PENERAPAN RELIABILITY CENTERED MAINTENANCE II
(RCM II) DALAM PERENCANAAN KEGIATAN PADA
MESIN BOILER DI PT PG CANDI BARU SIDOARJO
SKRIPSI
Oleh :
NURAHADIN ZAKI ROMADHON
NPM. 0632010165
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
JAWA TIMUR
PENERAPAN RELIABILITY CENTERED MAINTENANCE II
(RCM II) DALAM PERENCANAAN KEGIATAN PADA
MESIN BOILER DI PT PG CANDI BARU SIDOARJO
SKRIPSI
Diajukan untuk memenuhi sebagian persyaratan
dalam memperoleh Gelar Sarjana Teknik
Jurusan Teknik Industri
Oleh :
NURAHADIN ZAKI ROMADHON
NPM. 0632010165
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
JAWA TIMUR
KATA PENGANTAR
Puji syukur kehadirat Tuhan Yang Maha Esa, atas limpahan berkat rahmat-Nya sehingga penulis dapat menyelesaikan laporan skripsi dengan judul
“Perencanaan Perawatan dengan Metode Reliability Centered Maintenance II (RCM II) pada Mesin Boiler di PT. PG. Candi Baru Sidoarjo“.
Penulisan laporan ini dilakukan guna memenuhi salah satu persyaratan untuk mendapatkan gelar Sarjana Teknik Fakultas Teknologi Industri jurusan Teknik Industri Universitas Pembangunan Nasional “Veteran” Jawa Timur.
Atas terselesainya pelaksanaan penelitian dan terselesainya penulisan laporan skripsi ini, maka penulis menyampaikan rasa terima kasih yang sebesar-besarnya kepada :
1. Bapak DR. Ir. Teguh Sudarto, MP selaku Rektor Universitas Pembangunan Nasional “Veteran” Jawa Timur.
2. Bapak Ir. Sutiyono. MS, selaku Dekan Fakultas Teknologi Industri UPN “Veteran” Jawa Timur.
3. Bapak Ir. M. Tutuk Safirin, MT, selaku Ketua Jurusan Teknik Industri UPN “Veteran” Jawa Timur.
4. Bapak Drs. Pailan, M.Pd selaku Sekertaris Jurusan Teknik Industri UPN “Veteran” Jawa Timur.
5. Bapak Ir. Endang Pudji W, MMT selaku Dosen Pembimbing I dan Bapak Ir. Akmal. S, MT selaku Dosen Pembimbing II yang telah memberikan
arahan dan bimbingan dalam menyelesaikan laporan skripsi ini.
ii
6. Bapak dan Ibu Dosen Penguji yang telah bersedia meluangkan waktunya untuk menguji laporan skripsi dan memberikan petunjuk serta arahan dalam penulisan laporan.
7. Seluruh Staf dan Karyawan PT. PG. Candi Baru Sidoarjo yang telah banyak membantu selama penulis melaksanakan penelitian.
8. Kedua Orang Tua dan seluruh keluargaku yang selalu senantiasa menasehati, membimbing, dan memberikan arahan yang baik serta selalu mendoakan saya. 9. Teman-temanku yang berada di UPN “Veteran” Jawa Timur maupun di luar kampus UPN, terima kasih atas semangat, doa dan bantuannya dalam menyelesaikan laporan skripsi ini.
10.Seluruh Civitas Akademika UPN ”Veteran” Jawa Timur, terima kasih untuk semua bantuan dan bimbingannya selama ini.
11.Pihak-pihak lain yang terkait baik secara langsung maupun tidak langsung terlibat dalam pembuatan atau penyelesaian laporan ini.
Penulis menyadari bahwa penulisan laporan skripsi ini masih jauh dari sempurna, baik isi maupun penyajian. Oleh karena itu, saran dan kritik yang membangun akan penulis terima dengan senang hati.
Akhir kata semoga Laporan Skripsi ini dapat memberikan manfaat bagi semua pihak yang berkepentingan dan semoga Tuhan Yang Maha Esa memberikan rahmat dan berkat kepada kita semua. Terima Kasih.
Surabaya, Agustus 2010
DAFTAR ISI
KATA PENGANTAR ... i
DAFTAR ISI ... iii
DAFTAR TABEL ... vi
DAFTAR GAMBAR... vii
DAFTAR LAMPIRAN ... viii
BAB I PENDAHULUAN 1.1 Latar Belakang ... 1
1.2 Rumusan Masalah ... 3
1.3 Batasan Masalah ... 3
1.4 Asumsi ... 4
1.5 Tujuan ... 4
1.6 Manfaat ... 4
1.7 Sistematika Penulisan ... 4
BAB II TINJAUAN PUSTAKA 2.1 Manajemen Perawatan ... 7
2.1.1 Tujuan Manajemen Perawatan ... 8
2.1.2 Jenis-Jenis Perawatan ... 9
2.1.3 Tugas dan Kegiatan Perawatan ... 11
2.2 Kebijaksanaan Pemeliharaan ... 14
2.3 Kegagalan (Failures) ... 18
2.4 Keandalan ... 20
2.4.2 Laju Kegagalan ... 22
2.4.3 Mean Time To Failure ... 25
2.4.4 Mean Time To Repair ... 26
2.4.5 Distribusi Kegagalan ... 27
2.5 Diagram Pareto ... 29
2.6 Reliability Centered Maintenance ... 31
2.6.1 Functions and Performance Standards ... 33
2.6.2 Failure Modes and Effects Analysis ... 34
2.6.3 Failure Consequences ... 40
2.6.4 Proactive Task ... 40
2.6.5 Default Action ... 41
2.7 Biaya Pemeliharaan ... 42
2.8 Penelitian-Penelitian Terdahulu ... 50
BAB III METODE PENELITIAN 3.1 Lokasi dan Waktu Penelitian ... 53
3.2 Identifikasi Variabel ... 53
3.3 Metode Pengumpulan Data ... 54
3.4 Metode Pengolahan Data ... 55
3.5 Langkah-langkah Penelitian dan Pemecahan Masalah ... 59
BAB IV HASIL ANALISA DAN PEMBAHASAN 4.1 Pengumpulan Data ... 63
4.2 Pengolahan Data ... 64
4.2.1 Penentuan Komponen Kritis ... 64
4.2.3 Failure Modes and Effects Analysis (FMEA) ... 71
4.2.4 RCM II Decision Worksheet ... 73
4.2.5 Penentuan Distribusi waktu antar kerusakan dan distribusi waktu antar perbaikan ... 76
4.2.6 Penentuan Interval Perawatan dan biaya penggantian komponen 78 4.2.7 Penentuan Biaya Perawatan ... 83
4.3 Analisa dan Pembahasan ... 85
4.3.1 Penentuan Komponen Kritis ... 85
4.3.2 Functional Block Diagram ... 86
4.3.3 Failure Modes and Effects Analysis... 86
4.3.4 RCM II Decision Worksheet ... 87
4.3.5 Penentuan Interval Perawatan ... 88
4.3.6 Penentuan distribusi waktu antar kerusakan dan distribusi waktu lama perbaikan ... 89
4.3.7 Penentuan Biaya Perawatan ... 90
BAB V KESIMPULAN DAN SARAN 5.1 Kesimpulan ... 92
5.2 Saran ... 93
DAFTAR PUSTAKA
DAFTAR TABEL
Tabel 2.1 Rating Severity dalam FMEA ... 36
Tabel 2.2 Rating Occurrence dalam FMEA ... 37
Tabel 2.3 Rating Detection dalam FMEA ... 38
Tabel 2.4 Informasi dalam Sistem Produksi dan Sistem Perawatan ... 44
Tabel 4.1 Persentase downtime pada Mesin Boiler... 64
Tabel 4.2 Persentase kerusakan pada Superheater... 66
Tabel 4.3 Persentase kerusakan pada Blow down valve... 67
Tabel 4.4 Persentase kerusakan pada Wall Tube ... 68
Tabel 4.5 Persentase kerusakan pada Ekonomizer ... 69
Tabel 4.6 Failure Modes and Effects Analysis pada Superheater ... 72
Tabel 4.7 RCM II Decision Worksheet pada Superheater ... 74
Tabel 4.8 Hasil Pengujian Distribusi ... 77
Tabel 4.9 Tabel Nilai MTTF dan MTTR ... 78
Tabel 4.10 Biaya penggantian karena perawatan (CM) ... 79
Tabel 4.11 Biaya penggantian karena kerusakan (CF) ... 81
Tabel 4.12 Interval perawatan ... 82
Tabel 4.13 Biaya perawatan berdasarkan interval perawatan ... 84
Tabel 4.14 Efisiensi Biaya Perawatan... 85
Tabel 4.15 Tabel Fungctional Failure, Failure mode dan failure effect ... 87
Table 4.16 Kegiatan dan Interval Perawatan Mesin boiler ... 88
ABSTRAKSI
PT. PG Candi Baru Sidoarjo bergerak dibidang industri pembuatan Gula pasir. Produk-produk yang dihasilkan PT. PG Candi Baru Sidoarjo berupa gula jenis SHS (Superior Hoof Suiker) Kegiatan perawatan yang dilakukan bagian pemeliharan teknik (HARTEK) selama ini kebijakan maintenance yang dijalankan dengan interval perawatan tertentu untuk masing-masing unit interval perawatan yang selama ini dilakukan didasarkan pada tingkat kekritisan mesin.
