2.1 Kualitas
Kualitas barang dan jasa yang dihasilkan merupakan faktor utama yang menentukan kinerja suatu perusahaan. Produk dan jasa yang berkualitas adalah produk dan jasa yang sesuai dengan apa yang diinginkan konsumennya.
Berikut ini adalah beberapa definisi kualitas menurut beberapa ahli :
1. Deming (1982) ” kualitas harus bertujuan memenuhi kebutuhan pelanggan sekarang dan di masa mendatang . ”
2. Feigenbaum (1991) ” kualitas merupakan keseluruhan karakteristik produk dan jasa yang meliputi marketing, engineering, manufacture, dan maintenance, dimana produk dan jasa tersebut dalam pemakainnya akan sesuai dengan kebutuhan dan harapan pelanggan. ”
3. Juran (1962) ” kualitas adalah kesesuaian dengan tujuan atau manfaatnya. ”
4. Crosby (1979) ” kualitas adalah kesesuaian dengan kebutuhan yang meliputi availability, delivery, reliability, maintainability, dan cost effectiveness. ”
5. Scherkenbach (1991) ” kualitas ditentukan oleh pelanggan; pelanggan menginginkan produk dan jasa yang sesuai dengan kebutuhan dan harapannya pada suatu tingkat harga tertentu yang menunjukkan nilai produk tersebut. ”
6. Elliot (1993) ” kualitas adalah sesuatu yang berbeda untuk orang yang berbeda dan tergantung pada waktu dan tempat, atau dikatakan sesuai dengan tujuan. ”
7. Goetch dan Davis (1995) ” kualitas adalah suatu kondisi dinamis yang berkaitan dengan produk, pelayanan, orang, proses, dan lingkungan yang memenuhi atau melebihi apa yang diharapkan. ”
Menurut perbendaharaan istilah ISO 8402 dan dari Standar Nasional Indonesia (SNI 19-8402-1991), kualitas adalah keseluruhan ciri dan karakteristik produk atau jasa yang kemampuannya dapat memuaskan kebutuhan, baik yang dinyatakan secara tegas maupun tersamar.
Konsep kualitas harus bersifat menyeluruh, baik produk maupun prosesnya. Kualitas produk meliputi kualitas bahan baku dan barang jadi, sedangkan kualitas proses meliputi kualitas segala sesuatu yang berhubungan dengan proses produksi perusahaan manufaktur dan proses penyediaan jasa atau pelayanan bagi perusahaan jasa.
2.2 Pengendalian Kualitas
Pengendalian kualitas merupakan suatu prosedur untuk mencapai sasaran mutu yang telah ditetapkan. Pada umumnya ada 4 langkah dalam pengendalian mutu, antara lain :
1. Menetapkan standar.
Standar merupakan dokumen, spesifikasi teknik atau sesuatu yang dibakukan, disusun berdasarkan konsensus semua pihak terkait (stakeholders) dengan memperhatikan syarat kesehatan, keamanan, keselamatan lingkungan, serta berdasarkan pengalaman, perkembangan masa kini dan mendatang, untuk manfaat sebesar - besarnya. Standar yang ditentukan meliputi : standar mutu biaya, standar mutu-prestasi kerja, standar mutu - keamanan, standar mutu - keterandalan yang diperlukan untuk produk tersebut.
2. Menilai kesesuaian.
Membandingkan kesesuaian antara produk yang dibuat, atau jasa yang ditawarkan, dengan standar yang telah ditetapkan.
3. Bertindak bila perlu.
Mengkoreksi masalah dan penyebabnya melalui faktor - faktor yang mencakup pemasaran, perancangan, rekayasa, produksi, dan pemeliharaan yang mempengaruhi kepuasan pemakai.
4. Merencanakan perbaikan
Mengembangkan suatu upaya yang kontinu untuk memperbaiki standar -standar biaya, prestasi, keamanan, dan keterandalan.
2.3 Pengendalian Proses Statistik / Statistical Process Control (SPC) 2.3.1 Pengertian Statistical Process Control (SPC)
Pengendalian kualitas statistik ( statistical quality control ) adalah salah satu teknik dalam TQM ( Total Quality Management ) yang digunakan untuk mengendalikan dan mengelola proses baik manufaktur maupun jasa melalui penggunaan metode statistik. Penerapan metode-metode statistik dalam perbaikan kualitas produk tidak dapat berhasil tanpa dukungan manajemen, keterlibatan karyawan, dan kerja tim.
Pengendalian kualitas statistik merupakan teknik penyelesaian masalah yang digunakan untuk memonitor, mengendalikan, menganalisis, mengelola, dan memperbaiki produk dan proses menggunakan metode statistik. Pengendalian kualitas statistik ( statistical quality control ) sering disebut sebagai pengendalian proses statistik ( statistical process control ).
Pengendalian proses statistik dapat didefinisikan sebagai suatu metodologi pengumpulan dan analisis data kualitas, serta penentuan dan interpretasi pengukuran-pengukuran yang menjelaskan tentang proses dalam suatu sistem industri, untuk meningkatkan kualitas dari output guna memenuhi kebutuhan dan ekspektasi pelanggan.
Menurut Maleyeff (1994), pengendalian kualitas statistik mempunyai cakupan yang lebih luas dari pengendalian proses statistik karena didalamnya terdapat pengendalian proses statistik, pengendalian produk ( acceptance sampling ), dan analisis kemampuan proses.
2.3.2 Variasi Dalam Konteks SPC
Dr. W. Edwards Deming menyatakan bahwa sasaran dari pengendalian kualitas adalah mengurangi variasi sebanyak mungkin. Variasi adalah ketidakseragaman dalam sistem produksi atau operasional sehingga menimbulkan perbedaan dalam kualitas pada output ( barang dan/atau jasa ) yang dihasilkan. Dengan mengetahui bagaimana suatu proses itu bervariasi dalam menghasilkan output maka dapat diambil tindakan-tindakan perbaikan terhadap proses itu secara tepat.
Pada dasarnya dikenal dua sumber atau penyebab timbulnya variasi, yang diklasifikasikan sebagai berikut :
1. Variasi Penyebab Khusus ( Special Causes Variation ) adalah kejadian-kejadian di luar sistem yang mempegaruhi variasi dalam sistem. Penyebab khusus dapat bersumber dari faktor-faktor : manusia, peralatan, material, lingkungan, metode kerja, dll. Penyebab khusus ini mengambil pola-pola nonacak sehingga dapat diidentifikasikan / ditemukan, sebab mereka tidak selalu aktif dalam proses tetapi memiliki pengaruh yang lebih kuat pada proses sehingga menimbulkan variasi. Dalam konteks pengendalian proses statistik menggunakan peta-peta kendali atau kontrol ( control chart ), jenis variasi ini sering ditandai dengan titik-titik pengamatan yang melewati atau keluar dari batas-batas pengendalianyang didefinisikan (defined control limits).
2. Variasi Penyebab Umum ( Common Causes Variation ) adalah faktor-faktor di dalam sistem atau yang melekat pada proses yang menyebabkan timbulnya variasi dalam sistem serta hasil-hasilnya. Penyebab umum sering disebut juga sebagai penyebab acak atau penyebab sistem. Karena penyebab umum ini selalu melekat pada sistem, untuk menghilangkannya kita harus menelusuri elemen-elemen dalam sistem itu dan hanya pihak manajemen yang dapat memperbaikinya, karena pihak manajemenlah yang mengendalikan sistem itu. Dalam konteks pengendalian proses statistikal dengan menggunakan peta kendali atau kontrol ( control chart ), jenis variasi ini sering ditandai dengan titik-titik pengamatan yang berada dalam batas-batas pengendalian yang didefinisikan ( defined control limits ).
2.3.3 Data
Data adalah catatan tentang sesuatu, baik yang bersifat kualitatif maupun kuantitatif yang dipergunakan sebagai petunjuk untuk bertindak. Berdasarkan data, kita mempelajari fakta-fakta yang ada dan kemudian mengambil tindakan yang tepat berdasarkan pada fakta itu.
Dalam konteks pengendalian proses statistikal dikenal dua jenis data, yaitu : 1. Data Atribut ( Attributes Data ), yaitu data kualitatif yang dapat dihitung
untuk pencatatan dan analisis. Contoh dari data atribut karakteristik kualitas adalah : ketiadaan label dalam kemasan produk, kesalahan proses administrasi buku tabungan nasabah, banyaknya jenis cacat pada produk, dll. Data atribut
biasanya diperoleh dalam bentuk unit-unit nonkonformans atau ketidaksesuaian dengan spesifikasi atribut yang ditetapkan.
2. Data Variabel ( Variables Data ) merupakan data kuantitatif yang diukur untuk keperluan analisis. Contoh dari data variabel karakteristik kualitas adalah : diameter pipa, ketebalan produk kayu lapis, berat semen dalam kantong, banyaknya kertas setiap rim, konsentrasi elektrolit dalam persen, dll. Ukuran-ukuran berat, panjang, lebar, tinggi, diameter, volume biasanya merupakan data variabel.
