1.1 Latar Belakang
Di era persaingan dunia usaha yang semakin kompetitif dan permintaan konsumen akan produk dengan kualitas tinggi semakin meningkat, memaksa perusahaan-perusahaan menghasilkan produk yang berkualitas pula. Hal ini dapat tercapai apabila peralatan / mesin dalam sistem produksi yang digunakan telah menjalankan fungsinya sesuai dengan yang diharapkan. Sehingga proses produksi dapat dikatakan berjalan dengan lancar didukung oleh beberapa aspek, diantaranya adalah aspek keandalan (Reliability) dan aspek perawatan (Maintenance) peralatan / mesin yang digunakan dalam sistem produksi tersebut.
PT. EliteStar PrimaJaya (ESPJ) merupakan salah satu produsen yang bergerak dalam pembuatan garam, baik garam yang beryodium maupun garam yang tidak beryodium. Didalam proses produksi yang sebagian besar prosesnya menggunakan mesin otomatis, untuk dapat menghasilkan garam yang bermutu dan berkualitas sesuai dengan yang diharapkan, maka PT. EliteStar PrimaJaya dituntut untuk dapat memenuhi kebutuhan akan garam dengan cepat dan tepat. Akan tetapi pada kenyataannya tidaklah seperti itu, karena pada tahap proses produksi sering terjadinya kegagalan pada salah satu komponen mesin ataupun pada beberapa komponen mesin sehingga mengakibatkan proses produksi terhenti (downtime). Lama waktu untuk melakukan perbaikan tersebut tidak dapat diperkirakan sehingga perusahaan akan mengalami lost product akibat fasilitas produksi yang berhenti.
Tabel. 1.1 Gangguan Fasilitas Produksi
Lama perbaikan (Jam)
Mesin Kerusakan
f Line 1 f Line 2 f Line 3
Boiler Valve rusak 5 1.25 3 0.50 2 0.45
colling Seal bocor, tmbh air 6 3.00 5 2.35 8 4.15
Belt Conveyor Kendur, putus 5 2.10 3 1.00 4 1.40
Spray yodium Nozzle mampet 5 1.15 0 - 3 0.50
Genset Kotor, over hole 2 1.00 1 0.30 2 1.15
Hoper Corong 4 2.00 2 0.55 5 2.30
Centrifuge Belt 2 1.00 0 - 2 1.15
Screw packing motor 3 1.00 0 - 0 -
Pompa washing Pipa mampet 2 1.10 4 2.00 3 1.45
Pin mill macet 0 - 1 0.15 0 -
Dryer Motor, kipas 0 - 1 0.15 2 0.20
Roll Mill belt, motor, roller 10 8.20 7 5.10 15 10.15 Disc mill bearing, rotor, pin 7 9.55 4 4.40 18 14.25
Sieving screen 5 1.55 5 1.45 6 2.00
Panel kotor 0 - 0 - 2 0.30
Vibro Mesh 6 2.10 5 1.45 7 2.55
Jumlah Kerusakan (Jam)/bln 36.20 21.40 44.40
Sumber : Data Departement Maintenance and Engineering PT. EliteStar PrimaJaya Gresik, pada bulan Agustus 2007.
Berdasarkan dampak yang diakibatkan oleh terhentinya proses produksi tersebut maka perlu adanya sebuah kebijakan perawatan yang dapat mengantisipasi terjadinya kegagalan terhadap suatu peralatan. Usaha untuk mengurangi kegagalan suatu peralatan dalam menjalankan fungsinya tergantung pada dimana dan bagaimana peralatan tersebut digunakan dalam operasionalnya.
Reliability Centered Maintenance (RCM) merupakan salah satu metode untuk menentukan kebijakan kegiatan perawatan yang dilakukan dalam rangka memastikan bahwa aset-aset fisik dapat berjalan dengan baik dalam menjalankan fungsi yang dikehendaki oleh pemakainya (John Moubray, 1997). Penggunaan RCM dalam penelitian ini lebih dititik beratkan karena memperhitungkan aspek kemungkinan terjadinya kegagalan beserta konsekuensi yang akan terjadi, bila dibandingkan dengan metode perawatan lain yang hanya memperhatikan aspek kemungkinan terjadinya kegagalan saja. Seiring dengan dampak yang diakibatkan maka pada tahun 1990 mulai diluncurkan RCM II yang merupakan hasil pengembangan dari metode RCM sebelumnya dengan menambahkan Safety and environment consequences (John Moubray, 1997).
Adapun hasil yang bisa diperoleh dengan diterapkannya metode RCM II, antara lain :
Memperbaiki prosedur operasi terhadap aset / peralatan oleh operator. Daftar area dimana perubahan atau kegiatan harus dibuat terhadap industri
aset / peralatan ketika tidak mempunyai performansi sesuai yang diinginkan.
Jadwal perawatan yang bisa dilaksanakan oleh departemen perawatan.
1.2 Perumusan masalah
“Bagaimana menentukan suatu kebijakan perawatan peralatan yang optimal dengan memperhatikan konsekuensi kegagalan yang ditimbulkan dengan pendekatan metode RCM II”.
1.3 Tujuan Penelitian
Adapun tujuan yang ingin dicapai dari penelitian ini adalah sebagai berikut : 1. Mengidentifikasikan mesin kritis dalam sistem produksi dengan
mempertimbangkan segala aspek.
2. Mengidentifikasi komponen / peralatan kritis berdasarkan dampak kegagalan yang ditimbulkan.
3. Menentukan kebijakan perawatan yang tepat dengan memperhatikan penyebab kegagalan serta konsekuensi kegagalan yang ditimbulkan. 4. Mengatur penjadwalan perawatan yang optimal dengan didasarkan atas
pertimbangan biaya resiko kegagalan dan biaya perawatan yang dikeluarkan oleh perusahaan.
1.4 Manfaat Penelitian
Manfaat dari hasil penelitian yang akan dilakukan adalah sebagai berikut : 1. Perusahaan mampu merencanakan kebijakan perawatan yang tepat
terhadap sesuatu komponen, apabila dikaitkan dengan pertimbangan aspek konsekuensi kegagalan dan kelayakan kegiatan perawatan dalam upayanya untuk mengantisipasi terjadinya kegagalan.
2. Dapat memberikan usulan alternatif kegiatan perawatan yang diterapkan pada perusahaan.
3. Dapat memberikan informasi yang lengkap terhadap kegiatan perawatan berdasarkan RCM Decision Worksheet.
4. sebagai bahan pertimbangan dalam menentukan prosedur operasi bagi perusahaan.
1.5 Batasan Masalah
Adapun batasan yang digunakan dalam penelitian ini adalah :
1. Penelitian dilakukan di PT. EliteStar PrimaJaya (ESPJ) pada bagian produksi.
2. penelitian dilakukan pada bagian maintenance
3. Penelitian dilakukan di bagian Line produksi 3, karena line produksi 3 sering mengalami kegagalan proses produksi
4. pembahasan hanya difokuskan pada mesin/peralatan yang paling sering mengalami kerusakan atau mesin kritis.
1.6 Asumsi – asumsi
sedangkan asumsi yang digunakan dalam penelitian ini adalah : 1. Komponen / suku cadang tersedia pada saat dibutuhkan.
2. Peralatan dan fasilitas yang dibutuhkan untuk kegiatan perawatan selalu tersedia
3. Kerusakan peralatan / komponen yang terjadi, yang tercatat pada data historis perawatan tidak disebabkan oleh kesalahan manusia (Human Erorr).
4. Peralatan / komponen memiliki keandalan baru setelah mengalami pergantian (replacement) / mengalami pemulihan kondisi.
1.7 Sistematika Penulisan
Sistematika penulisan dari penelitian ini adalah sebagai berikut : BAB I PENDAHULUAN
Pada bab ini akan dijelaskan tentang hal-hal yang melatar belakangi dilakukannya penelitian ini, kemudian permasalahan yang akan diteliti. Selain itu tujuan dan manfaat yang akan di peroleh dari penelitian ini, yang juga disertai dengan batasan dan asumsi yang digunakan dalam penelitian.
BAB II TINJAUAN PUSTAKA
Pada bab ini berisi teori-teori yang berkaitan dengan penelitian, dimana teori-teori tersebut dijadikan sebagai acuan dalam melaksanakan langkah-langkah penelitian dengan maksud agar tujuan awal dari penelitian ini dapat tercapai.
BAB III METODOLOGI PENELITIAN
Pada bab ini berisikan tahapan-tahapan penelitian secara sistematis yang digunakan untuk memecahkan perasalahan yang ada dalam penelitian ini. dan tahapan-tahapan tersebut merupakan kerangka yang dijadikan sebagai pedoman dalam penelitian.
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini berisikan data-data yang dikumpulkan selama penelitian, yang berguna untuk memecahkan permasalahan yang diteliti. Pengumpulan data ini dilakukan dengan jalan wawancara maupun pengumpulan data historis perusahaan. Selanjutnya dilakukan pengolahan data yang sesuai dengan metodologi penelitian yang diterapkan.
BAB V KESIMPULAN DAN SARAN
Bab ini berisikan kesimpulan dari hasil yang didapatkan pada penelitian ini, yang selanjutnya dari kesimpulan tersebut dapat diberikan suatu saran atau usulan kepada pihak perusahaan yang berkaitan dengan kegiatan perawatan.
BAB II
TINJAUAN PUSTAKA
2.1 Gambaran Singkat Perusahaan
PT. EliteStar PrimaJaya (ESPJ) berdiri pada tanggal 25 Maret 1992 awalnya bernama PT. Fiskar Agung Perkasa, selama 8 tahun berjalan PT. Fiskar Agung Perkasa ini kurang bisa berkembang (Stagnan). Dan sekarang setelah pimpinan perusahaan itu berganti diiringi dengan bergantinya pula nama perusahaan ini dengan status perusahaan PMA (penanaman modal asing) perusahaan ini dengan sangat cepat berkembang hingga sekarang.