Semakin kritis mesin tersebut semakin sering perawatan yang dilakukan. Akan tetapi pihak maintenance sendiri masih belum bisa mendiskripsikan tingkat kekritisan mesin. Dengan interval perawatan yang diterapkan saat ini masih saja terdapat kerusakan pada mesin dan tak jarang pula menyebabkan terhentinya proses produksi PT. PG Candi Baru Sidoarjo ingin mengetahui interval perawatan mesin Boiler pada unit produksi gula tetapi nilai keandalan mesin dapat ditingkatkan sehingga produksi dapat berjalan lancar. Mesin Boiler digunakan untuk alat sebagai penghasil panas, dan uapnya sekaligus dijadikan alat penggerak turbin yang lain. Metode penelitian yang digunakan adalah Reliability Centered Maintenance II dengan memadukan analisis kualitatif yang meliputi FMEA dan RCM II Decision Worksheet. Metode Reliability Centered Maintenance II ini digunakan untuk menentukan kegiatan dan interval perawatan berdasarkan pada RCM II Decision Worksheet sesuai dengan fungsi dan sistem dari mesin Boiler dan FMEA digunakan untuk mengidentifikasi penyebab kegagalan serta efek yang ditimbulkan dari kegagalan tersebut.
Kegiatan dan interval perawatan berdasarkan RCM II Decision Worksheet komponen yang memiliki kegagalan potensial diantaranya adalah Katup Crown dengan scheduled restoration task dan interval perawatan selama 454,12 jam; Packing dengan scheduled restoration task dan interval perawatan selama 286,21 jam; Header dengan scheduled restoration task dan interval perawatan selama 468,68 jam; Klem dengan scheduled restoration task dan interval perawatan selama 934,28 jam.
BAB I
PENDAHULUAN
I.1 Latar Belakang
Dalam era persaingan global saat ini, perusahaan dituntut untuk
melakukan peningkatan produktivitas dalam rangka untuk menghasilkan output yang maksimal. Dalam hal ini terutama produktivitas pada sistem produksi perusahaan. Seperti yang kita ketahui bahwa kelancaran sistem atau proses produksi didukung oleh banyak sekali aspek, salah satunya adalah aspek keandalan (Reliability) mesin atau equipment yang ada dalam sistem produksi tersebut. Dalam upayanya untuk meningkatkan keadaan dari peralatan pada sistem produksi perusahaan. Dimana kegiatan perawatan (Maintenance Task) sendiri yaitu suatu tindakan atau serangkaian tindakan yang dibutuhkan untuk mencapai suatu hasil yang dapat mengembalikan atau mempertahankan suatu peralatan pada kondisi yang selalu dapat berfungsi (Service Able), termasuk didalamnya yaitu inspeksi dan penentuan kondisi.
PG CANDI BARU SIDOARJO adalah perusahaan yang bergerak dalam bidang pembuatan gula pasir. Untuk menjawab tantangan persaingan bisnis, PG CANDI BARU SIDOARJO terus melakukan perawatan terhadap peralatan atau komponen akan memiliki pengaruh yang besar terhadap produktivitas perusahaan.
awal berupa penjadwalan perawatan. Sehubungan dengan hal tersebut, penentuan kegiatan perawatan yang tepat merupakan suatu hal yang sangat penting dalam mendukung terciptanya produktivitas perusahaan yang baik. Pada penelitian ini digunakan metode Reliability Centered Maintenance yang disingkat dengan (RCM), yaitu untuk menentukan kegiatan perawatan yang optimal bagi
perusahaan. Reliability Centered Maintenance (RCM) merupakan serangkai proses yang digunakan untuk menentukan apa yang harus dilakukan untuk memastikan bahwa aset-aset fisik dapat berjalan dengan baik dalam menjalankan fungsi yang dikehendaki oleh pemakainya dalam hal ini adalah perusahaan. Adapun metode lain yang membahas tentang perawatan yaitu metode Marcov Chain. Metode Marcov Chain adalah metode yang digunakan untuk meramalkan
keadaan yang akan datang dalam proses ini diasumsikan bahwa probabilitas sebuah objek yang bergerak dari satu keadaan ke keadaan berikutnya semata-mata hanya tergantung dari kedua keadaan tersebut, misalkan dari keadaan awal ke keadaan berikutnya. adanya masalah tersebut, maka akan dilakukan perencanaan pemeliharaan peralatan Batching Plant Operation menggunakan metode Markov Chain dengan harapan dapat meminimumkan biaya perawatan. Dengan mengadakan kegiatan pemeliharaan peralatan Batching Plant Operation secara berkala dan teratur yang meliputi kegiatan pengontrolan, perbaikan dan penggantian suku cadang, hal ini akan menjanjikan hasil poduksi yang terjamin.
mesin Boiler. Mesin boiler adalah sebuah mesin untuk alat pemanas cairan (biasanya air) agar berada di atas titik didihnya sehingga ia menguap.
Dengan demikian, adanya penerapan metode Reliability Centered Maintenance (RCM) agar sistem tersebut digunakan untuk mendapatkan selang
waktu perawatan yang ideal serta jenis kegiatan perawatan yang optimal apabila dikaitkan dengan adanya kebutuhan untuk mendapatkan sebuah sistem yang handal guna mendukung kegiatan proses produksi yang juga ditinjau dari aspek ekonomis.
1.2 Perumusan Masalah
Perumusan masalah yang akan dibahas dalam penelitian ini adalah “Bagaimana merencanakan kegiatan perawatan yang terkait dengan penentuan
interval waktu perawatan agar diperoleh biaya perawatan yang minimum?”
1.3 Batasan Masalah
Batasan-batasan masalah yang digunakan dalam penelitian ini antara lain : 1. Penelitian dilakukan pada bagian produksi gula
2. Peralatan yang menjadi obyek penelitian adalah mesin boiler.
1.4 Asumsi
Adapun asumsi yang digunakan dalam penelitian ini adalah :
1. Tindakan korektif maintenance maupun preventif maintenance pada peralatan dapat memperlancar proses bekerjanya mesin sehingga dapat mengurangi biaya yang ditimbulkan akibat break down.
2. Kerusakan peralatan atau komponen yang terjadi, tercatat pada data histories perawatan bukan disebabkan oleh faktor kesalahan manusia (Human Error). 3. Dengan proses berjalanya mesin secara kontinues, maka komponen pengganti
maupun personel maintenance selalu siap apabila mesin atau peralatan mengalami masalah.
1.5 Tujuan penelitian
Penelitian ini memiliki tujuan yang dapat diuraikan sebagai berikut :
1. Menentukan kegiatan dan interval perawatan berdasarkan RELIABILITY CENTERED MAINTENANCE II Decision Worksheet.
2. Mengidentifikasi penyebab kegagalan dan efek kegagalan. 3. Menentukan biaya perawatan yang optimal.
1.6 Manfaat penelitian
Manfaat yang dapat diperoleh dari diadakannya penelitian ini adalah sebagai berikut :
masukan bagi perusahaan untuk perbaikan pada sistem perawatan pada mesin mesin Boiler.
2. Dengan diterapkannya metode Reliability Centered Maintenance (RCM) pada perawatan mesin boiler diharapkan dapat menjaga sistem secara keseluruhan agar dapat berfungsi sesuai dengan tingkat performansi yang diinginkan.
1.7 Sistematika Penulisan
Sistematika yang digunakan dalam penulisan penelitian ini adalah sebagai berikut :
BAB I : PENDAHULUAN
Bab ini berisi penjelasan mengenai apa yang menjadi latar belakang dilakukannya penelitian serta permasalahan apa yang akan diteliti dan dibahas. Selain itu juga diuraikan tujuan dan manfaat yang diperoleh dari hasil penelitian serta batasan dan asumsi yang digunakan dalam penelitian ini.
BAB II : TINJAUAN PUSTAKA
BAB III : METODOLOGI PENELITIAN
Dalam bab ketiga ini menjelaskan urutan langkah-langkah secara sistematis dalam setiap tahapan penelitian yang akan dilakukan untuk memecahkan masalah. Urutan langkah-langkah yang telah ditetapkan tersebut merupakan suatu kerangka yang dijadikan pedoman dalam pelaksanaan penelitian.
BAB IV : ANALISA DATA DAN PEMBAHASAN
Pada bab ini menjelaskan tentang pengolahan data dan analisanya sehingga didapat hasil perhitungan yang sesuai dengan permasalahan yang dihadapi berikut dengan pembahasan dari hasil yang telah diperoleh.
BAB V KESIMPULAN DAN SARAN
Pada bab ini berisikan kesimpulan dari laporan secara keseluruhan dan saran-saran yang diberikan sebagai bahan pertimbangan bagi pihak instansi terkait.
DAFTAR PUSTAKA
BAB II
TINJAUAN PUSTAKA
2.1 Manajemen Perawatan
Secara alamiah tidak ada barang yang dibuat oleh manusia yang tidak bisa rusak. Usia kegunaannya dapat diperpanjang dengan melakukan perbaikan berkala dengan suatu aktivitas yang dikenal dengan istilah perawatan.
Menurut Corder dalam bukunya yang berjudul Teknik Manajemen Pemeliharaan (2003), perawatan adalah suatu kombinasi dari berbagai tindakan yang dilakukan untuk menjaga suatu barang dalam atau memperbaikinya sampai suatu kondisi yang bisa diterima.
Menurut Assauri dalam bukunya yang berjudul Manajemen Produksi dan Operasi (2003), perawatan adalah kegiatan untuk memelihara atau menjaga fasilitas peralatan pabrik dan mengadakan perbaikan atau penggantian yang memuaskan sesuai dengan apa yang direncanakan.
mengembangkan dan menggunakan suatu penguraian sederhana yang dapat diperluas melalui gagasan dan tindakan.