Dalam pengendalian proses statistikal untuk meningkatkan kualitas, pengumpulan data bertujuan untuk :
1. Memantau dan mengendalikan proses.
2. Menganalisis hal-hal yang tidak sesuai ( non-conformance ). 3. Inspeksi.
2.3.4 Tujuh Alat Pengendalian Kualitas 2.3.4.1 Lembar Periksa ( Check Sheet )
Lembar periksa adalah suatu formulir, dimana item-item yang akan diperiksa telah dicetak dalam formulir itu, dengan maksud agar data dapat dikumpulkan secara mudah dan ringkas.
Penggunaan lembar periksa bertujuan untuk :
● Memudahkan proses pengumpulan data terutama untuk mengetahui bagaimana sesuatu masalah sering terjadi. Tujuan utama dari penggunaan lembar periksa adalah membantu mentabulasikan banyaknya kejadian dari suatu masalah tertentu atau penyebab tertentu. ● Mengumpulkan data tentang jenis masalah yang sedang terjadi. Dalam
kaitan ini, lembar periksa akan membantu memilah-milah data ke dalam kategori yang berbeda seperti penyebab-penyebab, masalah-masalah, dll.
● Menyusun data secara otomatis, sehingga data itu dapat dipergunakan dengan mudah.
● Memisahkan antara opini dan fakta. Kita sering berpikir bahwa kita mengetahui sesuatu masalah atau menganggap bahwa sesuatu penyebab itu merupakan hal yang paling penting. Dalam kaitan ini, lembar periksa akan membantu membuktikan opini kita itu apakah benar atau salah. Pada dasarnya lembar periksa dapat dibuat dengan menggunakan enam langkah utama, sebagai berikut :
1. Menjelaskan tujuan pengumpulan data.
2. Identifikasi apa variabel atau atribut karakteristik kualitas yang sedang diukur.
3. Menentukan waktu atau tempat pengukuran. Dalam kaitan ini kita perlu memutuskan apakah ingin mengumpulkan informasi berdasarkan pada
waktu ( misalnya : banyaknya kejadian per jam,per hari, per minggu, per bulan, dll), berdasarkan tempat ( misalnya : banyaknya kejadian per departemen, per shift, per mesin, dll), atau berdasarkan tempat dan waktu ( misalnya : banyaknya kejadian per departemen per hari, banyaknya produk cacat per mesin per jam, banyaknya produk cacat per mesin per minggu, dll).
4. Mulai mengumpulkan data untuk item yang sedang diukur. Dalam kaitan ini kita harus mencatat kejadian secara langsung pada lembar periksa.
5. Menjumlahkan data yang telah dikumpulkan itu. Dalam hal ini kita harus menjumlahkan banyaknya kejadian untuk setiap kategori yang sedang diukur. Sebagai contohnya : banyaknya kali penyerahan terlambat pada minggu pertama bulan Juni 1998, banyaknya produk cacat yang dihasilkan oleh shift pertama dan kedua pada bulan Juni 1998, dll.
6. Memutuskan untuk mengambil tindakan perbaikan atas penyebab masalah yang sedang terjadi itu. Perlu diingat bahwa setiap tindakan perbaikan harus diambil berdasarkan fakta dan bukan hanya berdasarkan opini.
Berikut ini adalah contoh lembar periksa untuk data variabel :
Tabel 2.1 Contoh Lembar Periksa Data Variabel
Hasil Pemeriksaan Deviasi 5 10 15 20 Frekuensi -10 -9 Spesifikasi Bawah -8 -7 -6 -5 x 1 -4 x x 2 -3 x x x x 4 -2 x x x x x x 6 -1 x x x x x x X x x 9 Nilai Target = 8.300 cm 0 x x x x x x X x x x x 11 1 x x x x x x X x 8 2 x x x x x x X 7 3 x x x 3 4 x x 2 5 x 1 6 x 1 7 Spesifikasi Atas 8 9 10 T o t a l 55
Berikut ini adalah contoh lembar periksa untuk data atribut :
Tabel 2.2 Contoh Lembar Periksa Data Atribut
Produk : Mainan Plastik Tgl./Bln./Thn. : 6-11 April 1998
Tahap Produksi : Akhir Seksi : Produksi
Jenis Cacat : Tergores, Retak, Tidak Lengkap, Nama Pemeriksa : Amir Sanusi Tidak Serasi, dll. No. Lot : MP 4325, 4326, 4327 Banyak Produk Yang Diperiksa : 1000 unit No. Pesanan : PO 2365, 2366, 2367
Keterangan Untuk Semua Item Yang Diperiksa
Jenis Kerusakan Hasil Pemeriksaan Frekuensi
Permukaan Tergores ///// ///// ///// // 17
Retak ///// ///// / 11
Tidak Lengkap ///// ///// ///// ///// ///// / 26
Bentuk Tidak Serasi ///// 5
Lain-lain /// 3
Total - 62
2.3.4.2 Diagram Pareto
Diagram Pareto adalah grafik batang yang menunjukkan masalah berdasarkan urutan banyaknya kejadian. Masalah yang paling banyak terjadi ditunjukkan oleh grafik batang pertama yang tertinggi serta ditempatkan pada sisi paling kiri, dan seterusnya sampai masalah yang paling sedikit terjadi ditunjukkan oleh grafik batang terakhir yang terendah serta ditempatkan pada sisi paling kanan.
Pada dasarnya diagram Pareto dapat digunakan sebagai alat interpretasi untuk :
● Menentukan frekuensi relatif dan urutan pentingnya masalah-masalah atau penyebab-penyebab dari masalah yang ada.
● Memfokuskan perhatian pada isu-isu kritis dan penting melalui pembuatan ranking terhadap masalah-masalah atau penyebab-penyebab dari masalah itu dalam bentuk yang signifikan.
Pembuatan diagram Pareto dapat dilakukan dengan mengikuti beberapa langkah di bawah ini :
1. Menentukan masalah apa yang akan diteliti, mengidentifikasi kategori-kategori atau penyebab-penyebab dari masalah yang akan diperbandingkan. Setelah itu, merencanakan dan melaksanakan pengumpulan data.
2. Membuat suatu ringkasan daftar atau tabel yang mencatat frekuensi kejadian dari masalah yang telah diteliti dengan menggunakan formulir pengumpulan data atau lembar periksa.
3. Membuat daftar masalah secara berurut berdasarkan frekuensi kejadian dari yang tertinggi sampai terendah, serta hitunglah frekuensi kumulatif, persentase dari total kejadian, dan persentase dari total kejadian secara kumulatif.
4. Menggambar dua buah garis yaitu sebuah garis vertikal dan sebuah garis horisontal.
Garis vertikal
● Garis vertikal sebelah kiri : skala pada garis ini merupakan skala dari nol sampai total keseluruhan dari variabel masalah yang terjadi (misalnya total kerusakan produk).
● Garis vertikal sebelah kanan : skala pada garis ini adalah skala dari 0% sampai 100%.
Garis Horisontal
● Garis ini dibagi ke dalam banyaknya interval sesuai dengan banyaknya item masalah yang diklasifikasikan.
5. Buatkan histogram pada diagram Pareto.
6. Gambarkan kurva kumulatif serta cantumkan nilai-nilai kumulatif ( total kumulatif atau persen kumulatif ) di sebelah kanan atas dari interval setiap item masalah.
7. Memutuskan untuk mengambil tindakan perbaikan atas penyebab utama dari masalah yang sedang terjadi itu.
Berikut ini adalah contoh diagram Pareto :
MASALAH
Lain-lain Bentuk Tidak Serasi Retak Permukaan Tergores Tidak Lengkap FR E Q 70 60 50 40 30 20 10 0 Pe rc e n t 100 50 0 5 11 17 26
Diagram 2.1 Contoh Diagram Pareto
Diagram Pareto terdiri dari dua jenis, yaitu : 1. Diagram Pareto Mengenai Fenomena
Diagram ini berkaitan dengan hasil-hasil berikut yang tidak diinginkan dan digunakan untuk mengetahui apa masalah utama yang ada.
Contoh fenomena, antara lain :
● Kualitas : kerusakan, kegagalan, keluhan, item-item yang dikembalikan, perbaikan (reparasi), dll.
● Penyerahan (delivery) : penundaan penyerahan, keterlambatan pembayaran, kekurangan stok, dll.
● Keamanan : kecelakaan, kesalahan, gangguan, dll. 2. Diagram Pareto Mengenai Penyebab
Diagram ini berkaitan dengan penyebab dalam proses dan dipergunakan untuk mengetahui apa penyebab utama dari masalah yang ada.
Contoh penyebab, antara lain :
● Operator : umur, pengalaman, keterampilan, sifat individual, pergantian kerja (shift), dll.
● Mesin : peralatan, mesin, instrumen, dll.
● Bahan baku : pembuatan bahan baku, macam bahan baku, pabrik bahan baku, dll.