PT. EliteStar PrimaJaya (ESPJ) sejak dulu didirikan dengan tujuan untuk memenuhi kebutuhan pelanggan akan garam, baik garam beryodium yang menjadi barang kebutuhan manusia untuk dikonsumsi maupun garam yang tidak beryodium yang dijadikan sebagai barang tambahan untuk membuat suatu produk (seperti bahan untuk membuat es kering).
Bahan Baku Belt Confeyor I Hoper I Belt Confeyor II Washing I Grinding Washing II Hoper II Centifuge Titik Sampling I Air Pencuci Air Pencuci Air Garam K O L A M 6
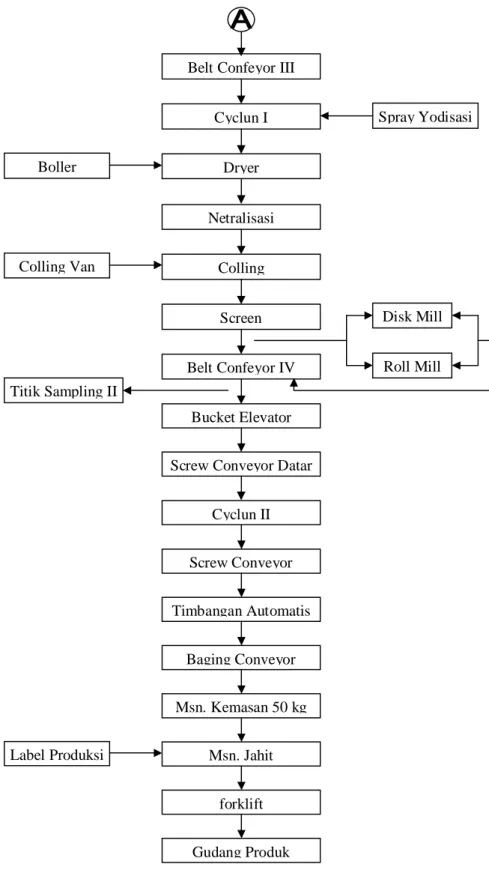
Gambar 2.1. Proses Produksi pembuatan garam beryodium Colling Van
Boller
Belt Confeyor III
Cyclun I Dryer Netralisasi Colling Screen Belt Confeyor IV Titik Sampling II Spray Yodisasi Disk Mill Roll Mill Label Produksi Cyclun II Screw Conveyor Timbangan Automatis Baging Conveyor Msn. Kemasan 50 kg Msn. Jahit forklift Gudang Produk Bucket Elevator
2.2 Perawatan
Perawatan merupakan faktor yang penting dalam menentukan kualitas suatu produk dan dapat digunakan sebagai strategi untuk meraih kesuksesan dalam berkompetensi. Untuk dapat memproduksi suatu produk dengan kualitas tinggi, peralatan produksi harus beroperasi sesuai spesifikasi yang telah ditetapkan dengan melakukan prosedur perawatan secara rutin (berkala). Perawatan didefinisikan sebagai kombinasi dari setiap tindakan yang dilakukan untuk menjaga barang dalam, atau untuk memperbaikinya sampai, suatu kondisi yang bisa diterima (Blanchard, 1995).
Tujuan perawatan yang utama dapat didefinisikan sebagai berikut : Untuk memperpanjang usia kegunaan asset.
Untuk menjamin ketersediaan optimum peralatan yang digunakan untuk produksi sehingga didapatkan laba investasi (return of investment) semaksimal mungkin.
Untuk menjamin kesiapan operasional dari seluruh peralatan yang diperlukan dalam keadaan darurat setiap waktu.
Untuk menjamin keselamatan pekerja yang menggunakan sarana tersebut.
Menurut Blanchard (1995) permasalahan perawatan berkaitan erat dengan tindakan pencegahan (Preventive) dan perbaikan (Corective). Dan tindakan tersebut dapat berupa :
a. pemeriksaan (Inspection), yaitu tindakan yang ditujukan untuk sistem atau mesin untuk mengetahui apakah siste berada pada kondisi yang diharapkan.
b. Penggantian komponen, yaitu tindakan penggantian komponen-komponen yang rusak atau tidak sesuai dengan kondisi yang diinginkan. Tindakan ini dimungkinkan untuk dilakukan secara mendadak atau dengan perencanaan pencegahan terlebih dahulu.
c. Service, yaitu tindakan yang bertujuan untuk menjaga suatu mesin atau sistem, yang biasanya telah diatur pada buku petunjuk penggunaan mesin.
d. Perbaikan, yaitu tindakan perbaikan minor yang dilakukan pada saat terjadinya kerusakan kecil.
2.3 Konsep dasar Perawatan
Pada dasarnya kegiatan perawatan terbagi atas dua kategori, yaitu kegiatan perawatan yang bersifat preventif (Preventive Maintenance) dan kegiatan perawatan yang bersifat korektif (Corective Maintenance). Pemilihan kegiatan perawatan tersebut didasarkan pada sifat kerusakan atau kegagalan pada peralatan, apakah bersifat terprediksi atau malah sebaliknya. Disamping itu pemilihan tersebut juga didasari oleh biaya yang ditanggung apabila menerapkan salah satu jenis kegiatan perawatan (Anderson dan Neri, 1990).
Bentuk-bentuk dari perawatan dapat dibedakan sebagai berikut : 1. Perawatan Preventif (Preventif Maintenance)
Tindakan perawatan pencegahan dilakukan untuk menghindari kerusakan pada suatu peralatan atau system, tapi pada kenyataanya mungkin tidak diketahui bagaimana cara untuk menghindari adanya kerusakan. Berikut ini adalah 3 alasan untuk dilakukannya tindakan preventive maintenance :
a. Menghindari terjadinya kerusakan b. Mendeteksi awal terjadinya kerusakan c. Menentukan kerusakan tersembunyi
Dengan berdasarkan pada 3 alasan di atas, maka didapatkan 4 kategori yang ada pada perawatan preventive yaitu :
1) Condition directed
Merupakan kegiatan yang bertujuan untuk mendeteksi awal terjadinya kerusakan. Salah satu alterlatif terbaik dengan mendeteksi awal terjadinya kerusakan dan menunjukkan perkiraan waktu suatu peralatan akan mengalami kegagalan dalam menjalankan fungsinya.
2) Time directed
Merupakan kegiatan perawatan yang secara langsung mencegah atau memperlambat terjadinya kerusakan dan dilakukan secara periodik sampai peralatan tidak dapat diperbaiki kembali.
3) Failure finding
Merupakan kegiatan yang bertujuan untuk menemukan kerusakan yang tersembunyi dalam menjalankan operasinya. Pada system yang besar dan kompleks hampir seluruh peralatan atau keseluruhan system maupun subsistem yang pernah mengalami kerusakan tersembunyi.
4) Run to failure
Merupakan suatu keputusan untuk mengoperasikan peralatan sampai terjadi kerusakan karena ditinjau dari segi ekonomis tidak menguntungkan jika dilakukan adanya suatu perawatan.
Dalam prakteknya, Preventive Maintenance yang dilakukan oleh suatu perusahaan dibedakan atas :
1) Routine Maintenance.
Yaitu kegiatan pemeliharaan terhadap kondisi dasar mesin dan mengganti suku cadang yang aus atau rusak yang dilakukan secara rutin, misalnya setiap hari. Contoh pembersihan peralatan, pelumasan atau pengecekan oli, pengecekan bahan bakar, pemanasan mesin-mesin sebelum dipakai berproduksi.
2) Periodic Maintenance.
Yaitu kegiatan pemeliharaan yang dilakukan secara periodic atau dalam jangka waktu tertentu misalnya satu minggu sekali, dengan cara melakukan inspeksi secara berkala dan berusaha memulihkan bagian mesin yang cacat atau tidak sempurna. Contoh : penyetelan katup-katup pemasukan dan pembuangan, pembongkaran mesin untuk penggantian bearing.
3) Running Maintenance.
Merupakan pekerjaan perawatan yang dilakukan pada saat fasilitas produksi dalam keadaan bekerja. Perawatan ini termasuk cara perawatan yang direncanakan untuk diterapkan pada peralatan atau pemesinan dalam keadaan operasi. Biasanya diterapkan pada mesin-mesin yang harus terus menerus beroperasi dalam melayani proses produksi. Kegiatan perawatan dilakukan dengan jalan mengawasi secara aktif (monitoring).
4) Shutdown Maintenance.
Merupakan kegiatan perawatan yang hanya dapat dilaksanakan pada waktu fasilitas produksi sengaja dimatikan atau dihentikan. 2. Perawatan korektif (Corrective Maintenance)
Corrective maintenance dilakukan pada waktu tertentu untuk memeriksa kondisi mesin pada waktu tertentu meskipun telah dilaksanakan preventive maintenance secara teratur sebelumnya. Hal ini biasanya melibatkan shut down maintenance atau biasanya disebut over houls. Pelaksanaan corrective maintenance harus direncanakan secara detail dan menyeluruh terlebih dahulu.
Adapun hal-hal yang perlu diperhatikan adalah sebagai berikut : a. Cara menganalisa dan mengevaluasi kegiatan maintenance.
b. Cara mengadministrasikan dan mendokumentasikan kegiatan maintenance.
c. Mengklarifikasi aktifitas maintenance yang berguna. d. Jumlah dan jenis ahli atau tenaga kerja yang diperlukan. e. Jadwal pelaksanaan maintenance.
f. Cara pelaksanaan sesuai dengan karakter dan sifat dari fasilitas. g. Mesin atau peralatan mana saja yang akan dimaintenance. 3. Perawatan prediktif (Predictive Maintenace)
Predictive maintenace menggunakan suatu alat untuk mendapatkan accurate knowladge tentang kondisi mesin atau peralatan tanpa mengganggu operasi normalnya, jadi dalam hal ini dapat dikatakan
bahwa predictive maintenance merupakan perawatan yang mendeteksi masalah yang tersembunyi dan perubahan atau kelainan kondisi fisik maupun fungsi dari sistem peralatan.
