LAPORAN KERJA PRAKTEK
Proses Pembuatan Main Shaft for 130 KN Hydraulic Combination Windlass CH-44 pada Departemen Permesinan Divisi Mijas PT Pindad(Persero)
Oleh :
1102110047 Ni Kadek Dewi Pradnyawati
PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS REKAYASA INDUSTRI
UNIVERSITAS TELKOM BANDUNG
ii LEMBAR PENGESAHAN PT.PINDAD (PERSERO) BANDUNG Menyetujui, Pembimbing Penelitian RUSLI HIDAYAT Menngetahui, PT.PINDAD (PERSERO) A.n. Kadiv Human Capital & Bang Org.
Dra. IBNIA VENI, MM. Kadepdiklat
iii
LEMBAR PENGESAHAN LAPORAN KERJA PRAKTEK
Proses Pembuatan Main Shaft for 130 KN Hydraulic Combination Windlass CH-44 pada Departemen Permesinan Divisi Mijas PT Pindad(Persero)
Oleh
Ni Kadek Dewi Pradnyawati 1102110047
Menyetujui, Pembimbing Kerja Praktek
Rusli Hidayat NIP 02648
iv
LEMBAR PENGESAHAN LAPORAN KERJA PRAKTEK
Proses Pembuatan Main Shaft for 130 KN Hydraulic Combination Windlass CH-44 pada Departemen Permesinan Divisi Mijas PT Pindad(Persero)
Oleh
Ni Kadek Dewi Pradnyawati 1102110047
Mengetahui,
Dosen Pembimbing Koordinator Kerja Praktek
Dr. Dida Diah D Rusli Hidayat
NIP 94700123-1 NIP 02648
Ketua Program Studi Teknik Industri
Rino Andias Anugraha NIP 99750184-1
v DAFTAR ISI Contents BAB I PENDAHULUAN ... 1 I. 1 Latar belakang ... 1 I. 2 Rumusan masalah ... 3 I. 3 Batasan masalah ... 3
I. 4 Tujuan dan manfaat ... 3
I. 5 Metodologi ... 3
I. 6 Sistematika penulisan ... 3
BAB II TINJAUAN UMUM PERUSAHAAN ... 4
II.1 Teori Dasar Lingkup Kerja Praktek ... 4
II. 2 Profil Sejarah Perusahaan ... 4
II. 3 Lokasi Perusahaan ... 5
II. 4 Struktur Perusahaan ... 6
II. 5 Kepegawaian Perusahaan ... 6
BAB III PELAKSANAAN MAGANG ... 8
BAB IV PEMBAHASAN ... 9
BAB V SIMPULAN DAN SARAN ... 13
vi
DAFTAR GAMBAR
Gambar II. 1 Logo PT Pindad 5
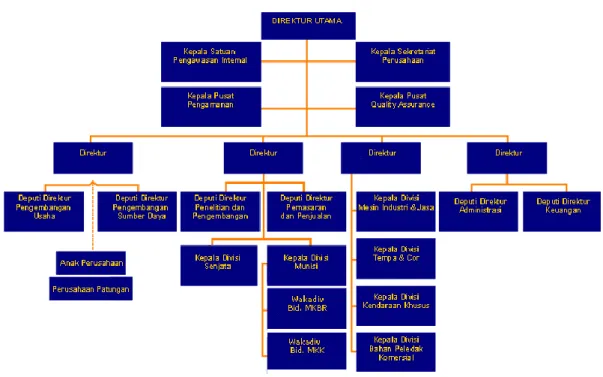
Gambar II. 2 Struktur Perusahaan 6
Gambar IV. 1 Proses pemotongan titik tengah 9
Gambar IV. 2 Proses pemotongan pada cnc lathe machine 10
Gambar IV. 3 Hasil Pemotongan 10
Gambar IV. 4 Proses pemotongan sisi pada cnc lathe machine 11 Gambar IV. 5 Proses pemotongan sisi pada cnc lathe machine 11 Gambar IV. 6 Proses pemotongaan sisi-sisi tertentu 12 Gambar IV. 7 Proses pemotongan material yang berlebihan 12
Gambar IV. 8 Main shaft 13
Gambar IV. 9 130 KN HYD Combination Windlass CH-44 13
Gambar IV. 10 Alat bantu uji 14
Gambar IV. 11 proses persiapan pengujian akhir 14
Gambar IV. 12 beban yang digunakan untuk menguji 15 Gambar V. 1 flow chart proses pemuatan main shaft 17
vii
DAFTAR TABEL
1 BAB I
PENDAHULUAN
I. 1 Latar belakang
PT. Pindad (persero) merupkan badan usaha milik Negara yang terletak di Bandung, Jawa Barat yang memproduksi berbagai macam alat berat untuk keperluan militer dan non militer. PT. Pindad (persero) merupakan perusahaan yang menggunakan sistem Job Order dalam melakukan proses produksinya.