● Metode Operasi : kondisi operasi, metode kerja, sistem pengaturan, dll.
2.3.4.3 Diagram Sebab Akibat ( Cause and Effect Diagram )
Diagram sebab akibat adalah suatu diagram yang menunjukkan hubungan antara sebab dan akibat. Berkaitan dengan pengendalian proses statistikal, diagram sebab akibat dipergunakan untuk menunjukkan faktor-faktor penyebab (sebab) dan karakteristik kualitas (akibat) yang disebabkan oleh faktor-faktor penyebab itu. Diagram sebab akibat ini sering juga disebut sebagai Diagram Tulang Ikan (Fishbone Diagram)
karena bentuknya seperti kerangka tulang ikan, atau diagram Ishikawa (Ishikawa’s Diagram) karena pertama kali diperkenalkan oleh Prof. Kaoru Ishikawa dari Universitas Tokyo pada tahun 1953.
Pada dasarnya diagram sebab akibat dapat dipergunakan untuk kebutuhan-kebutuhan berikut :
● Membantu mengidentifikasi akar penyebab dari suatu masalah. ● Membantu membangkitkan ide-ide untuk solusi suatu masalah. ● Membantu dalam penyelidikan atau pencarian fakta lebih lanjut.
Pembuatan diagram sebab akibat dapat mengikuti beberapa langkah berikut ini :
1. Mulai dengan pernyataan masalah-masalah utama yang penting dan mendesak untuk diselesaikan.
2. Tuliskan pernyataan masalah itu pada “kepala ikan”, yang merupakan akibat (effect). Tuliskan pada sisi sebelah kanan dari kertas (kepala ikan), kemudian gambarkan ”tulang belakang” dari kiri ke kanan dan tempatkan pernyataan masalah itu dalam kotak.
3. Tuliskan faktor-faktor penyebab utama (sebab-sebab) yang mempengaruhi masalah kualitas sebagai ”tulang besar”, juga ditempatkan dalam kotak. Faktor-faktor penyebab atau kategori-kategori utama dapat dikembangkan melalui stratifikasi ke dalam pengelompokan dari faktor-faktor : manusia, mesin, peralatan, material, metode kerja, lingkungan kerja, pengukuran, dll, atau stratifikasi
melalui langkah-langkah aktual dalam proses. Faktor-faktor penyebab atau kategori-kategori dapat dikembangkan melalui brainstorming. 4. Tuliskan penyebab sekunder yang mempengaruhi
penyebab-penyebab utama (tulang-tulang besar), serta penyebab-penyebab-penyebab-penyebab sekunder itu dinyatakan sebagai ”tulang-tulang berukuran sedang”.
5. Tuliskan penyebab tersier yang mempengaruhi penyebab sekunder (tulang-tulang berukuran sedang), serta penyebab-penyebab tersier itu dinyatakan sebagai ”tulang-tulang berukuran kecil”. 6. Tentukan item-item yang penting dari setiap faktor dan tandailah
faktor-faktor penting tertentu yang kelihatannya memiliki pengaruh nyata terhadap karakteristik kualitas.
7. Catatlah informasi yang perlu di dalam diagram sebab akibat itu, seperti: judul, nama produk, proses, kelompok, daftar partisipan, tanggal, dll.
Berikut ini adalah contoh diagram sebab akibat :
Diagram 2.2 Contoh Diagram Sebab Akibat
2.3.4.4 Histogram
Histogram merupakan salah satu alat yang membantu kita untuk menemukan variasi. Histogram merupakan suatu potret dari proses yang menunjukkan : (1) distribusi dari pengukuran dan (2) frekuensi dari setiap pengukuran itu. Dengan demikian histogram dapat dipergunakan sebagai suatu alat untuk : (1) mengkomunikasikan informasi tentang variasi dalam proses dan (2) membantu manajemen dalam membuat keputusan-keputusan yang berfokus pada usaha perbaikan terus-menerus ( continuous improvement efforts ).
Beberapa langkah untuk membuat histogram adalah sebagai berikut : 1. Mengumpulkan data pengukuran.
2. Tentukan besarnya Range (R).
R = Xmaks – Xmin
Dimana :
Xmaks = nilai data terbesar
Xmin = nilai data terkecil
3. Tentukan banyaknya Kelas Interval (K).
Banyaknya kelas interval ditentukan mengikuti banyaknya data pengukuran, sebagai berikut :
Tabel 2.3 Tabel Pedoman Penentuan Kelas Interval
Banyaknya Data Pengukuran Banyaknya Kelas Interval < 50 50 – 100 101 – 150 >150 5 – 7 6 – 10 7 – 12 10 - 12
Sumber : Vincent Gaspersz, Statistical Process Control – Penerapan Teknik-Teknik Statistikal Dalam Manajemen Bisnis Total, 1998.
4. Tentukan Interval Kelas, Batas Kelas, dan Nilai Tengah Kelas.
a. Lebar dari setiap kelas interval (L) ditentukan berdasarkan pembagian antara range data (R) dan banyaknya kelas interval (K) yang diinginkan. K X Xmaks K R L = = − min
b. Tetapkan batas untuk setiap kelas interval, dimana setiap data pengukuran harus jatuh atau berada di antara dua batas kelas ( batas bawah dan batas atas ).
Batas Bawah = Ujung Bawah Kelas Interval – ( 21 x Unit Pengukuran) Batas Atas = Ujung Atas Kelas Interval + ( 21 x Unit Pengukuran) c. Tentukan Nilai Tengah Kelas.
Nilai Tengah =
2
BatasAtas BatasBawah+
5. Tentukan Frekuensi dari Setiap Kelas Interval.
6. Buatlah Histogram dengan memeprhatikan hal-hal berikut :
a. Buatlah garis horisontal dengan menggunakan skala berdasarkan pada unit pengukuran data.
b. Buatlah garis vertikal dengan menggunakan skala frekuensi.
c. Gambarkan grafik batang ( histogram ) untuk setiap kelas interval dengan tingginya berdasarkan pada frekuensi setiap kelas interval itu. Setiap kelas interval diwakili oleh nilai tengahnya.
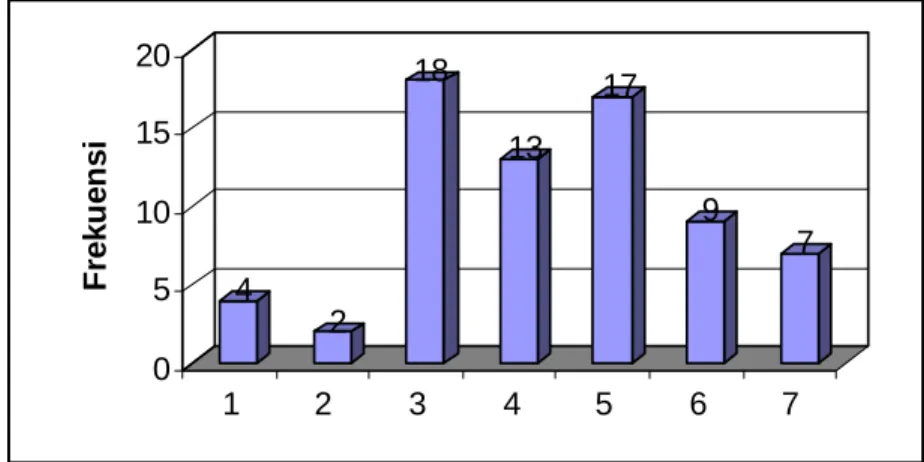
Berikut ini adalah contoh histogram : 4 2 18 13 17 9 7 0 5 10 15 20 F re k ue ns i 1 2 3 4 5 6 7
Diagram 2.3 Contoh Histogram
2.3.4.5 Diagram Tebar ( Scatter Diagram )
Pada dasarnya diagram tebar ( scatter diagram ) merupakan suatu alat interpretasi data yang digunakan untuk :
● Menguji bagaimana kuatnya hubungan antara dua variabel, misalnya kecepatan dari mesin bubut dengan dimensi dari bagian mesin, banyaknya kunjungan tenaga penjual dan hasil penjualan, temperatur dan hasil proses kimia , downtime mesin dan persentase banyaknya produk yang ditolak (cacat), konsumsi makanan dan pertambahan bobot badan, biaya pengeluaran iklan dan penjualan, pengalaman kerja dan performansi karyawan, dll.
● Menentukan jenis hubungan dari dua variabel itu, apakah positif, negatif, atau tidak ada hubungan.
Dua variabel yang ditunjukkan dalam diagram tebar, dapat berupa : 1. Karakteristik kualitas dan faktor yang mempengaruhinya.
2. Dua karakteristik kualitas yang saling berhubungan.
3. Dua faktor yang saling berhubungan yang mempengaruhi karakteristik kualitas.
Diagram tebar dapat dibuat melalui beberapa langkah berikut :
1. Kumpulkan pasangan data ( x , y ) yang akan dipelajari hubungannya serta susunlah data itu dalam tabel. Usahakan agar pasangan data yang dikumpulkan cukup banyak, sebaiknya tidak kurang dari 30 pasangan data ( n > 30 ).
