40
Universitas Kristen Petra
5. IMPLEMENTASI, USULAN PERBAIKAN DAN EVALUASI HASIL IMPLEMENTASI USULAN PERBAIKAN
5.1. Implementasi Usulan Perbaikan pada Mesin STY 2
STY 2 merupakan salah satu mesin yang mengerjakan order kontinu.
Implementasi usulan perbaikan hanya dilakukan pada 2 penyebab downtime tertinggi pada prinsip 80:20 dari hasil pareto chart. Penyebab downtime yang akan dilakukan implemetasi usulan perbaikan adalah ganti roll dan packing. Bahan baku yang habis, membetulkan mesin, operator mengerjakan mesin lain tidak dapat dilakukan implementasi usulan perbaikan dikarenakan downtime tidak selalu terjadi pada setiap hari dan sulit diprediksi. Menyambung roll dan membetulkan plastik yang ada di roll mesin tidak dapat dilakukan implememtasi usulan perbaikan dikarenakan penyebab ini disebabkan oleh material yang diproses pada departemen extruder. Selama pengamatan dan implementasi mesin STY 2 mengerjakan order yang memiliki spesifikasi sebagai berikut:
1. Kode order Inopack
2. Ukuran order 02 x 14 x 2400 m 3. Panjang las 72 cm
4. Jenis BD 17
5. Jalur yang digunakan adalah 2 x 3 6. Bahan baku yang digunakan jenis bobin
5.1.1. Implemetasi Usulan Perbaikan Ganti Roll pada Mesin STY 2
Perbaikan pada ganti roll yang terlalu lama adalah dengan mengeliminasi gerakan-gerakan yang dapat dihilangkan dan menghindari gerakan-gerakan yang dapat membahayakan operator sesuai dengan prinsip Keselamatan dan Kesehatan Kerja. Urutan-urutan ganti roll adalah:
1. Memotong tali pengikat pada zak.
2. Mengeluarkan bahan baku plastik yang ada di zak.
3. Menurunkan bobin yang ada di stik dari rak roll.
4. Memasukkan stik ke bagian tengah bahan baku.
41
Universitas Kristen Petra
5. Mengangkat stik beserta roll plastik ke rak roll.
6. Memasukkan plastik ke dalam roll mesin.
Berdasakan prinsip ekonomi gerakan, gerakan yang harus dieliminasi adalah memasukkan plastik ke dalam roll mesin. Gerakan ini berbahaya karena operator harus naik dan berdiri pada bagian mesin dan memasukkan plastik ke dalam roll mesin yang rawan mengakibatkan tangan operator terjepit. Gerakan ini sangat rawan dikarenakan dalam satu shiftnya dilakukan berulang-ulang. Gerakan ini dilakukan tidak hanya ketika mengganti roll melainkan ketika menyambung roll putus. Berikut adalah gambar dimana operator harus naik pada bagian mesin untuk memasukkan plastik ke dalam roll yang ada di mesin:
Gambar 5.1. Gerakan Ganti Roll yang Dihilangkan
Gerakan di atas merupakan gerakan yang tidak perlu dilakukan dalam penggantian roll. Selain itu, tingginya pergantian roll dan penyambungan plastik memperbesar kemungkinan operator mengalami cedera. Data-data pemakaian roll dan menyambung roll dalam satu shift selama pengamatan dapat dilihat pada Lampiran 22. Mesin STY 2 dengan order Inopack ini berjalan dengan 6 jalur.
