki cirri-ciri sebagai berikut :
a. Kuat sekali.
b. Sangat keras dan getas. c. Sulit dibentuk mesin.
d. Mengandung unsur sulfur dan phospor mengakibatkan berkurangnya sifat liat.
e. Dapat dilakukan proses Heat Treatment dengan baik.
Kandungan – kandungan karbon tersebut memberikan pengaruh yang lebih dominan terhadap sifat mekanis sehingga mempunyai beberapa klasifikasi sesuai dengan kandungan karbonnya misalnya :
1. Baja lunak ekstra ekstrim dengan kandungan karbonnya kurang dari 0,1 % C
2. Baja lunak ekstrim dengan kandungan karbonnya antara ( 0,1 - 0,18 ) % C 3. Baja sedang dengan kandungan karbon antara ( 0,18 - 0,3 ) % C
4. Baja setengah sedang dengan kandungan karbon antara ( 0,3 - 0,4 ) % C 5. Baja setengah keras dengan kandungan karbon antara ( 0,4 - 0,5 ) % C 6. Baja keras dengan kandungan karbon antara ( 0,5 - 0,6 ) % C
7. Baja sangat ekstrim dengan kandungan karbon lebih dari 0,6 % C
Jenis – jenis baja carbon seperti yang kita sebutkan di atas tadi mengandung kadar karbon antara 0,22 % sampai dengan 2,0 % kandungan karbonnya, dan yang mengandung unsur – unsur seperti : Nikel (Ni), Crom (Cr), Silikon (Si), Mangan (Mn), Phospor (P), Cuprum (Cu) yang unsur tersebut di atas sebagai panca unsur dari besi dan baja biasanya yang dianggap untuk analisa.(Amanto H., Daryanto, 1999) 2.2 Sifat-sifat Bahan
Untuk dapat menggunakan bahan teknik dengan tepat, maka bahan tersebut harus dapat dikenali dengan baik sifat – sifatnya yang mungkin akan dipilih untuk dipergunakan. Sifat – sifat bahan tersebut tentunya sangat banyak macamnya, diantaranya adalah sifat mekanik.
Sifat mekanik suatu bahan adalah kemampuan bahan untuk menahan beban – beban yang dikenakan padanya. Beban – beban tersebut dapat berupa beban tarik, tekan, bengkok, geser, punter, atau beban kombinasi.
Sifat – sifat mekanik bahan yang terpenting antara lain :
- Kekuatan (strength) menyatakan kemampuan bahan untuk menerima tegangan tanpa menyebabkan bahan tersebut menjadi patah. Kekuatan ini
ada beberapa macam, dan ini tergantung pada beban yang bekerja antara lain dapat dilihat dari kekuatan tarik, kekuatan geser, kekuatan tekan, kekuatan puntir, dan kekuatan bengkok.
- Kekerasan (hardness) dapat didefinisikan sebagai kemampuan bahan untuk tahan terhadap goresan, pengikisan (abrasi), penetrasi. Sifat ini berkaitan erat dengan sifat keausan (wear resistance). Dimana kekerasan ini juga mempunyai korelasi dengan kekuatan.
- Kekenyalan (elasticity) menyatakan kemampuan bahan untuk menerima tegangan tanpa mengakibatkan terjadinya perubahan bentuk yang permanen setelah tegangan dihilangkan. Bila suatu bahan mengalami tegangan maka akan terjadi perubahan bentuk. Bila tegangan yang bekerja besarnya tidak melewati suatu batas tertentu maka perubahan bentuk yang terjadi bersifat sementara, perubahan bentuk ini akan hilang bersamaan dengan hilangnya tegangan, akan tetapi bila tegangan yang bekerja telah melampaui batas, maka sebagian bentuk itu tetap ada walaupan tegangan telah dihilangkan.
Kekenyalan juga menyatakan seberapa banyak perubahan bentuk elastic dapat terjadi sebelum perubahan bentuk yang permanen mulai terjadi, dengan kata lain kekenyalan menyatakan kemampuan bahan untuk kembali ke bentuk dan ukuran semula setelah menerima beban yang menimbulkan deformasi.
- Kekakuan (stiffness) menyatakan kemampuan bahan untuk menerima tegangan/beban tanpa mengakibatkan terjadinya perubahan bentuk (deformasi) atau defleksi. Dalam beberapa hal kekakuan ini lebih penting dari pada kekuatan.