4. Perawatan setelah terjadi kerusakan (Break Down Maintenance)
Perawatan ini dilakukan setelah terjadi kerusakan dan untuk memperbaikinya harus disiapkan suku cadang, material, alat-alat atau tenaga kerjanya. Penerapan sistem perawatan ini dilakukan pada mesin-mesin yang ringan apabila terjadi kerusakan dapat diperbaiki dengan cepat.
5. Perawatan Darurat (Emergency Maintenance)
Peawatan yang dilakukan karena terjadi kemacetan atau kerusakan yang tidak terduga.
2.4 Reliability Centered Maintenance (RCM)
Reliability Centered Maintenance (RCM) merupakan salah satu metode perawatan yang digolongkan kedalam sistem perawatan terencana (Planned Maintenance). Konsep dasar metode RCM adalah proses yang digunakan untuk menentukan apa yang harus dilakukan untuk memastikan bahwa aset-aset fisik yang dimiliki dapat berfungsi sesuai yang diharapkan (John Moubray, 1997)
Dari konsep diatas dapat disimpulkan bahwa tujuan dari RCM adalah untuk mencapai keandalan (Reliability) untuk semua komponen yang beroperasi didalam sistem. untuk dapat menerapkan RCM ini, terdapat 7 pertanyaan sebagai berikut :
1. Apakah fungsi dan hubungan performansi standart dari aset dalam konteks operasionalnya saat ini ?
2. Bagaimana aset tersebut rusak / gagal dalam menjalankan fungsinya ? 3. Apakah penyebab masing-masing kegagalan fungsi tersebut ?
4. Apakah yang terjadi pada saat terjadinya kerusakan ? 5. Bagaimanakah masing-masing kerusakan tersebut terjadi ?
6. Apakah yang dapat dilakukan untuk memprediksi atau mencegah masing-masing kerusakan tersebut ?
7. Apakah yang harus dilakukan apabila kegiatan proaktif yang sesuai tidak berhasil ditemukan ?
Reliability Centered Maintenance (RCM) lebih menitikberatkan pada penggunanaan analisa kualitatif untuk komponen yang dapat menyebabkan kegagalan pada suatu sistem.
Dari pertanyaan-pertanyaan diatas, dapat dijarbakan sebagai berikut :
a. Fungsi-fungsi & Performansi Standart (Fungtions & Performance Standards)
Untuk dapat memastikan bahwa aset-aset fisik dapat berjalan sesuai dengan yang diinginkan pemakainya dalam konteks operasionalnya saat ini, harus dilakukan 2 hal sebagai berikut :
1. Menentukan apa yang diinginkan oleh pemakai terhadap aset tersebut. 2. Memastikan bahwa aset tersebut dapat / mampu melakukan apa yang
dikehendaki oleh pemakai.
b. Kegagalan fungsi (Fungtions Failure)
Dalam RCM, suatu kegagalan disebut juga dengan kegagalan fungsi, dikarenakan kegagalan ini terjadi apabila suatu asset tidak ampu lagi untuk memenuhi fungsinya sesuai dengan standart performansi dari suatu proses produksi yang telah ditetapkan.
c. Jenis Kerusakan (Failure Modes)
Setelah sebelumnya dilakukan identifikasi terhadap kegagalan fungsinya (Fungtions Failure), maka langkah berikutnya yaitu identifikasi terhadap semua kejadian yang terbukti menyebabkan terjadinya Fungtions Failure, dan hal ini disebut sebagai Failure Modes atau jenis kegagalan.
d. Akibat dari kegagalan (Failure Effects)
Langkah berikutnya dari proses RCM adalah mengetahui failure effects, yaitu mendeskripsikan apa yang terjadi pada sistem ketika penyebab kegagalan terjadi. Akibat dari kegagalan untuk suatu failure mode dapat diidentifikasikan sebagai berikut :
o Local Effect
Menyatakan perubahan awal yang terjadi pada suatu peralatan peralatan (ketika penyebab kegagalan terjadi) pada koponen.
o Functional Failure
Menyatakan akibat dari penyebab kegagalan yang terjadi pada suatu sistem.
o End Effect
Menyatakan keseluruhan akibat yang terjadi pada kontrol, lingkungan, kebakaran, maupun ledakan.
e. Konsekuensi Kegagalan (Failure Consequences)
Dalam proses RCM, konsekuensi dari kegagalan diklasifikasikan dalam 4 bagian, yaitu :
i. Hidden Failure Consequences
Salah satu kegagalan fungsi yang tidak akan dapat menjadi bukti bagi operator bahwa telah terjadi kegagalan, eskipun dalam kondisi normal.
ii. Safety and Environmental Consequences
Sebuah kegagalan dapat dikatakan mempunyai konsekuensi terhadap keselamatan, ketika dapat melukai atau membunuh seseorang. Sedangkan dakatakan memiliki konsekuensi terhadap lingkungan, jika dapat melanggar standard regulasi lingkungan, baik regional maupun nasional.
iii. Operational Consequences
Suatu kegagalan dikatakan memiliki konsekuensi operasional ketika berakibat pada produksi atau operasional (output, kualitas produk, pelayanan terhadap konsumen, atau biaya operasional untuk perbaikan koponen).
iv. Non-operational Cosequences
Bukti kegagalan pada kategori ini adalah yang bukan tergolong dalam konsekuensi keselamatan ataupun produksi, jadi kegagalan ini hanya melibatkan biaya perbaikan komponen.
f. Proactive Maintenance Tasks
Tindakan ini dilakukan sebelum terjadi kegagalan, dalam rangka untuk menghindarkan peralatan dari kondisi yang dapat menyebabkan kegagalan (failure state). Kegiatan ini dibagi menjadi 3 kategori, antara lain :
a. Scheduled Restoration Task
Adalah tindakan pemulihan kemampuan peralatan atau komponen pada saat atau sebelum batas umur yang ditetapkan, tanpa memperhatikan kondisinya saat itu.
Tindakan Scheduled Restoration secara teknik mungkin untuk dilakukan apabila :
Dapat diidentifikasi umur dimana peralatan tersebut menunjukkan kemungkinan penambahan kecepatan terjadinya kegagalan.
Mayoritas dari peralatan-peralatan dapat bertahan pada umur tersebut (untuk semua peralatan jika kegagalan memiliki konsekuensi terhadap keselamatan dan lingkungan).
Memperbarui dengan peralatan yang tahan terhadap kegagala tersebut.
b. Scheduled Discard Task
Adalah tindakan mengganti peralatan atau komponen pada saat atau sebelum batas umur yang ditetapkan, tanpa memperhatikan kondisi saat itu.
Tindakan Scheduled Discard secara teknik mungkin untuk dilakukan dalam kondisi berikut :
Dapat diidentifikasi umur dimana peralatan tersebut menunjukkan kemungkinan penambahan kecepatan terjadinya kegagalan.
Mayoritas dari peralatan-peralatan dapat bertahan pada umur tersebut (untuk semua peralatan jika kegagalan memiliki konsekuensi terhadap keselamatan dan lingkungan).
c. Scheduled On-condition Maintenance Task
Adalah kegiatan pemeriksaan terhadap potential failure sehingga tindakan dapat diambil untuk mencegah terjadinya functional failure atau untuk menghindari konsekuensi dari functional failure.
Dimana potential failure didefinisikan dengan sebuah kondisi yang dapat mengindikasikan sedang terjadi kegagalan atau proses kegagalan fungsi (functional failure).
Dalam teknik on-condition terdapat 4 kategori utama, yaitu :
a. condition monitoring techniques, yang melibatkan penggunaan peralatan khusus untuk melakukan monitoring terhadap kondisi peralatan lain.
b. Teknik berdasarkan pada variasi kualitas produk.
c. Primary effects monitoring techniques, yang melibatkan peralatan yang ada dan peralatan untuk proses monitoring.
d. Teknik inspeksi berdasarkan human sense predictive dan preventive maintenance, akan tetapi RCM membatasinya dengan scheduled restoration, scheduled discard, dan on-condition maintenance.
g. Default action
Tindakan ini dilakukan ketika sudah berada dalam failed state, dan dipilih ketika tindakan proactive task yang efektif tidak ungkin untuk diidentifikasi. Default actions meliputi :
Scheduled failure finding
Meliputi tindakan checking secara periodik atau dengan interval waktu tertentu terhadap fungsi-fungsi yang tersembunyi untuk mengetahui apakah peralatan tersebut telah rusak.
Redesign
Membuat suatu perubahan untuk membangun kembali suatu sistem. Hal ini mencakup modifikasi terhadap perangkat keras dan juga perubahan prosedur.
No scheduled maintenance
Seperti namanya, pada kegiatan ini tidak ada usaha untuk mengantisipasi (preventive) terhadap suatu failure mode yang terjadi, sehingga failure tersebut dibiarkan terjadi baru kemudian diperbaiki. Tindakan ini juga disebut sebagai run-to-failure.
2.4.1 Deskripsi sistem dan Functional Block Diagram (FBD)
Setelah dilakukan pemilihan sistem, maka langkah selanjutnya yaitu mengidentifikasikan secara detail sistem tersebut. Informasi yang diperlukan didalam tahap ini adalah :
a. Deskripsi sistem dan FBD b. Data perawatan peralatan
Langkah pendeskripsian sistem tersebut diperlukan untuk mengetahui koponen-koponen yang terdapat dalam sistem dan bagaimana komponen tersebut bekerja sesuai fungsinya. Data fungsi peralatan dan cara beroperasinya, dipakai untuk membuat definisi dan dasar untuk menentukan kegiatan perawatan pencegahan.
2.4.2 System function and functional failure
System function bertujuan untuk membuat suatu informasi yang dapat menyediakan atau mendefinisikan fungsi sistem. Analisa yang dilakukan berdasarkan fungsi dan bukan mengenai peralatan yang ada pada sistem.