Semakin banyak jalur yang digunakan tentu saja frekuensi penggantian roll akan meningkat. Bahan baku yang dijalankan tidak dapat habis secara bersamaan, hal inilah yang membuat operator membutuhkan waktu yang lama ketika mengganti roll. Operator harus melakukan pergantian satu demi satu. Operator membutuhkan
waktu yang lebih lama ketika harus mengganti roll bagian tengah, dikarenakan operator harus menurunkan roll yang ada di samping terlebih dahulu. Berikut adalah usulan-usulan perbaikan untuk meminimalisasi downtime ganti roll:
1. Pengaturan ulang tinggi tempat stik pada rak roll
42
Universitas Kristen Petra
Desain awal rak roll yang dimiliki mesin ini merupakan bawaan dari mesin, Desain ini memiliki 4 tempat stik yaitu 2 bagian atas dan 2 lagi bagian bawah. Selama ini rak roll hanya menggunakan tempat stik bagian bawah saja. Desain ini tidak dapat digunakan secara maksimal dikarenakan letak tempat stik bagian atas terlampau tinggi untuk ukuran operator wanita. Tingginya tempat stik ini membuat operator kesulitan untuk mengangkat bahan baku. Tempat stik bagian atas berjarak 106 cm dari lantai sedangkan tempat stik bagian bawah berjarak 46 cm dari lantai Berat satu roll Inopack saat ini adalah 11,4 kg, berarti beban yang harus diangkat operator jika satu stik berisi 3 roll plastik adalah 34,2 kg ditambah berat stik dan bobin. Usulan yang diberikan adalah dengan menurunkan tinggi dari tempat peletakan stik. Perubahan ukuran dari 10 menjadi 85 cm dan dari 46 menjadi 35 cm. Modifikasi ini dimaksudkan agar penggunaan rak ini dapat digunakan secara optimal, yaitu bagian atas dari rak ini dapat digunakan. Penggunaan bagian atas dan bagian bawah rak roll akan meminimalisasi downtime ganti roll. Gambaran cara kerja rak cadangan dapat digambarkan sebagai berikut:
43
Universitas Kristen Petra
1 2 3
4 5
6 A
B C
Roll bawah
Roll atas
D
Gambar 5.2. Rak Roll Sebelum Dimodifikasi dan Sesudah Dimodifikasi
Tata cara penggantian roll dengan menggunakan rak yang sudah dimodifikasi adalah sebagai berikut:
a) Pada desain sebelum dimodifikasi plastik pada stik A masuk pada pengelasan mesin bagian bawah, sedangkan plastik pada stik B masuk pada pengelasan mesin bagian atas. Pada desain baru stik C masuk pada pengelasan mesin bagian atas, sedangkan stik A masuk pada pengelasan mesin bagian bawah. Plastik yang ada di stik B merupakan cadangan dari stik A, sedangkan plastik yang ada pada stik D merupakan cadangan dariplastik yang ada di stik C.
b) Roll nomor 4 merupakan cadangan dari roll nomor 1, Roll nomor 5 merupakan cadangan dari roll nomor 2, roll nomor 6 merupakan cadangan dari roll nomor 3, dan begitu juga sebaliknya. Adanya roll cadangan ini akan meminimalisasi terjadinya downtime yang lebih lama diakibatkan roll tengah habis seperti pada gambar di bawah ini:
44
Universitas Kristen Petra
Gambar 5.3. Roll Plastik yang Ada Di Tengah Stik Habis
c) Ketika roll pada stik A sudah habis semua maka saat itulah operator harus mengisi stik depan dengan 3 roll baru. Cara ini lebih efisien dikarenakan urutan kegiatan ganti roll nomor 1-5 dapat dilaksanakan langsung pada 3 roll plastik dan kegiatan ganti roll nomor 6 dapat dihilangkan. Kegiatan memasukkan plastik ke dalam roll mesin ini dapat dihilangkan dengan syarat roll plastik yang
akan diganti tidak boleh sampai benar-benar habis tanpa sisa.
d) Operator tidak harus mematikan mesin ketika roll plastik lama akan disambung dengan roll plastk yang baru penyambungan. Selama ini operator tidak dapat memperhatikan kapan roll plastik akan habis dikarenakan operator sedang melakukan kegiatan packing dan mengontrol kualitas pemotongan dan pengelasan. Hal ini yang menyebabkan penyambungan roll tidak dapat dilaksanakan, karena operator tidak sempat memperhatikan kapan roll akan habis. Oleh karena itu, implementasi usulan perbaikan kedua perlu untuk dilakukan.
2. Pemberian tanda roll akan habis
Tanda ini digunakan agar operator pada departemen pemotongan dan pengelasan mengetahui ketika roll akan habis. Tanda ini diberikan ketika plastik berada di departemen extruder, yaitu ketika plastik menunjukkan panjang kurang lebih 5 meter. Tanda sementara yang diberikan adalah lakban kecil. Adanya tanda ini operator mengetahui ketika plastik akan habis walaupun sedang sibuk melakukan packing dan pengontrolan produk.
