PENENTUAN INTERVAL PERAWATAN MESIN PERCETAKAN
DENGAN METODE RELIABILITY CENTERED MAINTENANCE II
DI PT. RIYADI WIROTO SANTOSO SURABAYA
S K R I P S I
oleh :
MADE PURI AYUVIANTARI
0732010089
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “ VETERAN”
JAWA TIMUR
KATA PENGANTAR
Puji syukur kehadirat Tuhan Yang Maha Esa, atas limpahan berkat
rahmat-Nya sehingga penulis dapat menyelesaikan laporan skripsi dengan judul
“Penentuan Interval Perawatan Mesin Percetakan dengan Metode Reliability Centered Maintenance II di PT. Riyadi Wiroto Santoso Surabaya“.
Penulisan laporan ini dilakukan guna memenuhi salah satu persyaratan
untuk mendapatkan gelar Sarjana Teknik Fakultas Teknologi Industri jurusan
Teknik Industri Universitas Pembangunan Nasional “Veteran” Jawa Timur.
Atas terselesainya pelaksanaan penelitian dan terselesainya penulisan
laporan skripsi ini, maka penulis menyampaikan rasa terima kasih yang
sebesar-besarnya kepada :
1. Bapak Prof. Dr. Ir. Teguh Sudarto, MP selaku Rektor Universitas
Pembangunan Nasional “Veteran” Jawa Timur.
2. Bapak Ir. Sutiyono. MT, selaku Dekan Fakultas Teknologi Industri
UPN “Veteran” Jawa Timur.
3. Bapak Ir. M. Tutuk Safirin, MT, selaku Ketua Jurusan Teknik Industri
UPN “Veteran” Jawa Timur.
4. Bapak Drs. Pailan, MPd, selaku Sekertaris Jurusan Teknik Industri UPN “Veteran” Jawa Timur.
5. Ibu Ir. Sumiati, MT selaku Dosen Pembimbing I dan Bapak Drs. Sartin, MPd
selaku Dosen Pembimbing II yang telah memberikan arahan dan bimbingan
6. Bapak dan Ibu Dosen Penguji yang telah bersedia meluangkan waktunya
untuk menguji laporan skripsi dan memberikan petunjuk serta arahan dalam
penulisan laporan.
7. Seluruh Staf dan Karyawan PT. Riyadi Wiroto Santoso yang telah banyak
membantu selama penulis melaksanakan penelitian.
8. Kedua Orang Tua yang kucintai, serta kakak dan adikku yang selalu
senantiasa menasehati, membimbing, dan memberikan arahan yang baik serta
selalu mendoakan saya.
9. Nyai Dika lisyane yang selalu memberi semangad dan masukan dalam proses
pengerjan laporan skripsi ini hingga selesai.
10.Nyai Etha yang selalu memberi semangad, perjuangan dan suka duka kita
selama proses perkuliahan hingga selesai.
11.Putu Andayani yang siap memberikan bantuan selama proses pengerjaan
skripsi hingga selesai.
12.Teman-temanku yang berada di UPN “Veteran” Jawa Timur khususnya di
pararel B yang g’ bisa diucapin satu-satu namanya, q akan selalu mengenang
kebersamaan kita selama ini, dan juga teman-temanku di luar kampus UPN,
terima kasih atas semangat, doa dan bantuannya dalam menyelesaikan laporan
skripsi ini.
13.Seluruh Civitas Akademika UPN ”Veteran” Jawa Timur, terima kasih untuk
semua bantuan dan bimbingannya selama ini.
14.Pihak-pihak lain yang terkait baik secara langsung maupun tidak langsung
Penulis menyadari bahwa penulisan laporan skripsi ini masih jauh dari
sempurna, baik isi maupun penyajian. Oleh karena itu, saran dan kritik yang
membangun akan penulis terima dengan senang hati.
Akhir kata semoga Laporan Skripsi ini dapat memberikan manfaat bagi
semua pihak yang berkepentingan dan semoga Ida Sang Hyang Widhi selalu
memberikan rahmat dan berkat kepada kita semua. Terima Kasih.
Surabaya, Mei 2011
DAFTAR ISI
KATA PENGANTAR ...i
DAFTAR ISI ...iv
DAFTAR TABEL ...vii
DAFTAR GAMBAR ...viii
DAFTAR LAMPIRAN ...ix
BAB I PENDAHULUAN 1.1 Latar Belakang ...1
1.2 Rumusan Masalah ...3
1.3 Batasan Masalah ...3
1.4 Asumsi ...3
1.5 Tujuan penelitian ...3
1.6 Manfaat ...4
1.7 Sistematika Penulisan ...4
BAB II TINJAUAN PUSTAKA 2.1 Konsep Dasar Perawatan ...6
2.1.1 Tujuan Dasar Perawatan ...7
2.1.2 Tugas dan Kegiatan Perawata ...8
2.1.3 Jenis-Jenis Perawatan...10
2.2 Kebijaksanaan Pemeliharaan ...12
2.3 Kegagalan (Failures) ...15
2.4.1 Fungsi Keandalan ...18
2.4.2 Laju Kegagalan ...19
2.4.3 Mean Time To Failure ...21
2.4.4 Mean Time To Repair ...22
2.4.5 Distribusi Kegagalan ...23
2.5 Diagram Pareto ...25
2.6 Reliability Centered Maintenance ...27
2.6.1 Functions and Performance Standards ...29
2.6.2 Failure Modes and Effects Analysis ...30
2.6.3 Failure Consequences ...36
2.6.4 Proactive Task ...36
2.6.5 Default Action ...37
2.7 Biaya Pemeliharaan ...38
2.8 Metode Perawatan Perbandingan ...45
2.9 Penelitian – Penelitian terdahulu ...45
BAB III METODE PENELITIAN 3.1 Lokasi dan Waktu Penelitian ...49
3.2 Identifikasi Variabel ...49
3.3 Metode Pengumpulan Data ...50
3.4 Metode Pengolahan Data ...52
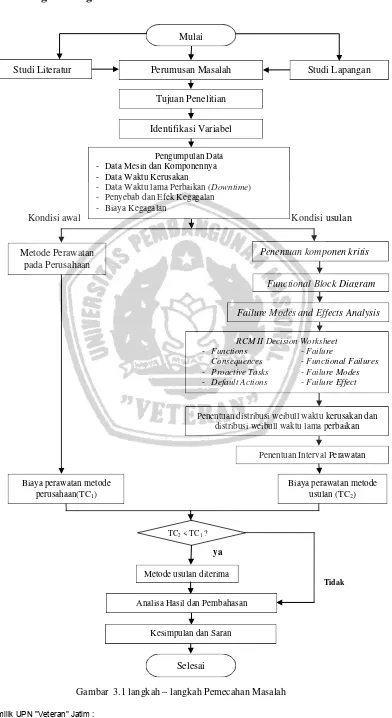
3.5 Langkah-langkah Pemecahan Masalah ...55
4.2 Pengolahan Data ...63
4.2.1 Penentuan Komponen Kritis ...63
4.2.2 Functional Block Diagram ...67
4.2.3 Failure Modes and Effects Analysis (FMEA) ...69
4.2.4 RCM II Decision Worksheet ...71
4.2.5 Penentuan Distribusi waktu lama perbaikan ...74
4.2.6 Menghitung Biaya penggantian Komponen ...75
4.2.7 Penentuan Biaya Perawatan ...79
4.3 Analisa Hasil dan Pembahasan ...81
4.3.1 Analisa Hasil Penelitian ...81
4.3.1.1 Analisa Penentuan Komponen Kritis ...81
4.3.1.2 Analisa Functional Block Diagram ...82
4.3.1.3 Analisa Failure Modes and Effects Analysis ...82
4.3.1.4 Analisa RCM II Decision Worksheet ...84
4.3.1.5 Analisa Penentuan Interval Perawatan ...85
4.3.1.6 Analisa Penentuan distribusi waktu antar perbaikan ...86
4.3.1.7 Analisa Penentuan Biaya Perawatan ...86
4.3.2 Pembahasan...87
BAB V KESIMPULAN DAN SARAN 5.1 Kesimpulan ...89
5.2 Saran ...90
ABSTRAKSI
PT. Riyadi Wiroto Santoso (Smart Advertising) bergerak dibidang periklanan. Produk - produk yang dihasilkan PT. Riyadi Wiroto Santoso (Smart Advertising) berupa spanduk, umbul-umbul, banner, backdrop,baliho,billboard dan produk-produk periklanan yang lain.
Kegiatan perawatan yang dilakukan bagian produksi selama ini kebijakan maintenance yang dijalankan dengan interval perawatan tertentu, selama ini dilakukan didasarkan pada tingkat kekritisan mesin. Semakin kritis mesin tersebut semakin semakin sering perawatan yang dilakukan. Akan tetapi pihak maintenance sendiri masih belum bisa mendiskripsikan tingkat kekritisan mesin. Dengan interval perawatan yang diterapkan saat ini masih saja terdapat kerusakan pada mesin dan tak jarang pula menyebabkan terhentinya proses produksi PT. Riyadi Wiroto Santoso (Smart Advertising) ingin mengetahui interval perawatan mesin Digital Printing Outdoor pada produksi printing tetapi nilai keandalan mesin dapat ditingkatkan sehingga produksi dapat berjalan lancar. Mesin Digital Printing Outdoor digunakan untuk alat sebagai mesin pencetak produk – produk periklanan yang berada di luar ruangan / gedung.
