BAB IV
Pembuatan dan Kalibrasi Alat Ukur Prestasi Turbojet
Pembuatan alat ukur dilakukan di laboratorium Teknik Penerbangan ITB. Proses pemesinan dilakukan menggunakan mesin bubut, mesin Frais, gerinda tangan dan bor.
Setelah pembuatan, dilakukan juga kalibrasi untuk melihat apakah alat ukur yang telah dibuat dapat digunakan pada pengujian turbojet. Kalibrasi alat ukur ini dilakukan di terowongan angin laboratorium Teknik Penerbangan ITB.
4.1 Pembuatan dan pengujian Load Fixture element
Proses pembuatan diawali dengan pembelian material Al 2024 T3 yang akan digunakan sebagai load fixture element. Setelah itu, alumunium dibentuk menggunakan mesin Frais lalu permukaan tempat peletakkan strain gauge dihaluskan menggunakan gerinda tangan.
Pemasangan strain gauge dilakukan setelah load fixture element selesai dibuat.
Pada proses pemasangan strain gauge pada load fixture element, kualitas perekatan harus benar – benar diperhatikan. Ini akan menjamin regangan yang terjadi pada load fixture element karena adanya gaya tarik dan tekan akan sama dengan regangan yang terjadi
pada strain gauge. Regangan tersebut menyebabkan perubahan panjang dan diameter dari kawat strain gauge yang berarti pula perubahan hambatan listrik strain gauge.
Bahan yang dipakai dalam proses pemasangan strain gauge adalah sebagai berikut:
1. Cairan trichlorethan 2. Cairan alkohol 3. Selotip
4. Kapas
5. Kertas ampelas halus
Langkah-langkah proses pemasangan strain gauge :
1. Pemeriksaan strain gauge apakah masih dalam kondisi baik atau rusak dengan mengukur hambatan listriknya.
2. Menghaluskan permukaan load fixture element yang akan direkati strain gauge dengan menggunakan ampelas dan gerinda tangan. Penghalusan ini bertujuan untuk menghilangkan karat dan mengurangi kekasaran permukaan yang disebabkan oleh proses produksi yang kurang sempurna atau korosi. Semakin halus dan semakin rata permukaan akan semakin baik sehingga hasil pengukuran yang didapatkan akan semakin baik.
3. Pembersihan permukaan load fixture element mengunakan cairan trichlorethan dan cairan alkohol. Proses ini bertujuan membersihkan geram besi hasil pengampelasan dan penggerindaan.
4. Menandai permukaan load fixture element dengan spidol pada posisi dimana strain gauge ditempelkan.
5. Menempelkan permukaan atas strain gauge pada selotip untuk mempermudah pemasangan.
6. Mengoleskan perekat cyanoacrilate pada permukaan bawah strain gauge.
7. Menempelkan permukaan bawah strain gauge pada load fixture element yang juga telah diolesi perekat cyanoacrilate. Tekan strain gauge dengan menggunakan plastik yang tahan perekat selama kurang lebih 3 menit.
8. Diamkan selama kurang lebih satu hari untuk mendapatkan kualitas perekatan yang sempurna antara strain gauge dengan load fixture element.
Load fixture element yang telah dipasangi strain gauge dapar dilihat pada gambar 4.1
Gambar 4. 1 Load fixture element yang telah dibuat
4.1.1 Kalibrasi load fixture element
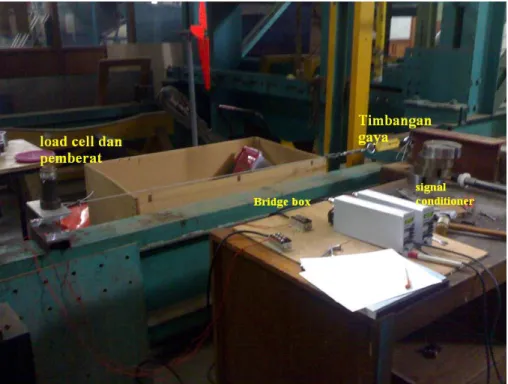
Setelah load fixture element dipasangi strain gauge, serta signal conditioner telah terinstalasi pada load fixture element, dilakukan pengujian terhadap load fixture element tersebut. Load fixture element serta signal conditioner yang telah diinstalasi dapat dilihat pada gambar 4.2
Gambar 4. 2 Load fixture element serta signal conditioner yang telah diinstalasi
Pengujian dilakukan dengan cara menarik load fixture element menggunakan gaya yang telah diketahui. Untuk setiap gaya yang diberikan, voltase keluaran pada signal conditioner dicatat.