- Plastisitas (plasticity) menyatakan kemampuan bahan untuk mengalami sejumlah deformasi plastis (yang permanen) tanpa mengakibatkan terjadinya kerusakan. Sifat ini sangat diperlukan bagi bahan yang akan diproses dengan berbagai proses pembentukan seperti, forging, rolling, extruding, dan sebagainya. Sifat ini sering juga disebut sebagai keuletan/kekenyalan (ductility). Bahan yang mampu mengalami deformasi
plastis yang cukup tinggi dikatakan sebagai bahan yang mempunyai keuletan/kekeyalan tinggi, dimana bahan tersebut dikatakan ulet/kenyal (ductile). Sedang bahan yang tidak menunjukkan terjadinya deformasi plastis dikatakan sebagai bahan yang mempunyai keuletan rendah atau dikatakan getas/rapuh (brittle).
- Ketangguhan (toughness) menyatakan kemampuan bahan untuk menyerap sejumlah energi tanpa mengakibatkan terjadinya kerusakan. Juga dapat dikatakan sebagai ukuran banyaknya energi yang diperlukan untuk mematahkan suatu benda kerja, pada suatu kondisi tertentu. Sifat ini dipengaruhi oleh banyak faktor, sehingga sifat ini sulit untuk diukur.
- Kelelahan (fatigue) merupakan kecenderungan dari logam untuk patah bila menerima tegangan berulang – ulang (cyclic stress) yang besarnya mesih jauh dibawah batas kekuatan elastisitasnya. Sebagian besar dari kerusakan yang terjadi pada komponen mesin disebabkan oleh kelelahan. Karenanya kelelahan merupakan sifat sangat penting tetapi sifat ini juga sulit diukur karena sangat banyak factor yang mempengaruhiya.
Berbagai sifat mekanik diatas juga dapat dibedakan menurut cara pembebanannya, yaitu sifat mekanik statik, sifat terhadap beban statik, yang besarnya tetap atau berubah dengan lambat, dan sifat mekanik dinamik, sifat mekanik terhadap beban yang berubah – ubah atau mengejut. Ini perlu dibedakan terhadap cara pembebanan yang berbeda.(Love G., 1982)
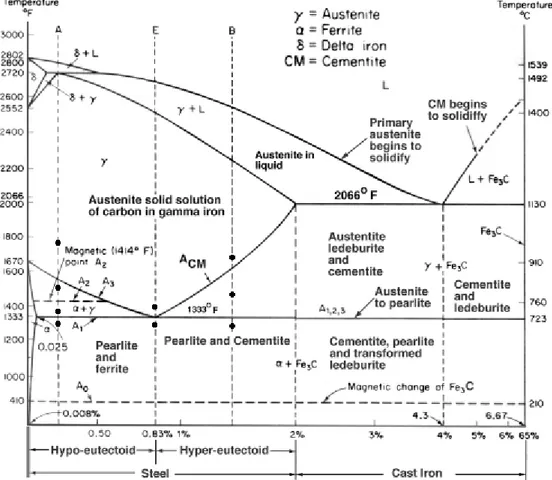
2.3 Diagram kesetimbangan besi karbon
Diagram kesetimbangan besi karbon adalah diagram yang menampilkan hubungan antara temperatur dan kandungan karbon (%C) selama pemanasan. Dari diagram fasa tersebut dapat diperoleh informasi – informasi penting yaitu antara lain : 1. Fasa yang terjadi pada komposisi dan temperatur yang berbeda dengan
pendinginan berbeda pula.
2. Temperatur pembekuan dan daerah – daerah pembekuan paduan Fe – C bila dilakukan pendinginan.
4. Batas-batas kelarutan atau batas kesetimbangan dari unsur karbon fasa tertentu. 5. Reaksi-reaksi metalurgis yang terjadi, yaitu reaksi eutektik, peritektik dan
eutektoid.
Besi merupakan salah satu logam yang memiliki sifat allotropi. Sifat allotropi yang dimiliki besi sendiri ada 3, yaitu :
- Delta iron (δ) mampu melarutkan karbon max 0,1% pada 1500° C
- Gamma iron (γ) mampu melarutkan karbon max 2 % pada 1130° C
- Alpha iron (α) mampu melarutkan karbon max 0,025% pada 723° C
Gambar 2.1. Diagram fasa besi karbon
Diagram fasa adalah diagram yang menampilkan hubungan antara temperatur dimana terjadi perubahan fasa selama proses pendinginan dan pemanasan yang lambat dengan kadar karbon. Diagram ini merupakan dasar pemahaman untuk semua operasi-operasi perlakuan panas. Fungsi diagram fasa adalah memudahkan memilih temperatur pemanasan yang sesuai untuk setiap proses perlakuan panas baik proses anilizing, normalizing maupun proses pengerasan.