45
Universitas Kristen Petra
Hal ini dikarenakan tanda ini akan muncul pada meja mesin. Tanda ini berfungsi sebagai penanda roll plastik akan habis dan operator harus segera melakukan penyambungan roll plastik yang baru, Berikut adalah gambar tanda plastik akan habis:
Gambar 5.4. Tanda Plastik akan Habis
5.1.2. Implementasi Usulan Perbaikan Packing yang Terlalu Lama pada Mesin STY 2
Panjang las atau potongan yang dimiliki oleh order Inopack adalah 72 cm, dengan panjang potongan seperti ini operator harus memiliki keterampilan dalam melakukan packing. Apalagi order ini dijalankan sebanyak 6 jalur, sehingga operator dituntut untuk dapat menjalankan mesin dan packing secara bersamaan.
Kecepatan potong yang digunakan selama ini adalah 36 ketukan per menit, dengan demikian keterampilan operator dalam mengerjakan order ini dituntut agar dapat terus ditingkatkan. Berikut adalah implementasi usulan perbaikan packing pada Mesin STY 2:
1. Perbaikan terhadap metode packing
Metode packing yang digunakan oleh setiap operator berbeda-beda.
Perbedaan ini disebabkan tidak adanya pelatihan dan pengarahan khusus kepada operator baru. Operator hanya belajar dengan cara memperhatikan operator-operator lain yang sedang bekerja. Operator tidak tahu metode atau gerakan-gerakan yang efektif dalam menjalankan mesin termasuk packing. Berikut adalah contoh gambar metode packing yang salah:
46
Universitas Kristen Petra
Gambar 5.5. Metode Packing yang Salah
Metode yang dipakai oleh operator di atas merupakan metode packing yang kurang efisien. Operator membiarkan plastik menumpuk banyak lalu mematikan mesin untuk melakukan packing. Metode packing ini akan menyebabkan downtime mesin akan semakin tinggi. Operator yang menggunakan metode ini tidak dapat menggunakan tangan kiri dengan optimal. Seharusnya tangan kiri mampu melipat plastik sedangkan tangan kanan mengontrol keluarnya plastik dari mesin. Berikut adalah metode packing yang digunakan ketika implementasi:
Gambar 5.6. Metode Packing yang Digunakan Selama Implementasi.
Metode packing yang digunakan selama implementasi diusahakan lebih mengoptimalkan kinerja dari tangan kanan dan kiri. Tangan kiri digunakan untuk melipat lembaran plastik sedangkan tangan kanan mengontrol keluarnya plastik dari mesin. Setelah itu memasukkan plastik ke kantong dan mengikat dengan tali dilakukan oleh kedua tangan dengan tetap
47
Universitas Kristen Petra
melakukan pengontrolan terhadap plastik yang keluar dari mesin. Apabila metode ini dapat dijalankan, maka waktu mesin mati untuk packing akan dapat diminimalisasi.
2. Penambahan meja
Metode packing yang baru akan membutuhkan area meja yang lebih luas.
Meja yang lebih luas ini dibutuhkan agar operator dapat melakukan kegiatan packing tanpa mematikan mesin. Operator harus mematikan mesin ketika meja itu sudah tidak mampu lagi menampung plastik yang keluar dari mesin karena tumpukan-tumpukan plastik. Berikut adalah gambar meja mesin sebelum dilakukan implementasi dan sesudah dilakukan implementasi:
Gambar 5.7. Sebelum dan Sesudah Penambahan Meja untuk Packing
Dari gambar di atas sangat jelas perbedaannya, dimana operator lebih leluasa melakukan kegiatan packing dengan adanya penambahan meja.
5.2. Usulan Perbaikan pada Mesin STB
Implementasi usulan perbaikan tidak dapat dilaksanakan dikarenakan order selama pengamatan telah diganti dengan order lain. Perbandingan jenis downtime tidak bisa dilakukan pada order yang ukurannya berbeda jauh dikarenakan tingkat kesulitan yang berbeda yang dialami oleh operator. Usulan perbaikan pada mesin STB tidak diberikan kepada semua jenis downtime yang termasuk dari prinsip 80:20. Saran akan diberikan pada jenis downtime packing, membetulkan roll dan QC.