Di dalam melakukan proses produksinya PT. Pindad selalu berusaha memberikan hasil terbaik bagi setiap konsumennya, sebagai perusahaan milik Negara (BUMN) PT. Pindad berorientasi menjadi perusahaan yang unggul dan mampu bersaing ditingkat nasional bahkan skala internasional. Dalam proses produksi yang dilakukan, terdapat beberapa faktor yang memperngaruhi diantaranya ketersediaan fasilitas (mesin) yang handal, karena jika suatu mesin mengalami kerusakan atau gangguan, maka proses produksi akan terganggu, dan berakibat pada gagalnya menghasilkan produk ataupun timbulnya produk cacat serta terlambatnya produk sampai ke tangan konsumen atau pemesan.
PT Pindad memiliki berbagai macam produk yang dihasilkan yang dapat dikategorikan menjadi barang, jasa, dan perdagangan. Berikut ini adalah kategori produk yang dapat diproduksi oleh PT Pindad
Produk senjata dan munisi
Produk kendaraan khusus
Produk pyroteknik, bahan pendorong dan bahan peledak (militer dan komersial)
Produk konversi energi
Produk komponen, sarana dan prasarana dalam bidang transportasi
Produk mesin industry dan peralatan industrial
2
Sedangkan untuk kategori jasa adalah sebagai berikut
Perekayasaan system industrial
Pemeliharaan produk/ peralatan industri
Pengujian mutu dan kalibrasi
Konstruksi
Pemesinan
Heat and surface treatment
Drilling
Blasting
Jasa pemusnahan bahan peledak
Jasa transportasi bahan peledak
Jasa pergudangan bahan peledak
Selain itu PT Pindad juga melaksanakan pemasaran, penjualan dan distribusi produk dan jasa perusahaan termasuk produksi pihak lain, baik di dalam maupun di luar negeri seperti
Ammonium Nitrate
Panfo
Detonator Listrik
Detonator Non Listrik
Detonating COD
Booster
Geodetoseis
Geopentoseis
PT Pindad sudah menghasilkan banyak produk yang salah satunya adalah 130 KN Hydraulic Combination windlass CH-44 yang berfungsi sebagai penarik jangkar, serta penahan beban pada suatu kapal laut. Produk ini terdiri dari banyak part yang masing-masing partnya mempunyai peran penting. Salah satu part pada produk ini adalah main shaft. Main shaft adalah suatu sumbu yang berfungsi sebagai penyangga antar part agar saling terhubung. Proses pembuatan main shaft tidak membutuhkan waktu yang lama, karena mesin yang digunakan tidak terlalu banyak. Berikut ini akan dijelaskan proses pembuatan main shaft secara lebih detail yang terdapat pada bab pembahasan.
3 I. 2 Rumusan masalah
1. Bagaimana proses pembuatan Main Shaft for 130 KN HYD Combination
Windlass CH-44?
2. Mesin apa saja yang digunakan dalam pembuatan Main Shaft for 130 KN HYD
Combination Windlass CH-44?
I. 3 Batasan masalah
1. Pengamatan dan pengambilan data hanya dilakukan pada proses pembuatan Main
Shaft for 130 KN Hydraulic Combination Windlass CH-44
2. Usulan perbaikan meliputi mesin-mesin yang terkait dengan proses pembuatan
Main Shaft for 130 KN Hydraulic Combination Windlass CH-44
I. 4 Tujuan dan manfaat
1. Mengetahui proses pembuatan Main Shaft for 130 KN HYD Combination
Windlass CH-44
2. Mengetahui mesin apa saja yang digunakan dalam pembuatan Main Shaft for 130
KN HYD Combination Windlass CH-44
I. 5 Metodologi
1. Melakukan pengamatan langsung terhadap objek yang diteliti. 2. Wawancara langsung kepada pihak yang bertanggung jawab.
3.
