Makalah Seminar Kerja Praktek
PERANCANGAN APLIKASI PLC OMRON SYSMAC CP1L UNTUK SISTEM
OTOMATISASI PROSES LINIER MEASUREMENT PIPA BESI DENGAN
ENCODER DI PT. HARTONO ISTANA TEKNOLOGI (POLYTRON) SAYUNG
Achmad Abdul Jabbar1, Sumardi, ST, MT.2
1Mahasiswa dan 2Dosen Jurusan Teknik Elektro, Fakultas Teknik, Universitas Diponegoro Jl. Prof. Sudharto, tembalang, Semarang, Indonesia
Email: [email protected]
Dalam era modern saat ini, banyak hal yang tidak dapat dipisahkan dengan masalah otomatisasi dalam berbagai bidang khususnya bidang industri. Dengan semakin beragamnya sarana industri yang membutuhkan otomatisasi, maka dibutuhkan suatu media kontrol yang bersifat universal dan dapat diterapkan pada semua bidang industri. PLC (Programmable Logic Controller) merupakan salah satu solusi untuk memenuhi kebutuhan tersebut. Program dari PLC tersebut dapat dibuat sesuai logika otomatisasi yang diinginkan dan antarmuka masukan/keluaran dapat disesuaikan dengan kebutuhan. Pada PT. Hartono Istana Teknologi (Polytron) Sayung, PLC telah digunakan untuk membantu proses produksi peralatan elektronik rumah tangga, seperti refrigerator, mesin cuci, AC, dispenser, rice cooker dengan berbagai tipe. Bagian tersebut dikelola oleh divisi Engineering, yang merupakan suatu divisi yang bergerak di bidang otomatisasi industri dan instrumentasi.
Pada laporan kerja praktek ini akan dibahas mengenai perancangan sistem otomatisasi proses linier measurement pipa besi pada mesin Hitcut yang digunakan oleh PT. Hartono Istana Teknologi (Polytron) Sayung. Proses linier measurement ini merupakan bagian dari sistem pemotongan pipa besi. Komponen yang digunakan dalam perancangan sistem ini antara lain PLC OMRON SYSMAC CP1L, Encoder Eltra EL63E1000Z5/28P10X6PR dan mesin Hitcut. Sedangkan untuk software pemrogramannya digunakan CX Programmer Versi 9.0.
Dalam sistem ini encoder menjadi input dari PLC, yang digunakan untuk menentukan keakuratan panjang pipa besi yang akan dipotong. Motor menjadi output dari PLC, yang digunakan untuk menggerakkan/memajukan pipa besi. Untuk pengaturan panjang besi yang akan dipotong, diatur di program PLCnya dengan menggunakan Ladder Diagram.
Kata kunci: PLC, Encoder, linier measurement
I. PENDAHULUAN 1.1. Latar Belakang
Dengan semakin beragamnya sarana industri yang membutuhkan otomatisasi, maka dibutuhkan suatu media kontrol yang bersifat universal dan dapat diterapkan pada semua bidang industri. PLC (Programmable Logic Controller) merupakan salah satu solusi untuk memenuhi kebutuhan tersebut. Program dari PLC tersebut dapat dibuat sesuai logika otomatisasi yang diinginkan dan antarmuka masukan/keluaran dapat disesuaikan dengan kebutuhan.
Pada PT. Hartono Istana Teknologi (Polytron) Sayung, PLC telah digunakan untuk membantu proses produksi peralatan elektronik rumah tangga, salah satunya adalah refrigerator. Pada proses pembuatan refrigerator terdiri dari
beberapa proses, diantaranya adalah piping. Piping ini merupakan pemotongan pipa yang dilakukan oleh alat yang disebut Hitcut Machine dengan panjang dan jumlah tertentu. Dimana proses ini baik manual maupun otomatis diatur oleh PLC (Programmable Logic Controller).
Dalam laporan ini akan secara khusus dibahas mengenai perancangan aplikasi otomatisasi proses linier measurement pipa besi pada proses piping dengan menggunakan encoder. Dengan pengendalian secara otomatis, maka akan menambah efisiensi dan efektifitas dari sistem tersebut. Kemudian akan mengurangi permasalahan-permasalahan dalam sebuah sistem pengontrolan jika dilakukan secara manual.