Downtime ganti roll yang terjadi pada mesin STB memang sudah selayaknya dan tidak dapat diminimalisasi lagi. Rata-rata sekali pergantian roll
48
Universitas Kristen Petra
pada mesin STB selama pengamatan adalah 325 detik, dengan sekali pergantian berjumlah 2 roll. Lamanya waktu yang digunakan saat penggantian roll ini dikarenakan desain rak roll pada mesin STB ini merupakan desain khusus, dimana stik yang berisikan roll harus dikunci terlebih dahulu sebelum mesin dijalankan Urutan-urutan kegiatan ganti roll pada mesin STB adalah sebagai berikut:
1. Memotong tali pengikat pada zak yang berisikan roll plastik.
2. Mengeluarkan roll plastik dari zak.
3. Membuka kunci pada rak roll.
4. Menurunkan bobin pada stik.
5. Memasukkan stik ke bagian tengah roll plastik.
6. Mengangkat stik berisi roll plastik ke rak roll.
7. Mengunci stik pada rak roll.
8. Memasukkan plastik ke roll mesin.
Selama pengamatan STB mengerjakan 2 order yang berbeda yaitu order Naya Tirta selama 2 hari dan Multiplast selama 3 hari. Berat satu roll dari Naya Tirta adalah 23,7 kilogram sedangkan Multiplast 19,8 kilogram. Berat stik pada rak roll STB adalah 11,6 kilogram sehingga penambahan panjang terhadap roll tidak dapat dilakukan. Modifikasi rak roll juga tidak dapat dilakukan dikarenakan desain rak ini telah dibuat secara khusus oleh pabrikan pembuat mesin ini.
5.2.1. Usulan Perbaikan Packing pada Mesin STB
Ukuran order pada mesin STB ini jauh berbeda dengan ukuran order yang ada pada mesin double deck yang lainnya. Ukuran yang besar ini menyebabkan kesulitan tersendiri dalam hal packing. Oleh karena itu, mesin ini dijalankan oleh 2 operator. Kecepatan potong pada mesin ini selama pengamatan hanya 12 ketukan per menit. Adanya 2 operator yang menjalankan diharapkan mesin ini mampu meminimalisasi adanya downtime yang menyebabkan mesin mati. Hasil fishbone diagram dari packing menyebutkan ada 2 faktor yang menyebabkan packing
terlalu lama yaitu faktor manusia dan material. Faktor manusia disebabkan oleh keterampilan operator dalam melakukan packing dan operator kurang memperhatikan counter sehingga ketika packing operator harus menghitung.
Operator yang menghitung jumlah plastik tidak sepenuhnya disebabkan kelalaian
49
Universitas Kristen Petra
mereka, faktor lain yaitu banyaknya hasil potongan dan pengelasan yang jelek sehingga harus dibuang. Banyaknya plastik yang dibuang menyebabkan angka pada counter tidak dapat dijadikan sebagai acuan pasti. Faktor material adalah jenis dan ukuran plastik yang membuat operator yang tidak terampil sulit untuk melakukan packing. Usulan terhadap packing pada mesin STB adalah:
1. Pembagian kerja antar 2 operator. 1 operator bertugas mengontrol keluarnya plastik dari mesin agar tidak terlipat, sedangkan operator lainnya melakukan packing. Selama pengamatan operator-operator yang mengerjakan mesin STB ini tidak semuanya melakukan metode packing seperti ini. Mereka lebih cenderung menumpuk plastik kemudian mematikan mesin untuk melakukan packing.
2. Pemberian tanda untuk memudahkan penghitungan. Selama pengamatan buruknya kualitas pemotongan dan pengelasan menyebabkan banyaknya plastik yang dibuang ke tempat afalan oleh operator. Hal ini menyebabkan counter pada mesin tidak dapat menjadi acuan secara pasti. Selama pengamatan kedua operator mematikan mesin untuk menghitung dan melakukan packing.
Order pada STB biasanya dipacking setiap 50 atau 100 lembar.
Operator seharusnya memberi tanda berupa kertas ketika plastik berjumlah 50 atau 100 lembar sesuai permintaan. Adanya tanda ini akan menghemat waktu packin karena operator tidak perlu menghitung plastik satu demi satu. Beikut adalah contoh pemberian tanda jumlah plastik:
Gambar 5.8. Pemberian Tanda untuk Penghitungan Jumlah.