Data historis yang dimiliki oleh departemen permesinan PT.Pindad yang berkaitan dengan penelitian yang dilakukan oleh penulis.I. 6 Sistematika penulisan
Sistematika yang digunakan dalam pembuatan laporan kerja praktek adalah sebagai berikut
Bab I Pendahuluan
Bab II Tinjauan Umum Perusahaan
Bab III Pelaksanaan Kerja Praktek
Bab IV Pembahasan
4 BAB II
TINJAUAN UMUM PERUSAHAAN
II.1 Teori Dasar Lingkup Kerja Praktek
Lingkup kerja praktek yang dilakukan di PT Pindad adalah menganalisis proses pembuatan Main Shaft for 130 KN HYD Combination Windlass CH-44. Dalam hal ini mata kuliah yang menunjang kegiatan kerja praktek adalah Sistem Pengendali Kualitas, Proses Perancangan Produksi, Perancangan Tata Letak dan Fasilitas, dan Proses Manufaktur.
II. 2 Profil Sejarah Perusahaan
Pada Tahun 1980-an pemerintah Indonesia semakin gencar menggalakan program alih teknologi, saat inilah muncul gagasan untuk mengubah status pindad menjadi perusahaan berbentuk perseroan terbatas. Berdasarkan keputusan Presiden RI No.47 Tahun 1981, Badan Pengkajian Penerapan Teknologi (BPPT) yang sudah berdiri sejak tahun 1978, harus lebih memperhatikan proses transformasi teknologi yang ditetapkan pemerintah Indonesia itu, termasuk pengadaan mesin-mesin untuk kebutuhan Industri. Perubahan status Pindad dilatarbelakangi oleh keterbatasan ruang gerak Pindad sebagai sebuah industri karena terikat peraturan-peraturan dan ketergantungan ekonomi pada anggaran Dephankam sehingga tidak dapat mengembangkan kegiatan produksinya. Selain itu, Pindad pun dinilai membebani Dephankam karena biaya penelitian dan pengembangan serta investasi yang cukup besar. Karena itu Dephankam menyarankan pemisahan antara war making activities dan war support activities. Kegiatan Pindad memproduksi prasarana dan perlengkapan militer adalah bagian war support activities sehingga harus dipisahkan dari Dephankam dan menjadi perseroan terbatas yang sahamnya dimiliki oleh pemerintah Indonesia. Ketua BPPT saat itu Prof. DR. Ing. B.J. Habibie kemudian membentuk Tim Corporate Plan (Perencana Perusahaan) Pindad melalui Surat Keputusan BPPT No. SL/084/KA/BPPT/VI/1981. Tim Corporate Plan diketuai langsung oleh Habibie dan terdiri dari unsur BPPT dan Departemen Hankam. Sebagai sebuah perusahaan Pindad diharapkan dapat memproduksi peralatan militer yang dibutuhkan secara efisien dan menghasilkan produk-produk komersial berorientasi bisnis. Dan memiliki biaya serta anggaran sendiri untuk
5
pengembangan, penelitian dan investasi serta mengembangkan profesionalisme industrinya.
Berdasarkan hasil kajian dari Tim Corporate Plan diputuskan komposisi produksi Pindad adalah 20% produk militer dan 80% komersial atau non militer. Tugas pokok Pindad adalah menyediakan dan memproduksi produk-produk kebutuhan Dephankam seperti munisi ringan, munisi berat, dan peralatan militer lain untuk menghilangkan ketergantungan terhadap pihak lain. Tugas pokok kedua adalah memproduksi produk-produk komersial seperti mesin perkakas, produk tempa, air brake system, perkakas dan peralatan khusus pesanan. Dan pada awal 1983 Pindad menjadi badan usaha milik Negara (BUMN) sesuai dengan keputusan pemerintah yang tertuang dalam Peraturan Pemerintah (PP) RI No.4 Tahun 1983 tertanggal 11 Februari 1983. Adapun visi dari PT Pindad adalah menjadi produsen peralatan pertahanan dan keamanan terkemuka di Asia pada tahun 2023, melalui upaya inovasi produk dan kemitraan strategik. Selain itu misi dari perusahaannya adalah melaksanakan usaha terpadu di bidang peralatan pertahanan dan keamanan serta peralatan industrial untuk mendukung pembangunan nasional dan secara khusus untuk mendukung pertahanan dan keamanan negara.
II. 3 Lokasi Perusahaan
PT Pindad mempunyai 2 kantor yaitu kantor pusat yang terletak di Jalan Jend. Gatot Subroto No. 517 Bandung 40284 dan kantor perwakilan yang terletak di Jl. Batu Ceper No. 28 Jakarta 10120.