2. Tentukan nilai-nilai maksimum dan minimum untuk kedua variabel x dan y.
3. Tebarkan ( plot ) data pada selembar kertas.
Terdapat tiga pola diagram tebar, sesuai dengan bentuk hubungan diantara dua variabel x dan y yang dipelajari. Ketiga pola diagram tebar itu adalah :
1. Diagram tebar dari dua variabel x dan y yang memiliki hubungan (korelasi) positif, dimana dalam hal ini nilai-nilai yang besar dari variabel x berhubungan dengan nilai-nilai yang besar dari variabel y, serta nilai-nilai yang kecil dari variabel x berhubungan dengan nila-nilai kecil dari variabel y. Hal tersebut juga berarti semakin besar nilai
variabel x maka semakin besar pula nilai variabel y, dan sebaliknya. Semakin kecil nilai variabel x maka semakin kecil pula nilai variabel y.
0 2 4 6 8 10 12 0 5 10 15 20 25
Diagram 2.4 Diagram Tebar Dua Variabel yang Berkorelasi Positif
2. Diagram tebar dari dua variabel x dan y yang memiliki hubungan (korelasi) negatif, dimana dalam hal ini nilai-nilai yang besar dari variabel x berhubungan dengan nilai-nilai yang kecil dari variabel y, serta nilai yang kecil dari variabel x berhubungan dengan nilai-nilai besar dari variabel y. Hal tersebut juga berarti bahwa semakin besar nilai variabel x maka nilai variabel y akan semakin kecil, dan sebaliknya. Semakin kecil nilai variabel x maka nilai variabel y akan semakin besar. Kedua nilai variabel saling berbanding terbalik.
0 2 4 6 8 10 12 0 5 10 15 20 25
Diagram 2.5 Diagram Tebar Dua Variabel yang Berkorelasi Negatif
3. Diagram tebar dari dua variabel x dan y yang tidak memiliki hubungan (tidak berkorelasi), dimana tidak ada kecendrungan bagi nilai-nilai tertentu dari variabel x untuk terjadi bersama-sama dengan nilai-nilai tertentu dari variabel y.
0 2 4 6 8 10 12 0 5 10 15 20 25
Diagram 2.6 Diagram Tebar Dua Variabel yang Tidak Berkorelasi
2.3.4.6 Run Chart
Run chart adalah suatu bentuk grafik garis yang dipergunakan sebagai alat analisis untuk :
1. Mengumpulkan dan menginterpretasikan data, juga merupakan ringkasan visual dari data itu, sehingga memudahkan dalam pemahaman.
2. Menunjukkan output dari suatu proses sepanjang waktu.
3. Menunjukkan apa yang sedang terjadi dalam situasi tertentu sepanjang waktu.
4. Menunjukkan kecendrungan dari data sepanjang waktu.
5. Membandingkan data dari periode yang satu dengan periode lain, demikian pula memeriksa perubahan-perubahan yang terjadi.
Run chart dapat dibuat secara mudah dengan mengikuti langkah-langkah berikut :
1. Memilih satu ukuran kunci untuk mengkaji pergerakan dari variabel atau atribut yang berkaitan dengan kualitas sepanjang waktu.
2. Menggambarkan run chart, dimana sumbu horisontal menunjukkan periode waktu pengamatan sedangkan sumbu vertikal menunjukkan indikator pengukuran yang berkaitan dengan karakteristik kualitas yang ingin dikaji dari waktu ke waktu.
4. Lakukan analisis lanjutan serta mengambil tindakan untuk perbaikan proses terus-menerus sesuai dengan komitmen dari manajemen.
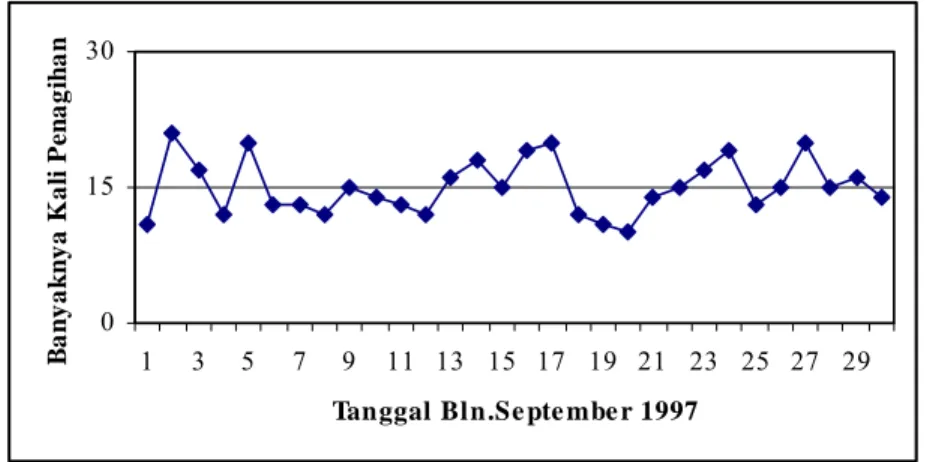
Berikut ini adalah contoh run chart :
0 15 30
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29
Tanggal Bln.Se pte mbe r 1997
B a n y a kny a K a li P e na g iha n
Grafik 2.1 Contoh Run Chart
2.3.4.7 Peta Kontrol ( Control Chart )
Peta kontrol pertama kali diperkenalkan oleh Dr. Walter Andrew Shewhart dari Bell Telephone Laboratories, Amerika Serikat, pada tahun 1924 dengan maksud untuk menghilangkan variasi tidak normal melalui pemisahan variasi yang disebabkan oleh penyebab khusus ( special causes variation ) dari variasi yang disebabkan oleh penyebab umum ( common causes variation ). Pada dasarnya semua proses menampilkan variasi, namun manajemen harus mampu mengendalikan proses dengan cara menghilangkan variasi penyebab khusus dari proses itu, sehingga variasi yang melekat pada proses hanya disebabkan oleh variasi penyebab umum.
Peta-peta kontrol merupakan alat ampuh dalam mengendalikan proses, asalkan penggunaannya dipahami secara benar.
Pada dasarnya peta kontrol dipergunakan untuk :
● Menentukan apakah suatu proses berada dalam pengendalian statistikal atau tidak. Dengan demikian peta kontrol digunakan untuk mencapai suatu keadaan terkendali secara statistikal, dimana semua nilai rata-rata dan range dari sub-sub kelompok (subgrup) contoh berada dalam batas-batas pengendalian (control limits), oleh karena itu variasi penyebab khusus menjadi tidak ada lagi dalam proses.
● Memantau proses terus-menerus sepanjang waktu agar proses tetap stabil secara statistikal dan hanya mengandung variasi penyebab umum. ● Menentukan kemampuan proses (process capability). Setelah proses
berada dalam pengendalian statistical, batas-batas dari variasi proses dapat ditentukan.
Pada dasarnya setiap peta kontrol memiliki :
1. Garis tengah ( Central Line ), yang biasa dinotasikan sebagai CL.
2. Sepasang batas kontrol ( control limits ), dimana satu batas kontrol ditempatkan di atas garis tengah yang dikenal sebagai batas kontrol atas (Upper Control Limit), biasa dinotasikan sebagai UCL, dan yang satu lagi ditempatkan di bawah garis tengah yang dikenal sebagai batas kontrol bawah (Lower Control Limit), biasa dinotasikan sebagai LCL.
3. Tebaran nilai-nilai karakteristik kualitas yang menggambarkan keadaan dari proses. Jika semua nilai-nilai yang ditebarkan (diplot) pada peta itu berada di dalam batas-batas kontrol tanpa memperlihatkan kecendrungan tertentu, maka proses yang berlangsung dianggap sebagai proses yang berada dalam keadaan terkontrol atau terkendali secara statistikal, atau dikatakan berada dalam pengendalian statistikal. Namun, jika nilai-nilai yang ditebarkan pada peta itu jatuh atau berada di luar batas-batas kontrol atau memperlihatkan kecendrungan tertentu atau memiliki bentuk yang aneh, maka proses yang berlangsung dianggap sebagai proses yang berada dalaa keadaan di luar kontrol (tidak terkontrol) atau tidak berada dalam pengendalian statistikal sehingga perlu diambil tindakan korektif untuk memperbaiki proses yang ada.
Peta kontrol untuk data variabel berbeda dengan peta kontrol untuk data atribut. Peta yang biasa digunakan untuk mengolah dan mengendalikan data variabel adalah peta x dan peta R. Sedangkan peta kontrol yang biasa digunakan untuk mengolah data atribut adalah peta p, np, c, dan u. Dalam bab ini hanya dibahas mengenai peta kontrol untuk data variabel saja karena dalam mengolah data pada bab 4, data yang akan diolah merupakan data variabel.