Metode penelitian yang digunakan adalah Reliability Centered Maintenance II dengan memadukan analisis kualitatif yang meliputi FMEA dan RCM II Decision Worksheet. Metode Reliability Centered Maintenance II ini digunakan untuk menentukan kegiatan dan interval perawatan berdasarkan pada RCM II Decision Worksheet sesuai dengan fungsi dan sistem dari mesin Digital Printing Outdoor dan FMEA digunakan untuk mengidentifikasi penyebab kegagalan serta efek yang ditimbulkan dari kegagalan tersebut.
Kegiatan dan interval perawatan berdasarkan RCM II Decision Worksheet sub komponen yang memiliki kegagalan potensial diantaranya adalah conection print head dengan interval perawatan selama 11529,984 jam dan biaya perawatan Rp 663.470,88; optic cable dengan interval perawatan selama 1537,43 jam dan biaya perawatan Rp 230.689,70; feeder board dengan interval perawatan selama 2824,96 jam dan biaya perawatan Rp 835.544,87; selenoid dengan interval perawatan selama 2418,816 jam dan biaya perawatan Rp 631.701,39.
BAB I
PENDAHULUAN
I.1 Latar Belakang
Perkembangan teknologi akhir-akhir ini berjalan dengan pesat. Hal ini dapat
dirasakan diberbagai kegiatan dan bidang kehidupan, khususnya bidang industri
manufaktur. Perubahan teknologi yang dipergunakan dapat menimbulkan
perubahan dari komponen input yang digunakan serta output yang dihasilkan.
Dengan semakin meningkatnya kebutuhan akan produktivitas dan
penggunaan teknologi tinggi yang berupa mesin dan fasilitas produksi maka
kebutuhan akan fungsi perawatan akan semakin bertambah besar. Dalam usaha
untuk dapat terus menggunakan fasilitas produksi maka direncanakanlah kegiatan
perawatan yang dapat menunjang keandalan suatu mesin atau fasilitas produksi.
Keandalan mesin dan fasilitas produksi merupakan salah satu aspek yang dapat
mempengaruhi kelancaran proses produksi serta produk yang dihasilkan.
PT. Riyadi Wiroto Santoso bergerak dibidang Percetakan (advertising)
dengan hasil produksinya berupa barang-barang hasil percetakan yang berbentuk
undangan,pamflet,banner dan sejenisnya . Untuk menjaga kualitas produk agar
sesuai dengan standar kualitas yang telah ditetapkan, maka PT. Riyadi Wiroto
Santoso senantiasa berupaya untuk melakukan perubahan dan peningkatan
khususnya pada keandalan mesin. Dalam mempertahankan keandalan mesin,
sehubungan dengan hal tersebut penentuan kegiatan perawatan yang tepat
merupakan suatu hal yang sangat penting dalam mendukung terciptanya
Mesin yang akan diteliti adalah Digital Printing Outdoor (2008).
Permasalahan yang muncul adalah kerusakan yang terjadi sewaktu-waktu
menyebabkan adanya kegiatan overhaul dan replacement atau corrective
maintenance yang menimbulkan adanya kemacetan atau berhentinya proses
produksi serta biaya perawatan yang semakin besar sehingga menimbulkan
kerugian yang cukup berarti bagi perusahaan. Kondisi mesin sendiri dalam dua
tahun ini telah mengalami pergantian head sekali dan tingkat kerusakan sendiri
juga tergantung dengan tingkat perawatan yang dilakukan oleh operator.
Berdasarkan pada uraian tersebut maka dalam penelitian ini digunakan
metode Reliability Centered Maintenance II (RCM II) dimana Metode Reliability
Centered Maintenance II ini merupakan serangkai proses yang digunakan untuk
menentukan apa yang harus dilakukan untuk memastikan bahwa aset-aset fisik
dapat berjalan dengan baik dalam menjalankan fungsi yang dikehendaki oleh
pemakainya dalam hal ini adalah perusahaan. Dan juga adanya penerapan metode
Reliability Centered Maintenance II dimaksudkan untuk mendapatkan selang
waktu perawatan yang ideal serta jenis kegiatan perawatan yang optimal apabila
dikaitkan dengan adanya kebutuhan untuk mendapatkan sebuah sistem yang
handal guna mendukung kegiatan proses produksi yang juga ditinjau dari aspek
ekonomis.
1.2 Perumusan Masalah
Perumusan masalah yang akan dibahas dalam penelitian ini adalah
“Bagaimana menentukan interval perawatan pada Mesin Digital Printing Outdoor
1.3 Batasan Masalah
Batasan-batasan masalah yang digunakan dalam penelitian ini antara lain :
1. Penelitian dilakukan pada bagian produksi.
2. Peralatan yang menjadi obyek penelitian adalah mesin Digital Printing
Outdoor dan komponen – komponen kritis pada mesin tersebut.
3. Penyelesaian masalah dibatasi sampai pada penentuan perencanaan kegiatan
perawatan, penyebab kegagalan dan biaya perawatan berdasarkan interval
perawatan.
4. Data biaya yang diambil adalah tahun 2010.
1.4 Asumsi
Adapun asumsi yang digunakan dalam penelitian ini adalah :
1. Tindakan correctif maintenance maupun preventif maintenance pada peralatan
dapat memperlancar proses bekerjanya mesin sehingga dapat mengurangi
biaya yang ditimbulkan akibat break down.
2. Proses produksi berada pada kondisi normal dan tidak terjadi perubahan saat
pengambilan data
3. Harga mesin dan komponenya tidak berubah selama penelitian berlangsung.
1.5 Tujuan penelitian
Penelitian ini memiliki tujuan yang dapat diuraikan sebagai berikut :
1. Menentukan interval perawatan pada Mesin Digital Printing Outdoor.
1.6 Manfaat penelitian
Manfaat yang dapat diperoleh dari penelitian ini adalah :
1. Masukan atau informasi kepada pihak perusahaan mengenai kegiatan dan
interval perawatan berdasarkan RELIABILITY CENTERED MAINTENANCE
II Decision Worksheet serta dapat digunakan sebagai bahan pertimbangan
bagi pihak perusahaan dalam merencanakan manajemen perawatan.
2. Dengan diterapkannya metode Reliability Centered Maintenance II (RCM II)
pada perawatan mesin percetakan diharapkan dapat menjaga sistem secara
keseluruhan agar dapat berfungsi sesuai dengan tingkat performansi yang
diinginkan.
1.7 Sistematika Penulisan
Sistematika yang digunakan dalam penulisan penelitian ini adalah sebagai
berikut :
BAB I : PENDAHULUAN
Bab ini berisi penjelasan mengenai apa yang menjadi latar
belakang dilakukannya penelitian serta permasalahan apa yang
akan diteliti dan dibahas.
BAB II : TINJAUAN PUSTAKA
Bab ini berisi tentang teori-teori yang diambil dari beberapa
literatur yang berkaitan dengan permasalahan dalam penelitian
ini dan menjadi acuan atau pedoman dalam melakukan penelitian
BAB III : METODOLOGI PENELITIAN
Dalam bab ketiga ini menjelaskan urutan langkah-langkah secara
sistematis dalam setiap tahapan penelitian yang akan dilakukan
untuk memecahkan masalah. Urutan langkah-langkah yang telah
ditetapkan tersebut merupakan suatu kerangka yang dijadikan
pedoman dalam pelaksanaan penelitian.
BAB IV : ANALISA DATA DAN PEMBAHASAN
Pada bab ini menjelaskan tentang pengolahan data dan analisanya
sehingga didapat hasil perhitungan yang sesuai dengan
permasalahan yang dihadapi berikut dengan pembahasan dari
hasil yang telah diperoleh.
BAB V KESIMPULAN DAN SARAN
Pada bab ini berisikan kesimpulan dari laporan secara
keseluruhan dan saran-saran yang diberikan sebagai bahan
pertimbangan bagi pihak instansi terkait.
DAFTAR PUSTAKA
BAB II
TINJAUAN PUSTAKA
2.1 Konsep Dasar Perawatan
Usia kegunaan suatu barang dapat diperpanjang dengan melakukan
perbaikan dan pemeliharaan berkala dengan suatu aktivitas dikenal dengan istilah
perawatan.
Menurut Corder dalam bukunya Teknik Manajemen Pemeliharaan (2003),
perawatan adalah suatu kombinasi dari berbagai tindakan yang dilakukan untuk
menjaga suatu barang dalam atau memperbaikinya sampai suatu kondisi yang bisa
diterima.
Menurut Assauri dalam bukunya yang berjudul Manajemen Produksi dan
Operasi (2003), perawatan adalah kegiatan untuk memelihara atau menjaga
fasilitas peralatan pabrik dan mengadakan perbaikan atau penggantian yang
memuaskan sesuai dengan apa yang direncanakan.
Berdasarkan teori - teori diatas diambil kesimpulan bahwa perawatan adalah
kegiatan untuk memelihara atau menjaga fasilitas, mesin dan peralatan pabrik,
mengadakan perbaikan, penyesuaian atau penggantian yang diperlukan agar
didapat suatu keadaan operasi produksi yang memuaskan sesuai dengan apa yang
diharapkan. Manajemen perawatan adalah pengorganisasian operasi perawatan
untuk memberikan pandangan umum mengenai perawatan fasilitas industri.