Baja adalah paduan besi dengan karbon maksimal sampai sekitar 1,7%.paduan besi diatas 1,7% disebut cast iron. Perlakuan panas bertujuan untuk memperoleh struktur mikro dan sifat yang di inginkan. Struktur mikro dan sifat yang diinginkan dapat diperoleh melalui proses pemanasan dan proses pendinginan pada temperatur tertentu.
Macam –macam struktur yang ada pada baja: 1. Ferit
Ferit adalah larutan padat karbon dan unsur paduan lainya pada besi kubus pusat badan (Fe). Ferit terbentuk akibat proses pendinginan yang lambat dari austenit baja hypotektoid pada saat mencapai A3. ferit bersifat sangat lunak ,ulet dan memiliki kekerasan sekitar 70 - 100 BHN dan memiliki konduktifitas yang tinggi.
2. Sementit
Sementit adalah senyawa besi dengan karbon yang umum dikenal sebagai karbida besi dengan prosentase karbon 6,67%C. Yang bersifat keras sekitar 5 – 68 HRC
3. Perlit
Perlit adalah campuran sementit dan ferit yang memiliki kekerasan sekitar 10-30HRC. Perlit yang terbentuk sedikit dibawah temperatur eutektoid memiliki kekerasan yang lebih rendah dan memerlukan waktu inkubasi yang lebih banyak.
4. Bainit
Bainit merupakan fasa yang kurang stabil yang diperoleh dari austenit pada temperatur yang lebih rendah dari temperatur transformasi ke perlit dan lebih tinggi dari transformasi ke martensit.
5. Martensit
Martensit merupakan larutan padat dari karbon yang lewat jenuh pada besi alfa sehingga latis-latis sel satuanya terdistorsi. Karbon adalah unsur penyetabil austenit. Kelarutan maksimum dari karbon pada austenit adalah sekitar 1,7% (E) pada 1140 0C, Sedangkan kelarutan karbon pada ferit naik dari 0% pada 910 0C menjadi 0,025% pada 723 0C. Pada pendinginan lanjut, kelarutan karbon pada ferrit menurun menjadi 0,08% pada temperatur kamar. Kegunaan dari baja tergantung dari sifat-sifatnya yang sangat bervariasi yang diperoleh melalui pemaduan dan penerapan proses perlakuan panas. Sifat mekanik dari baja sangat tergantung pada struktur mikronya, sedangkan struktur mikro sangat mudah diubah melalui proses perlakuan panas.
Beberapa jenis baja memiliki sifat-sifat yang tertentu sebagai akibat penambahan unsur paduan. Salah satu unsur paduan yang sangat penting yang dapat mengontrol sifat baja adalah karbon (C). Jika besi dipadu dengan karbon, transformasi yang terjadi pada rentang temperatur tertentu erat kaitanya dengan kandungan karbon. Berdasarkan pemaduan antara besi dan karbon, karbon di dalam besi dapat berbentuk larutan atau berkombinasi dengan besi membentuk karbida besi (Fe3C).
Jika kadar karbon meningkat maka transformasi austenit menjadi ferit akan menurun dan akan mencapai minimum pada titik prosentase karbon 0,8% pada temperatur 723 0C. Titik ini biasa disebut titik eutektoid. komposisi eutektoid dari baja merupakan titik rujukan untuk mengklasifikasikan baja. Baja dengan kadar karbon 0,8% disebut baja eutektoid. Sedang kan baja dengan kadar karbon kurang dari 0,8% disebut baja hipo tektoid . titik kritis sepanjang garis GS disebut sebagai garis A3 sedangkan titik kritis sepanjang garis PSK disebut sebagai garis A1. Dengan demikian setiap titik pada garis GS dan SE menyatakan temperatur dimana transformasi dari austenit dimulai baik pada saat dipanaskan maupun pada saat didinginkan .