Peta Kontrol x dan R
Peta kontrol x (rata-rata) dan R (range) digunakan untuk memantau proses yang mempunyai karakteristik berdimensi kontinu, sehingga peta kontrol x dan R sering disebut sebagai peta kontrol untuk data variabel. Peta kontrol x menjelaskan tentang perubahan-perubahan yang telah terjadi dalam ukuran titik pusat (central tendency) atau rata-rata dari suatu proses. Hal ini mungkin disebabkan oleh faktor-faktor seperti : peralatan yang dipakai, peningkatan temperatur secara gradual, perbedaan metode yang digunakan dalam shift kedua, material baru, tenaga kerja baru yang belum dilatih, dll. Sedangkan peta kontrol R (range) menjelaskan tentang perubahan-perubahan yang terjadi dalam ukuran variasi, dengan demikian berkaitan dengan perubahan homogenitas produk yang dihasilkan melalui suatu proses. Hal ini mungkin disebabkan oleh faktor-faktor seperti : bagian peralatan yang hilang, minyak pelumas mesin yang tidak mengalir dengan baik, kelelahan pekerja, dll.
Langkah-langkah untuk membangun peta kontrol x dan R adalah sebagai berikut :
1. Tentukan ukuran contoh atau ukuran subgrup (n = 4, 5, 6,...).
2. Kumpulkan sejumlah set contoh atau sejumlah subgrup data yang akan diolah.
4. Hitung nilai rata-rata dari semua x, yaitu : x yang merupakan garis tengah (central line) dari peta kontrol x, serta nilai rata-rata dari semua R, yaitu : R yang merupakan garis tengah (central line) dari peta kontrol R.
5. Hitung batas-batas kontrol 3σ (3-sigma) dari peta kontrol x dan R. Peta kontrol x ( batas-batas kontrol 3σ ) :
CL = x
UCL = x + A2R
LCL = x - A2R
Peta kontrol R ( batas-batas kontrol 3σ ) : CL = R
UCL = D4R
LCL = D3R
Dimana : nilai A2, D3, dan D4 merupakan nilai koefisien atau tetapan
yang dapat dilihat pada tabel ” Daftar Nilai Koefisien Dalam Perhitungan Batas-Batas Peta Kontrol x dan R serta Indeks Kapabilitas Proses ”.
6. Buatkan peta kontrol x dan R dengan menggunakan batas-batas kontrol σ
3 di atas. Setelah itu, plot atau tebarkan data-data x dan R dari setiap contoh yang diambil itu pada peta kontrol x da R.
Berikut ini adalah contoh peta kontrol :
Control Chart Sigma level: 3 27 25 23 21 19 17 15 13 11 9 7 5 3 1 M ean 118.93333 117.13333 115.33333 113.53333 111.73333 VAR00003 UCL = 118.1185 Average = 115.3333 LCL = 112.5482
2.4 Kapabilitas Proses
Kapabilitas proses adalah kemampuan dari proses dalam menghasilkan produk yang memenuhi spesifikasi. Jika proses memiliki kapabilitas yang baik, proses itu akan menghasilkan produk yang berada dalam batas-batas spesifikasi. Sebaliknya, apabila proses memiliki kapabilitas yang jelek, proses itu akan menghasilkan banyak produk yang berada di luar batas-batas spesifikasi, sehingga menimbulkan kerugian karena banyak produk akan ditolak. Analisis kapabilitas proses boleh dilakukan hanya apabila proses berada dalam batas pengendali statistik (process in statistical control).
Menurut Tham (1997), analisis kapabilitas proses merupakan konsep yang penting dalam statistical process control, karena analisis ini menguji variabilitas dalam karakteristik-karakteristik proses dan apakah proses mampu menghasilkan produk yang sesuai dengan spesifikasi. Analisis kapabilitas proses membedakan kesesuaian dengan batas-batas toleransi.
Batas-batas pengendali menunjukkan penyimpangan atau variabilitas proses dan tidak berhubungan dengan batas-batas spesifikasi yang dipilih untuk memenuhi kebutuhan pelanggan. Oleh karenanya, sering kali terjadi bahwa proses berada dalam batas pengendali statistik tetapi produk tidak memenuhi spesifikasi, atau proses berada di luar batas pengendali statistik tetapi produk masih memenuhi spesifikasi.
Beberapa tujuan dilaksanakannya analisis kapabilitas proses, yaitu : 1. Memprediksi variabilitas proses yang ada.
3. Merencanakan hubungan diantara proses-proses yang berurutan.
4. Menyediakan dasar kuantitatif untuk menyusun jadwal pengendalian proses dan penyesuaian secara periodik.
5. Menugaskan mesin-mesin ke dalam kelas-kelas pekerjaan sehingga sesuai dengan pengujian yang dilakukan.
6. Menguji teori mengenai penyebab kesalahan selama program perbaikan kualitas. 7. Memberikan pelayanan sebagai dasar untuk menentukan syarat kinerja kualitas
untuk mesin-mesin yang ada.
Selain itu, ada beberapa manfaat dilakukannya analisis kapabilitas proses. Menurut Mitra (1993), manfaat tersebut antara lain :
1. Dapat menciptakan output yang seragam.
2. Kualitas dapat dipertahankan atau bahkan ditingkatkan.
3. Membantu dalam membuat perancangan produk maupun proses. 4. Membantu dalam pemilihan pemasok yang memenuhi persyaratan.
5. Mengurangi biaya mutu total dengan memperkecil biaya kegagalan internal dan eksternal.
6. Memperkirakan seberapa baik proses akan memenuhi toleransi. 7. Mengurangi variabilitas dalam proses produksi.
8. Membantu dalam pembentukan interval untuk pengendalian interval antara pengambilan sampel.
9. Merencanakan urutan proses produksi apabila ada pengaruh interaktif proses pada toleransi.
10. Menetapkan persyaratan penampilan bagi alat baru.
Indeks Kapabilitas Proses (Cp) dapat dihitung dengan menggunakan rumus berikut: s LSL USL Cp 6 − = ) 1 ( ) ( ) . ( 2 2 − − =
∑
∑
n n Xi Xi n s atau 2 d R s =Dimana : Cp = Indeks Kapabilitas Proses ( process capability index ) USL = batas spesifikasi atas ( upper specification limit ) LSL = batas spesifikasi bawah ( lower specification limit ) 6 s = enam simpangan baku
Kriteria Penilaian : 33
, 1 >
Cp , maka berarti kapabilitas proses sangat baik. 33
, 1 00
,
1 ≤ Cp ≤ , maka berarti kapabilitas proses baik namun perlu pengendalian. 00
, 1 <
Indeks kapabilitas proses biasanya juga dipergunakan bersamaan dengan indeks performansi ( performance index ), Cpk, yang dikemukakan oleh Kane pada tahun 1986. Indeks Performansi Kane (Cpk) merefleksikan kedekatan nilai rata-rata dari proses sekarang terhadap salah satu batas spesifikasi baik itu batas spesifikasi atas (USL) ataupun batas spesifikasi bawah (LSL). Indeks Performansi Kane (Cpk) dapat dihitung dengan menggunakan rumus :
Cpk = minimum {CPU,CPL} s X USL CPU 3 − = dan s LSL X CPL 3 − =
Dimana : Cpk = Indeks Performansi Kane
CPL = Indeks Kapabilitas Bawah ( lower capability index ) CPU = Indeks Kapabilitas Atas ( upper capability index )
X = nilai rata-rata dari X 3 s = tiga simpangan baku Kriteria Penilaian :
33 , 1 >
CPL , proses akan mampu memenuhi batas spesifikasi bawah (LSL). 33
, 1 00
,
1 ≤ CPL≤ , proses masih mampu memenuhi batas spesifikasi bawah (LSL), namun perlu pengendalian.
00 , 1 <
CPL , proses tidak mampu memenuhi batas spesifikasi bawah (LSL). 33
, 1 >
33 , 1 00
,
1 ≤ CPU ≤ , proses masih mampu memenuhi batas spesifikasi atas (USL), namun perlu pengendalian.
00 , 1 <
CPU , proses tidak mampu memenuhi batas spesifikasi atas (USL). Cp
Cpk = , maka berarti proses tepat berada di tengah. 1
=
Cpk , maka berarti proses menghasilkan produk telah sesuai dengan spesifikasi. 1
<
Cpk , maka berarti proses belum menghasilkan produk yang tidak sesuai dengan spesifikasi. Kondisi Ideal : 33 , 1 > Cp dan Cp=Cpk
2.5 Design of Experiment ( DOE )
2.5.1 Tujuan Design of Experiment ( DOE)
Menurut Douglas Montgomery, sebuah perancangan percobaan adalah sebuah tes dengan membuat perubahan-perubahan pada variabel masukan dari sebuah proses supaya kita dapat mengamati dan mengidentifikasi perubahan yang terjadi pada keluaran dari proses tersebut.