Pengorganisasian ini mencakup penerapan dari metode manajemen dan metode
menggunakan suatu penguraian sederhana yang dapat diperluas melalui gagasan
dan tindakan.
2.1.1 Tujuan Dasar Perawatan
Beberapa tujuan dari manajemen perawatan adalah untuk menunjang
aktivitas dalam bidang perawatan, yaitu (Supandi, Manajemen Perawatan
Industri, 2003 dalam kadek, 2008) :
1. Memperpanjang waktu pengoperasian fasilitas industri yang digunakan
semaksimal mungkin, dengan biaya perawatan yang seminimum mungkin dan
adanya proteksi yang aman dari investasi modal.
2. Menyediakan modal biaya tertentu dan informasi-informasi lainnya yang
dapat menunjang penuh dalam bidang perawatan.
3. Menentukan metode evaluasi prestasi kerja yang dapat berguna untuk
manajemen secara umum dan bagi pengawas (supervisor) perawatan
khususnya.
4. Membantu dalam menciptakan kondisi kerja yang aman, baik untuk bagian
operasi maupun personil perawatan lainnya dengan menetapkan dan menjaga
standar perawatan yang benar.
5. Meningkatkan keterampilan para pengawas dan para operator perawatan
melalui latihan.
Adapun tujuan utama dari fungsi perawatan (maintenance) menurut Corder
adalah (Corder, Anthony. Teknik Manajemen Pemeliharaan. 2003 ; 3) :
1. Untuk memperpanjang usia kegunaan asset (yaitu setiap bagian dari suatu
2. Untuk menjamin ketersediaan optimum peralatan yang dipasang untuk
produksi atau jasa dan mendapatkan laba investasi (return of investment)
maksimum yang mungkin.
3. Untuk menjamin kesiapan operasional dari seluruh peralatan yang diperlukan
dalam keadaan darurat setiap waktu.
4. Untuk menjamin keselamatan orang yang menggunakan sarana tersebut.
2.1.2 Tugas dan Kegiatan Perawatan
Kegiatan-kegiatan perawatan, dapat digolongkan ke dalam salah satu dari
lima pokok berikut (Assauri, Sofjan. Manajemen Produksi dan Operasi. 2003 ;
129-130) :
1. Inspeksi (inspections)
Meliputi kegiatan pengecekan atau pemeriksaan secara berkala (Routine
Schedule Check) bangunan dan peralatan pabrik sesuai dengan rencana serta
kegiatan pengecekan atau pemeriksaan terhadap peralatan yang mengalami
kerusakan.
2. Kegiatan Teknik (Engineering)
Meliputi kegiatan percobaan atas peralatan yang baru dibeli dan kegiatan
pengembangan peralatan atau komponen peralatan yang perlu diganti.
3. Kegiatan Produksi
Kegiatan produksi ini merupakan kegiatan untuk memperbaiki dan
mereparasi mesin dan peralatan, melaksanakan pekerjaan yang disarankan
atau diusulkan dalam kegiatan inspeksi dan teknik, melaksanakan kegiatan
Tabel 2.1 simbol simbol kegiatan produksi
Simbol Pengertian
Untuk Operasi
Untuk Pemeriksaan
Proses operasi dan
inspeksi
Untuk penyimpanan /
menunggu
Untuk Transportasi
4. Pekerjaan Administratif
Kegiatan yang berhubungan dengan pencatatan mengenai biaya yang
berhubungan kegiatan pemeliharaan, komponen yang dibutuhkan, waktu yang
dilakukannya inspeksi dan perbaikan.
5. Pemeliharaan Bangunan (House Keeping)
Kegiatan untuk menjaga agar bangunan gedung tetap terpelihara dan
terjamin kebersihannya, meliputi pembersihan dan pengecatan gedung dan
kegiatan pemeliharaan peralatan lain yang tidak termasuk dalam kegiatan
teknik dan produksi dari bagian perawatan.
Adapun tujuan pokok dari kegiatan pemeliharaan yang diadakan, yaitu
1. Untuk mengoptimumkan: efisiensi, ketersediaan dan MTBF dengan cara :
b. Melaksanakan program pemeliharaan pencegahan
c. Melaksanakan manajemen instrument (monitoring pemakaian peralatan,
kebijakan suku cadang, pelatihan)
2. Untuk meningkatkan kendali mutu (Quality Control) pekerjaan di lab. dengan
cara :
a. Mempersiapkan dokumen SOP (Standard Operation Procedures)
b. Mempersiapkan dokumen SPMP (Standard Preventive Maintenance
Procedures) dan Pengendalian mutu (Quality Control).
c. Melaksanakan manajemen pemeliharaan
d. Menyelenggarakan pelatihan
Selain itu berhasil tidaknya kegiatan pemeliharaan yang dilakukan untuk
mencegah terjadinya kerusakan dapat dinilai melalui pengamatan atau
pengevaluasian sebagai berikut :
1. Kenaikan masa pakai operasi peralatan yang diukur pada MTBF (Mean Time
Between Failure) yaitu : Selang waktu rata-rata diantara dua saat kerusakan
atau kegagalan peralatan
2. Pengurangan pada nilai kerugian, yang dilihat pada MTTR (Mean Time To
Repair) yaitu : Selang waktu rata-rata yang diperlukan untuk mereparasi
instrument, termasuk waktu untuk menunggu pengadaan suku cadang.
2.1.3 Jenis-Jenis Perawatan
Ditinjau dari saat pelaksanaan pekerjaan perawatan dapat dibagi menjadi
dua cara, yaitu (Supandi, Manajemen Perawatan Industri, 2003) :
Pengorganisasian pekerjaan perawatan yang dilakukan dengan pertimbangan
ke masa depan, terkontrol dan tercatat.
2. Unplanned Maintenance
Cara pekerjaan perawatan darurat yang tidak direncanakan (unplanned
emergency maintenance).
Kegiatan perawatan dalam suatu perusahaan dibagi menjadi tiga jenis, yaitu
(Assauri, Sofjan. Manajemen Produksi dan Operasi. 2003; 124-126) :
1. Preventive Maintenance(Time Base Maintenance)
Merupakan kegiatan pemeliharaan dan perawatan yang dilakukan untuk
mencegah timbulnya kerusakan yang tidak terduga dan menemukan kondisi
yang dapat menyebabkan fasilitas produksi mengalami kerusakan pada waktu
proses produksi.
a. Routine maintenance adalah kegiatan pemeliharaan dan perawatan yang
dilakukan secara rutin, misalnya setiap hari.
b. Periodic maintenance adalah kegiatan pemeliharaan dan perawatan yang
dilakukan secara periodik atau dalam jangka waktu tertentu, misalnya
setiap satu minggu sekali, meningkat menjadi satu bulan sekali.
2. Corrective Maintenance
Adalah kegiatan pemeliharaan dan perawatan yang dilakukan setelah
terjadinya suatu kerusakan atau kelainan pada fasilitas atau peralatan,
sehingga tidak dapat berfungsi dengan baik.
Suatu sistem perawatan yang dilakukan untuk merubah sistem suatu alat
menjadi maksimal penggunaannya. Tujuan dari improvement maintenance
adalah :
a. Memudahkan operasi dari suatu mesin.
b. Memudahkan pemeliharaan.
c. Menaikkan hasil kapasitas produksi.
d. Memperkecil biaya pemeliharaan akibat ketidak efisienan dari penggunaan
suatu mesin.
e. Meningkatan keselamatan kerja.
Selain jenis perawatan diatas, juga terdapat jenis perawatan lain sebagai berikut :
1. Predictive Maintenance (Condition Base Maintenance), sering berhubungan
dengan memonitor kondisi program perawatan preventif dimana metode
memonitor secara langsung digunakan untuk menentukan kondisi peralatan
secara teliti.
2. Maintenance Prevention merupakan usaha mengarahkan maintenance free
design yang digunakan dalam konsep Total Predictive Maintenance (TPM).
3. Adaptive Maintenance menggunakan software computer untuk memproses
data yang diperlukan untuk perawatan.