2.1.1 Tujuan Manajemen Perawatan
Beberapa tujuan dari manajemen perawatan adalah untuk menunjang aktivitas dalam bidang perawatan, yaitu (Supandi, Manajemen Perawatan Industri, 2003 : 16-17) :
1. Memperpanjang waktu pengoperasian fasilitas industri yang digunakan semaksimal mungkin, dengan biaya perawatan yang seminimum mungkin dan adanya proteksi yang aman dari investasi modal.
2. Menyediakan modal biaya tertentu dan informasi-informasi lainnya yang dapat menunjang penuh dalam bidang perawatan.
3. Menentukan metode evaluasi prestasi kerja yang dapat berguna untuk manajemen secara umum dan bagi pengawas (supervisor) perawatan khususnya.
4. Membantu dalam menciptakan kondisi kerja yang aman, baik untuk bagian operasi maupun personil perawatan lainnya dengan menetapkan dan menjaga standar perawatan yang benar.
5. Meningkatkan keterampilan para pengawas dan para operator perawatan melalui latihan.
Adapun tujuan utama dari fungsi perawatan (maintenance) menurut Corder adalah (Corder, Anthony. Teknik Manajemen Pemeliharaan. 2003 ; 3) :
2. Untuk menjamin ketersediaan optimum peralatan yang dipasang untuk produksi atau jasa dan mendapatkan laba investasi (return of investment) maksimum yang mungkin.
3. Untuk menjamin kesiapan operasional dari seluruh peralatan yang diperlukan dalam keadaan darurat setiap waktu.
4. Untuk menjamin keselamatan orang yang menggunakan sarana tersebut.
2.1.2 Jenis-Jenis Perawatan
Secara umum, ditinjau dari saat pelaksanaan pekerjaan perawatan dapat dibagi menjadi dua cara, yaitu (Supandi, Manajemen Perawatan Industri, 2003;27) :
1. Planned Maintenance
Pengorganisasian pekerjaan perawatan yang dilakukan dengan pertimbangan ke masa depan, terkontrol dan tercatat.
2. Unplanned Maintenance
Cara pekerjaan perawatan darurat yang tidak direncanakan (unplanned emergency maintenance)
Kegiatan perawatan atau maintenance yang dilakukan dalam suatu perusahaan pabrik dibagi menjadi tiga jenis, yaitu (Assauri, Sofjan. Manajemen Produksi dan Operasi. 2003; 124-126) :
1. Preventive Maintenance(Time Base Maintenance)
a. Routine maintenance adalah kegiatan pemeliharaan dan perawatan yang dilakukan secara rutin, misalnya setiap hari.
b. Periodic maintenance adalah kegiatan pemeliharaan dan perawatan yang
dilakukan secara periodik atau dalam jangka waktu tertentu, misalnya setiap satu minggu sekali, meningkat menjadi satu bulan sekali.
2. Corrective Maintenance
Adalah kegiatan pemeliharaan dan perawatan yang dilakukan setelah terjadinya suatu kerusakan atau kelainan pada fasilitas atau peralatan, sehingga tidak dapat berfungsi dengan baik.
3. Improvement Maintenance
Suatu sistem perawatan yang dilakukan untuk merubah sistem suatu alat
menjadi maksimal penggunaannya. Tujuan dari improvement maintenance adalah :
a. Memudahkan operasi dari suatu mesin. b. Memudahkan pemeliharaan.
c. Menaikan hasil kapasitas produksi.
d. Memperkecil biaya pemeliharaan akibat ketidak efisienan dari penggunaan suatu mesin.
e. Meningkatan keselamatan kerja.
Selain jenis perawatan diatas, juga terdapat jenis perawatan lain sebagai berikut (Blanchard, Maintainability : a key to effective service ability and maintenance
management, 2004) :
memonitor secara langsung digunakan untuk menentukan kondisi peralatan secara teliti.
2. Maintenance Prevention merupakan usaha mengarahkan maintenance free design yang digunakan dalam konsep Total Predictive Maintenance (TPM). 3. Adaptive Maintenance menggunakan software computer untuk memproses
data yang diperlukan untuk perawatan.
4. Perfective Maintenance, meningkatkan kinerja, pembungkusan atau pengepakan atau pemeliharaan dengan menggunakan software computer.
Gambar 2.1 Grafik Time Base Maintenance dan Condition Base Maintenance
Sumber : Pemeliharaan Instrumentasi Nuklir (Prajitno, 2005)
Tugas dan Kegiatan Perawatan
1. Perencanaan dan penugasan 2. Pemeriksaan dan pengawasan 3. Pengawasan bahan
4. Pekerjaan lapangan 5. Pekerjaan bengkel
Kegiatan-kegiatan perawatan, dapat digolongkan ke dalam salah satu dari lima pokok berikut (Assauri, Sofjan. Manajemen Produksi dan Operasi. 2003 ; 129-130) :
1. Inspeksi (inspections)
Meliputi kegiatan pengecekan atau pemeriksaan secara berkala (Routine Schedule Check) bangunan dan peralatan pabrik sesuai dengan rencana serta
kegiatan pengecekan atau pemeriksaan terhadap peralatan yang mengalami kerusakan.
2. Kegiatan Teknik (Engineering)
Meliputi kegiatan percobaan atas peralatan yang baru dibeli dan kegiatan pengembangan peralatan atau komponen peralatan yang perlu diganti.
3. Kegiatan Produksi
Simbol Pengertian
Untuk Operasi
Untuk Pemeriksaan
Proses operasi dan inspeksi
Untuk penyimpanan /
menunggu
Untuk Transportasi
Tabel 2.1 simbol simbol kegiatan produksi 4. Pekerjaan Administratif
Kegiatan yang berhubungan dengan pencatatan mengenai biaya yang berhubungan kegiatan pemeliharaan, komponen yang dibutuhkan, waktu yang dilakukannya inspeksi dan perbaikan, serta lamanya perbaikan tersebut, dan komponen yang tersedia di bagian pemeliharaan.
5. Pemeliharaan Bangunan (House Keeping)
Kegiatan untuk menjaga agar bangunan gedung tetap terpelihara dan terjamin kebersihannya, meliputi pembersihan dan pengecatan gedung dan kegiatan pemeliharaan peralatan lain yang tidak termasuk dalam kegiatan teknik dan produksi dari bagian perawatan.
Adapun tujuan pokok dari kegiatan pemeliharaan yang diadakan, yaitu
b. Melaksanakan program pemeliharaan pencegahan
c. Melaksanakan manajemen instrument (monitoring pemakaian peralatan, kebijakan suku cadang, pelatihan)
2. Untuk meningkatkan kendali mutu (Quality Control) pekerjaan di lab. dengan cara :
a. Mempersiapkan dokumen SOP (Standard Operation Procedures)
b. Mempersiapkan dokumen SPMP (Standard Preventive Maintenance Procedures) dan Pengendalian mutu (Quality Control).
c. Melaksanakan manajemen pemeliharaan d. Menyelenggarakan pelatihan
Selain itu berhasil tidaknya kegiatan pemeliharaan yang dilakukan untuk mencegah terjadinya kerusakan dapat dinilai melalui pengamatan atau pengevaluasian sebagai berikut :
1. Kenaikan masa pakai operasi peralatan yang diukur pada MTBF (Mean Time Between Failure) yaitu : Selang waktu rata-rata diantara dua saat kerusakan
atau kegagalan peralatan
2. Pengurangan pada nilai kerugian, yang dilihat pada MTTR (Mean Time To Repair) yaitu : Selang waktu rata-rata yang diperlukan untuk mereparasi
instrument, termasuk waktu untuk menunggu pengadaan suku cadang.
2.2 Kebijaksanaan Pemeliharaan
dan alat-alat tersebut harus dapat beroperasi pada saat ia dibutuhkan. Tujuan ini dapat lebih mudah dicapai bila alasan-alasan untuk kebijaksanaan pemeliharaan telah dimengerti dan dipahami. Bila kebijaksanaan pemeliharaan hendak dilaksanakan, faktor-faktor berikut harus diperhatikan :
a. Operational requirements
Faktor OR sangat penting dalam menentukan kebijaksanaan pemeliharaan. Dengan OR dimaksudkan agar fungsi suatu peralatan harus dapat ditunjukkan dan dibawah kondisi yang bagaimana ia harus menunjukkan fungsinya tersebut. Dan tujuan dari organisasi pemeliharaan adalah untuk menjamin bahwa operasional dapat dicapai dengan biaya minimum.
b. Equipment characteristics (EC)
c. Aids to maintenance
Peralatan bantu untuk pemeliharaan adalah tools, peralatan untuk pengujian dan informasi yang menyangkut alat tsb. (catalog, operation manuals, service manuals) untuk keperluan pemeliharaan.
d. Training
Untuk melakukan training memerlukan waktu dan biaya, maka training adalah merupakan salah satu faktor yang penting dalam menentukan kebijaksanaan pemeliharaan. Training yang dibutuhkan dapat disimpulkan dari perbedaan antara kemampuan yang dikehendaki dan kemampuan mula-mula orang yang terpilih untuk itu. Jadi kemampuan mula-mula-mula-mula plus pemberian sesuatu dalam training menghasilkan kemampuan yang dikehendaki. Adalah dimungkinkan untuk mengurangi biaya pelatihan dengan cara meningkatkan standar seleksi para teknisi dan mempersingkat masa training, atau dengan menyempurnakan alat-alat bantu untuk pemeliharaan dengan maksud untuk menyederhanakan tugas-tugas, dan mengatasi masalah kurangnya kemampuan teknisi yang ada.
e. Job environment
Kondisi dimana para teknisi bekerja adalah juga sama pentingnya dengan kondisi dimana alat beroperasi. Diluar kepuasan fisik ruangan kerja, faktor-faktor lain yang harus dipertimbangkan adalah ketersediaan suku-cadang, jumlah supervisi dan bimbingan yang diberikan, waktu yang tersedia untuk melengkapi tugas dan safety precaution.
menyatakan hal tersebut secara matematis. Tetapi adalah cukup bagi para teknisi untuk mengetahui bahwa kebijaksanaan pemeliharaan yang harus dilakukannya adalah merupakan hasil keseimbangan diantara faktor-faktor tersebut. Sudah tentu ketepatan kebijaksanaan yang diambil juga tergantung ketepatan informasi yang diperoleh. Beberapa aspek yang penting dalam hal ini adalah :
1. Data informasi keadaan alat (status alat)
2. Teknisi pemeliharaan (kemampuan, dedikasi terhadap prosedur dan sistem kerja, log-book). Teknisi adalah kunci dari umpan balik (feed back) proses yang diperoleh dari data hasil pengukuran dan observasinya. Semakin lengkap data yang dapat disimpulkan dan dikumpulkannya, semakin tepat kebijaksanaan yang akan dilaksanakan.