Alat-alat yang digunakan:
1. Timbangan untuk menimbang anak timbangan yang digunakan sebagai pemberat.
Anak timbangan ini mensimulasikan berat dari turbojet yang akan diuji,
2. Timbangan pegas berskala 30 kg. Timbangan ini akan mensimulasikan gaya yang diterima oleh load fixture element,
3. Anak timbangan pemberat yang diletakkan diatas load fixture element sebagai simulasi berat turbojet (gambar 4.3)
Gambar 4. 3 Anak timbangan yang diletakkan diatas load fixture element
Proses kalibrasi dilakukan dengan menarik load fixture element dengan timbangan pegas (gambar 4.4). Kenaikan gaya yang digunakan adalah setiap 5 kg sedangkan gaya maksimum yang diaplikasikan mencapai 25 Kg. Hasil gaya terhadap voltase keluaran dicatat dan diplot dalam grafik kalibrasi load cell. Pengambilan data dilakukan sebanyak 12 kali, sehingga didapatkan data dengan rata – rata ketidakpastian yang rendah. Beberapa asumsi yang diambil untuk kalibrasi ini:
1. Titik tangkap gaya berat dan gaya dorong mesin turbojet berada di tengah sistem load cell.
Gambar 4. 4 Proses pengujian dan kalibrasi load fixture element
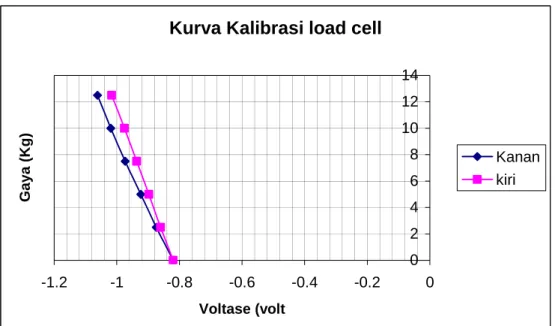
Dari hasil kalibrasi, didapatkan data – data sebagai berikut:
Tabel 4. 1 Hasil kalibrasi load cell
Gaya (Kg) Load cell Kanan (Volt) Load Cell Kiri (Volt) 0 -0.820 -0.820 5 -0.874 -0.860 10 -0.923 -0.897 15 -0.973 -0.937 20 -1.019 -0.976 25 -1.062 -1.016
Kurva Kalibrasi load cell
0 2 4 6 8 10 12 14
-1.2 -1 -0.8 -0.6 -0.4 -0.2 0 Voltase (volt
Gaya (Kg)
Kanan kiri
Gambar 4. 5 Kurva hasil pengujian load fixture element
Dari gambar 4.5 didapatkan hasil bahwa kurva kalibrasi menunjukkan kecenderungan linear. Kurva kalibrasi ini digunakan untuk menentukan gaya dorong mesin melalui hasil voltase keluaran masing – masing load cell. Jumlah dari gaya yang diukur oleh masing-masing load cell adalah gaya dorong total dari mesin.
4.2 Pembuatan dan pengujian pipa masuk kompresor
Pipa masuk kompresor ini dibuat menggunakan pipa paralon berdiameter 109 mm. Pipa ini dipegang oleh struktur penopang agar sejajar dengan inlet kompresor.
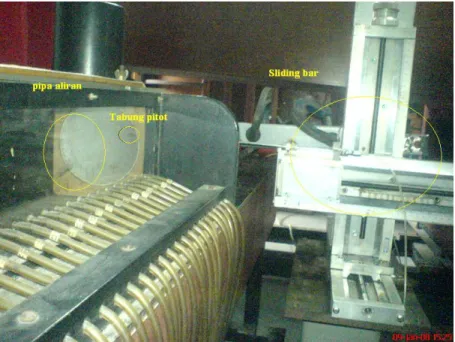
Tabung pitot diletakkan dalam pipa serta ditopang oleh struktur penopang tersendiri sehingga dapat diatur melalui putaran pengatur yang terletak di struktur penopang pipa pitot.