Perfective Maintenance, meningkatkan kinerja, pembungkusan atau
pengepakan atau pemeliharaan dengan menggunakan software computer
2.2 Kebijaksanaan Pemeliharaan
Beberapa faktor perlu dipertimbangkan bila kebijaksanaan (policy)
menjamin bahwa pemeliharaan dilaksanakan dengan efisiensi yang maksimum,
dan alat-alat tersebut harus dapat beroperasi pada saat ia dibutuhkan. Tujuan ini
dapat lebih mudah dicapai bila alasan-alasan untuk kebijaksanaan pemeliharaan
telah dimengerti dan dipahami. Bila kebijaksanaan pemeliharaan hendak
dilaksanakan, faktor-faktor berikut harus diperhatikan :
a. Operational requirements
Faktor Operational requirements sangat penting dalam menentukan
kebijaksanaan pemeliharaan. Dengan Operational requirements dimaksudkan
agar fungsi suatu peralatan harus dapat ditunjukkan dan dibawah kondisi
yang bagaimana ia harus menunjukkan fungsinya tersebut. Dan tujuan dari
organisasi pemeliharaan adalah untuk menjamin bahwa operasional dapat
dicapai dengan biaya minimum.
b. Equipment characteristics (EC)
Equipment characteristics mencakup bagaimana suatu alat dibuat secara
elektrik dan mekanik, dan cara bagaimana ia bisa bekerja secara memuaskan
dan memenuhi operasional yang dikehendaki. Semakin besar kekomplekan
suatu alat semakin sulit tugas pemeliharaan, karena akan semakin sulit pula
mengisolir kegagalan. Bila tugas tsb semakin sulit, maka kebutuhan untuk
pelatihan yang baik atau alat-alat bantu untuk pelaksanaan tugas akan semakin
meningkat kepentingannya. Adalah sangat penting memperhatikan
persyaratan-persyaratan awal (precaution) operasi suatu alat untuk keperluan
keselamatan yang mencakup karakteristik elektrik dan mekanik. Karakteristik
lain yang penting diperhatikan adalah persyaratan lingkungan kerja alat, yaitu
adalah sangat penting adanya hubungan yang erat antara kondisi lingkungan,
keandalan dan kebijaksanaan pemeliharaan.
c. Aids to maintenance
Peralatan bantu untuk pemeliharaan adalah tools, peralatan untuk
pengujian dan informasi yang menyangkut alat tsb. (catalog, operation
manuals, service manuals) untuk keperluan pemeliharaan.
d. Training
Untuk melakukan training memerlukan waktu dan biaya, maka training
adalah merupakan salah satu faktor yang penting dalam menentukan
kebijaksanaan pemeliharaan. Training yang dibutuhkan dapat disimpulkan
dari perbedaan antara kemampuan yang dikehendaki dan kemampuan
mula-mula orang yang terpilih untuk itu. Jadi kemampuan mula-mula-mula-mula plus
pemberian sesuatu dalam training menghasilkan kemampuan yang
dikehendaki. Adalah dimungkinkan untuk mengurangi biaya pelatihan dengan
cara meningkatkan standar seleksi para teknisi dan mempersingkat masa
training, atau dengan menyempurnakan alat-alat bantu untuk pemeliharaan
dengan maksud untuk menyederhanakan tugas-tugas, dan mengatasi masalah
kurangnya kemampuan teknisi yang ada.
e. Job environment
Kondisi dimana para teknisi bekerja adalah juga sama pentingnya
dengan kondisi dimana alat beroperasi. Diluar kepuasan fisik ruangan kerja,
faktor-faktor lain yang harus dipertimbangkan adalah ketersediaan
suku-cadang, jumlah supervisi dan bimbingan yang diberikan, waktu yang tersedia
Kebijaksanaan perawatan yang paling baik adalah hasil kombinasi optimum
dari kontribusi faktor-faktor tersebut diatas. Dan adalah agak sulit untuk
menyatakan hal tersebut secara matematis. Tetapi adalah cukup bagi para teknisi
untuk mengetahui bahwa kebijaksanaan pemeliharaan yang harus dilakukannya
adalah merupakan hasil keseimbangan diantara faktor-faktor tersebut. Sudah tentu
ketepatan kebijaksanaan yang diambil juga tergantung ketepatan informasi yang
diperoleh. Beberapa aspek yang penting dalam hal ini adalah :
1. Data informasi keadaan alat (status alat)
2. Teknisi pemeliharaan (kemampuan, dedikasi terhadap prosedur dan sistem
kerja, log-book). Teknisi adalah kunci dari umpan balik (feed back) proses
yang diperoleh dari data hasil pengukuran dan observasinya. Semakin lengkap
data yang dapat disimpulkan dan dikumpulkannya, semakin tepat
kebijaksanaan yang akan dilaksanakan.
3. Informasi khusus mengenai alat adan informasi umum tentang komponen
(basis data instrumen).
Faktor-faktor yang memberikan kontribusi terhadap kebijaksanaan pemeliharaan
dapat diilustrasikan dalam gambar sebagai berikut :
2.3 Kegagalan (Failures)
Kegagalan dapat didefinisikan sebagai terhentinya kemampuan suatu item
dapat berupa komponen sampai berupa satu system yang kompleks untuk
menjalankan fungsinya. Kegagalan dari suatu komponen dapat diklasifikasikan
menjadi tiga kelompok, yaitu (Priyanta, Dwi. Keandalan dan Perawatan.2003
dalam kadek, 2008) :
Kegagalan primer dapat didefinisikan sebagai suatu komponen berada
dalam keadaan rusak (non-working state) dimana komponen tersebut memang
diperhitungkan akan mengalami kegagalan, sehingga perlu diadakan aksi
perbaikan agar komponen tersebut dapat kembali berada pada keadaan siap
bekerja (working state). Kegagalan primer pada komponen akan terjadi pada
design envelope dari komponen, dan penyebab dari kegagalan ini adalah umur
dari komponen. Sebagai contoh kerusakan pada tangki karena kelelahan
material merupakan contoh dari kegagalan primer.
2. Kegagalan sekunder (secondary failure)
Kegagalan sekunder dapat dikatakan sama dengan kegagalan primer
kecuali kegagalan komponen terjadi diluar perhitungan. Stres yang berlebihan
yang diterima komponen baik pada masa lalu maupun pada saat sekarang
merupakan penyebab kegagalan sekunder. Stres ini melibatkan amplitudo dari
kondisi yang tidak dapat ditolrir, frekuensi, durasi, atau polaritas, dan input
sumber-sumber energi termal, mekanikal elektrikal, kimia, magnetik, atau
radioaktif.
3. Kesalahan perintah (command faults)
Kesalahan perintah didefinisikan sebagai komponen berada dalam
keadaan rusak (non-working state ) karena kesalahan sinyal pengontrol atau
noise, seringkali aksi perbaikan tidak diperlukan untuk mengembalikan
Gambar 2.3 Karakteristik Kegagalan komponen
Gambar diatas menunjukkan karakteristik kegagalan dari sebuah komponen.
Lingkaran pertama yang mengelilingi lingkaran yang bertuliskan component
failure menunjukkan bahwa kegagalan komponen disebabkan oleh (1) primary
failure, (2) secondary failure atau (3) command faults. Berbagai penyebab yang
mungkin dari ketiga kategori kegagalan ini ditunjukkan oleh lingkaran terluar.
2.4 Keandalan
Pemeliharaan tidak dapat dipisahkan terhadap keandalan. Jika suatu
instrument dapat dibuat betul-betul andal, maka sama sekali tidak diperlukan
pekerjaan pemeliharaan. Oleh sebab itu adalah sangat essensial bagi orang-orang
pemeliharaan mengetahui tentang keandalan dan hubungannya dengan masalah
pemeliharaan. Pengetahuan tentang mana komponen yang hampir seluruhnya
Efek-efek terhadap keandalan dan juga terhadap maintenance dari
faktor-faktor: temperatur, kelembaban dan goncangan adalah juga penting, disamping
metoda khusus seperti redundansi, dimana keandalan dapat diperbaiki pada tahap
desain.
Keandalan (reliability) didefinisikan sebagai probabilitas suatu komponen
atau sistem akan melakukan fungsi yang diinginkan sepanjang suatu periode
waktu tertentu bilamana digunakan pada kondisi-kondisi pengoperasian yang
telah ditentukan.
2.4.1 Fungsi Keandalan
Dalam mengevaluasi keandalan, variabel random yang dipakai umumnya
adalah waktu dengan :
{
T t}
P t
R( )= ≥ ... (2.1)
dimana : R(t)≥0,R(0)=1 dan lim ( )=0
∞ → R t
t
R(t) = Probabilitas waktu kegagalan dimana nilainya lebih besar atau
sama dengan t
Jika didefinisikan menjadi :
} { ) ( 1 )
(t R t P T t
F = − = < ... (2.2) dimana : F(0) = 0 dan lim ( )=1
∞ → F t
t
F(t) = Probabilitas kegagalan yang terjadi sebelum waktu t
Pada saat t = 0 komponen atau sistem berada dalam kondisi akan
beroperasi, sehingga probabilitas komponen atau sistem itu untuk mengalami
mendekati 1 (Ebeling, Charles E. Reliability and Maintanability Engineering.
1997 ; 23-24).
dt t dR dt
t dF t
f( )= ( ) =− ( ) ... (2.3)
Selanjutnya disebut sebagai probability density function dimana fungsi ini
menggambarkan bentuk dari failure distribution yang meliputi f(t)≥0 dan
1 ) (
0 =
∫
∞ f t d t , sehingga∫
= t f t dt t
F
0
) ( )
( ... (2.4)
∫
∞=
t
dt t f t
R( ) ( ) ... (2.5)
2.4.2 Laju Kegagalan
Laju kegagalan dari suatu komponen atau sistem dapat di plot pada suatu
kurva dengan variabel random waktu sebagai absis dan laju kegagalan dari
komponen atau sistem sebagai ordinat. Kurva bathub ini terdiri dari tiga buah
bagian utama, yaitu masa awal (burn-in period), masa yang berguna (useful life
period), dan masa aus (wear out period).