3. Informasi khusus mengenai alat adan informasi umum tentang komponen (basis data instrumen).
Faktor-faktor yang memberikan kontribusi terhadap kebijaksanaan pemeliharaan dapat diilustrasikan dalam gambar sebagai berikut :
Gambar 2.2 Faktor-faktor yang mempengaruhi kebijaksanaan pemeliharaan
2.3 Kegagalan (Failures)
Kegagalan dapat didefinisikan sebagai terhentinya kemampuan suatu item dapat berupa komponen sampai berupa satu system yang kompleks untuk menjalankan fungsinya. Kegagalan dari suatu komponen dapat diklasifikasikan menjadi tiga kelompok, yaitu (Priyanta, Dwi. Keandalan dan Perawatan.14-17) : 1. Kegagalan primer (primary failure)
Kegagalan primer dapat didefinisikan sebagai suatu komponen berada dalam keadaan rusak (non-working state) dimana komponen tersebut memang diperhitungkan akan mengalami kegagalan, sehingga perlu diadakan aksi perbaikan agar komponen tersebut dapat kembali berada pada keadaan siap bekerja (working state). Kegagalan primer pada komponen akan terjadi pada design envelope dari komponen, dan penyebab dari kegagalan ini adalah umur
dari komponen. Sebagai contoh kerusakan pada tangki karena kelelahan material merupakan contoh dari kegagalan primer.
2. Kegagalan sekunder (secondary failure)
lain. Personel, seperti operator dan inspektor juga mungkin menybabkan terjadinya kegagalan sekunder, jika mereka merusakkan komponen. Perlu dicatat bahwa stres yang berlebihan pada komponen tidak akan menjamin komponen akan kembali pada working-state seperti semula, karena stres yang dialami komponen akan meninggalkan kerusakan (memori) pada komponen yang direparasi.
3. Kesalahan perintah (command faults)
Kesalahan perintah didefinisikan sebagai komponen berada dalam keadaan rusak (non-working state ) karena kesalahan sinyal pengontrol atau noise, seringkali aksi perbaikan tidak diperlukan untuk mengembalikan
komponen pada keadaan semula.
Gambar 2.3 Karakteristik Kegagalan komponen
Gambar diatas menunjukkan karakteristik kegagalan dari sebuah komponen. Lingkaran pertama yang mengelilingi lingkaran yang bertuliskan component failure menunjukkan bahwa kegagalan komponen disebabkan oleh (1) primary
failure, (2) secondary failure atau (3) command faults. Berbagai penyebab yang
mungkin dari ketiga kategori kegagalan ini ditunjukkan oleh lingkaran terluar.
2.4 Keandalan
Pemeliharaan tidak dapat dipisahkan terhadap keandalan. Jika suatu instrument dapat dibuat betul-betul andal, maka sama sekali tidak diperlukan pekerjaan pemeliharaan. Oleh sebab itu adalah sangat essensial bagi orang-orang pemeliharaan mengetahui tentang keandalan dan hubungannya dengan masalah pemeliharaan. Pengetahuan tentang mana komponen yang hampir seluruhnya andal, mana yang kurang andal akan sangat membantu tugas pemeliharaan. Efek-efek terhadap keandalan dan juga terhadap maintenance dari faktor-faktor: temperatur, kelembaban dan goncangan adalah juga penting, disamping metoda khusus seperti redundansi, dimana keandalan dapat diperbaiki pada tahap desain.
Menentukan keandalan dalam pengertian operasional mengharuskan definisi diatas dibuat lebih spesifik (Abbas, Sachbudi. Rekayasa Keandalan Produk. 2005 ; 2) :
1. Harus ditetapkan definisi yang jelas dan dapat diobservasi dari suatu kegagalan. Berbagai kegagalan ini harus didefinisikan relatif terhadap fungsi yang dilakukan oleh komponen atau sistem.
2. Unit waktu yang menjadi referensi dalam penentuan keandalan harus diidentifikasikan dengan tegas.
3. Komponen atau sistem yang diteliti harus diobservasikan pada performansi normal. Ini mencakup beberapa faktor seperti beban yang didesain, lingkungan, dan berbagai kondisi pengoperasian
2.4.1 Fungsi Keandalan
Dalam mengevaluasi keandalan, variabel random yang dipakai umumnya adalah waktu dengan :
T tP t
R( )
... (2.1)dimana : R(t)0,R(0)1 dan lim ( )0
R t
t
R(t) = Probabilitas waktu kegagalan dimana nilainya lebih besar atau
sama dengan t Jika didefinisikan menjadi :
} { ) ( 1 )
(t R t P T t
F ... (2.2)
dimana : F(0) = 0 dan lim ( )1
F t
t
F(t) = Probabilitas kegagalan yang terjadi sebelum waktu t
kegagalan pada saat t = 0 adalah 0. Pada saat t = , probabilitas untuk mengalami kegagalan dari suatu komponen atau sistem yang dioperasikan akan cenderung mendekati 1 (Ebeling, Charles E. Reliability and Maintanability Engineering. 1997 ; 23-24).
Dengan berpedoman bahwa R(t) sebagai fungsi keandalan dan F(t) sebagai fungsi distribusi kumulatif dari distribusi kegagalan, maka :
dt t dR dt
t dF t
f( ) ( ) ( ) ... (2.3)
Selanjutnya disebut sebagai probability density function dimana fungsi ini
menggambarkan bentuk dari failure distribution yang meliputi f(t)0 dan
1 ) (
0
f t dt , sehingga
t f t dt tF
0
) ( )
( ... (2.4)
t
dt t f t
R( ) ( ) ... (2.5)
2.4.2 Laju Kegagalan
Laju kegagalan dari suatu komponen atau sistem dapat di plot pada suatu kurva dengan variabel random waktu sebagai absis dan laju kegagalan dari komponen atau sistem sebagai ordinat. Kurva bathub ini terdiri dari tiga buah bagian utama, yaitu masa awal (burn-in period), masa yang berguna (useful life period), dan masa aus (wear out period).
0 t1 t2
t (t)
Random Failures Early Failures
Wearout Failures Wearout
Useful life Burn-in
Gambar 2.4 Kurva Bathub
Sumber : Reliability And Maintainability Engineering (Charles E. Ebeling)
1. Periode 0 sampai dengan t1 , mempunyai waktu yang pendek pada permulaan bekerjanya peralatan. Kurva menunjukkan bahwa laju kerusakan menurun dengan bertambahnya waktu atau diistilahkan dengan Decreasing Failure Rate (DFR). Kerusakan yang terjadi umumnya disebabkan kesalahan dalam
proses menufakturing atau desain yang kurang sempurna. Jumlah kerusakan berkurang karena alat yang cacat telah mati kemudian diganti atau cacatnya dideteksi atau direparasi. Jika suatu peralatan yang dioperasikan telah melewati periode ini, berarti desain dan pembuatan peralatan tersebut di pabriknya sudah benar. Periode ini dikenal juga dengan periode pemanasan (burn in period). Model probabilitas yang sesuai adalah distribusi Weibull dengan 1
2. Periode t1 sampai t2 mempunyai laju kerusakan paling kecil dan tetap yang disebut Constant Failure Rate (CFR). Periode ini dikenal dengan Useful Life Period. Kerusakan yang terjadi bersifat random yang dipengaruhi oleh kondisi
pemakaian peralatan yang normal dan dikarakteristikkan secara pendekatan dengan jumlah kerusakan yang konstan tiap satuan waktu.distribusi yang sesuai adalah distribusi Eksponensial atau Weibull dengan 1
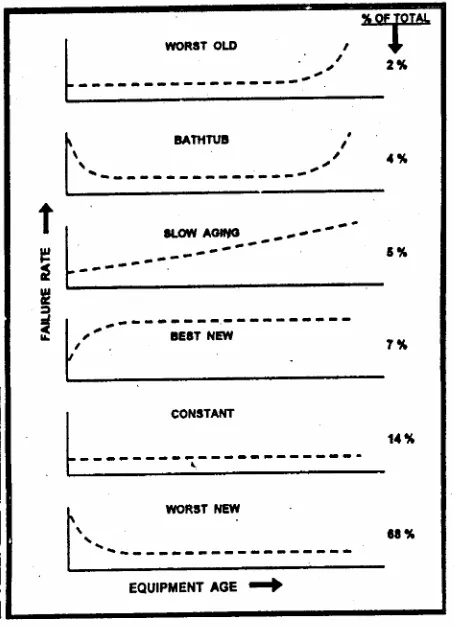
[image:33.595.197.424.281.595.2]3. Pada periode setelah t2 menunjukkan kenaikan laju kerusakan dengan bertambahnya waktu yang sering disebut dengan Increasing Failure Rate (IFR). Hal ini terjadi karena proses keausan peralatan. Model distribusi yang sesuai adalah Distribusi Weibull dengan 1
Gambar 2.5 Failure Rate
Sumber : Maintenance Planning and Schedulling (Timoty C. Kister)
diekspresikan dalam bentuk fungsi distribusi kumulatif sebagai
sehingga menjadi :
) ( ) (t t F t F
) ( ) ( ) ( ) ( t R t F t t F t T t t T t
P ... (2.6)
Dengan interval waktu t dan membuat t0, maka akan diperoleh laju
kegagalan dari suatu komponen dan diekspresikan dengan notasi z(t) (Dwi Priyanta, 13-15).