1.2. Maksud dan Tujuan
Tujuan dari Kerja Praktek ini adalah untuk mempelajari dasar pemrograman PLC dan merancang aplikasi PLC Omron Sysmac CP1L untuk otomatisasi proses linier measurement pada sistem pemotong pipa besi dengan menggunakan encoder.
1.3. Pembatasan Masalah
Materi kerja praktek ini dibatasi pada: 1. PLC yang digunakan adalah PLC Omron
Sysmac CP1L
2. Bahasa pemrograman yang digunakan adalah ladder diagram yang diadaptasikan pada CX-Programmer Versi 9.0.
3. Materi yang dibahas yaitu mengenai proses linier measurement pipa besi dengan encoder saja. Penulis tidak membahas hingga proses pemotongan pipa besi dengan mesin Hitcut.
4. Tidak membahas secara detail tentang Human Machine Interface (HMI) pada sistem.
5. Encoder yang digunakan adalah Encoder ELTRA EL63E1000Z5/28P10X6PR dengan piringan berdiameter 10cm.
II. TINJAUAN PERUSAHAAN
Gambar 1 Denah PT. Hartono Istana Teknologi Sayung
PT. Hartono Istana Teknologi merupakan perusahaan terkemuka dibidang elektronik di Indonesia. Produk yang dihasilkan adalah alat-alat elektronik berupa audio, video, home appliances dan mobile phone dengan merek Polytron.
Polytron sampai saat ini memiliki 2 pabrik, yaitu di Kudus seluas 70.000 m2 dan di Sayung Semarang seluas 130.000 m2 ( merupakan pabrik lemari es terbesar di Jawa Tengah ) dengan karyawan lebih dari 6.000 orang, 11 kantor perwakilan, 5 authorized dealer, 50 service centre yang meliputi seluruh Indonesia.
III. KAJIAN PUSTAKA 3.1 PLC (Programmable Logic Control)
Berdasarkan standar National Electrical Manufacture Association (NEMA) ICS3-1978 Part ICS3-304, PLC adalah suatu peralatan elektronik yang bekerja secara digital, memiliki memori yang dapat diprogram menyimpan perintah-perintah untuk melakukan fungsi-fungsi khusus seperti logic, sequening, timing, counting, dan aritmatika untuk mengontrol berbagai jenis mesin atau proses melalui analog atau digital input/output modules” [7].
Gambar 2 Fungsi PLC
3.2 PLC OMRON SYSMAC CP1L
PLC OMRON SYSMAC CP1L adalah salah satu produk PLC dari Omron. CP1L merupakan PLC tipe paket yang tersedia dengan 10, 14, 20, 30, 40 atau 60 buah I/O (input/output). Sistem input outputnya berupa bit. Atau lebih dikenal dengan PLC tipe relay karena hanya membaca masukan (input) dan menghasilkan keluaran (output) dengan logika 1 atau 0.
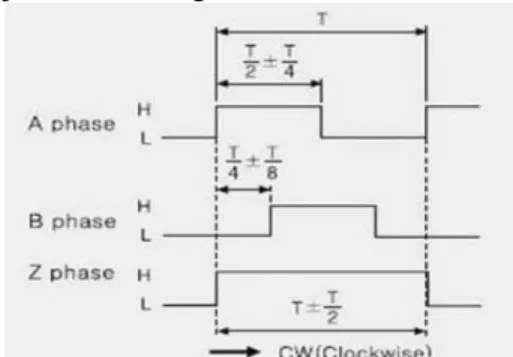
Prinsip kerja incremental rotary encoder adalah mengukur nilai sesaat posisi angular dari sebuah shaft yang sedang berotasi dan menghasilkan pulsa-pulsa pada channel-channelnya. Pulsa-pulsa yang dihasilkan ini berbentuk gelombang kotak. Incremental rotary encoder biasanya memiliki tiga buah sinyal keluaran, yaitu sinyal A, sinyal B, dan sinyal Z, ditunjukkan dalam gambar 4.
Gambar 3 Tiga buah sinyal keluran encoder Untuk kebanyakan peralatan mesin motor atau aplikasi positioning, sinyal Z dikenal sebagai index signal, yang memiliki peranan penting dalam menentukan zero position dengan cara memberikan sebuah pulsa keluaran tunggal per satu revolusi.