)
0 t1 t2 t
λ(t)
Random Failures Early Failures
Burn-in Useful life Wearout
Wearout Failures
Gambar 2.4 Kurva Bathub
1. Periode 0 sampai dengan t1, mempunyai waktu yang pendek pada permulaan
bekerjanya peralatan. Kurva menunjukkan bahwa laju kerusakan menurun
dengan bertambahnya waktu atau diistilahkan dengan Decreasing Failure
Rate (DFR). Kerusakan yang terjadi umumnya disebabkan kesalahan dalam
proses menufakturing atau desain yang kurang sempurna. Jumlah kerusakan
berkurang karena alat yang cacat telah mati kemudian diganti atau cacatnya
dideteksi atau direparasi. Jika suatu peralatan yang dioperasikan telah
melewati periode ini, berarti desain dan pembuatan peralatan tersebut di
pabriknya sudah benar. Periode ini dikenal juga dengan periode pemanasan
(burn in period). Model probabilitas yang sesuai adalah distribusi Weibull
dengan α >1
2. Periode t1 sampai t2 mempunyai laju kerusakan paling kecil dan tetap yang
disebut Constant Failure Rate (CFR). Periode ini dikenal dengan Useful Life
Period. Kerusakan yang terjadi bersifat random yang dipengaruhi oleh kondisi
lingkungan bekerjanya peralatan, sehingga periode ini merupakan periode
pemakaian peralatan yang normal dan dikarakteristikkan secara pendekatan
dengan jumlah kerusakan yang konstan tiap satuan waktu.distribusi yang
sesuai adalah distribusi Eksponensial atau Weibull dengan α =1
3. Pada periode setelah t2 menunjukkan kenaikan laju kerusakan dengan
bertambahnya waktu yang sering disebut dengan Increasing Failure Rate
(IFR). Hal ini terjadi karena proses keausan peralatan. Model distribusi yang
sesuai adalah Distribusi Weibull dengan α >1.
Probabilitas dari komponen untuk mengalami kegagalan pada interval waktu
diekspresikan dalam bentuk fungsi distribusi kumulatif sebagai F(t+∆t)−F(t)
sehingga menjadi :
) ( ) ( ) ( ) ( t R t F t t F t T t t T t
P < ≤ +∆ > = +∆ − ... (2.6)
Dengan interval waktu ∆t dan membuat ∆t→0, maka akan diperoleh laju
kegagalan dari suatu komponen dan diekspresikan dengan notasi z(t)
(Dwi Priyanta, 13-15).
) ( 1 . ) ( ) ( lim ) (
0 t R t
t F t t F t z t ∆ − ∆ + = →
∆ ... (2.7)
) ( ) ( ) ( t R t f t
z = ... (2.8)
Persamaan (2.8) disubtitusikan ke persamaan (2.3) menjadi :
dt t dR t R t
z ( )
) ( 1 )
( =− ... (2.9)
Kedua ruas 0 sampai t diintergralkan dan disubtitusikan dengan R(0) = 1
menjadi : ) ( ln ) ( 0 t R dt t z t − =
∫
... (2.10)Atau
e
t du u z
t R = −∫0
) (
)
( ... (2.11)
Untuk laju kegagalan yang konstan, z(t) = λ maka berubah menjadi :
e
tt
R( )= −λ ... (2.12)
2.4.3 Mean Time To Failure
Mean Time To Failure adalah rata-rata waktu suatu system akan
(mean time to failure = MTTF) dari suatu komponen yang memiliki fungsi
densitas kegagalan (failure density function) f(t). Secara matematis waktu rata-rata
kegagalan dapat diekspresikan sebagai :
∫
∞ =
0
) (t dt tf
MTTF ... (2.13)
Dengan mensubstitusikan persamaan (2.3) ke dalam persamaan (2.13), maka
diperoleh :
∫
∞ ′ − = 0 ) (t dt R tMTTF ... (2.14)
Integral
[
]
∞ +∫
∞− =
0
0 ( )
)
(t R t dt
tR
MTTF ... (2.15)
Jika MTTF < ∞, maka nilai dari
[
tR(t)]
0∞ =0, sehingga :∫
∞ =
0
) (t dt R
MTTF ... (2.16)
Untuk komponen yang memiliki fungsi keandalan R(t)=e−λt, maka diperoleh :
λ
λ 1
0
= =∞
∫
e− dtMTTF t ... (2.17)
2.4.4 Mean Time To Repair
Mean Time To Repair adalah waktu dimana suatu produk atau system
mulai rusak sampai selesai diperbaiki. Secara umum, waktu perbaikan atau Mean
Time To Repair diberlakukan sebagai variable random karena kejadian yang
berulang-ulang dapat mengakibatkan perbaikan yang berbeda-beda. MTTR
∫
∫
∞ ∞ − = = 0 0 )) ( 1 ( ) (.h t dt H t dt
t
MTTR ... (2.18)
Dimana :
h(t) : fungsi kepadatan peluang untuk data waktu perbaikan
H(t) : fungsi distribusi kumulatif untuk data waktu perbaikan
t : waktu
2.4.5 Distribusi Kegagalan
Distribusi kegagalan yang sering digunakan di dalam teori keandalan
adalah distribusi Lognormal, Weibull dan Eksponensial. Berikut ini adalah
penjelasan dari masing-masing distribusi terebut, yaitu : (Priyanta, 2003 dalam
kadek, 2008)
1. Distribusi Lognormal
Time to failure dari suatu komponen dikatakan memiliki distribusi
lognormal bola y = ln T, mengikuti distribusi normal dengan probability
density function :
− = 2 2 ln 2 1 exp 2 1 ) ( med t t s st t f
π dan t≥0 ... (2.19)
Mean Time To Failure dari distribusi lognormal :
= 2 exp 2 s t
MTTF med ... (2.20)
dengan variance :
[
exp( ) 1]
)
exp( 2 2
2
2 = −
s s
tmed
σ ... (2.21)
Φ − = med t t s t
R( ) 1 1ln ... (2.22)
Dimana parameter s adalah standar deviasi, tmed adalah median time to failure
dan σ adalah variance.
2. Distribusi Weibull
Jika time to failure dari suatu komponen adalah T mengikuti distribusi
Weibull dengan tiga parameterβ,ηdanγ , maka probability density function
dapat dirumuskan sebagai :
e
t t t f β η γ β η γ η β − − − − = 1 )( ... (2.23)
dengan : β = shape parameter, η = scale parameter, γ = shape parameter
Jika nilai dari γ = 0, maka akan diperoleh distribusi Weibull dengan dua
parameter yaitu β dan η dengan probability density function :
e
t t t f β η β η η β − − = 1 )( ... (2.24)
Mean Time To Failure dari distribusi Weibull adalah :
+ Γ +
= 1 1
β η γ
MTTF ... (2.25)
dengan variance sebagai :
+ Γ − + Γ = 2 2 2 1 1 1 2 β β η
σ ... (2.26)
dan fungsi keandalannya adalah :
e
t t R β η γ − − = )( ... (2.27)
∫
− −=
Γ x x y
dy e y x 0 1 )
( ... (2.28)
3. Distribusi Eksponensial
Jika time to failure dari suatu komponen adalah terdistribusi secara
eksponensial dengan parameter λ, maka probability density function dapat
dirumuskan sebagai :
t
e t
f( )=λ −λ ... (2.29)
Mean Time To Failure dari distribusi eksponensial adalah :
λ 1 ) ( 0 = =∞
∫
R t dtMTTF ... (2.30)
dengan variance :
∫
∞ − = − = 0 2 22 1 1
λ λ λ σ λ dt e
t t ... (2.31)
dan fungsi keandalannya yaitu :
t
e t
R( )= −λ ... (2.32)
2.5 Diagram Pareto
Diagram pareto diperkenalkan oleh seorang ahli yaitu Alfredo Pareto
(1848 – 1923). Diagram Pareto ini merupakan suatu gambar yang mengurutkan
klasifikasi data dari kiri ke kanan menurut urutan ranking tertinggi hingga
terendah. Penyusunan diagram pareto meliputi enam langkah :
1. Menentukan metode atau arti dari pengklasifikasian data.
2. Menentukan satuan yang digunakan untuk membuat urutan karakteristik.
3. Mengumpulkan data sesuai dengan interval waktu yang telah ditentukan.
4. Merangkum data dan membuat ranking kategori data tersebut dari yang
5. Menghitung frekuensi kumulatif atau persentase kumulatif yang digunakan.
6. Menggambar diagram batang, menunjukkan tingkat kepentingan relative
masing-masing masalah. Mengidentifikasi beberapa hal yang penting untuk
[image:35.595.118.512.191.530.2]mendapat perhatian
Gambar 2.6 Diagram Pareto
Sumber : Maintainability and Maintenance Management (Joseph D. Patton).
Tujuan dari diagram pareto adalah (Ariani, Dorothea Wahyu. Pengendalian
Kualitas Statistik. 2004 dalam kadek, 2008) :
1. Membantu menemukan permasalahan yang paling penting untuk segera
diselesaikan (ranking tertinggi) sampai dengan masalah yang tidak harus
segera diselesaikan (rangking terendah).
2. Mengidentifikasi masalah yang paling penting yang mempengaruhi usaha
perbaikan kualitas.
3. Memberikan petunjuk dalam mengalokasikan sumber daya terbatas untuk
4. Membandingkan kondisi proses, misalnya ketidaksesuaian proses sebelum dan
setelah diambil tindakan perbaikan terhadap proses.