) ( 1 . ) ( ) ( lim ) (
0 t R t
t F t t F t z t
... (2.7)
) ( ) ( ) ( t R t f t
z ... (2.8)
Persamaan (2.8) disubtitusikan ke persamaan (2.3) menjadi :
dt t dR t R t
z ( )
) ( 1 )
( ... (2.9)
Kedua ruas 0 sampai t diintergralkan dan disubtitusikan dengan R(0) = 1 menjadi : ... (2.10) ) ( ln ) ( 0 t R dt t z t
Atau
e
... (2.11)t du u z
t R 0
) (
) (
Untuk laju kegagalan yang konstan, z(t) = maka berubah menjadi :
e
tt
R( ) ... (2.12)
2.4.3 Mean Time To Failure
Mean Time To Failure adalah rata-rata waktu suatu system akan
densitas kegagalan (failure density function) f(t) didefinisikan oleh nilai harapan dari komponen itu. Secara matematis waktu rata-rata kegagalan dapat diekspresikan sebagai :
0
) ( dtt tf
MTTF ... (2.13)
Dengan mensubstitusikan persamaan (2.3) ke dalam persamaan (2.13), maka diperoleh :
0 ) ( dtt R tMTTF ... (2.14)
Integral
0
0 ( )
)
(t R t dt tR
MTTF ... (2.15)
Jika MTTF < , maka nilai dari
tR(t) 0 0, sehingga :
0
) ( dtt R
MTTF ... (2.16)
Untuk komponen yang memiliki fungsi keandalan R(t)et, maka diperoleh :
1
0
e dtMTTF t ... (2.17)
2.4.4 Mean Time To Repair
Mean Time To Repair adalah waktu dimana suatu produk atau system
mulai rusak sampai selesai diperbaiki. Secara umum, waktu perbaikan atau Mean Time To Repair diberlakukan sebagai variable random karena kejadian yang
0 0 )) ( 1 ( ) (.h t dt H t dt t
MTTR ... (2.18)
Dimana :
h(t) : fungsi kepadatan peluang untuk data waktu perbaikan H(t) : fungsi distribusi kumulatif untuk data waktu perbaikan t : waktu
2.4.5 Distribusi Kegagalan
Distribusi kegagalan yang sering digunakan di dalam teori keandalan adalah distribusi Lognormal, Weibull dan Eksponensial. Berikut ini adalah penjelasan dari masing-masing distribusi terebut, yaitu : (Priyanta, Dwi. Keandalan dan Perawatan. 23-29)
1. Distribusi Lognormal
Time to failure dari suatu komponen dikatakan memiliki distribusi
lognormal bola y = ln T, mengikuti distribusi normal dengan probability density function :
2 2 ln 2 1 exp 2 1 ) ( med t t s st t f
dan t0 ... (2.19)
Mean Time To Failure dari distribusi lognormal :
2 exp 2 s t
MTTF med ... (2.20)
dengan variance :
exp( ) 1
) exp( 2 2
2
2
s s
tmed
... (2.21)
med t t s t
R( ) 1 1ln ... (2.22)
Dimana parameter s adalah standar deviasi, tmed adalah median time to failure
dan adalah variance. 2. Distribusi Weibull
Jika time to failure dari suatu komponen adalah T mengikuti distribusi Weibull dengan tiga parameter,dan , maka probability density function
dapat dirumuskan sebagai :
e
t t t f 1 )( ... (2.23)
dengan : = shape parameter, = scale parameter, = shap
ri
e parameter
Jika nilai da = 0, maka akan diperoleh distribusi Weibull dengan dua
parameter yaitu dan dengan probability density function :
e
t t t f 1 )( ... (2.24)
Mean Time To Failure dari distribusi Weibull adalah :
1 1
MTTF ...
(2.25)
dengan variance sebagai :
2 2 2 2 1 1 1
... (2.26)
dan fungsi keandalannya adalah :
e
t t R )( ...(2.27)
x y 0 x y
dy e
x) 1
( ... (2.28)
3. Distribusi Eksponensi
dari suatu komponen adalah terdistribusi secara eks
al Jika time to failure
ponensial dengan parameter , maka probability density function dapat dirumuskan sebagai :
t
e t
f( ) ... (2.29) Mean Time To Failure dari distribusi eksponensial adalah :
1 )
(
R t dtMTTF ...
0
.. (2.30)
dengan variance :
2 2 1 t
0 2 1
e tdt ... (2.31)
dan fungsi keandalannya yaitu :
... (2.32)
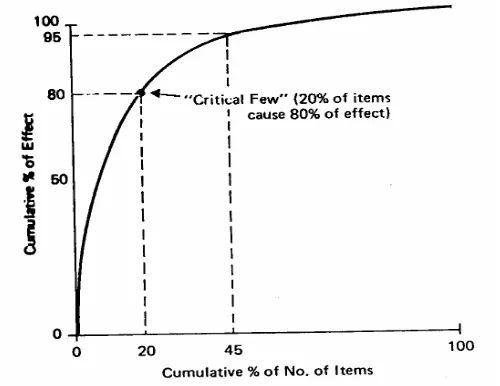
.5 Diagram Pareto
diperkenalkan oleh seorang ahli yaitu Alfredo Pareto (1848
karakteristik.
yang terbesar hingga terkecil.
t
e t
R( ) ...
2
Diagram pareto
– 1923). Diagram Pareto ini merupakan suatu gambar yang mengurutkan klasifikasi data dari kiri ke kanan menurut urutan ranking tertinggi hingga terendah. Penyusunan diagram pareto meliputi enam langkah :
1. Menentukan metode atau arti dari pengklasifikasian data. 2. Menentukan satuan yang digunakan untuk membuat urutan
5. Menghitung frekuensi kumulatif atau persentase kumulatif yang digunakan. 6. Menggambar diagram batang, menunjukkan tingkat kepentingan relative
[image:39.595.189.439.196.389.2]k masing-masing masalah. Mengidentifikasi beberapa hal yang penting untu mendapat perhatian
Gambar 2.6 Diagram Pareto
Sumber : Maintainability and Maintenance Management (Joseph D. Patton)
Tujuan dari diagram a Wahyu. Pengendalian
Ku
1. M
nggi) sampai dengan masalah yang tidak harus
lah.
pareto adalah (Ariani, Dorothe alitas Statistik. 2004 ; 19) :
embantu menemukan permasalahan yang paling penting untuk segera diselesaikan (ranking terti
segera diselesaikan (rangking terendah).
2. Mengidentifikasi masalah yang paling penting yang mempengaruhi usaha perbaikan kualitas.
4. Membandingkan kondisi proses, misalnya ketidaksesuaian proses sebelum dan setelah diambil tindakan perbaikan terhadap proses.
Reliability Centered Maintenance adalah sebuah proses yang digunakan
n untuk memastikan bahwa semua aset fisik
1. U
urang baik.
wal mula equipment dari deteriorasi yang
ty Centered Maintenance ini adalah
2.6 Reliability Centered Maintenance
untuk menentukan apa yang harus dilakuka
terus melakukan apa yang user ingin dilakukan dalam kondisi operasinya saat ini. Reliability Centered Maintenance berdasarkan pada paham bahwa setiap aset digunakan untuk memenuhi fungsi atau fungsi spesifik dan perawatan itu berarti melakukan apapun yang perlu untuk memastikan bahwa aset terus memenuhi fungsinya untuk kepuasan user (Moubray, John. Reliability Centered Maintenance second edition. 2005).
Tujuan dari Reliability Centered Maintenance adalah (Hutabarat, Rilly. Reliability Centered Maintenance) :
ntuk mengembangkan desain yang sifat mampu dipeliharanya (maintainability) baik.
2. Untuk memperoleh informasi yang penting untuk melakukan improvement pada desain awal yang k
3. Untuk mengembangkan sistem maintenance yang dapat mengembalikan kepada reliability dan safety seperti a
terjadi setelah sekian lama dioperasikan.
4. Untuk mewujudkan semua tujuan diatas dengan biaya minimum. Kelebihan yang dimiliki oleh Reliabili
1. D
kan biaya maintenance dengan mengeliminasi kegiatan maintenance
sarnya Reliability Centered Maintenance berusaha menjawab u peralatan yang menjadi obyek penelitian.
Ketuj
n terjadinya kegagalan fungsi tersebut ?
si dan mencegah masing-apat membuat suatu kegiatan ataupun program maintenance menjadi lebih efisien.
2. Meminimasi frekuensi dilakukannya overhaul. 3. Menurun
atau overhaul yang tidak perlu.