Gambar II. 1 Logo PT Pindad Sumber :
6 II. 4 Struktur Perusahaan
Gambar II. 2 Struktur Perusahaan Sumber : http://pindad.com/organization-structure
II. 5 Kepegawaian Perusahaan
Dalam mengatur kepegawaian dalam perusahaan, PT Pindad mempunyai budaya perusahaan sebagai berikut
Loyalitas, Integritas dan Dedikasi.
Berpegang teguh pada tujuan perusahaan kejujuran dan keutuhan sikap dalam interaksi organisasi dan pengabdian pada perusahaan. Ketiga hal ini merupakan sikap keseharian setiap anggota organisasi yang mendasari setiap aksi individual dan organisasi. Semangat kelompok tidak mengalahkan prinsip pertama ini.
Keunggulan Teknologi.
Keyakinan bahwa penguasaan dan pemanfaatan teknologi sangat penting dalam mencapai tujuan perusahaan untuk meningkatkan efisiensi dan efektivitas kerja untuk inovasi produk dan bahan untuk inovasi bisnis.
7 Kerjasama Kelompok.
Keberhasilan merupakan hasil dari kerjasama. Sinergi yang muncul dari kelompok yang dilandasi intergritas anggota kelompok mampu memberikan kesuksesan yang sebelumnya tak mungkin diraih.
Berbisnis untuk saling menguntungkan.
Pentingnya memperoleh kepercayaan dari semua pihak yang berbisnis dengan Pindad. Merupakan hal penting untuk memikirkan dan menjamin manfaat dan menambahkan nilai kepada mitra, pelanggan, pemasok dan tentu untuk Pindad sendiri. Dalam berbisnis, PT Pindad tidak akan mencari korban dan selalu berusaha untuk tidak jadi korban.
Selain itu PT Pindad juga mempunyai beberapa peraturan yang terdiri dari peraturan internal dan peraturan eksternal sebagai berikut
Peraturan Internal
Peraturan internal perusahaan terdiri atas beberapa putusan, antara lain kebijakan penerapan:
- Community Development,
- Kebijakan Mutu dan K3LH,
- Kebijakan energi dan konservasi air,
- Kebijakan alih teknologi,
- Kebijakan teknologi informasi.
Peraturan Eksternal
PT Pindad (Persero) sebagai BUMN mengikuti regulasi dan ketentuan dari kementrian BUMN
8 BAB III
PELAKSANAAN KERJA PRAKTEK
Pelaksanaan kerja praktek dimulai dari 19 Mei – 19 Juni 2014 yang berlokasi di PT Pindad Divisi Pemesinan dan Industri Jasa, Gedung 8c. Pekerjaan yang dilakukan adalah mengamati proses pembuatan Main Shaft for 130 KN HYD Combination Windlass
CH-44 dan menganalisis aspek-aspek terkait yang dapat dilakukan improvement sehingga
proses pembuatan Main Shaft for 130 KN HYD Combination Windlass CH-44 dapat menjadi lebih efisien.
Pada mingu pertama pelaksanaan kerja praktek, kegiatan yang dilakukan adalah membuat ID Card. Proses pembuatan ID Card tidak berlangsung lama sehingga ketika ID Card sudah didapatkan, kegiatan selanjutnya adalah plan tour.
Pada minggu kedua dan ketiga, kegiatan yang dilakukan adalah mengamati proses pembuatan Main Shaft for 130 KN HYD Combination Windlass CH-44 mulai dari proses pemotongan sumbu hingga pengimplementasian Main Shaft for 130 KN HYD
Combination Windlass CH-44 dalam 130 KN HYD Combination Windlass CH-44 dan
melakukan pengujian keseluruhan.
Pada minggu keempat kegiatan yang dilakukan adalah mulai melakukan pengumpulan data untuk pembuatan laporan.
9 BAB IV
PEMBAHASAN
Main Shaft merupakan sebuah poros yang berfungsi sebagai sumbu pada 130 KN HYD Combination Windlass CH-44. Proses pembuatan Main Shaft menggunakan
beberapa mesin, yaitu CNC Horizontal Drilling (Milling), CNC Lathe Machine, dan CNC
Boring and Milling. Kegunaan CNC Horizontal Drilling (Milling) adalah untuk membuat
titik sumbu agar Main Shaft for 130 KN HYD Combination Windlass CH-44 tidak terjatuh ketika akan dipotong dengan CNC Lathe Machine. Selain itu pada mesin ini juga melakukan pemotongan raw material yang berlebihan. CNC Lathe Machine berguna untuk memotong raw material menjadi sesuai dengan pola yang terdapat pada gambar teknik yang telah disiapkan. CNC Boring and Milling merupakan mesin yang berguna untuk memotong raw material secara horizontal dan vertikal. Pada mesin ini raw
material dipotong menjadi bentuk yang sesuai dengan gambar tekniknya.