Functional failure (kegagalan fungsional) menjelaskan bagaimana sistem mengalami kegagalan dan apa saja usaha yang dilakukan untuk mencegah dan mengurangi serta mendeteksi terjadinya kegagalan.
2.4.3 FMEA (Failure Modes and Effect Analysis).
Failure Modes and Effect Analysis merupakan suatu metode yang bertujuan untuk mengevaluasi desain sistem dengan mempertibangkan bermacam-macam jenis kegagalan dari sistem yang terdiri dari komponen-komponen, menganalisa pengaruh-pengaruh terhadap keandalan sistem dengan penelusuran pengaruh-pengaruh kegagalan komponen sesuai dengan level peralatan (item-item) khusus dari sistem yang kritis dapat dinilai dan tindakan yang diperlukan untuk memperbaiki desain dan mengeliminasi atau mereduksi probabilitas dari mode-mode kegagalan yang kritis. (Villemeur Alain, 1992).
Kegiatan FMEA melibatkan banyak hal seperti mereview berbagai kegagalannya, penyebab kegagalannya serta dampak kegagalan yang
ditimbulkan untuk masing-masing komponen untuk berbagai mode kegagalan berikut dampaknya pada sistem yang dituliskan pada FMEA worksheet.
2.4.4 Decision diagram
Setelah dilakukan analisa FMEA, maka pada tahap selanjutnya yaitu melakukan analisa pada setiap failure mode (penyebab kegagalan) dari sub sistem yang terdapat dalam tabel FMEA dengan Decision Diagram RCM, yang akan memadukan semua proses keputusan kedalam suatu single strategic frame work.
2.4.5 RCM II decision worksheet
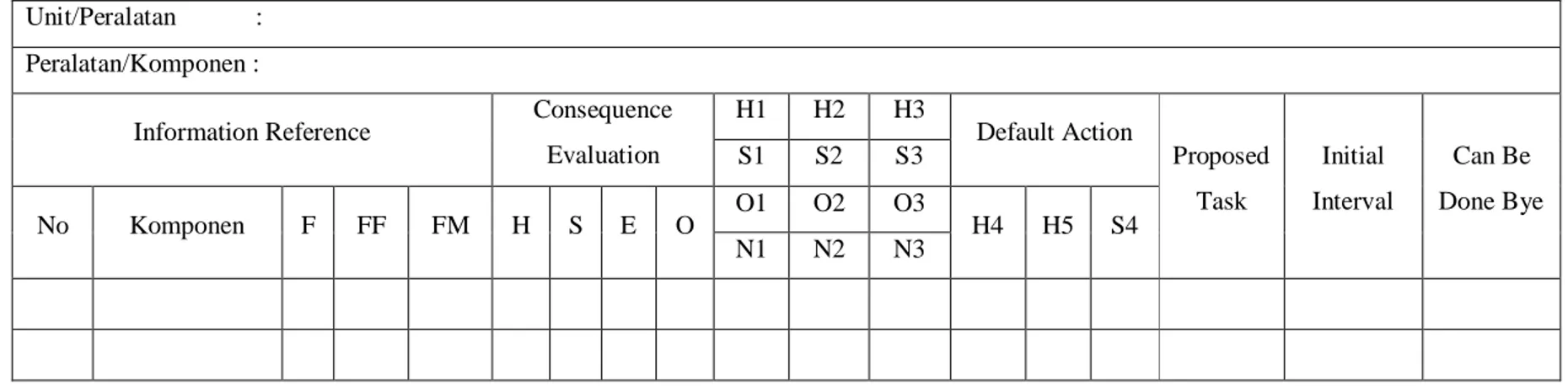
RCM II decision worksheet merupakan dokumen kerja penting kedua yang dipergunakan dalam aplikasi RCM untuk mencatat jawaban terhadap pertanyaan dalam Decision Diagram RCM.
Pada Decision worksheet akan menganalisa konsekuensi dari adanya kegagalan apakah berpengaruh terhadap keselamatan (S), lingkungan (E), atau berpengaruh terhadap kerugian operasional (O). dan berikut adalah kolom-kolom yang ada dalam Decision Worksheet (John Moubray, 1997).
Unit/Peralatan : Peralatan/Komponen :
H1 H2 H3 Information Reference Consequence
Evaluation S1 S2 S3 Default Action O1 O2 O3 No Komponen F FF FM H S E O N1 N2 N3 H4 H5 S4 Proposed Task Initial Interval Can Be Done Bye
2.5.1 Fungsi keandalan
Keandalan (reliability) ialah probabilitas bahwa suatu peralatan atau sistem peralatan akan beroperasi pada suatu periode waktu, tanpa mengalami kerusakan dan kondisi lingkungan tertentu. Bila suatu peralatan yang biasanya beroperasi sampai waktu tertentu tanpa mengalami kerusakan maka fungsi keandalan R(t) adalah :
R(t) =
t dt t f( ) = P (x > t )R(t) = P (peralatan beroperasi hingga waktu t) R(t) = 1 – P (T – t )
Dari persamaan diatas maka fungsi keandalan yaitu : R(t) = 1 – F(t)
Dimana F(t) merupakan fungsi distribusi kumulatif umur (life time) komponen atau distribusi kerusakan.
a) Laju kerusakan
Reliability juga sering dinyatakan dengan laju kerusakan yang didefinisikan sebagai banyaknya komponen yang rusak persatuan waktu, bila komponen sejenis dalam jumlah yang banyak dioperasikan bersamaan.
Laju kerusakan (t)dapat ditentukan sebagai berikut :
) (t = lim t N t N N t t N N t N ) 0 ( / ) ( ) 0 ( / ) ( ) 0 ( / ) (
fungsi (t)(failure rate) diatas disebut sebagai laju kerusakan sesaat, yang lebih dikenal dengan fungsi kerusakan atau hazard function [h(t)].
0 t
Sedangkan
1
0
) ( dtt
h dikenal dengan integrated hazard func6tion.
Sehingga H(t) dapat ditulis : H(t) =
1
0
) ( dtt
Sehingga didapat persamaan keandalan : R(t) = exp[-H(t)] b) Mean Time To Failure (MTTF)
Keandalan sering dinyatakan dalam bentuk angka yang menyatakan ekspektasi masa pakai yang dinotasikan dengan E(t) yang biasanya disebut Mean Time To Failure atau MTTF (O. Charles Smith, 1976). Dan hubungan ini dinyatakan dengan :
MTTF =
t dt t f()Model probabilitas untuk keandalan
Langkah pertama untuk menghitung keandalan suatu peralatan atau komponen yaitu harus mengetahui model probabilitas peralatan atau komponen, yang biasanya dinyatakan dalam distribusi yang umum digunakan yaitu distribusi Eksponensial, distribusi Weibull, distribusi Log-normal, dan distribusi Normal. Berikut adalah penjelasan untuk masing-masing distribusi tersebut :
a. Distribusi Eksponensial
Distribusi eksponensial adalah salah satu distribusi yang paling sering digunakan dalam praktek, dimana kerusakan peralatan dapat disebabkan oleh kerusakan komponen yang menyusun mesin atau peralatan tersebut.
Fungsi padat dari distribusi eksponensial adalah : f(t) = exp[t]untuk t 0
dimana adalah rata-rata laju kedatangan dari kerusakan
(Breakdown) dan
1
Fungsi kumulatif : F(t) = 1 – exp[-.t] Fungsi keandalan : R(t) = exp[-.t]
Sedangkan untuk laju kerusakan dari distribusi eksponensial adalah : h(t) =
b. Distribusi Weibull
Distribusi Weibull adalah merupakan salah satu dari distribusi yang digunakan untuk keandalan dimana memiliki parameter bentuk dan parameter skala.
Fungsi padat dari distribusi Weibull dengan 2 parameter adalah :
t t e t f 1 ) (
dimana adalah parameter bentuk sedangkan adalah parameter skala.
Fungsi kumulatif : F(t) = 1 – e t Fungsi keandalan : R(t) = e t Fungsi untuk laju kerusakan : h(t) =
1 t c. Distribusi Log-Normal
Sebuah distribusi dapat dikatakan sebagai distribusi Log-Normal apabila logaritmanya mengikuti distribusi normal.
Fungsi padat dari distribusi Log-Normal adalah :
] 2 log exp[ 2 1 2 2 ) ( t t ftUntuk t, dimana adalah rata-rata dari distribusi dan adalah SD (standard deviasi).
Fungsi kumulatif : F(t) =
t
dt t
2 2 2 log exp 2 1 Fungsi keandalan : R(t) =
t
dt t t
2 2 2 log exp 2 1 Sedangkan laju kerusakannya :
h(t) =
t dt t t 2 2 2 log exp 2 2 2 log exp 2.5.2 Model matematis perawatan
Dengan mengasumsikan bahwa scheduled (preventive) maintenance akan memulihkan sepereti kondisi baru, akan tetapi perbaikan unit yang rusak akan memulihkan kondisinya seperti pada waktu kerusakan (minimal repair). TC = CF. fF + CM fM = CF
t dt C TM TM M TM 1 ) ( 1 0 =
TM M F t dt C C TM 0 () 1 jika data berdistribusi Weibull, aka biaya total per jam adalah :
TC = TM CM TM CR 1
Untuk memperoleh Tc yang minimum, maka 0 M c dT dT , sehingga diperoleh: TM =
1 1 F M C C Dimana :CR
= biaya perbaikan atau penggantian karena rusaknya komponen
untuk setiap siklus perawatan (Rp)
TM = interval waktu scheduled maintenance (preventive maintenance) (jam)
fR = frekuensi perbaikan atau penggantian fM = frekuensi perawatan = 1/ TM
TC = biaya total yang dibebankan pada tiap jam pengoperasian mesin (operating cost) untuk kegiatan perbaikan dan perawatan.
2.6
Menentukan Severity, Occurrence, Detection dan RPNUntuk menentukan prioritas dari suatu bentuk kegagalan maka dalam mengerjakan FMEA harus mendefinisikan terlebih dahulu tentang severity, detection, dan juga hasil akhirnya yang berupa Risk priority number (Davit kriswanto, 2007).