Tujuan dari perancangan percobaan adalah sebagai berikut :
1. Menentukan variabel yang paling mempengaruhi variabel respon, y.
2. Menentukan nilai dari variabel yang berpengaruh supaya variabel respon mendekati nilai target.
3. Menentukan nilai dari variabel yang berpengaruh supaya variasi variabel respon kecil.
4. Menentukan nilai dari variabel yang berpengaruh supaya supaya pengaruh dari faktor gangguan dapat diperkecil.
Perancangan Percobaan dapat mempelajari pengaruh dari beberapa faktor dalam suatu proses pada saat yang bersamaan. Ketika melakukan sebuah percobaan, memvariasikan level dari faktor-faktor pada saat yang bersamaan daripada satu persatu lebih efisien baik dari sisi waktu maupun biaya, dan juga dapat mempelajari interaksi di antara faktor-faktor. Interaksi adalah faktor penggerak dalam banyak proses. Tanpa penggunaan percobaan faktorial, faktor interaksi yang penting mungkin tidak akan terdeteksi.
2.5.2 Prinsip Dasar Design of Experiment ( DOE)
Untuk dapat memahami perancangan percobaan lebih lanjut maka perlu memahami terlebih dahulu tiga prinsip dasar yang biasa digunakan dalam perancangan percobaan. Prinsip-prinsip tersebut adalah : replikasi, randomisasi atau pengacakan, dan kontrol lokal atau blocking.
Berikut ini adalah penjelasan mengenai prinsip-prinsip dasar dalam Design of
Experiment ( DOE) :
1. Replikasi
Replikasi adalah pengulangan kembali perlakuan yang sama dalam suatu percobaan dengan kondisi yang sama untuk memperoleh ketelitian yang lebih tinggi.
Replikasi diperlukan karena dapat :
● Memberikan taksiran kekeliruan percobaan yang dapat dipakai untuk menentukan panjang interval konfidensi atau dapat digunakan sebagai satuan dasar pengukuran untuk penetapan taraf signifikansi dari perbedaan-perbedaan yang diamati.
● Menghasilkan taksiran yang lebih akurat untuk kekeliruan percobaan. ● Memungkinkan kita untuk memperoleh taksiran yang lebih baik mengenai
efek rata-rata dari suatu faktor.
Selain itu, dikemukakan pula bahwa penambahan replikasi akan mengurangi tingkat kesalahan percobaan secara bertahap, namun jumlah replikasi dalam suatu percobaan dibatasi oleh sumber yang ada yaitu waktu, tenaga, biaya dan fasilitas.
2. Pengacakan atau Randomisasi
Dalam percobaan, selain faktor-faktor yang diselidiki pengaruhnya terhadap suatu variabel, juga terdapat faktor-faktor lain yang tidak dapat dikendalikan/tidak diinginkan seperti kelelahan operator, naik/turun daya mesin, dll. Hal tersebut dapat mempengaruhi hasil percobaan. Pengaruh faktor-faktor tersebut diperkecil dengan menyebarkan pengaruh selama percobaan melalui randomisasi (pengacakan) urutan percobaan.
Secara umum randomisasi dimaksudkan untuk :
● Meratakan pengaruh dari faktor-faktor yang tidak dapat dikendalikan pada semua unit percobaan
● Memberikan kesempatan yang sama pada setiap unit percobaan untuk menerima suatu perlakuan sehingga diharapkan ada kehomogenan pengaruh dari setiap perlakuan yang sama
● Mendapatkan hasil pengamatan yang bebas (independen) satu sama lain Dalam perancangan percobaan akan banyak test atau uji signifikansi dilakukan dan umumnya untuk setiap prosedur pengujian, asumsi-asumsi tertentu perlu diambil dan dipenuhi agar supaya pengujian yang dilakukan menjadi berlaku. Salah satu asumsinya adalah pengamatan-pengamatan (jadi juga kekeliruan-kekeliruan) berdistribusi secara independen. Asumsi ini sukar untuk dapat dipenuhi, akan tetapi dengan jalan berpedoman kepada prinsip sampel acak (random sample) yang diambil dari sebuah populasi atau berpedoman pada perlakuan acak terhadap unit percobaan, maka pengujian
dapat dilakukan seakan-akan asumsi yang telah diambil benar adanya. Dengan kata lain, pengacakan menyebabkan pengujian menjadi berlaku yang menyebabkan pula memungkinkannya data dianalisis, dengan anggapan seolah-olah asumsi tentang independen dipenuhi. Pengacakan memungkinkan kita untuk melanjutkan langkah-langkah berikutnya dengan anggapan soal independensi sebagai suatu kenyataan. Ini berarti bahwa pengacakan tidak menjamin terjadinya independensi, melainkan hanyalah memperkecil adanya korelasi antarpengamatan (jadi juga antar kekeliruan). Jika replikasi dengan tujuan untuk memungkinkan dilakukannya test signifikan, maka randomisasi bertujuan menjadikan test tersebut valid dengan menghilangkan sifat bias. Randomisasi dapat dilakukan dengan menggunakan tabel bilangan acak, mengundi, menggunakan mata uang dan sebagainya. Ada beberapa teknik randomisasi yang dapat dilakukan seperti randomisasi lengkap, randomisasi lengkap dengan blok, pengulangan sederhana, split-plot design, dan lain-lain. Pemilihan teknik yang digunakan tergantung dari masalah yang diselidiki, hasil yang diharapkan, data yang didapat, dan penyesuaian yang akan dilakukan dengan teknik-teknik yang ada.
3. Kontrol Lokal atau Blocking
Kontrol Lokal merupakan sebagian daripada keseluruhan prinsip percobaan yang harus dilaksanakan. Biasanya merupakan langkah-langkah atau usaha-usaha yang berbentuk penyeimbangan, pengkotakan atau pemblokan dan pengelompokkan dari unit-unit percobaan yang digunakan dalam percobaan.
Jika replikasi dan pengacakan pada dasarnya akan memungkinkan berlakunya uji signifikansi, maka kontrol lokal menyebabkan percobaan lebih efisien, yaitu mengahsilkan prosedur pengujian dengan kuasa yang lebih tinggi.
Dengan pengelompokkan akan diartikan sebagai penempatan sekumpulan unit percobaan yang homogen ke dalam kelompok-kelompok agar supaya kelompok yang berbeda memungkinkan untuk mendapatkan perlakuan yang berbeda pula.
Pemblokan berarti pengalokasian unit-unit percobaan ke dalam blok sedemikian sehingga unit-unit dalam blok secara relatif bersifat homogen sedangkan sebagian besar daripada variasi yang dapat diperkirakan di antara unit-unit telah baur (confounded) dengan blok. Ini berarti, berdasarkan pengetahuan si peneliti mengenai sifat atau kelakuan unit-unit percobaan, maka dapat dibuat perancangan percobaan sedemikian rupa sehingga kebanyakkan dari variasi yang dapat diduga tidak menjadi bagian dari kekeliruan percobaan. Dengan jalan demikian dapat diperoleh percobaan yang lebih efisien.
Dengan penyeimbangan diartikan usaha memperoleh unit-unit percobaan, usaha pengelompokkan, pemblokan, dan penggunaan perlakuan terhadap unit-unit percobaan sedemikian rupa sehingga dihasilkan suatu konfigurasi atau formasi yang seimbang.
Untuk percobaan tertentu mungkin proses penyeimbangan ini praktis tidak dapat dicapai, dalam hal lainnya mungkin dapat menghasilkan keseimbangan sebagian, hampir terjadi keseimbangan atau keseimbangan sempurna.
2.5.3 Istilah Dalam Design of Experiment ( DOE)
Dalam Design of Experiment ( DOE) terdapat beberapa istilah yang sering dipakai yaitu perlakuan, kekeliruan percobaan dan unit percobaan.
Berikut ini adalah penjelasan dari istilah-istilah yang terdapat Design of
Experiment (DOE) :
1. Perlakuan atau Treatment
Sekumpulan kondisi percobaan yang akan dikenakan terhadap unit percobaan dalam ruang lingkup perancangan yang dipilih. Perlakuan ini bisa berbentuk tunggal atau terjadi dalam bentuk kombinasi.
Ketika melakukan percobaan dalam rangka menyelidiki pengaruh jenis makanan terhadap sapi misalnya, maka perlakuan bisa berbentuk : a) jenis sapi, b) jenis kelamin sapi, c) umur sapi, atau d) takaran makanan yang diberikan kepada sapi. Tiap perlakuan di atas merupakan perlakuan tunggal yang mungkin memberikan efek sendiri-sendiri terhadap variabel respon (berat badan, misalnya). Efek perlakuan terhadap variabel respon mungkin saja terjadi dalam bentuk gabungan atau bentuk kombinasi beberapa perlakuan tunggal yang terjadi secara bersamaan.
Dalam hal ini, kita mendapatkan kombinasi perlakuan. Efek gabungan daripada jenis kelamin sapi dan takaran makanan yang diberikan terhadap berat badan misalnya, merupakan salah satu kombinasi perlakuan yang mungkin terjadi.