4. Pengurangan probabilitas terjadinya kegagalan pada suatu alat atau fasilitas produksi.
5. Menambah keandalan komponen Pada da
7 pertanyaan utama tentang item ata
uh pertanyaan mendasar Reliability Centered Maintenance tersebut antara lain (Moubray, John. Reliability Centered Maintenance second edition. 2005 ; 7) : 1. Apakah fungsi dan hubungan performansi standar dari item dalam konteks
operasional saat ini ?
2. Bagaimana item atau peralatan tersebut rusak dalam menjalankan fungsinya ? 3. Apa yang menyebabka
4. Apakah yang terjadi pada saat terjadi kerusakan ? 5. Bagaimana masing-masing kerusakan tersebut terjadi? 6. Apakah yang dapat dilakukan untuk mempredik
masing kegagalan tadi ?
2.6.1 Functions and Performance Standards
Dalam menentukan apa yang harus dilakukan untuk meyakinkan bahwa diharapkan oleh pengguna dalam operasi
i dapat dilakukan dimana penggunanya akan
agar dapat beroperasi sesuai dengan perform
diharapkan. Apa yang pengguna ekspektasikan dalam melakukan pengun
erti keselamatan, baik bagi lingkungan, beberapa aset fisik bekerja sesuai dengan yang
aktual, maka harus :
1. Ditentukan apa yang pengguna ingin lakukan. 2. Meyakinkan bahwa in
mengoperasikannya.
Tujuan dari functions and performance standards adalah untuk menentukan fungsi dari equipment systems
ance standards yang telah ditetapkan dalam kebijaksanaan perusahaan.
Dengan berpedoman pada functions and performance standards, maka dapat dilakukan identifikasi apakah fungsi dari system tersebut menjalankan fungsinya dengan baik.
RCM mendefinisikan fungsi dari setiap aset disertai dengan performance standards yang
aan dikategorikan dalam 2 fungsi, yaitu :
1. Fungsi primer merupakan fungsi utama, seperti output, kecepatan, kapasitas, kualitas produk atau pelanggan.
2. Fungsi standar artinya dimana diharapkan bahwa setiap aset dapat melakukan lebih dari fungsi primer, sep
2.6.2 Failure Modes and Effects Analysis
Failure modes and effects analysis (FMEA) merupakan salah satu teknik yang sistematis untuk menganalisa kegagalan. Teknik ini dikembangkan pertama liability engineers yang sedang
mempe
engidentifikasi mode-mode kegagalannya, penyeb
2. Un apat
kali sekitar tahun 1950-an oleh para re
lajari masalah yang ditimbulkan oleh peralatan militer yang mengalami malfungsi. Teknik analisa ini lebih menekankan pada hardware-oriented approach atau bottom-up approach. Dikatakan demikian karena analisa yang
dilakukan dimulai dari peralatan dan meneruskannya ke sistem yang merupakan tingkat yang lebih tinggi.
FMEA sering menjadi langkah awal dalam mempelajari keandalan sistem. Kegiatan FMEA melibatkan banyak hal-seperti me-review berbagai komponen, rakitan, dan subsistem-untuk m
ab kegagalannya, serta dampak kegagalan yang ditimbulkan. Untuk masing-masing komponen, berbagai mode kegagalan berikut dampaknya pada sistem ditulis pada sebuah FMEA worksheet.
Secara umum tujuan dari penyusunan FMEA adalah sebagai berikut : 1. Membantu dalam pemilihan desain alternatif yang memiliki keandalan dan
keselamatan potensial yang tinggi selama fase desain.
tuk menjamin bahwa semua bentuk mode kegagalan yang d diperkirakan berikut dampak yang ditimbulkannya terhadap kesuksesan operasional sistem telah dipertimbangkan.
4. Men-develop kriteria awal untuk rencana dan desain pengujian serta untuk membuat daftar pemeriksaaan sistem.
pada masa yang akan datang untuk serta membantu
watan korektif.
fects Analysisadalah sebagai berikut : belum masalah terj
n.
tau pergantian komponen peralatan. tau proses kea rah baru
k kegagalan maka tim FMEA , occurrence, detection serta
hasil a
menganalisa resiko yaitu ng seberapa besar dampak atau intensitas kejadian mempengaruhi output proses. Severity adalah suatu perkiraan subyektif mengenai kerumitan 5. Sebagai basis analisa kualitatif keandalan dan ketersediaan.
6. Sebagai dokumentasi untuk referensi
membantu menganalisa kegagalan yang terjadi di lapangan bila sewaktu-waktu terjadi perubahan desain.
7. Sebagai data input untuk studi banding. 8. Sebagai basis untuk menentukan prioritas pera
Kegunaan dari Failure Modes and Ef
1. Ketika diperlukan tindakan preventif atau pencegahan se adi.
2. Ketika ingin mengetahui atau mendata alat deteksi yang ada jika terjadi kegagala
3. Pemakaian proses baru. 4. Perubahan a
5. Pemindahan komponen a
Dalam menentukan prioritas dari suatu bentu harus mendefinisikan terlebih dahulu tentang severity
khirnya yang berupa Risk Priority Number (RPN). Berikut adalah penjelasan dari masing-masing definisi diatas, yaitu :
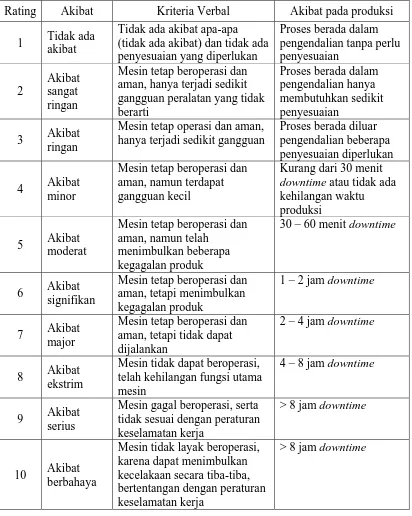
1. Severity
Severity adalah langkah pertama untuk
suatu
Rat
[image:45.595.109.521.195.711.2]kegagalan dan bagaimana buruknya pengguna akhir akan merasakan akibat dari kegagalan tersebut. Dampak tersebut dirancang mulai skala 1 sampai 10, dimana 10 merupakan dampak terburuk.
Tabel 2.1 Rating Severity dalam FMEA
ing Akibat Kriteria Verbal Akibat pada produksi
1
akibat
Proses berada dalam pengendalian tanpa perlu
suaian Tidak ada Tidak ada akibat apa-apa
(tidak ada akibat) dan tidak ada
penyesuaian yang diperlukan penye
2
Akibat sa ringan
aman, hanya
gangguan peralatan yang tidak
s berada dalam pengendalian hanya m
ngat
Mesin tetap beroperasi dan Prose terjadi sedikit
berarti
embutuhkan sedikit penyesuaian
3
ringan beberapa
n Akibat Mesin tetap operasi dan aman,
hanya terjadi sedikit gangguan
Proses berada diluar pengendalian penyesuaian diperluka 4 n kecil a aktu Akibat minor
Mesin tetap beroperasi dan aman, namun terdapat ganggua
Kurang dari 30 menit downtime atau tidak ad kehilangan w
produksi
5
moderat
aman, namun telah Akibat
Mesin tetap beroperasi dan menimbulkan beberapa kegagalan produk
30 – 60 menit downtime
6
signifikan
perasi dan aman, tetapi menimbulkan
e Akibat Mesin tetap bero
kegagalan produk
1 – 2 jam downtim
7 Akibat major
Mesin tetap beroper aman, tetapi tidak dapat dijalankan
asi dan 2 – 4 jam downtime
8 Akibat ekstrim
Mesin tidak dapat beroperas telah kehilangan fungsi utam mesin
i, a
4 – 8 jam downtime
9 Akibat serius
Mesin gagal beroperasi, sert tidak sesuai dengan perat keselamatan
a uran kerja
> 8 jam downtime
10
berbahaya aan secara tiba-tiba, Akibat
Mesin tidak layak beroperasi, karena dapat menimbulkan kecelak
bertentangan dengan peraturan keselamatan kerja
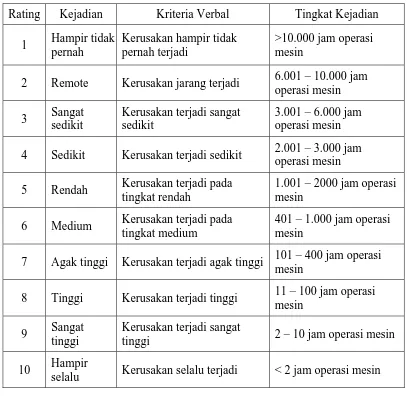
2. Occurrence
Occurrence adalah kemungkinan bahwa penyebab tersebut akan terjadi
dan menghasilkan bentuk kegagal a masa penggunaan (Possible ). Dengan memperkirakan kemungkinan occurrence pada skala 1 samp
Rat
an selam failure rates
[image:46.595.105.512.247.643.2]ai 10.