1. Severity
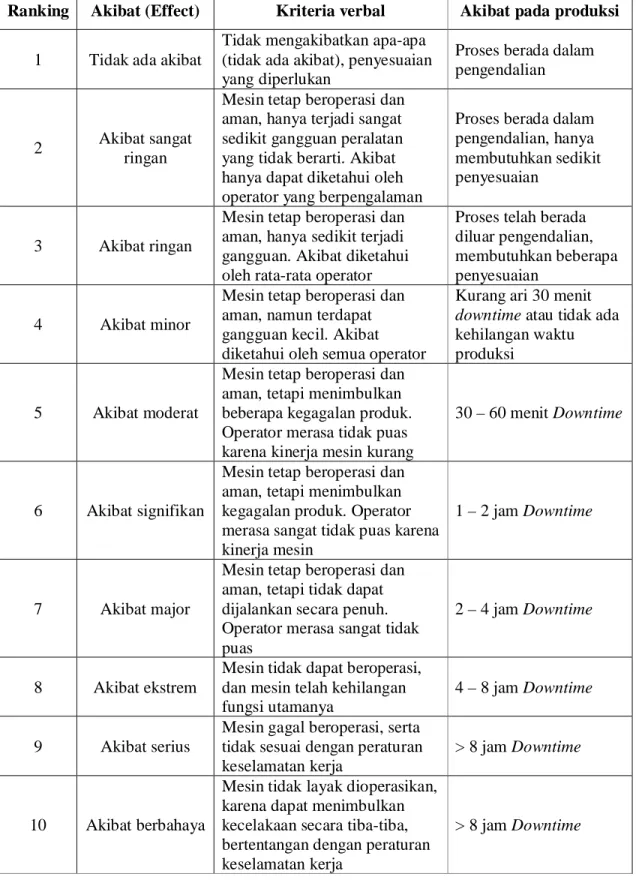
Merangkingkan severity yakni mengidentifikasikan dampak potensial yang terburuk yang diakibatkan oleh suatu kegagalan. Dampak ini ditentukan berdasarkan tingkat cedera yang dialami personel, tingkat kerusakan peralatan, akibat pada produksi dan lama downtime yang terjadi. Tingkat efek ini dapat dikelompokkan menjadi :
Tabel 2.1. Tingkat Severity
Ranking Akibat (Effect) Kriteria verbal Akibat pada produksi 1 Tidak ada akibat
Tidak mengakibatkan apa-apa (tidak ada akibat), penyesuaian yang diperlukan
Proses berada dalam pengendalian
2 Akibat sangat ringan
Mesin tetap beroperasi dan aman, hanya terjadi sangat sedikit gangguan peralatan yang tidak berarti. Akibat hanya dapat diketahui oleh operator yang berpengalaman
Proses berada dalam pengendalian, hanya membutuhkan sedikit penyesuaian
3 Akibat ringan
Mesin tetap beroperasi dan aman, hanya sedikit terjadi gangguan. Akibat diketahui oleh rata-rata operator
Proses telah berada diluar pengendalian, membutuhkan beberapa penyesuaian
4 Akibat minor
Mesin tetap beroperasi dan aman, namun terdapat gangguan kecil. Akibat diketahui oleh semua operator
Kurang ari 30 menit downtime atau tidak ada kehilangan waktu produksi
5 Akibat moderat
Mesin tetap beroperasi dan aman, tetapi menimbulkan beberapa kegagalan produk. Operator merasa tidak puas karena kinerja mesin kurang
30 – 60 menit Downtime
6 Akibat signifikan
Mesin tetap beroperasi dan aman, tetapi menimbulkan kegagalan produk. Operator merasa sangat tidak puas karena kinerja mesin
1 – 2 jam Downtime
7 Akibat major
Mesin tetap beroperasi dan aman, tetapi tidak dapat dijalankan secara penuh. Operator merasa sangat tidak puas
2 – 4 jam Downtime
8 Akibat ekstrem
Mesin tidak dapat beroperasi, dan mesin telah kehilangan fungsi utamanya
4 – 8 jam Downtime
9 Akibat serius
Mesin gagal beroperasi, serta tidak sesuai dengan peraturan keselamatan kerja
> 8 jam Downtime
10 Akibat berbahaya
Mesin tidak layak dioperasikan, karena dapat menimbulkan kecelakaan secara tiba-tiba, bertentangan dengan peraturan keselamatan kerja
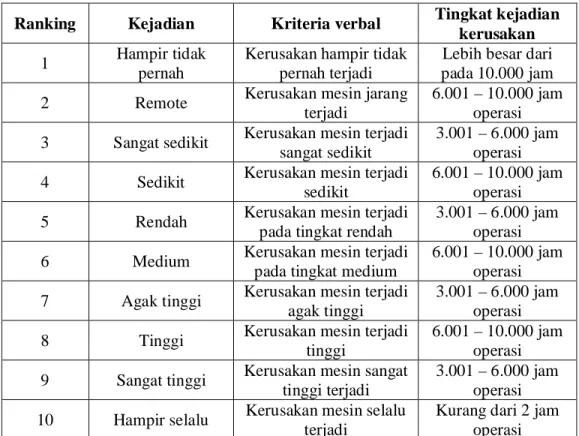
2. Occurrence
Frekuensi terjadinya kegagalan (Occurrence). Frekuensi terjadinya kegagalan ini dapat dilihat pada tabel 2.6.2 sebagai berikut :
Tabel 2.2 Tingkat Occurrence
Ranking Kejadian Kriteria verbal Tingkat kejadian kerusakan 1 Hampir tidak
pernah
Kerusakan hampir tidak pernah terjadi
Lebih besar dari pada 10.000 jam 2 Remote Kerusakan mesin jarang
terjadi
6.001 – 10.000 jam operasi 3 Sangat sedikit Kerusakan mesin terjadi
sangat sedikit
3.001 – 6.000 jam operasi 4 Sedikit Kerusakan mesin terjadi
sedikit
6.001 – 10.000 jam operasi 5 Rendah Kerusakan mesin terjadi
pada tingkat rendah
3.001 – 6.000 jam operasi 6 Medium Kerusakan mesin terjadi
pada tingkat medium
6.001 – 10.000 jam operasi 7 Agak tinggi Kerusakan mesin terjadi
agak tinggi
3.001 – 6.000 jam operasi 8 Tinggi Kerusakan mesin terjadi
tinggi
6.001 – 10.000 jam operasi 9 Sangat tinggi Kerusakan mesin sangat
tinggi terjadi
3.001 – 6.000 jam operasi 10 Hampir selalu Kerusakan mesin selalu
terjadi
Kurang dari 2 jam operasi
3. Detection
Detection adalah pengukuran terhadap kemampuan mengendalikan/ mengontrol kegagalan yang dapat terjadi. Nilai Detection dapat dilihat dalam tabel 2.6.3 sebagai berikut :
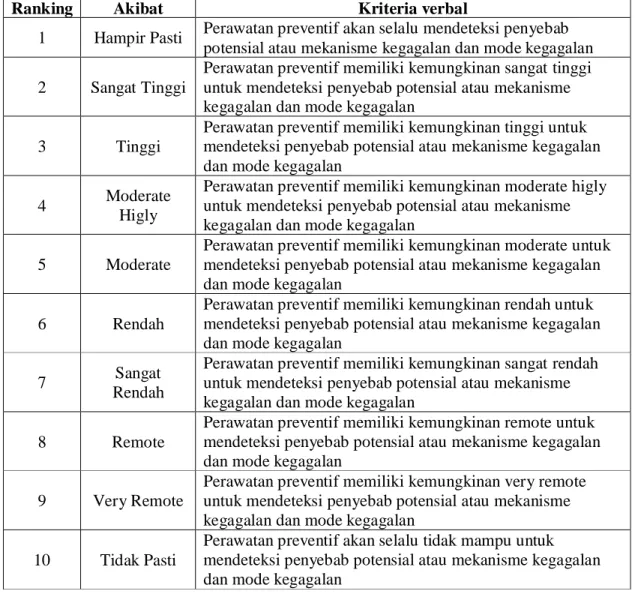
Tabel 2.3 Tingkat Detection
Ranking Akibat Kriteria verbal
1 Hampir Pasti Perawatan preventif akan selalu mendeteksi penyebab potensial atau mekanisme kegagalan dan mode kegagalan
2 Sangat Tinggi
Perawatan preventif memiliki kemungkinan sangat tinggi untuk mendeteksi penyebab potensial atau mekanisme kegagalan dan mode kegagalan
3 Tinggi
Perawatan preventif memiliki kemungkinan tinggi untuk mendeteksi penyebab potensial atau mekanisme kegagalan dan mode kegagalan
4 Moderate
Higly
Perawatan preventif memiliki kemungkinan moderate higly untuk mendeteksi penyebab potensial atau mekanisme kegagalan dan mode kegagalan
5 Moderate
Perawatan preventif memiliki kemungkinan moderate untuk mendeteksi penyebab potensial atau mekanisme kegagalan dan mode kegagalan
6 Rendah
Perawatan preventif memiliki kemungkinan rendah untuk mendeteksi penyebab potensial atau mekanisme kegagalan dan mode kegagalan
7 Sangat
Rendah
Perawatan preventif memiliki kemungkinan sangat rendah untuk mendeteksi penyebab potensial atau mekanisme kegagalan dan mode kegagalan
8 Remote
Perawatan preventif memiliki kemungkinan remote untuk mendeteksi penyebab potensial atau mekanisme kegagalan dan mode kegagalan
9 Very Remote
Perawatan preventif memiliki kemungkinan very remote untuk mendeteksi penyebab potensial atau mekanisme kegagalan dan mode kegagalan
10 Tidak Pasti
Perawatan preventif akan selalu tidak mampu untuk mendeteksi penyebab potensial atau mekanisme kegagalan dan mode kegagalan
4. Risk Priority Number (Angka Prioritas Resiko/RPN)
RPN merupakan produk matematis dari keseriusan effect (severity), kemungkinan terjadinya cause akan menimbulkan kegagalan yang berhubungan dengan effect (Occurrance), dan kemampuan untuk mendeteksi kegagalan sebelum terjadi pada pelanggan (Detection). RPN dapat ditunjukkan dengan persamaan sebagai berikut :
RPN = Severity * Occurrence * Detection
Hasil dari RPN menunjukkan tingkat prioritas peralatan yang dianggap beresiko tinggi, sebagai penunjuk ke arah tindakan perbaikan.