2. Unit Percobaan
Unit percobaan yang dimaksudkan di sini adalah sesuatu yang dikenai oleh perlakuan baik itu berupa perlakuan tunggal atau merupakan gabungan dari beberapa perlakuan. Dalam contoh di atas yang menjadi unit percobaannya adalah sapi.
3. Kekeliruan Percobaan
Kekeliruan percobaan menyatakan kegagalan daripada dua unit percobaan identik yang dikenai perlakuan untuk memberikan hasil yang sama. Ini bisa terjadi karena, misalnya kekeliruan waktu menjalankan percobaan, kekeliruan pengamatan, variasi dari bahan percobaan, variasi antara unit percobaan, dan pengaruh gabungan dari semua faktor tambahan yang mempengaruhi karakteristik yang sedang dipelajari.
Tentu saja kekeliruan percobaan ini hendaknya diusahakan supaya terjadi sekecil-kecilnya. Cara yang lazim ditempuh untuk menguranginya antara lain dengan jalan menggunakan bahan percobaan yang homogen, menggunakan informasi yang sebaik-baiknya tentang variabel yang telah ditentukan dengan tepat, melakukan percobaan seteliti-telitinya dan menggunakan perancangan percobaan yang lebih efisien.
4. Satuan amatan
Satuan amatan adalah anak gugus dari unit percobaan tempat dimana respon perlakuan diukur. Jika respon yang akan diamati adalah produksi maka satuan amatannya adalah unit percobaan itu sendiri, tetapi jika respon yang diukur adalah tinggi tanaman maka satuan amatannya adalah satu tanaman jagung di dalam unit percobaan.
5. Faktor
Faktor adalah peubah bebas yang dicocokkan dalam percobaan sebagai penyusun struktur perlakuan. Peubah bebas yang dicobakan dapat berupa peubah kualitatif maupun peubah kuantitatif. Contoh faktor kualitatif yaitu jenis pupuk, metode belajar, jenis varietas, dan lain-lain, sedangkan contoh faktor kuantitatif yaitu dosis pupuk, radiasi, intensitas sinar (naungan) dan lain-lain.
6. Taraf (Level)
Taraf adalah nilai-nilai peubah bebas (faktor) yang dicobakan dalam percobaan.
2.6 Factorial Experiment 2.6.1 2k Factorial Design
Dalam percobaan faktorial 2k, mengandung k faktor dengan masing-masing
faktor mempunyai 2 level yaitu level Low (rendah) dan level High (tinggi). Gambar berikut ini menunjukkan percobaan dengan 2 dan 3 faktor. Titik-titik yang ada pada gambar mewakili kombinasi yang unik dari level setiap faktor. Sebagai contoh, dalam percobaan dengan dua faktor, titik pada sudut kanan atas mewakili trial percobaan ketika faktor A diset pada level tinggi dan faktor B juga diset pada level tinggi.
Gambar 2.1 Percobaan faktorial 2 k
Model matematis untuk percobaan 2k mencakup k faktor utama,
( )
2
k interaksi
dua faktor,
( )
3
k interaksi 3 faktor, . . . , dan satu interaksi k-faktor. Sehingga
untuk faktorial penuh 2k akan mempunyai 2k – 1 efek. Notasi yang dipergunakan sama seperti yang sudah dikatakan sebelumnya sebagai contohnya dalam percobaan 22, A melambangkan kombinasi perlakuan faktor A pada level tinggi
dan faktor B pada level rendah. Kombinasi perlakuan dapat dituliskan dalam urutan standar dengan setiap faktor dituliskan kemudian dilanjutkan dengan faktor lainnya yang dikombinasikan secara berurutan dengan faktor sebelumnya. Contohnya, urutan standar untuk percobaan 22 adalah (1), A,B, dan AB.
Hal-hal yang harus dilakukan dalam membuat percobaan faktorial adalah sebagai berikut :
1. Penentuan nilai level tiap faktor dan jumlah replikasi
Pada tahap ini, peneliti menentukan nilai level tiap faktor yaitu berapa nilainya saat faktor di set pada level rendah (Low) dan berapa nilainya bila faktor di set pada level tinggi (High). Selain itu, peneliti juga harus menentukan jumlah replikasi yang akan digunakan.
2. Pengacakan urutan percobaan
Pada tahap ini, dilakukan pengacakan urutan percobaan dengan maksud untuk memperkecil pengaruh faktor-faktor lain selain faktor utama yang tidak dapat dikendalikan / tidak diinginkan.
Pengacakan urutan percobaan dapat dilakukan dengan bantuan software Minitab, dan akan didapat data seperti tabel berikut ini :
Tabel 2.4 Contoh Pengacakan Urutan Percobaan dengan Minitab StdOrder RunOrder CenterPt Blocks Faktor (A) Faktor (B)
2 1 1 1 1 -1 5 2 1 1 -1 -1 8 3 1 1 1 1 10 4 1 1 1 -1 4 5 1 1 1 1 11 6 1 1 -1 1 7 7 1 1 -1 1 3 8 1 1 -1 1 1 9 1 1 -1 -1 12 10 1 1 1 1 9 11 1 1 -1 -1 6 12 1 1 1 -1 3. Pelaksanaan percobaan
Percobaan dilakukan dengan mengukur nilai variabel respon yang didapat dengan menggunakan settingan yang telah diatur sebelumnya. Hasil pengukuran variabel respon dapat dimasukkan dalam tabel sebagai berikut :
Tabel 2.5 Contoh Replikasi Hasil Percobaan
Factor Treatment Replicated
A B Combination I II III Total
(I) - - A low,B low 11.0 11.2 11.1 33.3
A + - A high,B low 10.4 10.5 10.4 31.3
B - + A low,B high 10.8 11.0 10.8 32.6
Data dari tabel di atas, kemudian dapat dimasukkan dalam tabel hasil percobaan yang dilakukan seperti pada contoh tabel berikut ini :
Tabel 2.6 Contoh Hasil Percobaan
StdOrder RunOrder CenterPt Blocks Faktor (A)
Faktor (B) Variabel Respon 2 1 1 1 1 -1 10.4 5 2 1 1 -1 -1 11.0 8 3 1 1 1 1 11.2 10 4 1 1 1 -1 10.5 4 5 1 1 1 1 11.0 11 6 1 1 -1 1 10.8 7 7 1 1 -1 1 11.0 3 8 1 1 -1 1 10.8 1 9 1 1 -1 -1 11.2 12 10 1 1 1 1 11.0 9 11 1 1 -1 -1 11.1 6 12 1 1 1 -1 10.4
2.6.2 Analysis Of Variance ( ANOVA )
Analisis Anova dilakukan untuk menguji apakah faktor-faktor yang digunakan mempengaruhi secara signifikan atau tidak. Dalam melakukan uji anova diperlukan beberapa faktor yang perlu dihitung seperti nilai Contrast, Efek, dan Sum Of Squares.
Untuk menghitung efek atau Sum Of Squares, terlebih dahulu harus ditentukan contrast untuk efek yang bersangkutan. Secara umum, contrast untuk efek AB . . . K ditentukan dengan cara menyelesaikan sisi sebelah kanan dari persamaan berikut ini.
Dalam menyelesaikan persamaan di atas simbol angka “1” pada hasil terakhir diubah menjadi “(1)”. Tanda positif negatif pada setiap suku dalam persamaan tersebut menjadi negatif jika faktor tersebut termasuk ke dalam efek dan sebaliknya. Sebagai contohnya kita ambil percobaan 22 maka :
ContrastA = (a – 1)(b + 1) = [ ab + a – b – (1) ] ContrastB = (a + 1)(b – 1) = [ ab + b – a – (1) ] ContrastAB = (a – 1)(b – 1) = [ ab + (1) – a – b ]
Begitu juga cara mencari efek untuk yang lainnya sehingga setelah selesai dapat dibentuk tabel tanda positif dan negatif sesuai dengan contrastnya. Setelah nilai contrast dihitung maka efek dan Sum Of Squares juga dapat dihitung dengan rumus berikut :
2 K . . . AB k K) . . . (AB K) . . . (AB k K) . . . (AB ) (Contrast n2 1 es(SS) SumOfSquar Contrast n2 2 Effect = =
Berikut ini adalah langkah-langkah perhitungan anova secara manual untuk percobaan 22 :
1. Membuat Hipotesis Nol (H ) yang menyatakan bahwa faktor-faktor yang 0 digunakan tidak mempengaruhi secara signifikan.
2. Membuat Hipotesis Satu (H1) yang menyatakan bahwa faktor-faktor yang digunakan mempengaruhi secara signifikan.
Contoh : H1 = Faktor A signifikan. 3. Penentuan taraf nyata (α )
4. Wilayah Kritik :
Tolak Ho jika f > fα[dofA,dofE]
5. Melakukan perhitungan menggunakan rumus di bawah ini :
Effect A = ContrastA n 2 1 Effect B = ContrastB n 2 1 Effect AB = ContrastAB n 2 1 n Contrast SS A A 4 ) ( 2 = n Contrast SS B B 4 ) ( 2 = n Contrast SS AB AB 4 ) ( 2 = n y y SS i j n k ijk T 4 ... 2 2 1 2 1 1 2− =
∑∑∑
= = = AB B A T E SS SS SS SS SS = − − −Hasil-hasil perhitungan di atas dapat dimasukkan ke dalam tabel anova seperti di bawah ini :
Tabel 2.7 Tabel Anova
Source of Variation Sum of Square (SS) Dof Mean Square (MS) F0 A SSA 1 SS /A dofA MS /A MSE B SSB 1 SS /B dofB MS /B MSE AB SSAB 1 SS /AB dofAB MS /AB MSE Error SSE 2k(n−1) E E dof SS / Total SST n2k −1
Dimana : k = jumlah faktor n = jumlah replikasi 6. Membuat kesimpulan.