3.4 Encoder EL63E1000Z5/28P10X6PR
Encoder EL63E1000Z5/28P10X6PR adalah salah satu produk encoder dari Eltra. Encoder ini merupakan tipe incremental encoder yang biasanya digunakan untuk aplikasi di industri dengan keperluan hambatan mesin yang tinggi. Selain itu encoder ini juga didisain untuk mendukung jari-jari dan aksial poros beban yang tinggi dan dipasang dengan pinggiran roda atau pengunci servo. Encoder jenis ini mempunyai resolusi dari 1 hingga 10000 ppr.
Gambar 4 Encoder EL63E1000Z5/28P10X6PR IV. PEMBAHASAN
Dalam produksi unit refrigerator di PT. Hartono Istana Teknologi Sayung terdapat beberapa proses, antara lain proses metal forming, piping, painting, plastic, assembling, dan polyurethane. Dalam kerja praktek ini akan dibahas pada proses linier measurement yang merupakan sub proses dari proses piping. Piping adalah proses pembentukan pipa, dimana pipa panjang berbahan besi tembaga dipotong dan dibentuk sesuai dengan ukuran yang tergantung pada fungsi pipa dalam siklus refrigerasi. Berikut ini adalah gambar sketsa sistem otomatisasi proses piping.
Gambar 5 Sketsa Sederhana Sistem Pemotong Besi
Keterangan :
1. Roda pencengkram pipa besi 2. Motor
3. Roda 4. Pipa besi
5. Incremental Rotary Encoder 6. Mesin Hitcut (Pemotong pipa besi) Gambar 12 adalah sketsa sederhana dari sistem pemotong pipa besi yang terdapat di PT. Hartono Istana Teknologi Sayung. Sistem tersebut digunakan untuk memotong pipa besi dengan berbagai macam ukuran panjang dan diameter. Penentuan panjang dan ukuran pipa besi diatur operator melalui HMI (Human Machine Interface).
Pada mesin tersebut terdapat beberapa proses kerja, antara lain proses penarikan dan pelurusan pipa yang dilakukan oleh motor dan roda pencengkramnya, proses linier measurement pipa besi oleh encoder, proses pemotongan pipa besi oleh mesin hitcut, dan proses perilisan hasil potongan pipa besi. 4.1 Proses Linier Measurement
Proses ini berupa pengukuran panjang dari pipa besi dengan menggunakan incremental rotary encoder. Untuk dapat menentukan
3
panjang dari pipa besi, pulsa-pulsa yang dihasilkan encoder perlu dikonversi menjadi satuan panjang. Dalam pengkonversian, perlu diketahui terlebih dahulu diameter piringan yang digunakan oleh encoder. Pada kasus yang diberikan, dalam perancangan ini menggunakan Encoder EL63E1000Z5/28P10X6PR dengan piringan berdiameter 10cm, sedangkan PLC yang digunakan adalah PLC Omron Sysmac CP1L-L20D.
4.2 Perancangan
4.2.1 Konfigurasi PLC dengan Encoder PLC Omron Sysmac CP1L mempunyai fitur high-speed counter. Fitur ini digunakan untuk mengakses encoder. Sesuai datasheet, pada PLC Omron Sysmac CP1L-L20D telah mengalokasikan terminal input yang dapat digunakan untuk high-speed counter, seperti pada gambar berikut:
Gambar 6 Alokasi terminal input yang digunakan untuk high-speed counter pada PLC
Omron CP1L-L20D
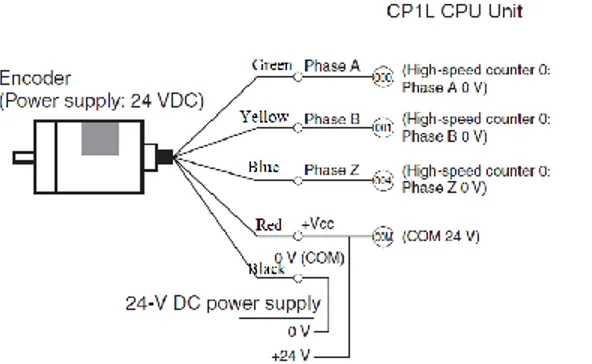
Dapat dilihat pada gambar diatas, bahwa PLC Omron Sysmac CP1L untuk high-speed counter 0 telah mengalokasikan CIO 0.00 untuk sinyal A, CIO 0.01 untuk sinyal B dan CIO 0.04 untuk sinyal Z dari encoder. Untuk high-speed counter 1, sinyal A dialokasikan di CIO 0.02, sinyal B di CIO 0.03 dan sinyal Z. Dari data-data tersebut, dalam perancangan aplikasi PLC kali ini menggunakan fitur high-speed counter 0 sehingga konfigurasi pengkoneksian PLC Omron