50
Universitas Kristen Petra
5.2.2. Usulan Perbaikan Membetulkan Plastik yang ada di Roll Mesin dan QC pada Mesin STB
Downtime jenis membetulkan plastik dan QC disebabkan oleh hal yang
sama. Faktor yang menyebabkan downtime ini adalah faktor material dan faktor mesin. Faktor material adalah bahan lengket, bahan terlalu banyak angin dan bahan yang memiliki ketebalan berbeda. Adanya bahan seperti itu akan membuat operator mematikan mesin untuk melakukan perbaikan-perbaikan pada plastik dan mesin.
Saran yang diberikan oleh peneliti adalah adanya pengaturan kembali sistem pengendalian kualitas penerimaan bahan baku sebelum bahan baku itu digunakan pada mesin pemotongan dan pengelasan. Staf QC departemen extruder dan departemen las harus menentukan standar bahan baku yang baik, sehingga tidak menyebabkan downtime pada departemen las Bahan-bahan yang memiliki kualitas tidak baik menyebabkan berbagai downtime seperti operator harus sering melakukan pengecekan kualitas dan operator harus membetulkan plastik yang ada di roll mesin. Pengendalian kualitas juga tidak harus dilakukan oleh divisi QC.
Operator bisa ditugaskan untuk melakukan pengendalian kualitas terhadap bahan yang mereka terima.
5.3. Usulan Perbaikan pada Mesin SSL 2
Mesin SSL 2 adalah satu diantara sedikit mesin berjenis double deck yang berjalan dengan kecepatan yang tinggi dibandingkan oleh mesin-mesin lain.
Selama pengamatan mesin SSL ini berjalan dengan kecepatan 55 ketukan permenit. Saran tidak akan diberikan kepada downtime ganti order, ganti shift dan operator mengerjakan mesin lain.
Ganti order tidak diberikan saran dikarenakan keputusan penggantian order diambil sebagai kebijakan dari divisi produksi. Ganti order ini disebabkan oleh keterlambatan produksi bahan baku pada departemen extruder atau order tersebut memang sudah habis. Ganti shift merupakan jenis downtime yang memang harus terjadi. Hal ini dikarenakan operator harus menghentikan aktivitas produksinya untuk kemudian mencatat hasil produksi mereka. Mandor akan mencatat semua
51
Universitas Kristen Petra
hasil produksi pada departemen pemotongan dan pengelasan ini. Catatan ini nantinya digunakan untuk shift berikutnya. Downtime operator mengerjakan mesin lain juga tidak bisa diberikan saran karena kebijakan ini diambil oleh supervisor dari masing-masing regu.
5.3.1. Usulan Perbaikan Ganti Roll pada Mesin SSL 2
Selama pengamatan roll yang digunakan pada mesin ini terdapat dua jenis yaitu bobin dan krepyak.Usulan perbaikan akan diberikan kepada kedua jenis roll.
1. Roll bobin
Urutan-urutan ganti roll pada mesin ini adalah sebagai berikut 1. Memotong tali pengikat pada zak.
2. Mengeluarkan bahan baku plastik yang ada di zak.
3. Menurunkan bobin yang ada di stik dari rak roll.
4. Memasukkan stik ke bagian tengah bahan baku.
5. Mengangkat stik beserta roll plastik ke rak roll.
6. Memasukkan plastik ke dalam roll mesin.
Usulan perbaikan yang diberikan adalah
Modifikasi tempat stik pada rak roll
Sama seperti STY 2 mesin ini memiliki desain rak roll yang terdiri dari 2 di bagian atas dan 2 di bagian bawah. Tempat stik pada bagian atas selama ini tidak digunakan oleh operator dikarenakan terlalu tinggi sehingga operator mengalami kesulitan dalam penggantian roll. Usulan yang diberikan adalah pengaturan ulang tinggi antara tempat stik bagian atas dan bawah. Penggunaan 4 jalur ini akan meminimalisasi waktu penggantian roll pada mesin ini. Operator tidak perlu harus bolak-balik mengganti roll. Penggunaan roll pada mesin ini tergolong tinggi, selama pengamatan rata-rata penggunaan roll pada mesin ini yaitu 19 roll. Fungsi lain dari modifikasi ini adalah operator dapat lebih mudah dalam menggunakan metode penyambungan roll dalam mengganti roll dan kegiatan memasukkan plastik pada roll mesin dapat dihindari.