Dalam proses pembuatan Main Shaft for 130 KN HYD Combination Windlass
CH-44 langkah pertama yang dilakukan adalah memotong bagian tengah atas dan bawah
material. Hal ini bertujuan agar ketika material dipotong dengan CNC Lathe Machine material tersebut tidak jatuh, selain itu pemotongan pada bagian tengah atas dan bawah bertujuan agar material dapat dihubungkan dengan pengait yang terdapat pada CNC
Lathe Machine.
Gambar IV. 1 Proses pemotongan titik tengah
10
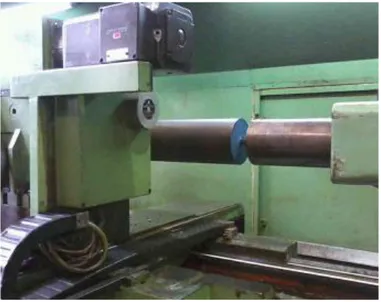
Kemudian proses berikutnya adalah pemotongan material menjadi beberapa ukuran sesuai dengan gambar menggunakan CNC Lathe Machine. Pada proses ini terdapat beberapa ketentuan dalam pemotongan material seperti kekasaran pada masin-masing sisi. Perbedaan kekasaran pada masing-masing sisi bertujuan agar ketika Main Shaft diassembly tidak menimbulkan masalah akibat pergesekan antar sisinya yang dapat menyebabkan gangguan.
Gambar IV. 3 Proses pemotongan pada cnc lathe machine
(sumber : http://bukuceria.files.wordpress.com/2014/08/2.png?w=300&h=221)
Gambar IV. 2 Proses pemotongan sisi pada cnc lathe machine
11
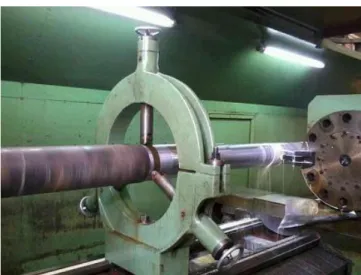
Proses pemotongan Main Shaft terbagi menjadi 2 bagian, yaitu sisi kiri dan sisi kanan. Proses pemotongan dilakukan secara bertahap, yaitu tahap pemotongan awal dan tahap finishing. Pada tahap awal, proses pemotongan dilakukan pada sisi kanan, kemudian setelah sisi kanan terpotong maka material akan diputar untuk melakukan pemotongan awal pada sisi kiri, kemudian setelah pemotongan awal selesai tahap selanjutnya adalah melakukan finishing pada sisi kiri. Hal ini bertujuan agar pergerakan material tidak terlalu banyak sehinga proses finishing dilakukan pada sisi kiri terlebih dahulu dan kemudian dilakukan finishing untuk sisi kanan.
Lalu setelah kedua sisi dipotong, tahap selanjutnya adalah pemotongan sisi-sisi tertentu menjadi segi enam dengan menggunakan CNC Boring and Milling. Pemotongan yang membentuk segi enam disesuaikan dengan part-part yang terkait ketika akan diassembly. Pada proses ini operator dapat melakukan inspeksi terhadap ukuran pemotongan yang dilakukan secara langsung. Inspeksi dilakukan dengan membandingkan ukuran sebenarnya dengan gambar teknik yang dibuat. Apabila terdapat kesalahan ukuran maka operator akan menghubungi pihak quality control untuk mencari solusi terbaik.
Setelah material terbentuk sesuai dengan ukuran yang terdapat gambar teknik, tahap selanjutnya adalah pemotongan material yang berlebihan dengan menggunakan CNC Horizontal Drilling (Milling) dan setelah selesai baru dilakukan inspeksi secara keseluruhan
Proses inspeksi dalam pembuatan Main Shaft for 130 KN HYD Combination
Windlass CH-44 terdiri dari beberapa pengecekan yaitu pengecekan kesesuaian ukuran,
dan pengecekan kekasaran. Proses inspeksi dilakukan dengan mengecek keseluruhan part dengan membandingkan ukuran sebenarnya dengan ukuran pada gambar, sedangkan untuk pengecekan kekasaran dapat dilakukan dengan menggunakan mikrometer.