2.6 Reliability Centered Maintenance
Reliability Centered Maintenance adalah sebuah proses yang digunakan
untuk menentukan apa yang harus dilakukan untuk memastikan bahwa semua aset
fisik terus melakukan apa yang user ingin dilakukan dalam kondisi operasinya
saat ini. Reliability Centered Maintenance berdasarkan pada paham bahwa setiap
aset digunakan untuk memenuhi fungsi atau fungsi spesifik dan perawatan itu
berarti melakukan apapun yang perlu untuk memastikan bahwa aset terus
memenuhi fungsinya untuk kepuasan user (Moubray, John. Reliability Centered
Maintenance second edition. 2005).
Tujuan dari Reliability Centered Maintenance adalah (Hutabarat, Rilly.
Reliability Centered Maintenance) :
1. Untuk mengembangkan desain yang sifat mampu dipeliharanya
(maintainability) baik.
2. Untuk memperoleh informasi yang penting untuk melakukan improvement
pada desain awal yang kurang baik.
3. Untuk mengembangkan sistem maintenance yang dapat mengembalikan
kepada reliability dan safety seperti awal mula equipment dari deteriorasi yang
terjadi setelah sekian lama dioperasikan.
4. Untuk mewujudkan semua tujuan diatas dengan biaya minimum.
Kelebihan yang dimiliki oleh Reliability Centered Maintenance ini adalah
1. Dapat membuat suatu kegiatan ataupun program maintenance menjadi lebih
efisien.
2. Meminimasi frekuensi dilakukannya overhaul.
3. Menurunkan biaya maintenance dengan mengeliminasi kegiatan maintenance
atau overhaul yang tidak perlu.
4. Pengurangan probabilitas terjadinya kegagalan pada suatu alat atau fasilitas
produksi.
5. Menambah keandalan komponen.
Pada dasarnya Reliability Centered Maintenance berusaha menjawab
7 pertanyaan utama tentang item atau peralatan yang menjadi obyek penelitian.
Ketujuh pertanyaan mendasar Reliability Centered Maintenance tersebut antara
lain (Moubray, John. Reliability Centered Maintenance second edition. 2005 ; 7) :
1. Apakah fungsi dan hubungan performansi standar dari item dalam konteks
operasional saat ini ?
2. Bagaimana item atau peralatan tersebut rusak dalam menjalankan fungsinya ?
3. Apa yang menyebabkan terjadinya kegagalan fungsi tersebut ?
4. Apakah yang terjadi pada saat terjadi kerusakan ?
5. Bagaimana masing-masing kerusakan tersebut terjadi?
6. Apakah yang dapat dilakukan untuk memprediksi dan mencegah
masing-masing kegagalan tadi ?
7. Apakah yang harus dilakukan apabila kegiatan proaktif yang sesuai tidak
berhasil ditemukan ?
Disamping metode Reliability Centered Maintenance II, terdapat juga
Reliability Centered Maintenance II memiliki keunggulan seperti yang telah
disebutkan diatas sehingga program maintenance dapat lebih efisien.
Sebelumnya dilakukan perhitungan downtime untuk mengetahui
komponen-komponen mana saja yang kondisinya kurang baik dan sangat
membutuhkan perbaikan (downtime). Berikut rumus untuk menentukan
persentase downtime pada setiap komponen :
% downtime = x100%
Tdk Tdk
∑
Dimana : Tdk = Total downtime pada tiap komponen
∑
Tdk = Jumlah keseluruhan total downtime pada tiap komponen2.6.1 Functions and Performance Standards
Tujuan functions and performance standards adalah menentukan fungsi
equipment systems agar dapat beroperasi sesuai performance standards yang
telah ditetapkan dalam kebijaksanaan perusahaan. Berpedoman pada functions
and performance standards.
Reliability Centered Mintenance mendefinisikan fungsi setiap aset disertai
performance standards yang diharapkan. Apa yang pengguna ekspektasikan
dalam melakukan pengunaan dikategorikan dalam 2 fungsi, yaitu :
1. Fungsi primer merupakan fungsi utama, seperti output, kecepatan, kapasitas,
kualitas produk atau pelanggan.
2. Fungsi standar artinya dimana diharapkan bahwa setiap aset dapat melakukan
lebih dari fungsi primer, seperti keselamatan, baik bagi lingkungan,
2.6.2 Failure Modes and Effects Analysis
Failure modes and effects analysis (FMEA) merupakan salah satu teknik
yang sistematis untuk menganalisa kegagalan. Teknik ini dikembangkan pertama
kali sekitar tahun 1950-an oleh para reliability engineers yang sedang
mempelajari masalah yang ditimbulkan oleh peralatan militer yang mengalami
malfungsi.
Failure modes and effects analysis sering menjadi langkah awal dalam
mempelajari keandalan sistem. Kegiatan Failure modes and effects analysis
melibatkan banyak hal-seperti me-review berbagai komponen dan subsistem
untuk mengidentifikasi mode, penyebab, serta dampak kegagalan yang
ditimbulkan. Untuk masing-masing komponen, berbagai mode kegagalan berikut
dampaknya pada sistem ditulis pada sebuah Failure modes and effects analysis
worksheet.
Secara umum tujuan dari penyusunan Failure modes and effects analysis
adalah sebagai berikut :
1. Membantu dalam pemilihan desain alternatif yang memiliki keandalan dan
keselamatan potensial yang tinggi selama fase desain.
2. Untuk menjamin bahwa semua bentuk mode kegagalan berikut dampak yang
ditimbulkannya.
3. Membuat list kegagalan potensial , serta mengidentifikasi seberapa besar
dampak yang ditimbulkannya.
4. Men-develop kriteria awal untuk rencana dan desain pengujian serta untuk
membuat daftar pemeriksaaan sistem.
6. Sebagai dokumentasi untuk referensi pada masa yang akan datang untuk
membantu menganalisa kegagalan yang terjadi di lapangan serta membantu
bila sewaktu-waktu terjadi perubahan desain.
7. Sebagai data input untuk studi banding.
8. Sebagai basis untuk menentukan prioritas perawatan korektif.
Kegunaan dari Failure Modes and Effects Analysisadalah sebagai berikut :
1. Ketika diperlukan tindakan preventif atau pencegahan sebelum masalah
terjadi.
2. Ketika ingin mengetahui atau mendata alat deteksi yang ada jika terjadi
kegagalan.
3. Pemakaian proses baru.
4. Perubahan atau pergantian komponen peralatan.
5. Pemindahan komponen atau proses kea rah baru
Dalam menentukan prioritas dari suatu bentuk kegagalan maka tim Failure
modes and effects analysis harus mendefinisikan terlebih dahulu tentang severity,
occurrence, detection serta hasil akhirnya yang berupa Risk Priority Number
(RPN). Berikut adalah penjelasan dari masing-masing definisi diatas, yaitu :
1. Severity
Severity adalah langkah pertama untuk menganalisa resiko yaitu
menghitung seberapa besar dampak atau intensitas kejadian mempengaruhi
output proses. Severity adalah suatu perkiraan subyektif mengenai kerumitan
suatu kegagalan dan bagaimana buruknya pengguna akhir akan merasakan
akibat dari kegagalan tersebut. Dampak tersebut dirancang mulai skala 1
Tabel 2.1 Rating Severity dalam FMEA
Rating Akibat Kriteria Verbal Akibat pada produksi
1 Tidak ada
akibat
Tidak ada akibat apa-apa (tidak ada akibat) dan tidak ada penyesuaian yang diperlukan
Proses berada dalam pengendalian tanpa perlu penyesuaian
2
Akibat sangat ringan
Mesin tetap beroperasi dan aman, hanya terjadi sedikit gangguan peralatan yang tidak berarti
Proses berada dalam pengendalian hanya membutuhkan sedikit penyesuaian
3 Akibat
ringan
Mesin tetap operasi dan aman, hanya terjadi sedikit gangguan
Proses berada diluar pengendalian beberapa penyesuaian diperlukan
4 Akibat
minor
Mesin tetap beroperasi dan aman, namun terdapat gangguan kecil
Kurang dari 30 menit downtime atau tidak ada kehilangan waktu produksi
5 Akibat
moderat
Mesin tetap beroperasi dan aman, namun telah
menimbulkan beberapa kegagalan produk
30 – 60 menit downtime
6 Akibat
signifikan
Mesin tetap beroperasi dan aman, tetapi menimbulkan kegagalan produk
1 – 2 jam downtime
7 Akibat
major
Mesin tetap beroperasi dan aman, tetapi tidak dapat dijalankan
2 – 4 jam downtime
8 Akibat
ekstrim
Mesin tidak dapat beroperasi, telah kehilangan fungsi utama mesin
4 – 8 jam downtime
9 Akibat
serius
Mesin gagal beroperasi, serta tidak sesuai dengan peraturan keselamatan kerja
> 8 jam downtime
10 Akibat
berbahaya
Mesin tidak layak beroperasi, karena dapat menimbulkan kecelakaan secara tiba-tiba, bertentangan dengan peraturan keselamatan kerja
> 8 jam downtime
Sumber : Reliability Centered Maintenance second edition (John Moubray, 2005)
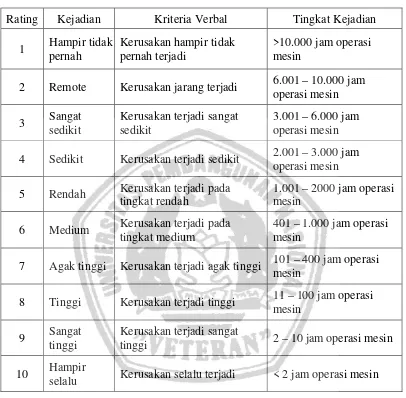
2. Occurrence
Occurrence adalah kemungkinan bahwa penyebab tersebut akan terjadi
failure rates). Dengan memperkirakan kemungkinan occurrence pada skala 1
[image:42.595.107.513.160.558.2]sampai 10.