Jika baja eutektoid didinginkan dari temperatur austenisasinya , maka pada saat mencapai titik – titik sepanjang garis tersebut akan bertransformasi menjadi suatu campuran eutektoid yang disebut perlit. Jika baja hypo teuktoid didinginkan dari temperatur austenisasinya, pada saat mencapai garis GS , ferit akan terbentuk sepanjang batas butir austenit. Pada titik ini, pengintian ferit akan terjadi dibatas butir austenit dan mulai saat itu, paduan Fe-C memasuki daerah dua fasa. Jika pendinginan
yang lambat tersebut diteruskan ketitik C ferit akan tumbuh. Pada 732 °C , struktur baja di titik C terdiri dari austenit dan ferit. Karena kelarutan karbon di ferit sangat rendah, maka pada saat pertumbuhan ferit akan disertai pembuangan karbon ke austenit yang masih tersisa sehingga fasa austenit menjadi kaya akan karbon. Pendinginan lanjut dari dari baja tersebut, pada saat melalui temperatur eutektoidnya (pada titik D), austenite yang tersisa akan bertransformasi menjadi suatu campuran ferit dan sementit yang berbentuk lamellar (serpih). Dengan demikian baja dengan kadar karbon 0,4% pada titik D akan terdiri dari ferit dan perlit. Perbandingan ferit terhadap perlit sama dengan perbandingan ferit terhadap austenit di titik C. Pendinginan lebih lanjut sampai ke temperatur kamar tidak mempengaruhi struktur mikro yang sudah ada. Pada saat dipanaskan akan terjadi transformasi yang berlangsung kebalikanya dari apa yang telah dijelaskan diatas.
Jumlah perlit yang ada pada setiap jenis baja sangat tergantung pada kadar karbonnya. Sebagai contoh, baja dengan 0,2 % C akan memiliki sekitar 25% perlit, sedangkan baja dengan 0,4 % C akan memiliki sekitar 50 % C. Jika baja hypoteuktoid didinginkan dari temperatur austenisasinya, maka akan terjadi pemisahan sementit pada batas butir austenit disepanjang garis SE. Sebagai contoh jika baja dengan 1,25 % C diaustenisasi dan didinginkan perlahan-lahan maka akan terjadi pemisahan sementit. Dengan adanya pembentukan sementit, kadar karbon diaustenit akan berkurang dan penurunan kadar karbon tersebut terus berlanjut sampai mendekati temperatur 723 0C. Pada titik I, struktur baja akan terdiri dari campuran austenit dan sementit dimana sementitnya terbentuk disepanjang batas butir austenit.
Pendinginan lebih lanjut dari baja tersebut melalui temperatur eutektoidnya akan mengubah seluruh austenit yang tersisa menjadi perlit. Pendinginan lanjut sampai ketemperatur kamar tidak akan mengubah struktur mikro yang sudah ada. Berdasarkan penjelasan di atas, struktur baja karbon tergantung dari kadar karbonya. Hasil pendinginan yang lambat pada temperatur kamar akan terdiri dari:
1. Ferit, dengan kandungan karbon 0,007 % - 0,25 % C 2. Ferit dan perlit, dengan kadungan karbon 0,025 % - 0,8 % C 3. Perlit dan sementit, dengan karbon, 0,8 % - 1,7 % C
4. Perlit dan grafit, dengan karbon 1,7 % - 4,2 % C (dengan perlakuan khusus) (Wikipedia, 2012)
Dalam kondisi cair karbon dapat larut dalam besi. Dalam kondisi padat, besi dan karbon dapat membentuk :
- Larutan padat (solid solution)
- Senyawa interstitial (interstitial compound)
- Eutectic mixture : campuran antara austenite (γ) dan cementite (Fe3C)
- Eutectoid mixture : campuran antara ferrite (α) dan cementite (Fe3C)
- Grafit : karbon bebas, tidak membentuk larutan padat ataupun tidak berikatan membentuk senyawa dengan Fe.
Beberapa istilah dalam diagram kesetimbangan Fe-Fe3C dan fasa-fasa yang
terdapat didalamnya akan dijelaskan dibawah ini. Berikut adalah batas-batas temperatur kritis pada diagram Fe-Fe3C:
- A1, adalah temperatur reaksi eutektoid yaitu perubahan fasa γ menjadi α+Fe3C (perlit) untuk baja hypo eutektoid.
- A2, adalah titik Currie (pada temperatur 7690C), dimana sifat magnetik besi berubah dari feromagnetik menjadi paramagnetik.
- A3, adalah temperatur transformasi dari fasa γ menjadi α (ferit) yang ditandai pula dengan naiknya batas kelarutan karbon seiring dengan turunnya temperatur.
- Acm, adalah temperatur transformasi dari fasa γ menjadi Fe3C (sementit)
yang ditandai pula dengan penurunan batas kelarutan karbon seiring dengan turunnya temperatur.
- A13, adalah temperatur transformasi γ menjadi α+Fe3C (perlit) untuk baja
hiper eutektoid.