Tabel 2.2 Rating Occurrence dalam FMEA
ing Kejadian Kriteria Verbal Tingkat Kejadian
1 k
pernah
Kerusakan hampir tidak pernah terjadi
>10.000 jam operasi mesin
Hampir tida
2 Remote Kerusakan jarang terjadi
operasi m
6.001 – 10.000 jam esin 3 Sangat
sedikit
Kerusakan terjadi sangat sedikit
3.001 – 6.000 jam operasi mesin 4 Sedikit Kerusakan terjadi sedikit 2.001 – 3.000 jam
operasi mesin
5 Rendah Kerusakan terjadi pada operasi
tingkat rendah
1.001 – 2000 jam mesin
6 Medium Kerusakan terjadi pada operasi
tingkat medium
401 – 1.000 jam mesin
7 Agak tinggi Kerusakan terjadi agak tinggi 101 – 400 jam operasi mesin
8 Tinggi Kerusakan terjadi tinggi 11 – 100 jam operasi mesin
9 Sangat Kerusakan terjadi sangat n
tinggi tinggi 2 – 10 jam operasi mesi
10 Hampir Kerusakan selalu terjadi
selalu < 2 jam operasi mesin
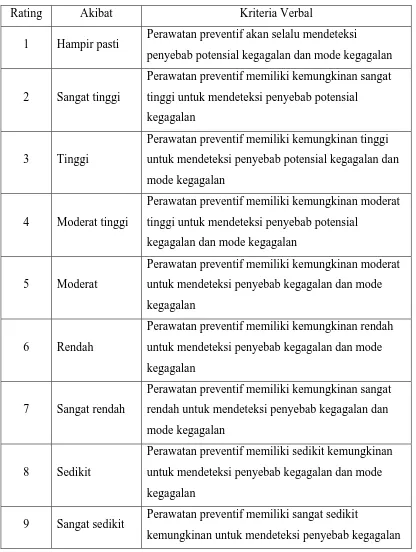
3. ete
adalah pengukuran terhadap kemampuan mengendalikan atau
engontrol kegagalan yang dapat terj ,
on menunjukkan “tidak pasti” maka dapat dikatakan sistem kontrol D ction
Detection
m adi. Berdasarkan pada rating detection
yang
Ra
[image:47.595.107.523.190.742.2]berfungsi tidak dapat mendeteksi kegagalan yang muncul dan termasuk ke dalam rating 10 dan seterusnya seperti yang telah dijelaskan pada table dibawah ini :
Tabel 2.3 Rating Detection dalam FMEA
ting Akibat Kriteria Verbal
1 Hampir pasti Perawatan preventif akan selalu mendeteksi
penyebab potensial kegagalan dan mode kegagalan
2 Sang i
ungkinan sangat tinggi untuk mendeteksi penyebab potensial at tingg
Perawatan preventif memiliki kem
kegagalan
3 Tinggi
Perawatan preventif memiliki kemungkinan tinggi untuk mendeteksi penyebab potensial kegagalan dan mode kegagalan
4 Moderat tinggi
reventif memiliki kemungkinan moderat Perawatan p
tinggi untuk mendeteksi penyebab potensial kegagalan dan mode kegagalan
5 Moderat
tif memiliki kemungkinan moderat Perawatan preven
untuk mendeteksi penyebab kegagalan dan mode kegagalan
6 Rendah
mungkinan rendah Perawatan preventif memiliki ke
untuk mendeteksi penyebab kegagalan dan mode kegagalan
7 Sangat rendah
reventif memiliki kemungkinan sangat Perawatan p
rendah untuk mendeteksi penyebab kegagalan dan mode kegagalan
8 Sedikit
reventif memiliki sedikit kemungkinan Perawatan p
untuk mendeteksi penyebab kegagalan dan mode kegagalan
9 Sangat sedikit Perawatan preventif memiliki sangat sedikit
dan mode kegagalan
10 Tidak pasti reventif akan selalu tidak mampu untuk gagalan Perawatan p
mendeteksi penyebab kegagalan dan mode ke
4. Risk Priority Number
R Nu
keseriusan effects (severity), kemungkinan terjadinya cause akan lan yang berhubungan dengan effects (occurrence) dan kema
Lan seb 1. Me
asi Function failure atau kegagalan fungsi.
bulkan dari kegagalan
an.
yek tersebut terjadi.
at isk Priority mber (RPN) merupakan produk matematis dari
menimbulkan kegaga
mpuan untuk mendeteksi kegagalan sebelum terjadi (detection). RPN dapat ditunjukkan dengan persamaan sebagai berikut :
RPN = S x O x D ... (2.33)
gkah-langkah dalam penyusunan Failure Mode and Effects Analysis adalah agai berikut :
nentukan nama mesin dan komponen yang menjadi obyek FMEA. 2. Mendeskripsikan fungsi dari komponen yang dianalisa.
3. Mengidentifik
4. Mengidentifikasi Failure Mode atau penyebab kegagalan yang terjadi . 5. Mengidentifikasi Failure effect atau dampak yang ditim
system.
6. Menentukan Severity atau penilaian keseriusan efek dari bentuk kegagal
7. Menentukan Occurrence yaitu sesering apa penyebab kegagalan spesifik dari suatu pro
9. Menghitung RPN (Risk Priority Number) yaitu angka prioritas resiko yang didapatkan dari perkalian severity, occurrence dan detection dengan rumus
ility Centered maintenance konsekuensi kegagalan
ian yaitu (Moubray, John. Reliability Centered
Mainte c
t dibuktikan secara langsung sesaat
2.
abila sebuah kegagalan fungsi suatu item keselamatan pekerja lainnya.
3.
i konsekuensi operasional ketika operasional.
4.
kuensi keselamatan atau produksi baikan komponen.
2.6
an, dalam rangka untuk ri kondisi yang dapat menyebabkan kegagalan (failed RPN = S x O x D
2.6.3 Failure Consequences
Dalam Reliab
diklasifikasikan dalam 4 bag
nance se ond edition. 2005;10-11) :
1. Hidden Failure Consequences
Dimana kegagalan tersebut tidak dapa setelah kegagalan berlangsung.
Safety and Environmental Consequences
Safety Consequences terjadi ap
mempunyai konsekuensi terhadap
Environmental Consequences terjadi apabila kegagalan fungsi suatu item
berdampak pada kelestarian lingkungan. Operational Consequences
Suatu kegagalan dikatakan mempunya berakibat pada produksi atau
Non Operational Consequences
Kegagalan tidak termasuk dalam konse tetapi hanya melibatkan biaya per
.4 Proactive Task
state).
ihan kemampuan item pada emperhatikan kondisi
2.
pemeriksaan terhadap potensial failure sehingga tindakan dapat egah terjadinya functional failure.
2.6
efektif tidak mungkin enyelesaikan permasalahan. Default Action (Nordstrom, Jakob.
ding meliputi tindakan pemeriksaan, apakah suatu komponen masih
suai dengan fungsinya. Failure finding hanya diaplikasikan pada hidden atau kegagalan yang tidak dapat dibuktikan secara langsung.
Kegagalan ini bisa dikenal dengan predictive dan preventive maintenance. Dalam RCM predictive maintenance dimasukkan dalam aktifitas scheduled on condition task, sedangkan preventive maintenance dimasukkan dalam scheduled
restoration task ataupun scheduled discard task. (Moubray, John. Reliability
Centered Maintenance second edition. 2005;11-14) :
1. Scheduled restoration task dan scheduled discard tasks Scheduled restoration task adalah tindakan pemul
saat atau sebelum batas umur yang ditetapkan, tanpa m
saat itu. Sedangkan scheduled discard task adalah tindakan mengganti item pada saat atau batas umur yang ditetapkan, tanpa memperhatikan kondisi item saat itu.
On-condition task
Kegiatan
diambil untuk menc
.5 Default Action
Tindakan ini dilakukan ketika predictive task yang dapat dilakukan untuk m
RCM-based maintenance plans for different operational conditions. 2007 :
26) meliputi :
1. Failure finding Failure fin
2.
juga erubahan prosedur.
led Maintenance
pem ing terbalik dengan
[image:51.595.120.499.443.679.2]iaya pemeliharaan preventif (preventive maintenance) seperti yang diuraikan
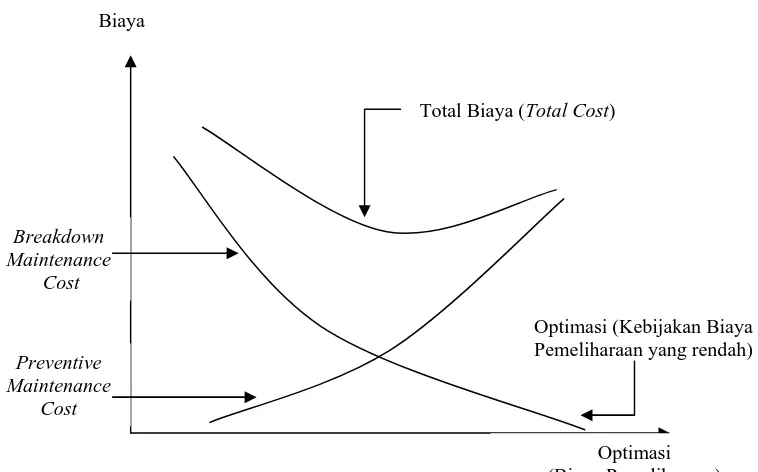
Gambar 2.7 Kurva Total Cost of Maintenance
Sumber : Manajemen Operasional (Dr. Manahan P. Tampubolon, MM) Redesign
Membuat suatu perubahan untuk membangun kembali kemampuan suatu sistem. Hal ini mencakup modifikasi terhadap perangkat keras dan p
3. No Schedu
No scheduled maintenance sering digunakan untuk kegagalan yang evident
(nyata) dan tidak mempengaruhi safety atau environment.