Tabel 2.2 Rating Occurrence dalam FMEA
Rating Kejadian Kriteria Verbal Tingkat Kejadian
1 Hampir tidak
pernah
Kerusakan hampir tidak pernah terjadi
>10.000 jam operasi mesin
2 Remote Kerusakan jarang terjadi 6.001 – 10.000 jam
operasi mesin
3 Sangat
sedikit
Kerusakan terjadi sangat sedikit
3.001 – 6.000 jam operasi mesin
4 Sedikit Kerusakan terjadi sedikit 2.001 – 3.000 jam
operasi mesin
5 Rendah Kerusakan terjadi pada
tingkat rendah
1.001 – 2000 jam operasi mesin
6 Medium Kerusakan terjadi pada
tingkat medium
401 – 1.000 jam operasi mesin
7 Agak tinggi Kerusakan terjadi agak tinggi 101 – 400 jam operasi
mesin
8 Tinggi Kerusakan terjadi tinggi 11 – 100 jam operasi
mesin
9 Sangat
tinggi
Kerusakan terjadi sangat
tinggi 2 – 10 jam operasi mesin
10 Hampir
selalu Kerusakan selalu terjadi < 2 jam operasi mesin
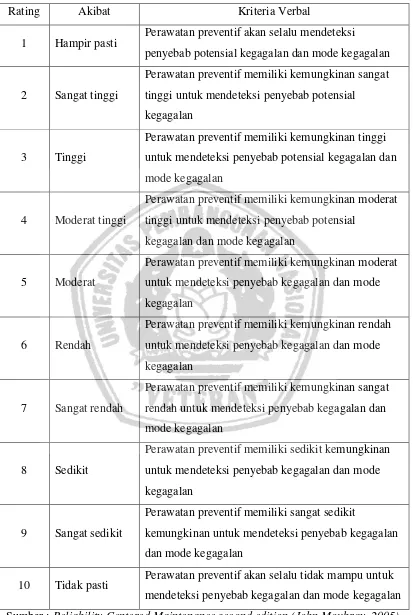
3. Detection
Detection adalah pengukuran terhadap kemampuan mengendalikan atau
mengontrol kegagalan yang dapat terjadi. Berdasarkan pada rating detection,
jika detection menunjukkan “tidak pasti” maka dapat dikatakan sistem kontrol
yang berfungsi tidak dapat mendeteksi kegagalan yang muncul dan termasuk
ke dalam rating 10 dan seterusnya seperti yang telah dijelaskan pada table
Tabel 2.3 Rating Detection dalam FMEA
Rating Akibat Kriteria Verbal
1 Hampir pasti Perawatan preventif akan selalu mendeteksi
penyebab potensial kegagalan dan mode kegagalan
2 Sangat tinggi
Perawatan preventif memiliki kemungkinan sangat
tinggi untuk mendeteksi penyebab potensial
kegagalan
3 Tinggi
Perawatan preventif memiliki kemungkinan tinggi
untuk mendeteksi penyebab potensial kegagalan dan
mode kegagalan
4 Moderat tinggi
Perawatan preventif memiliki kemungkinan moderat
tinggi untuk mendeteksi penyebab potensial
kegagalan dan mode kegagalan
5 Moderat
Perawatan preventif memiliki kemungkinan moderat
untuk mendeteksi penyebab kegagalan dan mode
kegagalan
6 Rendah
Perawatan preventif memiliki kemungkinan rendah
untuk mendeteksi penyebab kegagalan dan mode
kegagalan
7 Sangat rendah
Perawatan preventif memiliki kemungkinan sangat
rendah untuk mendeteksi penyebab kegagalan dan
mode kegagalan
8 Sedikit
Perawatan preventif memiliki sedikit kemungkinan
untuk mendeteksi penyebab kegagalan dan mode
kegagalan
9 Sangat sedikit
Perawatan preventif memiliki sangat sedikit
kemungkinan untuk mendeteksi penyebab kegagalan
dan mode kegagalan
10 Tidak pasti Perawatan preventif akan selalu tidak mampu untuk
mendeteksi penyebab kegagalan dan mode kegagalan
4. Risk Priority Number
Risk Priority Number (RPN) merupakan produk matematis dari
keseriusan effects (severity), kemungkinan terjadinya cause akan
menimbulkan kegagalan yang berhubungan dengan effects (occurrence) dan
kemampuan untuk mendeteksi kegagalan sebelum terjadi (detection). Risk
Priority Number dapat ditunjukkan dengan persamaan sebagai berikut :
RPN = S x O x D ... (2.33)
Langkah-langkah dalam penyusunan Failure Mode and Effects Analysis adalah
sebagai berikut :
1. Menentukan nama mesin dan komponen yang menjadi obyek Failure Mode
and Effects Analysis
2. Mendeskripsikan fungsi dari komponen yang dianalisa.
3. Mengidentifikasi Function failure atau kegagalan fungsi.
4. Mengidentifikasi Failure Mode atau penyebab kegagalan yang terjadi .
5. Mengidentifikasi Failure effect atau dampak yang ditimbulkan dari kegagalan
system.
6. Menentukan Severity atau penilaian keseriusan efek dari bentuk kegagalan.
7. Menentukan Occurrence yaitu sesering apa penyebab kegagalan spesifik dari
suatu proyek tersebut terjadi.
8. Menentukan Detection atau penilaian dari kemungkinan suatu alat dapat
mendeteksi penyebab terjadinya bentuk kegagalan.
9. Menghitung RPN (Risk Priority Number) yaitu angka prioritas resiko yang
didapatkan dari perkalian severity, occurrence dan detection dengan rumus
2.6.3 Failure Consequences
Konsekuensi kegagalan diklasifikasikan dalam 4 bagian yaitu (Moubray,
John. Reliability Centered Maintenance second edition. 2005) :
1. Hidden Failure Consequences
Dimana kegagalan tersebut tidak dapat dibuktikan secara langsung sesaat
setelah kegagalan berlangsung.
2. Safety and Environmental Consequences
Safety Consequences terjadi apabila sebuah kegagalan fungsi suatu item
mempunyai konsekuensi terhadap keselamatan pekerja lainnya.
Environmental Consequences terjadi apabila kegagalan fungsi suatu item
berdampak pada kelestarian lingkungan.
3. Operational Consequences
Suatu kegagalan dikatakan mempunyai konsekuensi operasional ketika
berakibat pada produksi atau operasional.
4. Non Operational Consequences
Kegagalan tidak termasuk dalam konsekuensi keselamatan atau produksi
tetapi hanya melibatkan biaya perbaikan komponen.
2.6.4 Proactive Task
Tindakan ini dilakukan sebelum terjadi kegagalan, untuk menghindarkan
item dari kondisi yang menyebabkan kegagalan (failed state). Kegagalan ini bisa
dikenal dengan predictive dan preventive maintenance. Dalam Reliability
Centered Maintenance predictive maintenance dimasukkan dalam aktifitas
dalam scheduled restoration task ataupun scheduled discard task. (Moubray,
John. Reliability Centered Maintenance second edition. 2005) :
1. Scheduled restoration task dan scheduled discard tasks
Scheduled restoration task adalah tindakan pemulihan kemampuan item pada
saat atau sebelum batas umur yang ditetapkan, tanpa memperhatikan kondisi
saat itu. Sedangkan scheduled discard task adalah tindakan mengganti item
padasaat atau batas umur yang ditetapkan, tanpa memperhatikan kondisi item
saat itu.
2. On-condition task
Kegiatan pemeriksaan terhadap potensial failure sehingga tindakan dapat
diambil untuk mencegah terjadinya functional failure.
2.6.5 Default Action
Tindakan ini dilakukan ketika predictive task yang efektif tidak mungkin
dapat dilakukan untuk menyelesaikan permasalahan. Default Action (Nordstrom,
Jakob. Reliability Centered Maintenance-based maintenance plans for different
operational conditions. 2007 : 26) meliputi :
1. Failure finding
Failure finding meliputi tindakan pemeriksaan, apakah suatu komponen masih
dapat bekerja sesuai dengan fungsinya.
2. RedesignMembuat suatu perubahan untuk membangun kembali kemampuan
suatu sistem. Hal ini mencakup modifikasi terhadap perangkat keras dan juga
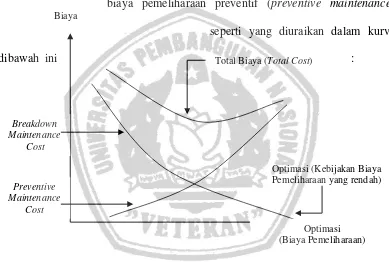
Biaya
Optimasi (Biaya Pemeliharaan) Total Biaya (Total Cost)
Optimasi (Kebijakan Biaya Pemeliharaan yang rendah) Breakdown
Maintenance Cost
Preventive Maintenance
Cost
3. No Scheduled Maintenance
No scheduled maintenance sering digunakan untuk kegagalan yang evident
(nyata) dan tidak mempengaruhi safety atau environment.