Setelah Main Shaft for 130 KN HYD Combination Windlass CH-44 dibuat dan keseluruhan part dari 130 KN HYD Combination Windlass CH-44 jadi, tahap selanjutnya adalah proses assembly.
12 IMPROVEMENT
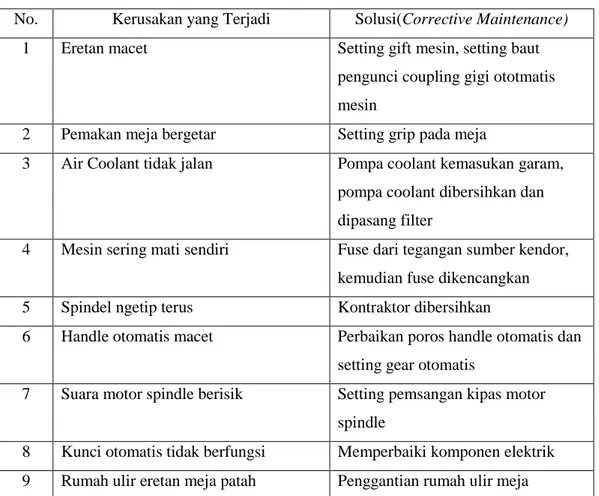
Dalam proses pembuatan Main Shaft, waktu yang diperlukan sangat bergantung dengan kondisi mesin. Jika mesin mengalami kerusakan maka waktu yang dibutuhkan untuk menyelesaikan suatu pekerjaan dapat terhambat sehingga dapat menyebabkan bottle neck apabila kerusakan yang terjadi cukup lama. Berikut ini adalah contoh kerusakan yang pernah terjadi pada divisi mesin industri dan jasa dan solusinya.
Table IV. 1 contoh kerusakan mesin yang terjadi pada divisi mijas
No. Kerusakan yang Terjadi Solusi(Corrective Maintenance) 1 Eretan macet Setting gift mesin, setting baut
pengunci coupling gigi ototmatis mesin
2 Pemakan meja bergetar Setting grip pada meja
3 Air Coolant tidak jalan Pompa coolant kemasukan garam, pompa coolant dibersihkan dan dipasang filter
4 Mesin sering mati sendiri Fuse dari tegangan sumber kendor, kemudian fuse dikencangkan 5 Spindel ngetip terus Kontraktor dibersihkan
6 Handle otomatis macet Perbaikan poros handle otomatis dan setting gear otomatis
7 Suara motor spindle berisik Setting pemsangan kipas motor spindle
8 Kunci otomatis tidak berfungsi Memperbaiki komponen elektrik 9 Rumah ulir eretan meja patah Penggantian rumah ulir meja
Selain itu untuk meningkatkan kinerja operator dan efisiensi mesin, dapat dilakukan beberapa improvement sebagai berikut
1. Meningkatkan hubungan komunikasi antara pihak operator dan pihak maintenance atau pemeliharaan mesin untuk meminimasi idle time ketika terjadi kerusakan pada mesin
2. Membuat sistem online untuk proses pengecekan maintenance pada divisi mesin industri dan jasa agar lebih terstruktur dengan baik
13 BAB V
SIMPULAN DAN SARAN
Berdasarkan hasil observasi yang telah dilakukan, berikut ini adalah flowchart untuk proses pembuatan Main Shaft
14
Proses pembuatan suatu komponen sangat bergantung pada kondisi mesin dan juga ketersediaan bahan baku, sehingga apabila kondisi mesin terganggu dapat menyebabkan proses produksi tidak maksimal. Oleh karena itu untuk mencegah kerusakan pada mesin dapat dilakukan Preventive Maintenance sebagai berikut
Periksa semua sistem pelumasan (tambah/ganti bila perlu) seperti oli slide way, oli pendingin, oli gearbox/spindle.
Beri pelumas pada bagian-bagian lucur dan bagian mudah berkarat
Periksa kondisi motor penggerak dan tegangan V-Belt nya
Periksa kondisi kabel, terminal, kontraktor, switch dan komponen listrik lainnya dan bersihkan bila perlu
Periksa kondisi Handle ( apakah sesuai fungsi)
Periksa filter yang digunakan ( bersihkan dari kotoran / ganti bila perlu)
15 LAMPIRAN