2.7
Penelitian TerdahuluI. PENENTUAN INTERVAL PERAWATAN YANG OPTIMAL PADA POMPA LIMBA AIR CONDESAT DENGAN ANALISA KEANDALAN DAN MEMINIMALISASI BIAYA PERAWATAN
Studi kasus di PT. Petrokimai Gresik Lukman Yuwono
Jurusan Teknik Industri, Universitas Muhammadiyah Gresik- 2005
Mesin merupakan modal utama dalam pabrik, oleh karena itu perawatan mesin harus diperhatikan supaya mesin dapat berjalan lancar dalam menuinjang kapasitas produksi dan bukan hanya mesin-mesin produksi saja yang menjadi pusat pemeliharaan tapi juga fasilitas lain sebagai penunjang. Aktifitas perawatan merupakan bagian fasilitas lain yang juga sebagai penunjang. . Aktifitas perawatan merupakan bagian integral dari program produksi dalam upaya meningkatkan produktifitas baik secara kuantitas maupun kualitas. Program perawatan ini harus benar-benar direncanakan, sehingga fasilitas pada produksi yng siap dan waktu terhentinya aktifitas produksi (down time) yang merugikan dapat dikurangi sedemikian mungkin. Perawatan yang tidak memadai dapat mengakibatkan kehancuran fasilitas dan mesin yang sangat tidak hanya perbaikan- perbaikan dengan biaya yang mahal, tetapi juga kegiatan produksi.
Karena itu bidang perawatan perlu mendapatkan perhatian secara khusus. Tercapainya tujuan perawatan di industri, pabrik, bengkel-bengkel kerja unit-unit produksi tidak hanya ditunjang oleh fasilitas dan teknik perawatan, tetapi dipengaruhi oleh sistem manajemen yang diterapkan.
Dengan mengetahui waktu interval yang optimal, maka biaya perawatan dapat ditekan seminimal mungkin. Selain biaya dalam hal perawatan yang perlu mendapatkan perhatian adalah nilai kehandalan dari komponen tersebut.
Kesimpulan yang dapat diambil dari penelitan ini, bahwa interval perawatan yang optimal adalah sebesar 12 hari untuk kedua dengan nilai keandalan sebesar 0,707 atau 70,7% dengan menghemat biaya perawatan sebesar Rp. 55.863.330 dan biaya perawatan sebesar Rp. 99.308.500 selama 512 hari untuk V-Belt sedangkan copling interval perawatan yang optimal adalah sebesar 12 hari untuk
kedua komponen dengan nilai keandalan sebesar 0,709 atau 70,9% dengan menghemat biaya perawatan Rp. 54.954.530 dan biaya perawatan sebesar Rp. 89.700.000 selama 773 hari.
II. PERANCANGAN SISTEM KEBIJAKSANAAN PERAWATAN PERALATAN YANG OPTIMAL BERDASARKAN RELIABILITY CENTERED MAINTENANCE II
Studi kasus di PT. Philips Indonesia Dhony Iwan Kristanto
Jurusan Teknik Industri, Institut Teknologi Sepuluh Nopember- 2005 Guna mendukung jalannya proses produksi agar tidak terhenti/macet karena suatu kerusakan mesin, maka perlulah kita memikirkan tindakan perawatan (penggantian) suatu komponen pada mesin tersebut. Fokus utama dari permasalahan yang ada adalah, bagaimana merencanakan interval perawatan yang dapat meminimumkan biaya dari masing-masing komponen.
Dengan menggunakan metode RCM maka akan didapatkan enam komponen kritis pada peralatan di unit Component Lamp Factory departemen Soda Lime Glass line Danner 1.3. dari enam komponen kritis tersebut didapatkan pula interval perawatan untuk masing-masing komponen dan juga biaya perawatan yang minimum.
Berdasarkan hasil diatas maka dapat disimpulkan bahwa metode RCM ini merupakan metode yang tepat untuk mendapatkan interval perawatan yang optimal yang dapat meminimumkan biaya perawatan sebesar 65% untuk komponennya dan untuk nilai keandalan sebesar 60%.
BAB III
METODOLOGI PENELITIAN
Pada bab sebelumnya telah dijelaskan bahwa permasalahan yang akan diteliti dalam penelitian ini yaitu melakukan suatu perencanaan perawatan pada Line produksi 3 di PT. EliteStar PrimaJaya (ESPJ). Penelitian ini meliputi penentuan jenis kegiatan perawatan dan interval perawatan. Sehingga dengan adanya penelitian ini akan diperoleh suatu sistem perawatan yang memiliki kemampuan untuk meningkatkan avability mesin sesuai dengan standard performansinya.
Langkah-langkah yang dilakukan dalam penelitian, adalah sebagai berikut : 3.1 Identifikasi dan Perumusan Masalah
Pada langkah identifikasi permasalahan ini dilakukan peninjauan awal untuk mengidentifikasikan permasalahan yang terjadi, yaitu kerusakan atau kegagalan yang kerapkali terjadi pada fasilitas kerjadi perusahaan. Identifikasi kondisi awal tersebut akan digunakan untuk merumuskan permasalahan dengan jelas dan menetapkan tujuan penelitian yang akan dicapai serta hipotesis awal yang dapat digunakan untuk menyelesaikan permasalahan yang dihadapi.
3.2 Studi Lapangan
Pada tahap ini dilakukan dalam rangka untuk mengetahui kondisi sistem yang sebenarnya atau menggambarkan secara jelas tentang obyek penelitian, dimana hal tersebut sangat bermanfaat bagi peneliti. Disamping itu hal yang utama dalam pelaksanaan studi lapangan adalah untuk menentukan obyek yang akan diteliti dengan jalan mengamati kondisi sistem produksi. Sehingga dari hal tersebut dapat diketahui mesin-mesin yang kritis atau yang memiliki pengaruh besar pada sistem produksi.
3.3 Studi Pustaka
Studi kepustakaan dilakukan dengan tujuan untuk mengetahui metode yang dapat digunakan untuk menyelesaikan permasalahan yang telah ditentukan sebelumnya. Adapun teori yang digunakan adalah teori tentang Reliability Centered Maintenance dan teori keandalan (Reliability).
3.4 Tahap Pengumpulan Data
Dalam proses pengumpulan data dan informasi, data yang diperlukan berupa data primer dan data sekunder, yaitu meliputi : data detail komponen dan sistem, maintenance activity report & machine history record (waktu antar kerusakan, lama perbaikan, jenis kerusakan), biaya akibat waktu downtime. Sedangkan untuk data primer didapat dari pihak departement perawatan yang terdiri dari data-data biaya yang berhubungan dengan upah personel perawatan, dan biaya perbaikan/pergantian komponen yang diperoleh melalui metode wawancara.
3.5 Penentuan Mesin Kritis
Setelah melakukan studi kepustakaan dan studi lapangan, langkah selanjutnya adalah menetukan peralatan/mesin kritis dengan mengacu pada :
a. Peralatan yang banyak mengalami corrective maintenance task serta membutuhkan banyak biaya.
b. Peralatan yang memiliki pengaruh yang cukup besar terhadap kegagalan operasi sebagian atau keseluruhan sistem, yang berdampak pada kerugian akibat loss production.
c. Resiko yang ditimbulkan akibat terjadinya kegagalan terhadap keselamatan kerja dan lingkungan hidup.
3.6 FBD (Functional Block Diagram)
Setelah dilakukan pemilihan obyek penelitian, maka selanjutnya adalah mendiskripsikan sistem terpilih secara detail. Pada deskripsi sistem ini akan diidentifikasi sistem produksi yang ada pada Line produksi 3 di PT. EliteStar
PrimaJaya (ESPJ). yang meliputi proses yang terjadi, peralatan yang terlibat dalam proses produksi beserta fungsinya, dimana hal ini bisa dilihat pada Functional Block Diagram.
3.7 System Function and functional failure
System Function bertujuan untuk membuat suatu informasi yang dapat menyediakan atau mendefinisikan fungsi sistem. Analisa yang dilakukan adalah berdasarkan fungsi dan bukan mengenai peralatan yang ada pada sistem. Sedangkan kegagalan fungsional (functional failure) menjelaskan bagaimana sistem mengalami kegagalan dan apa saja usaha yang dilakukan untuk mencegah dan mengurangi serta mendeteksi terjadinya kegagalan.
3.8 FMEA (Failure Modes & Effect Analysis)
Failure Modes & Effect Analysis akan digunakan untuk mengevaluasi desain sistem dengan mempertimbangkan bermacam-macam jenis kegagalan dari sistem, dan menganalisa pengaruh-pengaruhnya terhadap keandalan sistem dengan penelusuran pengaruh-pengaruh kegagalan komponen.
3.9 Failure Consequences
Pada tahap ini ditentukan nilai toleransi perusahaan dalam menerima ssuatu kondisi dimana suatu kerusakan atau kegagalan fungsi atas suatu peralatan dapat berdampak pada keselamatan kerja dan lingkungan serta biaya yang akan ditanggung oleh perusahaan.
3.10 Decision Diagram
Pada tahap ini dilakukan analisa pada setiap failure mode (penyebab kerusakan) dari sub sistem yang terdapat dalam tabel FMEA dengan Decision Diagram RCM II, yang akan memadukan semua proses keputusan kedalam suatu single strategic frame work. Decision Worksheet RCM II merupakan dokumen kerja penting kedua yang dipergunakan dalam aplikasi RCM II untuk mencatat jawaban terhadap pertanyaan dalam Decision Diagram RCM II. Pada Decision
Workheet akan menganalisa konsekuensi dari adanya kegagalan apakah berpengaruh terhadap keselamatan (S), lingkungan (E), atau berpengaruh terhadap kerugian operasional (O).