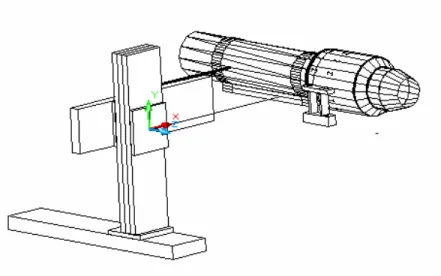
Gambar 4. 6 Instalasi pipa masuk kompresor dan turbojet yang diuji
Pembuatan pipa serta struktur penopangnya dilakukan di laboratorium Teknik Penerbangan ITB, dengan menggunakan alat las dan gerinda tangan. Setelah selesai dibuat, pipa tersebut diuji dan dikalibrasi dengan menggunakan terowongan angin serta alat akuisisi data yang telah ada. Skema pemasangan pipa ditunjukkan pada gambar 4.6
4.2.1 Kalibrasi pipa masuk kompresor
Kalibrasi dilakukan dengan menggunakan alat akuisisi data yang telah dijelaskan pada bab sebelumnya. Tekanan yang diindera oleh tabung pitot diukur menggunakan differential pressure indicator (DPI). DPI merupakan instrumen untuk membaca tekanan keluaran pipa pitot.
Gambar 4. 7 Pipa masuk kompressor yang telah dipasang pada terowongan angin untuk dikalibrasi
Kalibrasi dilakukan dengan cara mengalirkan udara ke dalam pipa seperti terlihat pada gambar 4.7. Tekanan yang diindera oleh pipa pitot akan dibaca oleh DPI. Pressure transducer serta ADC converter yang telah terhubung dengan komputer akan
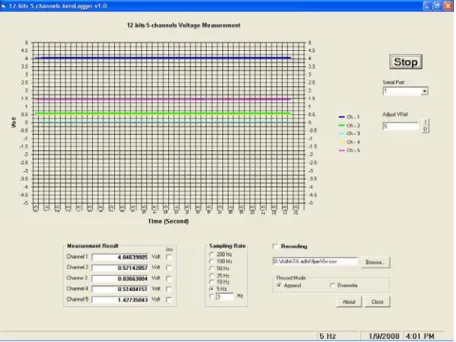
memberikan keluaran voltase dari pressure transducer tersebut. Perangkat lunak digunakan untuk membaca voltase hasil pengukuran pressure transducer (gambar 4.9).
Sistem akuisisi data untuk kalibrasi pipa masuk kompressor disajikan pada gambar 4.8
Gambar 4. 9 Tampilan perangkat lunak pembaca ADC converter
Kalibrasi dilakukan untuk setiap kenaikan 100 Pa dengan tekanan dinamik maksimum adalah 1100 Pa. Setiap pengambilan data dilakukan dalam rentang waktu 60 detik, dan diambil rata-rata dari hasil pengukuran tersebut. Tekanan masukan dalam kalibrasi sesuai dengan tekanan yang akan terbaca dalam pengujian turbojet nantinya sesuai dengan debit aliran masuk kompresor turbojet tersebut. Kurva kalibrasi ini akan digunakan untuk menentukan kecepatan di titik peletakan pitot terhadap hasil voltase keluaran pressure transducer.
Hasil kalibrasi pipa masuk kompresor adalah sebagai berikut:
Tabel 4. 2 Hasil kalibrasi pressure transducer
Tekanan dinamik (Pa) Voltase (Volt)
101 1.425651 201.4 2.345865 303.1 2.9317 399.4 3.330217 500.8 3.663869 601 3.935267 700.5 4.170822
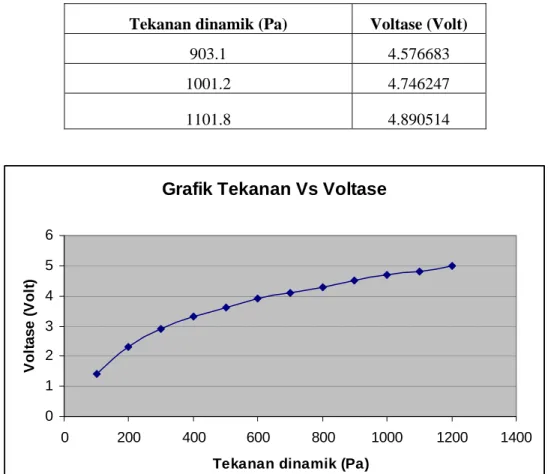
Tabel 4. 3 Hasil kalibrasi pressure transducer (lanjutan)
Tekanan dinamik (Pa) Voltase (Volt)
903.1 4.576683 1001.2 4.746247 1101.8 4.890514
Grafik Tekanan Vs Voltase
0 1 2 3 4 5 6
0 200 400 600 800 1000 1200 1400
Tekanan dinamik (Pa)
Voltase (Volt)
Gambar 4. 10 Grafik tekanan terhadap voltase pipa masuk kompresor