Sysmac CP1L dan Encoder
EL63E1000Z5/28P10X6PR adalah sebagai berikut:
Gambar 7 Konfigurasi PLC Omron Sysmac CP1L dengan Encoder
EL63E1000Z5/28P10X6PR
Kemudian untuk pengaturan pada PLC Omron Sysmac CP1L dapat dilihat pada gambar berikut:
Gambar 8 Pengaturan high-speed counter pada PLC Omron Sysmac CP1L
Pada gambar 15 merupakan tampilan dari pengaturan PLC Omron CP1L pada software CX Programmer. Dapat dilihat pada gambar, dalam perancangan ini, kita menggunakan encoder dengan mode up/down input, yaitu bila encoder kita putar searah jarum jam maka nilai PV (Present Value) akan bertambah, dan sebaliknya apabila putaran berlawanan dengan arah jarum jam maka nilai PV akan berkurang.
4.2.2 Pembacaan Pulsa Encoder
Pada datasheet encoder EL63 hanya diketahui range banyak pulsa yang dihasilkan oleh encoder EL63 yaitu dari 1 hingga 10000 ppr (pulse per revolution). Belum diketahui berapa resolusi sebenarnya dari encoder EL63. Untuk
mengetahui banyak pulsa yang dihasilkan oleh encoder EL63 dalam satu putaran, kita dapat menggunakan instruksi ladder diagram seperti di bawah ini:
Gambar 9 Ladder diagram untuk membaca jumlah pulsa yang dihasilkan encoder Dapat kita lihat dari ladder diagram di atas, kontaktor P_On atau Always on Flag ketika program dijalankan akan selalu berada dalam kondisi ON sehingga akan membuat instruksi PRV(881) berjalan. Pada ladder diagram di atas dapat dilihat bahwa Port Specifier pada instruksi PRV(881) berisi #10. Hal ini karena pada perancangan ini kita menggunakan fitur high-speed counter 0. Dan control data berisi #0 yang berarti Read PV, karena kita ingin membaca pulsa keluaran encoder. Dengan instruksi PRV(881) ini, ketika kita memutar encoder satu putaran atau 360º, keluaran pulsa PV (Present Value) dari encoder akan terbaca dan kemudian nilainya akan dikirim ke alamat D20 dalam bentuk nilai hexadecimal.
Setelah program dijalankan, dan encoder diputar 360º, didapatkan banyak pulsa yang terbaca di D20 adalah sebesar ±2400 pulsa (setelah dilakukan 5 kali pengukuran). Jadi dapat
disimpulkan, bahwa Encoder
EL63E1000Z5/28P10X6PR yang digunakan dalam perancangan ini mempunyai resolusi 2400 ppr.
Konversi jumlah pulsa ke panjang (mm) Diameter piringan encoder = 10 cm = 100 mm. Panjang busur piringan encoder (360º) = = 3,14 x 100 mm = 314 mm 314 mm 2400 pulsa Jadi 1 mm = = 7,6 pulsa = 8 pulsa (dibulatkan) 4.2.3 Perancangan Program PLC Flowchart
Gambar 10 Flowchart proses linier measurement Ladder diagram
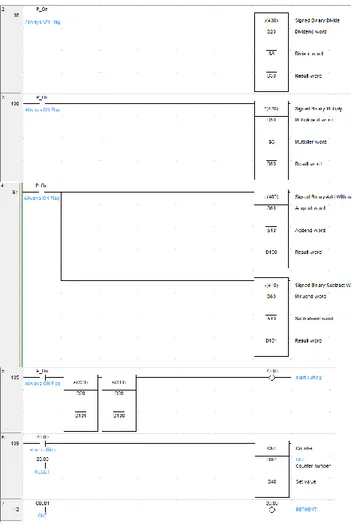
Dari flowchart pada gambar 17, maka dapat dibuat ladder diagram nya sebagai berikut:
Gambar 11 Ladder diagram proses linier measurement pipa besi
V. PENGUJIAN
Gambar 12 Keadaan proses linier measurement sedang berjalan
Pada gambar 12 merupakan keadaan saat proses linier measurement sedang berjalan, dimana motor dalam keadaan bergerak sehingga pipa besi juga ikut terdorong. Bergeraknya pipa besi menyebabkan encoder juga ikut berputar. Dalam keadaan ini PLC mulai membaca pulsa yang dihasilkan dari putaran encoder. Pulsa encoder dikonversi oleh PLC ke panjang (mm) untuk kemudian dibandingkan dengan panjang yang sudah ditentukan melalui HMI.