- Ferit (α), yaitu paduan Fe dan C dengan kelarutan C maksimum 0,025%
pada temperatur 7230C, struktur kristalnya BCC (Body Centered Cubic).
- Austenit (γ), adalah paduan Fe dan C dengan kelarutan C maksimum 2%
pada temperatur 11480C, struktur kristalnya FCC (Face Centered Cubic). - Delta (δ), adalah paduan Fe dan C dengan kelarutan C maksimum 0,1%
- Senyawa Fe3C atau biasa disebut sementit dengan kandungan C
maksimum 6,67%, bersifat keras dan getas dan memiliki struktur kristal Orthorombic.
- Liquid atau fasa cair, adalah daerah paling luas dimana kelarutan C sebagai paduan utama dalam Fe tidak terbatas pada temperatur yang bervariasi.
(Situs Informasi Mekanik, Material dan Manufaktur, 2011)
2.4 Perlakuan panas pada baja
Perlakuan panas (Heat Treatment) adalah suatu proses pemanasan dan pendinginan logam dalam keadaan padat untuk mengubah sifat - sifat fisis logam tersebut. Baja dapat dikeraskan sehingga tahan aus dan kemampuan memotong meningkat, atau baja dapat dilunakkan untuk memudahkan permesinan lebih lanjut. Melalui perlakuan panas yang tepat, tegangan dalam dapat dihilangkan, besar butir diperbesar atau diperkecil, ketangguhan ditingkatkan atau dapat dihasilkan suatu permukaan yang keras di sekeliling inti yang ulet. Untuk memungkinkan perlakuan panas yang tepat, susunan kimia baja harus diketahui karena perubahan komposisi kimia, khususnya karbon dapat mengakibatkan perubahan sifat-sifat fisis.
Pada setiap operasi perlakuan panas laju pemanasan merupakan faktor yang penting. Panas merambat dari luar kedalam dengan kecepatan tertentu. Bila pemanasan terlalu cepat, bagian luar akan jauh lebih panas dari pad bagian dalam sehingga tidak dapat diperoleh struktur merata. Bila bentuk benda tidak teratur, benda harus dipanaskan perlahan – lahan agar tidak mengalami distorsi atau retak. Semakin besar potongan benda, maka semakin lama waktu yang diperlukan untuk memperolah hasil yang merata.
Dalam proses Heat Treatment untuk baja karbon, laju pendinginan merupakan faktor pengendali, dimana pendinginan yang cepat, lebih cepat dari pada pendinginan kritis akan menghasilkan struktur yang keras, bila dibandingkan dengan pendinginan yang lambat akan menghasilkan struktur yang lebih lunak.(Gruber Schonmetz, 1985)
Normalizing adalah suatu proses perlakuan panas yang dilakukan pada baja dengan temperatur 40 – 500C diatas titik kritis dalam waktu pemanasan yang singkat dan suhu dijaga agar tetap konstan lalu dilakukan pendinginan diudara terbuka.
Tujuan dari normalizing ini meliputi :
1) Menghilangkan struktur butiran yang kasar (Coarse Grained Struktur) yang diperoleh setelah dilakukan pengerjaan sebelumnya, misalnya rolling, forging dan lain – lain.
2) Menambah kekuatan dari baja karbon.
3) Memperbaiki sifat struktur setelah pengelasan. 4) Mengurangi tegangan dalam (Internal Stress).
5) Menghilangkan jaringan sementit pada hypeutektoid.
Baja tuang yang kemudian dilanjutkan dengan proses Normalizing mempunyai Yield Point, Tensile Strenght, dan Impact Test yang lebih tinggi dibandingkan dengan baja yang mengalami proses annealing.
2.4.2 Annealing (Pelunakan)
Annealing adalah proses perlakuan panas pada baja yang telah dipanaskan pada suhu yang telah ditentukan kemudian didinginkan dengan perlahan – lahan didalam tungku pemanas, dengan maksud melunakkan dan meningkatkan sifat baja yang akan dikerjakan. Adapun tujuan dari perlakuan annealing ini adalah :
1) Menambah keuletan.
2) Membebaskan atau mengurangi tegangan dalam. 3) Menghilangkan ketidak homogen struktur. 4) Menyempurnakan ukuran butiran logam. 2.4.3 Hardening (Pengerasan)
Hardening adalah proses perlakuan panas dan pendinginan pada baja karbon dengan tujuan untuk mendapatkan sifat yang baru. Hardening adalah suatu proses perlakuan panas yang digunakan untuk :
1) Memberikan kekerasan yang tinggi terhadap baja. 2) Memperbaiki kekuatan mekanis.