52
Universitas Kristen Petra
Pemberian tanda plastik akan habis
Tanda ini digunakan agar operator tahu ketika plastik akan habis dan metode penyambungan roll dapat dilakukan. Dengan kecepatan mesin yang tinggi ini, operator harus fokus pada proses packing dan pengecekan kualitas. Operator sering lupa untuk mengecek apakah plastik akan habis.
2. Roll krepyak
Downtime ganti roll pada jenis roll krepyak memakan waktu yang
lebih lama dibandingkan ganti roll jenis bobin. Hal ini dikarenakan Operator harus membagi 1 roll jenis krepyak menjadi 2 sebelum digunakan pada mesin. Roll krepyak harus dibagi menjadi 2 karena penarikan plastik oleh mesin pada jenis roll ini lebih berat dibandingkan dengan bobin. Satu roll krepyak harus mengalami pergantian roll sebanyak 2 kali. Hal ini menyebabkan waktu penggantian roll memakan waktu lebih lama dibandingkan dengan roll bobin. Berikut analisa perbandingan roll bobin dan roll krepyak
Penggantian roll krepyak lebih lama dibandingkan dengan roll bobin dikarenakan roll krepyak harus dibagi 2.
Plastik roll bobin dapat diproduksi lebih panjang dibandingkan plastik roll krepyak. Dengan kata lain, pada mesin potong roll jenis krepyak lebih cepat habis dibandingkan roll bobin. Panjang maksimal roll krepyak adalah 1100 meter sedangkan panjang maksimal roll bobin bisa mencapai 2000 meter.
Kualitas plastik pada roll bobin lebih mudah dilihat dibandingkan dengan roll krepyak.
Analisa perbandingan roll krepyak dengan roll bobin adalah bahwa penggunaan roll bobin pada departemen pemotongan dan pengelasan jauh lebih efisien dibandingkan dengan roll krepyak.
Usulan yang diberikan adalah bahan baku yang akan dikerjakan pada departemen pemotongan dan pengelasan diarahkan ke roll bobin.
53
Universitas Kristen Petra
5.3.2. Usulan Perbaikan Membetulkan Plastik yang ada di Roll Mesin dan QC pada Mesin SSL 2
Seperti pada mesin STY dan STB downtime membetulkan plastik yang ada di roll mesin dan QC disebabkan oleh kualitas bahan yang tidak baik. Material yang tidak memenuhi standar membuat kinerja sulit dan menyebabkan banyaknya jumlah afalan. Roll yang memiliki ketebalan berbeda akan menyebabkan las pada satu sisi plastik menjadi terlalu panas, sedangkan pada sisi yang lain las akan lubang atau kurang kuat.
Saran yang diberikan oleh peneliti adalah adanya pengaturan kembali sistem pengendalian kualitas terhadap penerimaan bahan baku pada departemen mesin potong dan las. Adanya standar penerimaan bahan baku yang jelas yang dibuat oleh QC, sehingga berbagai kecacatan bahan baku dapat ditemukan dan dapat ditindaklanjuti. Pengendalian kualitas yang baik dapat menjadi faktor yang penting dalam meminimalisasi downtime mesin pada departemen pengelasan dan pemotongan. Selain itu, berbagai kecacatan pada departemen extruder dapat segera ditemukan dan dapat dicari penyebab dan solusinya.
5.3.3. Usulan Perbaikan Mengambil Tali pada Mesin SSL 2
Lokasi tempat tali yang jauh dari mesin dapat menyebabkan downtime pengambilan tali semakin lama. Pada mesin SSL 2 ini operator seharusnya mampu untuk melakukan pengambilan tali tanpa harus mematikan mesin, namun karena tali tidak disediakan di setiap mesin operator harus mematikan mesin. Lokasi pengambilan tali ini berada pada beberapa titik pada departemen pemotongan dan pengelasan.
Saran yang diberikan adalah disediakannya tali pada setiap mesin sehingga downtime mengambil tali dapat diminimalisasi. Tersedianya tali pada setiap mesin akan menghilangkan transportation waste ketika operator membutuhkan tali.