3.11 Penentuan distribusi waktu antar kerusakan dan waktu perbaikan Penentuan waktu distribusi waktu antar kerusakan tersebut dilakukan berfungsi untuk mendapatkan nilai kemungkinan terjadinya kerusakan pada waktu tertentu, kemungkinan mesin dapat beroperasi sampai waktu tertentu (fungsi keandalan) dan menghitung tingkat harapan panjang siklus perawatan. Sedangkan distribusi waktu perbaikan untuk menghitung tingkat harapan siklus perbaikan yang akan diterapkan dalam rangka untuk mendapatkan nilai dari biaya akibat adanya kerusakan.
3.12 Penentuan Interval Perawatan
Setelah dilakukan uji distribusi terhadap waktu antar kerusakan (Tf) dan waktu perbaikan (Tr), maka langkah selanjutnya adalah menentukan interval perawatan berdasarkan minimasi biaya. Adapun penentuan perhitungannya meliputi :
1 MTTF (Mean Time To Failure) / waktu rata-rata kerusakan, MTTR (Mean Time To Repair) / waktu rata-rata perbaikan, dan Availability / ketersediaan.
2 Biaya perbaikan (CR) dan biaya perawatan (CM).
3 Interval perawatan (TM) yang optimal yang bergantung dari parameter distribusi waktu kerusakannya.
4 Availability
(t)
setelah diterapkan schedule maintenance dengan interval TM.5 MTTFm (waktu rata-rata kerusakan setelah diterapkan schedule maintenance dengan interval TM) dan Am (Availability koponen setelah diterapkan schedule maintenance denganinterval TM).
3.13 Analisa dan interpretasi
Dalam tahap ini dilakukan analisa terhadap hasil-hasil yang didapat pada pengolahan data kualitatif dan data kuantitatif pada tahap sebelumnya. Pada analisa kualitatif, komponen-komponen tersebut dianalisa dari segi fungsi, penyebab kegagalan fungsi, dan konsekuensi dari terjadinya kegagalan tersebut. Apakah memiliki konsekuensi terhadap lingkungan, keselamatan kerja, atau terhadap kegiatan operasional perusahaan. Sedangkan pada analisa kuantitatif akan dijelaskan besar kenaikan yang terjadi dari sisi availability, keandalan, dan Total Cost (TC) dengan iterval TM jika dibandingkan dengan perawatan sebelumnya.
3.14 Kesimpulan dan Saran
Tahap akhir yang dilakukan pada penelitian ini adalah penarikan kesimpulan dari seluruh tahap yang telah dilalui dan pengajuan beberapa saran kepada pihak manajemen perawatan perusahaan. Kesimpulan yang didapatkan tersebut adalah interval perawatan yang optimal terhadap komponen.
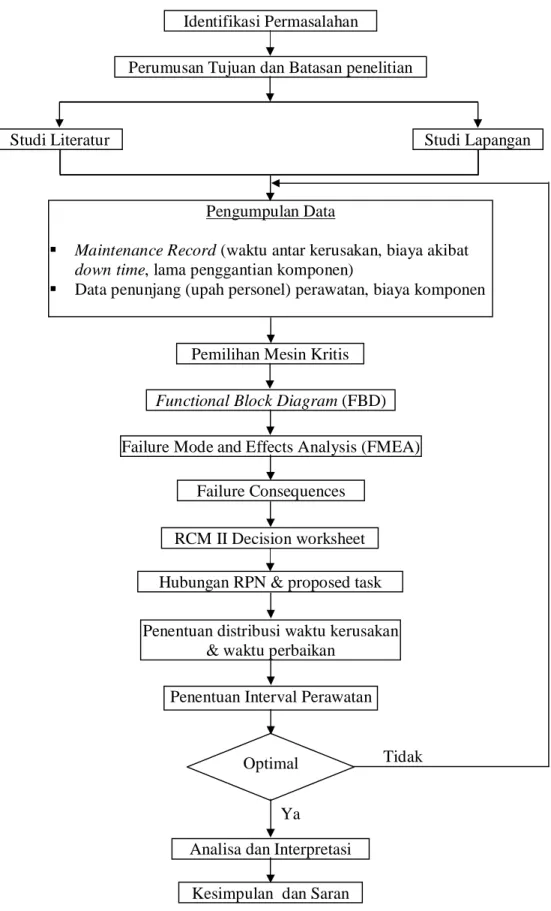
Gambar 3.1 Diagram Metodologi Penelitian Tidak
Ya
Studi Literatur Studi Lapangan
Identifikasi Permasalahan
Perumusan Tujuan dan Batasan penelitian
Pengumpulan Data
Maintenance Record (waktu antar kerusakan, biaya akibat down time, lama penggantian komponen)
Data penunjang (upah personel) perawatan, biaya komponen
Pemilihan Mesin Kritis
Analisa dan Interpretasi
Kesimpulan dan Saran Penentuan Interval Perawatan Functional Block Diagram (FBD)
Hubungan RPN & proposed task Failure Consequences
Penentuan distribusi waktu kerusakan & waktu perbaikan
Failure Mode and Effects Analysis (FMEA)
Optimal
Disc Mill Roll Mill Bucket elevator Screw conveyor datar Screw conveyor Timbangan automatis Baging conveyor Mesin kemasan Mesin jahit forklift BAB V
ANALISA DAN INTERPRETASI DATA
5.1 Analisa Proses Produksi
Proses produksi dari pembuatan garam beryodium ini dapat dilihat pada gambar 2.1 dan penjelasannya ada pada tabel 4.1. Dari gambar tersebut menunjukkan bahwa proses yang harus dilalui oleh bahan baku cukup kompleks, proses produksi terdiri dari 25 proses, yaitu :
Belt Conveyor I,II,III,dan IV Hoper I, dan II Washing Grinding Centrifuge Cyclun I,II Dryer Netralisasi Cooling Screen
Proses produksi pembuatan garam yang beryodium melalui beberapa tahapan dan setiap tahapan dihubungkan oleh sebuah pipa dan konveyor. Apabila terjadi suatu kegagalan pada salah satu mesin maka akan menghambat proses produksi meskipun pada proses sebelumnya ataupun sesudahnya berjalan dengan lancar. Sehingga Availability atau ketersediaan dari mesin harus selalu dijaga.
5.2 Analisa Mesin Kritis
Dari 25 proses produksi garam beryodium selanjutnya dipilih 2 mesin kritis, yaitu mesin Disc mill dan mesin Roll mill dengan mempertimbangkan beberapa aspek yaitu :
1. Frekuensi kegagalan (Down time) yang dialami mesin dalam periode / waktu tertentu.
Data yang didapat dari bagian maintenance menyebutkan bahwa frekuensi kerusakan pada Roll Mill dan Disc Mill cukup tinggi dan cukup sering.
2. Pengaruh kegagalan operasi mesin terhadap pemenuhan target produksi perusahaan.
Dengan memperhatikan aliran proses produksi pembuatan garam beryodium dari mulai memasukkan garam hingga barang sudah jadi dan dimasukkan kedalam gudang. Dari kesemua urutan proses tersebut adalah bersifat flow Process dimana jika terdapat salah satu mesin berhenti maka akan berpengaruh pada proses selanjutnya, karena setiap garam yang diproses akan mengalami proses yang sama. Dan apabila proses terhenti dikarenakan adanya Down time pada salah satu mesin, maka akan sangat berpengaruh secara langsung terhadap proses berikutnya. Hal ini tentunya akan berdampak pada tidak tercapainya target produksi yang telah ditentukan.
3. Pengaruh frekuensi kegagalan terhadap biaya penggantian komponen. Dengan menggunakan mesin yang otomatis apabila frekuensi kegagalan kejadiannya terlalu sering maka akan sering pula pembelian dan pengadaan spare part, sehingga akan menambah biaya pula untuk perbaikan bagi perusahaan.
5.3 Analisa Function Block Diagram
Dari block diagram komponen pada gambar 4.2 menunjukkan bahwa mesin Disc mill tersebut tersusun atas 6 komponen utama, yaitu :
a. Mess/screen b. Bearing c. V-belt d. Disc rotor e. Disc stratot f. Pin rasser g. Motor
Sedangkan pada block diagram komponen pada gambar 4.1 menunjukkan bahwa mesin Roll mill tersebut tersusun atas 4 komponen utama, antara lain :
a. 2 buah Roller b. Bearing c. 2 buah Motor d. V-belt
5.4 Analisa Failure Modes and Effecs Analysis (FMEA)
Berdasarkan pada FMEA yang dibuat untuk setiap komponen yang ada, maka didapatkan data tipe failure dari komponen-komponen yang terjadi pada mesin. Dimana data failure tersebut untuk masing-masing mesin ada 9 jenis kegagalan pada Roll Mill dan 7 jenis kegagalan pada Disc Mill, jadi total kerusakan yang terjadi dari Roll Mill dan Disc Mill adalah 16 jenis kegagalan. Berdasarkan akibat yang ditimbulkan oleh kegagalan dari seluruh jenis kegagalan yang terjadi secara umum berakibat pada :
1. Terdapat sejumlah komponen yang apabila mengalami kegagalan atau kerusakan dapat mengakibatkan proses produksi terhambat karena mesin harus berhenti.
2. Kerusakan atau kegagalan komponen tertentu tidak sampai mengakibatkan proses berhenti tetapi mengakibatkan turunnya performansi mesin dan juga mempengaruhi kualitas garam yang dihasilkan.
5.5 Analisa failure consequence
Dari FMEA worksheet dapat diketahui bahwa failure effect dari setiap kegagalan komponen pada Roll Mill dan Disc Mill memiliki konsekuensi terhadap terjadinya kegagalan yang tersembunyi (hidden failure), keselamatan kerja, lingkungan, serta biaya operasional yang dikeluarkan.