Pada proses ini baja dipanaskan diatas titik kritis kemudian dibiarkan beberapa saat pada temperatur tersebut dan selanjutnya dilakukan proses quenching. Istilah quenching ini dikenal sebagai pendinginan cepat misalnya dengan pencelupan baja pada cairan. Setelah proses quenching akan diperoleh struktur martensit dan troostite.
Pada umumnya setelah proses quenching akan diperoleh kekuatan yang tinggi yang akibatnya baja menjadi rapuh. Untuk menghilangkan internal stress yang tinggi ini baja yang telah di quenching akan dilanjutkan dengan proses tempering. Dengan adanya sifat penemperan pada baja akan mengalami sifat kekuatan dan kekerasan yang tinggi.
2.4.4 Tempering (Penemperan)
Baja yang telah dikeraskan bersifat rapuh dan tidak cocok untuk digunakan. Maka melalui temper, kekerasan dan kerapuhan dapat diturunkan sampai memenuhi persyaratan penggunaan. Kekerasan turun, kekuatan tarik akan turun pula sedang keuletan dan ketangguhan baja akan meningkat.
Proses temper adalah pemanasan kembali dari baja yang telah dikeraskan pada suhu dibawah kritis, disusul dengan pendinginan. Meskipun proses ini menghasilkan baja yang lebih lunak, proses ini berbeda dengan proses anil karena di sini sifat-sifat fisis dapat dikendalikan dengan cermat. Struktur akhir hasil temper baja yang dikeraskan disebut martensit temper.
Proses temper ini dibagi tiga jenis berdasarkan temperatur pemanasan antara lain:
1) Tempering pada temperatur rendah yaitu proses tempering yang dilakukan pada temperatur (150 – 230) 0C.
2) Tempering pada temperatur sedang yaitu proses tempering yang dilakukan pada temperatur (350 – 450) 0C.
3) Tempering pada temperatur tinggi yaitu proses tempering yang dilakukan pada temperatur (500 – 600) 0C.
Temper dimungkinkan oleh karena struktur martensit tidak stabil. Temper pada suhu rendah antara 150 – 2300C tudak akan menghasilkan penurunan kekerasan yang berarti, karena pemanasan akan menghilangkan tegangan dalam terlebih dahulu. Bila suhu temper meningkat, martensit terurai lebih cepat dan sekitar 3150C perubahan fasa menjadi martensit temper berlangsung dengan cepat.
Unsur paduan mempunyai pengaruh yang berarti atas temper, pengaruhnya menghambat laju pelunakan sehingga baja paduan akan memerlukan suhu temper yang lebih tinggi untuk mencapai kekerasan tertentu. Pada proses temper perlu diperhatikan suhu maupun waktu. Meskipun pelunakan terjadi pada saat-saat pertama setelah suhu temper dicapai, selama pemanasan (yang cukup lama) terjadi penurunan kekerasan. Biasanya baja dipanaskan sampai suhu tertentu kemudian dibiarkan cukup lama sampai suhu merata.(Daryanto, 2010)
2.5 Pengaruh perbedaan waktu penahanan suhu stabil (Holding time)
Pada logam baja dilakukan pengerasan (hardening) untuk memperoleh sifat tahan aus yang tinggi, kekuatan dan fatigue limit/strength yang lebih baik, dengan suatu proses heat treatment (perlakuan panas), dalam beberapa tahapan proses yaitu : Pemanasan awal, Pemanasan lanjut, Penahanan waktu suhu stabil, dan Pendinginan. Kekerasan yang dapat dicapai tergantung pada kadar karbon dalam logam baja dan kekerasan yang terjadi akan tergantung pada temperatur pemanasan, holding time (perbedaan waktu penahanan suhu stabil) dan laju pendinginan yang dilakukan pada proses laku panas.
Holding time dilakukan untuk mendapatkan kekerasan maksimum dari suatu bahan pada proses hardening dengan menahan temperatur pengerasan untuk memperoleh pemanasan yang homogen sehingga struktur austenitnya homogen atau terjadi kelarutan karbida ke dalam austenite dan difusi karbon dan unsur paduannya.
Pedoman untuk menentukan holding time dari berbagai jenis baja : baja konstruksi dari baja karbon dan baja paduan rendah. Yang mengandung karbida yang mudah larut, diperlukan holding time yang singkat, 5 – 15 menit setelah mencapai temperatur pemanasannya dianggap sudah memadai.