2.6.3 Proses Permesinan
Sebelum memulai proses pemesinan pada mesin corrugator, terlebih dahulu para operator yang bekerja telah dilatih untuk menggunakan apa yang disebut LPP atau Lembar Petunjuk Produksi. Pada lembar ini terdapat berbagai macam informasi, misalnya nomor order, jenis floating, jenis kertas yang digunakan, dan jenis wall sesuai keinginan pelanggan. Dengan adanya LPP ini, operator baru dapat mengetahui langkah-langkah yang harus dilakukan pada mesin corrugator.
Setelah kertas dipasang pada roll yang sesuai, maka proses pertama yang akan dilakukan oleh mesin corrugator adalah membuat lembaran karton gelombang dengan menggunakan mesin corrugating yang merupakan bagian dari mesin corrugator. Sebelumnya dilakukan pemanasan mesin boiler yang nantinya akan mengalirkan uap ke mesin corrugator. Setelah mesin cukup panas dan telah menghasilkan suhu sesuia keinginan barulah dilakukan proses di atas.
Setelah terbentuk karton gelombang maka karton gelombang itu akan melewati jalur kertas menuju alat atau mesin yang dinamakan double bekker yang merupakan bagian dari mesin corrugator juga. Di dalam mesin double bekker ini terdapat lem. Karton gelombang tadi akan ditempel dengan karton gelombang lain dan atau dengan kertas lapisan dibagian bawahnya menggunakan lem tersebut.
Setelah ditempel, karton tersebut akan masuk ke heating plate yang berbentuk suatu area yang cukup luas yang merupakan bagian dari mesin corrugator. Di tempat ini, karton ditekan atau dipress dengan suhu tertentu dengan tujuan untuk membuat karton gelombang dengan kertas lapisannya dapat menyatu dengan sempurna.
Setelah keluar dari heating plate, karton akan melalui roll berjalan untuk selanjutnya dibawa ke mesin slitter yang juga merupakan bagian dari mesin corrugator. Di mesin slitter ini, akan dibuat tekukan untuk lebih memudahkan dilakukannya penekukan setelah karton box jadi.
Bila pelanggan tidak menginginkan tekukan pada karton box-nya maka bagian ini akan dilewatkan dan dilanjutkan ke bagian pemotongan dengan mesin NC Cut Off (salah satu mesin yang juga merupakan bagian dari mesin corrugator). Di tempat ini, karton box dipotong sesuai dengan ukuran yang diinginkan. Setelah itu, jadilah karton box lalu disusun oleh operator untuk dibawa ke gudang atau diproses dengan proses selanjutnya.
Berikut ini adalah Flow Chart untuk proses pembuatan karton box dengan menggunakan mesin corrugator :
2.6.4 Analisis Regresi
Dalam pembuatan model regresi percobaan menggunakan metode least square. Metode least square biasanya banyak digunakan untuk menghitung koefisien regresi dalam model multiple linier regresi.
Secara umum, variabel respon y mungkin berkaitan dengan k banyaknya variabel regressor. Modelnya yaitu : y=β0 +β1x1 +β2x2 +...+βkxk+∈ disebut model multiple linier regresi. Parameter βj , j = 0, 1, ..., k disebut koefisien
regresi. Model ini menggambarkan bentuk dalam k-dimensi dari variabel regressor (xj). Parameter βj mewakili perubahan yang diharapkan pada respon y
setiap unit perubahan pada xj sewaktu semua variabel bebas lainnya xi (i ≠ j)
ditahan konstan.
Untuk model yang lebih rumit, misalnya pada model percobaan orde II dalam dua variabel yaitu :
∈ + + + + + + = 2 12 1 2 2 22 2 1 11 2 2 1 1 0 x x x x x x y β β β β β β
jika x3 = x12, x4 = x22, x5 = x1x2, β3 = β11, β4 = β22, dan β5 = β12 maka persamaan
diatas menjadi : ∈ + + + + + + = 0 1x1 2x2 3x3 4x4 5x5 y β β β β β β
yang merupakan bentuk linier model regresi. Umumnya setiap model regresi yang linier pada parameter (pada nilai β) adalah model regresi linier, tak terkecuali bentuk respon permukaan apa yang membangkitakannya.
Agar lebih memudahkan perhitungan maka digunakan notasi matrix dalam memecahkan permasalahan regresi yang ada.
Model umum dalam notasi matrix adalah :
∈ + =Xβ y dimana : ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ = n y y y y ... 2 1 , ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ = nk k k n n x x x x x x x x x x ... ... 1 ... ... ... ... ... 1 ... 1 2 1 2 1 22 21 12 11 ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ = n β β β β ... 2 1 , dan ⎥ ⎥ ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎢ ⎢ ⎣ ⎡ ∈ ∈ ∈ ∈= n ... 2 1
Secara umum, y adalah matrix (n x 1) vektor dari pengamatan. X adalah matrix (n x p) dari level-level variabel bebas, β adalah matrix (p x 1) vektor dari koefisien regresi, dan ∈ adalah matrix (n x 1) dari error/galat acak.
Kita mengharapkan agar dapat menemukan vektor dari perhitungan least squares, βˆ, yang meminimasi :
) ( )' ( ' 1 2 y Xβ y Xβ L n i i =∈∈= − − ∈ =
∑
=Perlu diingat bahwa L mungkin saja digambarkan sebagai : β β β β X y y X X X y y L= ' − ' ' − ' + ' ' β β β X y X X y y L= ' −2 ' ' + ' '
Karena β'X 'y adalah matrix (1 x 1), atau skalar, maka transpose dari β
β'X'y)' y'X
( = adalah skalar yang sama. Perhitungan least square harus memenuhi :
y X X X' βˆ= '
Agar dapat menyelesaikan rumus normal tersebut maka kedua sisi harus dikalikan dengan inverse dari X’X. Sehingga perhitungan least squares dari β menjadi : y X X X' ) ' ( ˆ= −1 β
Sehingga model regresi yang dicobanya adalah : βˆ
ˆ X
y=
Keterangan :
L = fungsi least square
y = variabel respon
yˆ = model regresi yang dicoba β = koefisien regresi
βˆ = penghitung least square koefisien regresi ∈ = eror/galat acak
X = variabel bebas '
X = transpose variabel bebas 1
−
2.6.5 Countur Plot & Response Surface
Setelah diperoleh model regresi, maka diketahui koefisien mana saja yang mempengaruhi secara signifikan. Dari model tersebut maka dapat dibuat plot datanya baik itu Surface plot dan Contour plot. Surface plot adalah plot data berbentuk tiga dimensi dan memiliki grafik permukaan yang sesuai dengan fungsi modelnya. Sedangkan Contour plot adalah plot data berbentuk planar hasil interpretasi dari Surface plot agar memudahkan dalam menganalisa hasilnya. Contoh gambar Surface plot dan Contour plot tersebut dapat dilihat pada gambar dibawah ini :
Gambar 2.4 Contoh Contour Plot
Dari gambar Surface plot terlihat bahwa faktor-faktor yang digunakan terletak di bidang alas dari kubus. Sedangkan nilai hasil percobaan ditunjukkan dengan sumbu Y. Hasil dari setiap perubahan nilai pada faktor-faktor yang digunakan ditunjukkan dengan bidang yang terletak di tengah-tengah kubus. Bidang tersebut berubah tergantung pada model regresi yang diperoleh. Untuk memudahkan melihat bidang tersebut, maka sebaiknya menggunakan Contour plot dimana faktor-faktor yang digunakan terletak pada sumbu X dan sumbu Y dan hasil yang diperoleh untuk setiap perubahan nilai ditunjukkan dengan garis putus-putus dalam bidang koordinat.
Interpretasi terhadap hasil pada gambar Surface plot dan Contour plot tergantung pada karakteristik yang ingin dicapai. Apabila yang ingin dicapai adalah nilai target dan berada diluar daerah percobaan (-1 sampai +1) maka hasil sekarang masih belum optimum sehingga perlu ditingkatkan. Sebaliknya apabila berada didalam daerah percobaan, maka percobaan sekarang sudah mendekati titik optimum.