2.7 Biaya Pemeliharaan
Secara teoritis, total biaya pemeliharaan dapat digambarkan bahwa biaya
pemeliharaan korektif (breakdown maintenance) akan berbanding terbalik dengan
biaya pemeliharaan preventif (preventive maintenance)
seperti yang diuraikan dalam kurva
[image:47.595.115.504.282.544.2]dibawah ini :
Gambar 2.7 Kurva Total Cost of Maintenance
Sumber : Manajemen Operasional (Dr. Manahan P. Tampubolon, MM)
Adapun biaya yang terdapat dalam kegiatan pemeliharaan antara lain
biaya-biaya pengecekan, penyetelan (set-up), biaya service, biaya penyesuaian
(adjustment) dan biaya perbaikan (reparasi). Perbandingan biaya-biaya tersebut
1. Apakah sebaiknya dilakukan preventive maintenance atau corrective
maintenance, dimana biaya-biaya yang perlu diperhatikan adalah :
a. Jumlah biaya perbaikan yang perlu akibat kerusakan yang terjadi karena
adanya preventive maintenance, dengan jumlah biaya pemeliharaan dan
perbaikan akibat kerusakan yang terjadi, walaupun sudah diadakan
preventive maintenance dalam jangka waktu tertentu.
b. Jumlah biaya pemeliharaan dan perbaikan yang akan dilakukan terhadap
suatu peralatan disertai dengan harganya.
c. Jumlah biaya pemeliharaan dan perbaikan yang dibutuhkan oleh peralatan
dengan jumlah kerugian yang dihadapi bila peralatan rusak dalam operasi
konversi.
2. Apakah sebaiknya peralatan yang rusak diperbaiki di dalam perusahaan atau
di luar perusahaan, dengan memperbandingkan jumlah biaya yang akan
dikeluarkan.
3. Apakah sebaiknya peralatan yang rusak diperbaiki atau diganti. Dalam hal ini
biaya-biaya yang perlu diperbandingkan antara lain :
a. Jumlah biaya perbaikan dengan harga pasar atau nilai dari peralatan
tersebut.
b. Jumlah biaya perbaikan dengan harga peralatan yang sama di pasar.
Berdasarkan pada keterangan diatas maka dapat disimpulkan bahwa secara
ekonomis belum tentu selamanya preventive maintenance yang terbaik dan perlu
diadakan untuk setiap mesin atau peralatan. Hal ini karena dalam menentukan
corrective maintenance saja, harus dilihat faktor-faktor dan jumlah biaya yang
[image:49.595.109.538.162.545.2]akan terjadi.
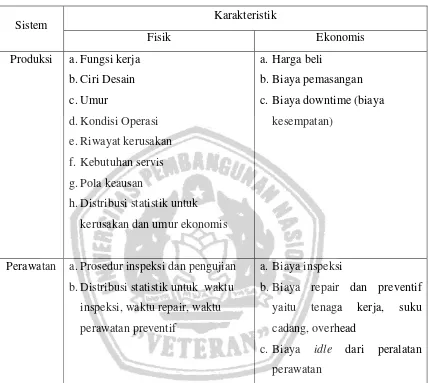
Tabel 2.4 Informasi dalam Sistem Produksi dan Sistem Perawatan
Sistem Karakteristik
Fisik Ekonomis
Produksi a.Fungsi kerja
b.Ciri Desain
c.Umur
d.Kondisi Operasi
e.Riwayat kerusakan
f. Kebutuhan servis
g.Pola keausan
h.Distribusi statistik untuk
kerusakan dan umur ekonomis
a. Harga beli
b.Biaya pemasangan
c. Biaya downtime (biaya
kesempatan)
Perawatan a. Prosedur inspeksi dan pengujian
b.Distribusi statistik untuk waktu
inspeksi, waktu repair, waktu
perawatan preventif
a. Biaya inspeksi
b.Biaya repair dan preventif
yaitu tenaga kerja, suku
cadang, overhead
c. Biaya idle dari peralatan
perawatan
Beberapa proses produksi mungkin menggunakan komponen atau fasilitas
dengan biaya pengadaan (investasi) yang rendah namun dalam jumlah yang besar.
Komponen atau fasilitas ini memerlukan pertimbangan khusus sehubungan
dengan kebijaksanaan perawatannya, sehingga perlu dipertimbangkan. Untuk
penggantian pencegahan ini dilakukan berdasarkan umur pakai dari komponen
menentukan umur optimal dimana penggantian pencegahan harus dilakukan
sehingga dapat meminimasi total downtime. Penggantian pencegahan dilakukan
dengan menetapkan kembali interval waktu penggantian pencegahan berikutnya
sesuai dengan interval yang telah ditentukan jika terjadi kerusakan yang menuntut
dilakukannya tindakan penggantian.
Asumsi yang digunakan pada model Age Replacement ini adalah :
1. Laju kerusakan komponen bertambah sesuai dengan peningkatan pemakaian
yang terjadi pada mesin tersebut.
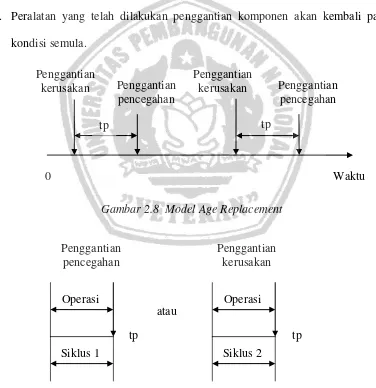
2. Peralatan yang telah dilakukan penggantian komponen akan kembali pada
[image:50.595.120.496.297.685.2]kondisi semula.
Gambar 2.8 Model Age Replacement
Gambar 2.9 Siklus dalam model Age Replacement
Sumber : Maintenance, Replacement and Relibility (AKS Jardine) Waktu 0
Penggantian
kerusakan Penggantian
pencegahan
Penggantian pencegahan
tp tp
Penggantian kerusakan
Operasi Operasi
Siklus 2 Siklus 1
Penggantian pencegahan
Penggantian kerusakan
atau
Berdasarkan pada Gambar diatas maka terdapat dua macam siklus penggantian
pada model Age Replacement sebagai berikut :
1. Siklus 1, siklus pencegahan yang diakhiri dengan kegiatan penggantian
pencegahan, Ditentukan melaui komponen yang telah mecapai umur
penggantian (tp) sesuai dengan yang telah direncanakan.
2. Siklus 2, siklus kerusakan yang diakhiri dengan kegiatan penggantian
kerusakan. Ditentukan melalui komponen yang telah mengalami kerusakan
sebelum mencapai waktu penggantian yang telah ditetapkan sebelumnya.
Preventive cost merupakan biaya yang timbul karena adanya perawatan
mesin yang memang sudah dijadwalkan. Rumus yang digunakan untuk
menghitung preventive cost atau biaya karena perawatan adalah :
(
)
[
Biayaoperator +Biayamekanik ×]
+Hargakomponen= MTTR
CM ... (2.34)
Sedangkan Failure cost meruapakan biaya yang timbul karena terjadi
kerusakan diluar perkiraan yang menyebabkan mesin produksi berhenti pada saat
produksi sedang berjalan. Rumus yang digunakan adalah :
(
)
[
]
komponen Harga downtime Biaya mekanik Biaya operator Biaya + × + + = MTTR CF ... (2.35)Adapun formulasi perhitungan model Age Replacement, yaitu :
∫
∞ − + − + = tp dt t tf tp tpR tp R CF tp CMR tp C ) ( ) ( )] ( 1 [ ) ( )( ... (2.36)
Dimana :
C(tp) = Total biaya pencegahan persatuan waktu
CM = Biaya pencegahan
CF = Biaya kerusakan
1-R(tp) = Probabilitas kerusakan
tp = Waktu pencegahan
tf = Waktu kerusakan
Jika CF dan CM nilainya kira-kira hampir sama, maka pelaksanaan perawatan
akan menjadi tidak ekonomis. Untungnya, dalam banyak hal CM << CF, dan
pelaksanaan perawatan dapat ditentukan bagi komponen dengan fungsi laju
kegagalan yang semakin meningkat. Untuk total biaya perawatan merupakan
penjumlahan kumulatif biaya kegagalan dan biaya perawatan maka dapat dihitung
M M F
F f C f
C
TC = +
+ =
∫
T M C d t t T M C M T M F 1 ) ( 1 0 λ +∫
TM MF t dt C
C
TM 0 ( )
1
λ ... (2.37)
Untuk data berdistribusi Weibull, maka biaya total perjamnya adalah :
M M F T C TM C
TC = β β−1+
η ... (2.38)
Harga total perunit waktu untuk perbaikan dan perawatan adalah :
K = CM . NM + CF.NF ... (2.39)
Untuk mendapatkan harga yang optimum dari TM atau interval perawatan,
definisikan Ko = K/CF sebagai fungsi dari interval perawatan dan dapatkan harga
interval perawatan yang meminimumkan Ko.
<