- Baja konstruksi dari baja paduan menengah dianjurkan menggunakan holding time 15 – 25 menit, tidak tergantung ukuran benda kerja.
- Low alloy tool steel, memerlukan holding time yang tepat, agar kekerasan yang diinginkan dapat tercapai. Dianjurkan menggunakan 0,5 menit per millimeter tebal benda, atau 10 sampai 30 menit.
- High alloy chrome steel, membutuhkan holding time yang paling panjang di antara semua baja perkakas, juga tergantung pada temperatur pemanasannya.
- Hot work tool steel, mengandung karbida yang sulit larut, baru akan larut pada 10000C. Pada temperatur ini kemungkinan terjadinya pertumbuhan butir sangat besar, karena itu holding time harus dibatasi, 15 – 30 menit. - High speed steel, memerlukan temperatur pemanasan yang sangat tinggi,
1200 – 13000C. Untuk mencegah terjadinya pertumbuhan butir holding time diambil hanya beberapa menit saja.(Yudiono H., 2006)
2.6 Pengujian bahan logam
Pengujian bahan logam dapat dilakukan dengan menggunakan empat metode antara lain :
1. Pengujian metalografis
Pengujian ini menghasilkan gambaran tentang struktur mikro yang telah menerima berbagai perlakuan panas.
2. Pengujian destruktif
Pengujian destruktif menghasilkan kerusakan terhadap bahan yang diuji, sehingga pengujian ini mempunyai arti bila dilakukan perbandingan tetapi tidak berlaku untuk memperlakukan mutunya.
3. Pengujian non destruktif
Pengujian ini menghasilkan data – data dalam proses pencapaian tidak akan menimbulkan kerusakan pada bahan yang akan diuji.
4. Pengujian kimiawi
Pengujian ini menghasilkan data – data tentang berbagai pengaruh terhadap sifat – sifat bahan bila mengalami perubahan komposisi kimia atau pengaruh yang ditimbulkan terhadap proses kimia.(Djaprie Sriatie, 1992)
2.6.1 Pengujian kekerasan
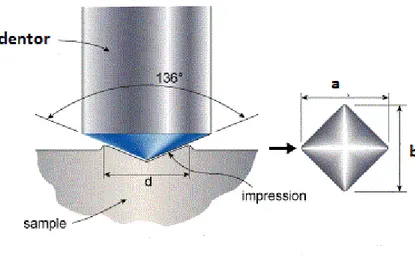
Kekerasan Vickers dapat diperoleh dengan membagi gaya (F) dengan luas penampang yang merupakan bekas dari tekanan mesin Vickers yang berbentuk
piramida, yang terbuat dari penekan intan dengan alas bujur sangkar dengan sudut puncak 1360.
Kekerasan Vickers = 1,8544
Hv = 1,8544 ...(2.1) dengan : F = gaya beban ( N )
d = luas penampang indentasi penekanan ( m2 )
Pengujian kekerasan dilakukan dengan alat Vickers Hardness Tester. Pengujian dilakukan secara merata pada penampang permukaan dari specimen percobaan seperti pada gambar 2.2 dibawah ini :
Gambar 2.2. Indentasi dari penetrator Keterangan : a = Diagonal Horizontal
b = Diagonal Vertikal
(Djaprie Sriatie, 1996) 2.6.2 Pengujian kekuatan Tarik
Selain pengujian kekerasan, juga terdapat pengujian kekuatan tarik yang dapat dilakukan pada bahan yang telah melalui proses heat treatment. Uji tarik rekayasa sering digunakan untuk melengkapi informasi rancangan dasar kekuatan suatu bahan dan sebagai data pendukung bagi spesifikasi bahan. Pada uji tarik, benda uji tarik diberi beban gaya tarik sesumbu yang bertambah besar secara kontinyu. Diagram yang
diperoleh dari uji tarik pada umumnya digambarkan sebagai diagram tegangan – regangan.