Gambar 13 Keadaan proses cutting sedang berjalan
Pada gambar 13 merupakan keadaan saat proses cutting sedang berjalan. Proses ini berjalan ketika panjang pulsa encoder yang dibaca PLC sama dengan panjang yang ditentukan melalui HMI. Ketika proses cutting berjalan, motor dalam keadaan mati sehingga encoder juga dalam keadaan tidak berputar.
VI. PENUTUP 6.1 Kesimpulan
1. PLC (Programmable Logic Controller) merupakan suatu komputer khusus yang dirancang untuk mengontrol suatu proses atau mesin.
2. PLC Omron Sysmac CP1L mempunyai fitur high-speed counter yang digunakan untuk mengakses encoder. Dan beberapa terminal inputnya telah dialokasikan untuk encoder.
3. Encoder EL63E1000Z5/28P10X6PR merupakan tipe incremental rotary encoder yang biasa digunakan dalam industri untuk membantu dalam pengukuran panjang atau posisi.
4. Proses linier measurement pipa besi bertujuan untuk memudahkan proses pengukuran dan untuk mengurangi kesalahan akibat human error.
6.2 Saran
1. Perancangan yang dibuat ini dapat dikembangkan dengan menambahkan sensor proximity switch untuk mendeteksi pipa besi yang akan dipotong.
DAFTAR PUSTAKA
[1] Arif Budiman, Rezon, Laporan Kerja Praktek “PERANCANGAN APLIKASI PLC OMRON SYSMAC CP1L PADA SISTEM OTOMASI OVERHEAD
CRANE UNTUK PROSES
PERENDAMAN LOGAM DI PT
PURA BARUTAMA DIVISI
ENGINEERING TERBAN KUDUS”. Jurusan Teknik Elektro Universitas Diponegoro: Semarang, 2011. [2] CX-Programmer User Manual Version 9.0 [3] CX-Programmer Introduction Guide [4] Eltra. EH-EL 63 A/D/E Incremental
Encoder.pdf
[5] OMRON. 2009. CP1L Operating Manual.pdf
[6] OMRON. 2009. CP1L Series Brochure.pdf.
[7] P. Groover, Mikell, W. Zimmers, Emory. CAD / CAM: Computer-Aided Design
and Manufacturing. 1983. Prentice Hall: Amerika Serikat.
[8] Setiawan, Iwan. Programmable Logic Control (PLC) dan Teknik Perancangan Sistem Kontrol. 2006. Deli Publishing dan Andi: Yogyakarta.
[9] Juare97, PLC (Programmable Logic Controller),
http://juare97.wordpress.com/2007/10/2 0/plc-programmable-logic-controller, Maret 2013
[10] Rahman, Taufik, Interface Rotary Encoder,
http://elektroedukasi.blogspot.com/2013 /02/interface-rotary-encoder.html, Maret 2013
BIODATA PENULIS
Achmad Abdul Jabbar-L2F009019, Penulis lahir di Semarang, 27 Januari 1992. Jenjang edukasi ditempuh dari SD N 2 Peterongan Semarang, SMP Negeri 2 Semarang, SMA Negeri 3 Semarang dan sekarang sedang menempuh studi S1 di Jurusan Teknik Elektro Fakultas Teknik Universitas Diponegoro Konsentrasi Kontrol dan Instrumentasi. Semarang, April 2013 Mengetahui, Dosen Pembimbing Sumardi, ST. MT. NIP 196811111994121001