2.7 Biaya Pemeliharaan
Secara teoritis, total biaya pemeliharaan dapat digambarkan bahwa biaya eliharaan korektif (breakdown maintenance) akan berband
b
dalam kurva dibawah ini :
Biaya
Total Biaya (Total Cost)
Breakdown Maintenance
Cost
Optimasi (Kebijakan Biaya Pemeliharaan yang rendah) Preventive
Maintenance Cost
Adapun biaya yang terdapat dalam kegiatan pemeliharaan antara lain biaya-biaya pengecekan, penyetelan (set-up), biaya service, biaya penyesuaian (adjustment) dan biaya perbaikan (reparasi). iaya tersebut perlu dilakukan dengan tujuan berikut :
1. sebaiknya dilakukan preventive maintenance atau corrective maintenance, dimana biaya-biaya yang perlu diperhatikan adalah :
ibat kerus a
a preventive maintenance, dengan jumlah biaya pemeliharaan dan perbaikan akibat kerusakan yang terjadi, walaupun sudah diadakan preventive maintenance dalam jangka waktu tertentu.
b. Jumlah biaya pem
c. Jumlah biaya pemeliharaan dan perbaikan yang dibutuhkan oleh peralatan
perbaiki di dalam perusahaan atau
dikeluarkan.
Jumlah biaya perbaikan dengan harga peralatan yang sama di pasar. Perbandingan biaya-b
Apakah
a. Jumlah biaya perbaikan yang perlu ak akan yang terjadi karen adany
eliharaan dan perbaikan yang akan dilakukan terhadap suatu peralatan disertai dengan harganya.
dengan jumlah kerugian yang dihadapi bila peralatan rusak dalam operasi konversi.
2. Apakah sebaiknya peralatan yang rusak di
di luar perusahaan, dengan memperbandingkan jumlah biaya yang akan
3. Apakah sebaiknya peralatan yang rusak diperbaiki atau diganti. Dalam hal ini biaya-biaya yang perlu diperbandingkan antara lain :
a. Jumlah biaya perbaikan dengan harga pasar atau nilai dari peralatan tersebut.
Berdasarkan pada keterangan diatas maka dapat disimpulkan bahwa secara ekonomis belum tentu selamanya preventive maintenance yang terbaik dan perlu diadakan untuk setiap mesin atau peralatan. Hal ini karena dalam menentukan mana yang terbaik secara ekonomis, apakah preventive maintenance ataukah corrective maintenance saja, harus dilihat faktor-faktor dan jumlah biaya yang
[image:53.595.108.512.274.655.2]akan terjadi.
Tabel 2.4 Informasi dalam Sistem Produksi dan Sistem Perawatan
Karakteristik Sistem
Fisik Ekonomis Produksi a.Fungsi kerja
e.Riwayat kerusakan
kerusakan dan umur ekonomis
a. Harga beli
b.Biaya pemasangan b.Ciri Desain
c.Umur c. Biaya downtime (biaya
d.Kondisi Operasi
f. Kebutuhan servis g.Pola keausan
h.Distribusi statistik untuk
kesempatan)
Perawatan a. Prosedur inspeksi dan pengujian
waktu inspeksi, waktu repair, waktu perawatan preventif
a. Biaya inspeksi
entif yaitu tenaga kerja, suku
c. Biaya peralatan perawatan
b.Distribusi statistik untuk b.Biaya repair dan prev
cadang, overhead idle dari
dengan kebijaksanaan perawatannya. Un mbangkan apakah sebaiknya dilakukan perawatan dengan u. Untuk penggantian pencegahan ini dilakukan ber dari komponen
yang Replacement. Tujuan model ini adalah untuk
men ana penggantian pencegahan harus dilakukan
sehi e. Penggantian pencegahan dilakukan
dengan m enggantian pencegahan berikutnya
sesuai dengan interval yang telah ditentukan jika terjadi kerusakan yang menuntut dila
Asum
1. La sesuai dengan peningkatan pemakaian
yang terjadi pada mesin tersebut.
. Peralatan yang telah dilakukan penggantian komponen akan kembali pada kondisi semula.
[image:54.595.159.477.520.681.2]3. Tidak ada permasalahan dalam suku cadang.
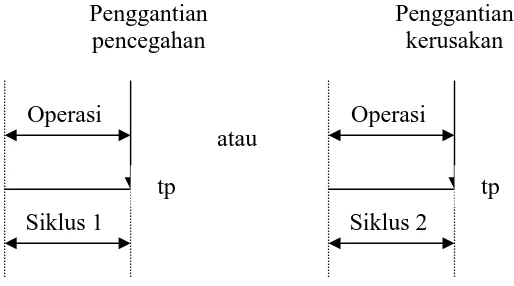
Gambar 2.8 Model Age Replacement
Sumber : Maintenance, Replacement and Relibility (AKS Jardine) tuk itu perlu diperti
penggantian grup atau individ dasarkan umur pakai disebut dengan model Age
entukan umur optimal dim
ngga dapat meminimasi total downtim enetapkan kembali interval waktu p
kukannya tindakan penggantian.
si yang digunakan pada model Ag ju kerusakan komponen bertambah
e Replacement ini adalah :
2
Waktu 0
Penggantian
kerusakan Penggantian pencegahan
Penggantian
kerusakan Penggantian pencegahan
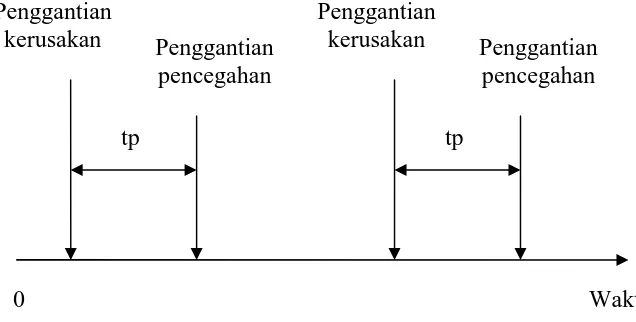
Gambar 2.9 Siklus dalam model Age Replacement
nten em lity e)
erdasarkan pada Gambar 2.5 diatas maka terdapat dua m enggantian pada mod Age Replacement sebagai berikut :
. Siklus 1, siklus pencegahan yang diakhiri dengan kegiatan penggantian pencegahan, Ditentukan melaui komponen yang telah mecapai umur penggantian (tp) sesuai dengan yang telah direncanakan.
2. Siklus 2, siklus egiatan penggantian
keru usakan
sebelum mencapai waktu penggantian yang telah ditetapkan sebelumnya. Dalam jurnal analisis pe alan dan biaya perawatan oleh Didik Wahjudi dan Amelia, m an bahwa pera atan yang baik akan dilakukan dalam jangka waktu tertentu dan pada waktu
Semakin sering perawatan suatu mesin dilakukan akan meningkatkan biaya perawatan. Disisi lain bila perawatan yang tidak dilakukan akan mengurangi
performa kerja al perlu dicari
supaya al cost
yang paling minimal.
Sumber : Mai ance, Replac ent and Relibi (AKS Jardin
acam siklus B
p el
1
kerusakan yang diakhiri dengan k
sakan. Ditentukan melalui komponen yang telah mengalami ker
njadw
enyebutk w
proses produksi sedang tidak berjalan.
dari mesin tersebut. Pola maintenance yang optim
antara biaya perawatan dan biaya kerusakan bisa seimbang pada tot
Operasi Operasi
Siklus 2 Siklus 1
Penggantian Penggantian
pencegahan kerusakan
atau
Preventive cost merupakan biaya yang timbul karena adanya perawatan
mesin yang memang sudah dijadwalkan. Rumus yang digunakan untuk menghitung preventive cost atau biaya karena perawatan adalah :
Biayaoperator Biayamekanik
Hargakomponen MTTR
CM ... (2.34)
Sedangkan Failure cost meruapakan biaya yang timbul karena terjadi kerusakan diluar perkiraan yang menyebabkan mesin produksi berhenti pada saat produksi sedang berjalan. Rumus yang digunakan adalah :
Biayaoperator Biayamekanik Biayadowntime
komponen Harga MTTR CF ... (2.35)
Adapun formulasi perhitungan model Age Replacement, yaitu :
dt t tf tp tpR tp R CF tp CMR tp C ) ( ) ( )] ( 1 [ ) ( )( ... (2.36)
Dimana :
C(tp) = Total biaya pencegahan persatuan waktu CM = Biaya pencegahan
CF = Biaya ker
tp
usakan R
tf = Waktu kerusakan Jika CF dan CM nilainya kira-kira ha
kegagalan yang semakin meningkat. Untuk total biaya perawatan merupakan penjumlahan kumulatif biaya kegagalan dan biaya perawatan maka dapat dihitung
(tp) = Probabilitas pencegahan 1-R(tp) = Probabilitas kerusakan tp = Waktu pencegahan
M M F
F f C f
C
TC
TM C dt t TMCF ( ) M
0 TM 1 1
TM MF t dt C
C
TM 0 ( )
1
... (2.37)
eibull, maka biaya total perjamnya adalah : Untuk data berdistribusi W
M
T TM
TC
F M ...
1
(2.38)
Harga total perunit waktu untuk perbaikan dan perawatan adalah :
... (2.39)
Un ptimum dari TM atau interval perawatan,
def si dari TM dan dapatkan harga TM yang
me
C C
K = CM . NM + CF.NF... tuk mendapatkan harga yang o inisikan Ko = K/CF sebagai fung minimumkan Ko. M F M F C C C K F N N
Ko ... (2.40)
TM
F M N C C dt t L TM Ko 0 ) ( 1 ... (2.41) Atau M
TM
MF M N C C dt t L TMKo 0 )
( ... (2.42)
Dengan mendiferensialkan persamaan (2.37) terhadap TM, maka
) (TM L dTM dK TM
Ko ... (2.43)
dimana Ko TM TM L TM dTM dKo 1 ) ( 1
Dengan menyamakan dKo / dT
persamaan (2.38), akan peroleh persamaan yang perlu untuk untuk mendapatkan
M sama dengan nol dan mensubsitusikan Ko dari
harga optimum TM, yaitu :
TM C
<