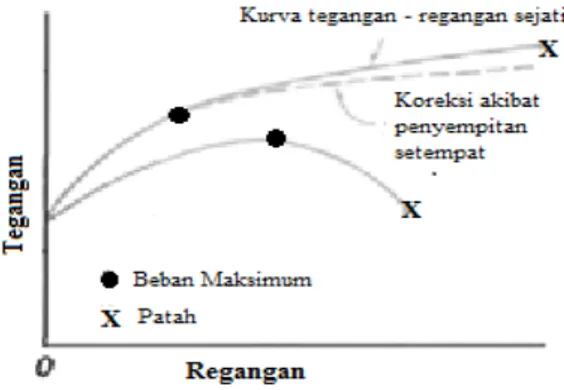
Kurva tegangan – regangan memiliki dua macam kurva yaitu kurva tegangan – regangan rekayasa (tegangan teknik atau nominal) dan kurva tegangan – regangan sejati. Kurva tegangan – regangan rekayasa berdasarkan pada dimensi benda uji semula, sedangkan kurva tegangan – regangan sejati berdasarkan pada luas penampang benda uji yang sebenarnya, maka akan diperoleh kurva tegangan – regangan yang naik terus sampai patah.(Diester, George E., 1987)
Gambar 2.3. Perbandingan kurva tegangan – regangan rekayasa dengan kurva tegangan – regangan sejati
Kurva tegangan – regangan rekayasa diperoleh dari hasil pengukuran benda uji tarik. Tegangan yang diperlukan pada kurva diperoleh dengan cara membagi beban dengan luas awal penampang benda uji, persamaannya yaitu :
σ =
………(2.2)
dengan : σ = Tegangan ( N/m2 ) F = Beban ( N )
A0 = Luas penampang awal ( m2 )
Regangan yang diperlukan pada kurva diperoleh dengan cara membagi perpanjangan ukur benda uji dengan panjang awal, persamaannya yaitu :
ε =
x 100% ……...(2.3) dengan : ε = Regangan, ( % ) perpanjanganL0
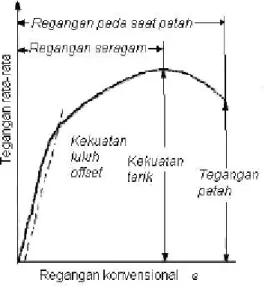
Gambar 2.4. Kurva tegangan – regangan rekayasa
Bentuk dan besaran pada kurva tegangan – regangan suatu logam tergantung pada komposisi, perlakuan panas, deformasi plastis yang pernah dialami, laju regangan, suhu dan keadaan tegangan yang menentukan selama pengujian.
Parameter – parameter yang digunakan untuk menggambarkan kurva tegangan – regangan logam adalah sebagai berikut :
= Panjang awal benda uji ( m )
1. Kekuatan tarik (Tensile strength)
Kekuatan tarik maksimum (Ultimate tensile strength) adalah beban maksimum dibagi luas penampang awal benda uji, persamaannya adalah :
σ
maks =………..(2.4)
dengan : σmaks = Tegangan maksimum ( N/m2 )
Fmaks = Beban maksimum ( N )
A0 = Luas Penampang awal ( m2
2. Kekuatan luluh (Yield strength)
)
Kekuatan luluh adalah tegangan yang dibutuhkan untuk menghasilkan sejumlah kecil deformasi plastis yang ditetapkan. Untuk titik yang tidak jelas kekuatan luluh sering disebut sebagai kekuatan luluh offset atau tegangan uji, yang ditentukan oleh tegangan yang berkaitan dengan perpotongan antara kurva tegangan – regangan dengan garis yang sejajar dengan elastis offset kurva oleh regangan tertentu. Besarnya
kekuatan luluh offset biasanya ditentukan sebagai regangan 0,2 atau 0,1 persen. Persamaannya adalah :
σ
S = ...(2.5) dengan : σS = Tegangan luluh, N/m2FS = Beban pada titik luluh (yield point) ( N )
` A0 = Luas Penampang awal ( m2
3. Perpanjangan (elongation)
)
Perpanjangan adalah regangan teknik pada saat patah. Persamaannya adalah :
ε =
x 100 % ………..(2.6)
dengan : ε = Regangan pada saat patah ( % )
L1 = Panjang ukur benda uji setelah patah ( m )
L0
4. Pengurangan luas penampang (kontraksi)
= Panjang ukur benda uji awal ( m )
Pengurangan luas penampang adalah besarnya penyusutan penampang benda uji pada patahan. Persamaannya adalah :
δ =
x 100 % ………(2.7)dengan : δ = Besarnya penyusutan penampang ( % ) A1 = Luas benda uji setelah patah ( m2 )
A0 = Luas Penampang awal ( m2
5. Kekuatan Patah (Fracture Strength)
)
Kekuatan patah adalah besarnya beban yang dapat menyebabkan bahan uji menjadi patah. Persamaannya adalah :
σ
f = ………..(2.8)dengan : Ff = Beban pada saat benda patah ( N )
σf = Tegangan patah (N/m2)
A0 = Luas Penampang awal ( m2
(Pendidikan Teknologi Kimia Industri, 2010) )