Berikut adalah gambar kondisi awal dan sesudah dilakukan saran:
54
Universitas Kristen Petra
Gambar 5.9. Sebelum dan Sesudah Usulan Perbaikan terhadap Ambil Tali
5.4. Evaluasi Hasil Implementasi Usulan Perbaikan pada Mesin STY 2 Selama pengamatan pada mesin STY 2 terjadi 1 kali penggantian order pada hari pertama dari order Mustika Light Metal menjadi Inopack. Oleh karena itu, data selama pengamatan yang dibandingkan adalah data hari kedua sampai hari kelima dan data implementasi selama 4 hari. Implementasi yang dilakukan adalah implementasi terhadap ganti roll dan packing. Implementasi ini dilakukan dengan operator yang sama selama pengamatan diambil.
Selama pengamatan persentase downtime mesin yang terjadi adalah 41,3 % dari total waktu pengamatan, sedangkan selama implementasi persentase downtime mesin yang terjadi adalah 29,7% dari total waktu implementasi. Data persentase downtime selama pengamatan dan implementasi dapat dilihat pada Lampiran 23
Secara keseluruhan implementasi dapat dikatakan berhasil karena waktu downtime yang terjadi dapat diminimalisasi. Berikut adalah penjelasan dari masing-masing jenis downtime.
a. Packing
Total waktu downtime packing selama pengamatan adalah 8329 detik atau 8,8 % dari total waktu pengamatan.
Total waktu downtime packing selama implementasi adalah 5663 detik atau 5,5 % dari total waktu implementasi.
b. Ganti roll
Total waktu downtime ganti roll selama pengamatan adalah 7795 detik.
55
Universitas Kristen Petra
Total roll yang digunakan berjumlah 38 roll atau rata-rata satu kali penggantian roll selama 205,1 detik.
Total waktu ganti roll selama implementasi adalah 7279 detik.
Total roll yang digunakan selama implementasi adalah 46 roll atau rata-rata satu kali penggantian roll selama 158,2 detik.
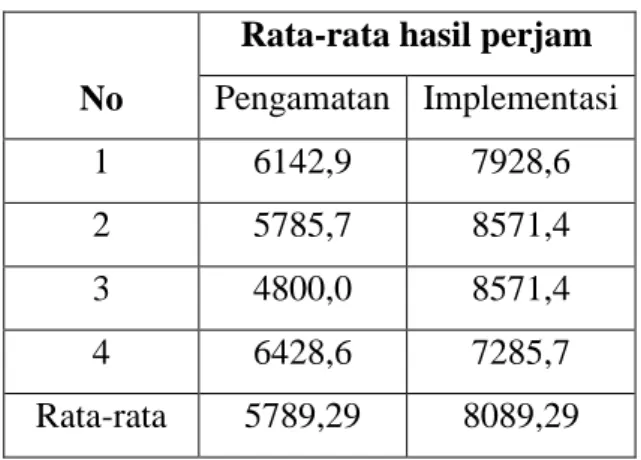
Tabel 5.1. Tabel Perbandingan Output Sebelum dan Sesudah Impementasi
No
Rata-rata hasil perjam Pengamatan Implementasi
1 6142,9 7928,6
2 5785,7 8571,4
3 4800,0 8571,4
4 6428,6 7285,7
Rata-rata 5789,29 8089,29
Implementasi berhasil dan dapat berjalan dengan baik. Hasil implementasi menunjukkan adanya penurunan persentase downtime sebesar 11,6%. Peningkatan juga terjadi pada hasil output tiap jam, dimana selama pengamatan hasil output per jam sebesar 5789 lembar sedangkan selama implementasi hasil per jam meningkat menjadi 8090 lembar. Afalan selama pengamatan dan implementasi juga sama sehingga adanya usulan perbaikan ini tidak berpengaruh pada jumlah afalan.
Berikut adalah tabel perbandingan afalan selama pengamatan dan selama implementasi:
Tabel 5.2. Tabel Perbandingan Afalan
No
Afalan
Pengamatan Implementasi
1 1,6 2.3
2 1,8 2.5
3 2,3 1,5
4 2,4 2,5
Rata-
rata 2,03 2,00