Hidden failure terjadi pada beberapa komponen dimana operator pada kondisi normal tidak secara langsung mengetahui adanya kegagalan fungsi suatu komponen melainkan berdasarkan failure effect yang mengikutinya.
Biaya operasional yang timbul akibat terjadinya kegagalan fungsi terdiri dari biaya penggantian koponen, kerugian akibat loss produktion yang termasuk didalamnya adalah biaya energi dan biaya tenaga kerja. Sehingga toleransi anggaran diberikan oleh perusahaan terhadap biaya operasional yang dikeluarkan akibat terjadinya kegagalan fungsi berupa biaya penggantian komponen dan loss produktion.
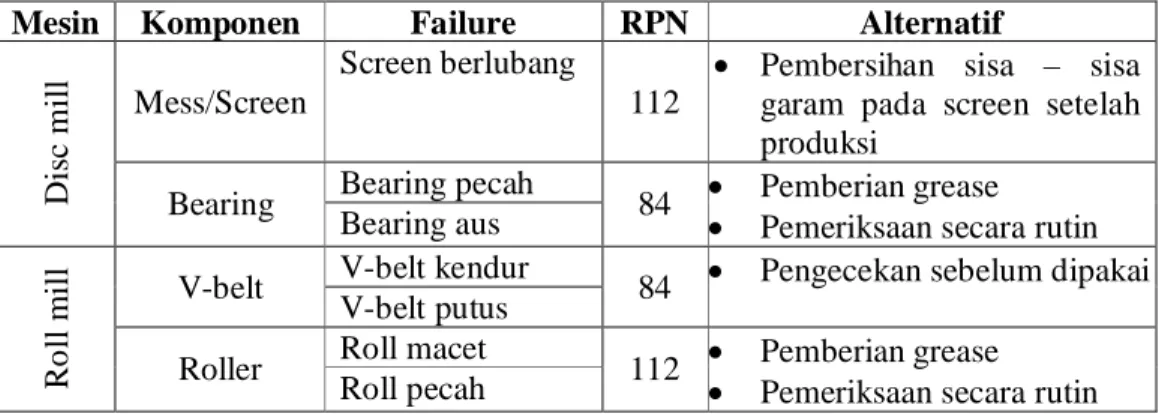
Tabel 5.1 alternatif perawatan pada komponen kritis
Mesin Komponen Failure RPN Alternatif
Mess/Screen
Screen berlubang
112
Pembersihan sisa – sisa garam pada screen setelah produksi Bearing pecah D is c m ill Bearing Bearing aus 84 Pemberian grease Pemeriksaan secara rutin V-belt kendur
V-belt
V-belt putus 84
Pengecekan sebelum dipakai
Roll macet R o ll m ill Roller Roll pecah 112 Pemberian grease Pemeriksaan secara rutin
5.6 Analisa RCM Decision Worksheet
Berdasarkan RCM Decision Worksheet dapat diketahui tipe kosekuensi dari kegagalan yang terjadi pada masing-masing peralatan, yaitu tipe hidden failure, safety and environment, operational and non-operational consequencies. Selain tipe-tipe dari konsekuensi kegagalan maka didapat pula proposed task yang diharapkan untuk perusahaan bagi masing-masing peralatan.
Secara umum kegiatan perawatan yang mampu untuk mengatasi jenis kegagalan yang terjadi adalah berupa perawatan preventive task yaitu scheduled on-condition task dan scheduled restoration task.
Pada prinsipnya kegiatan perawatan scheduled on-condition task tersebut yaitu melakukan prediksi kegagalan dengan adanya proses deteksi kegagalan sehingga suatu kegiatan dapat dilakukan untuk mencegah terjadinya kegagalan fungsi serta menghindari konsekuensi kegagalan, yang selanjutnya dapat diambil suatu langkah korektif setelah failure mode yang terjadi tersebut dapat diketahui. Sedangkan kegiatan perawatan scheduled restoration task juga masih diperlukan untuk dilaksanakan pada beberapa komponen untuk failure mode tertentu.
5.7 Analisa perhitungan Interval perawatan optimal
Pada bab sebelumnya telah dilakukan perhitungan terhadap interval perawatan yang optimal yang di pandang dari segi minimasi biaya. Selanjutnya pada tahap ini akan dilakukan perhitungan mengenai biaya perawatan yang optimal, mengenai penjumlahan dari biaya perawatan untuk masing-masing peralatan dengan biaya perbaikan untuk asing-masing peralatan. Dari perhitungan didapatkan bahwa terdapat perbedaan yang cukup besar pada biaya perawatan sebelum adanya perawatan yang terencana dengan biaya perawatan setelah dilakukan perawatanterencana. Dimama penurunan terhadap biaya ini dinyatakan dalam bentuk prosentase.
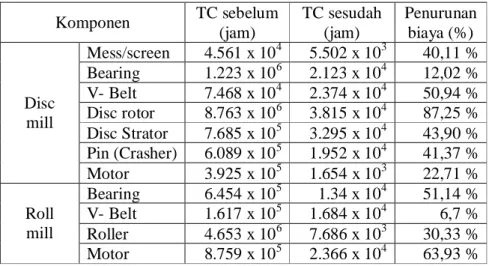
Perbandingan antara biaya perawatan sebelum dan sesudah adanya perawatan terencana ditunjukkan oleh tabel 5.2 dibawah ini :
Tabel 5.2 Perbandingan Total biaya perawatan sebelum dan sesudah perawatan terencana Komponen TC sebelum (jam) TC sesudah (jam) Penurunan biaya (%) Mess/screen 4.561 x 104 5.502 x 103 40,11 % Bearing 1.223 x 106 2.123 x 104 12,02 % V- Belt 7.468 x 104 2.374 x 104 50,94 % Disc rotor 8.763 x 106 3.815 x 104 87,25 % Disc Strator 7.685 x 105 3.295 x 104 43,90 % Pin (Crasher) 6.089 x 105 1.952 x 104 41,37 % Disc mill Motor 3.925 x 105 1.654 x 103 22,71 % Bearing 6.454 x 105 1.34 x 104 51,14 % V- Belt 1.617 x 105 1.684 x 104 6,7 % Roller 4.653 x 106 7.686 x 103 30,33 % Roll mill Motor 8.759 x 105 2.366 x 104 63,93 %
BAB VI PENUTUP
Pada bab ini akan dibuat suatu kesimpulan sebagai hasil yang didapatkan dari penelitian ini, yang selanjutnya dari kesimpulan tersebut dapat diberikan suatu saran atau usulan kepada pihak perusahaan khususnya bagian Maintenance yang berkaitan dengan kegiatan perawatan mesin.
6.1. Kesimpulan
Dari hasil pengolahan dan analisa data yang telah dilakukan, maka dapat disimpulkan :
1. Dari semua mesin yang terdapat dalam line 3 pada proses penghancuran garam terdapat 2 mesin yang dianggap kritis, yaitu mesin disc mill dan mesin roll mill dengan mempertimbangkan beberapa aspek, antara lain biaya perawatan yang akan ditimbulkan, kegagalan terhadap pencapaian target produksi serta resiko keselamatan kerja.
2. Berdasarkan terjadinya failure consequence yang dapat mengakibatkan terhentinya proses produksi. Maka didapatkan beberapa komponen – komponen yang dianggap kritis, yaitu mess / screen, bearing dan V-belt pada mesin disc mill, sedangkan pada mesin roll mill yakni komponen V-belt dan roller.
3. Kebijakan perawatan yang diperlukan untuk mengatasi jenis kegagalan yang terjadi pada komponen – komponen yang ada pada mesin Disc mill dan mesin roll mill adalah berupa Preventive task yaitu scheduled on-condition task dan scheduled restoration task. 4. Dalam menerapkan kebijakan perawatan diatas perlu membuat
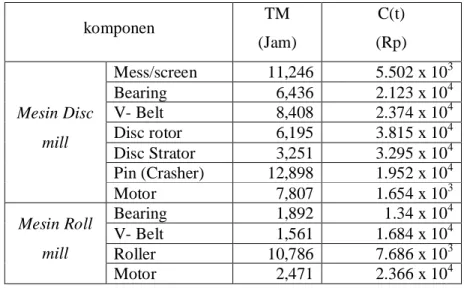
interval perawatan yang optimal yang dapat menurunkan biaya perawatan. Dan untuk perawatan yang optimal pada masing-masing komponen mesin Disc mill dan mesin Roll mill dapat dilihat dibawah ini.
Tabel 6.1 interval dan biaya perawatan optimal komponen TM (Jam) C(t) (Rp) Mess/screen 11,246 5.502 x 103 Bearing 6,436 2.123 x 104 V- Belt 8,408 2.374 x 104 Disc rotor 6,195 3.815 x 104 Disc Strator 3,251 3.295 x 104 Pin (Crasher) 12,898 1.952 x 104 Mesin Disc mill Motor 7,807 1.654 x 103 Bearing 1,892 1.34 x 104 V- Belt 1,561 1.684 x 104 Roller 10,786 7.686 x 103 Mesin Roll mill Motor 2,471 2.366 x 104 6.2. Saran
Adapun saran yang dapat diberikan bagi perusahaan adalah :
a. Buatlah suatu standart operasi perawatan untuk masing-masing komponen berdasarkan jenis kegiatan perawatan yang dibutuhkan oleh masing-masing komponen. Guna untuk menghindari kegagalan waktu produksi.
b. Perusahaan hendaknya melakukan perawatan mesin secara berkala untuk setiap komponen.
c. Lakukan pemeriksaan dan buatlah pencatatan secara berkala mengenai prosedur pengunaan mesin (komponen), pada setiap kegiatan perawatan yang dilakukan baik scheduled on-condotion task adalah kegiatan pemeriksaan terhadap potential failure sehingga tindakan dapat diambil untuk mencegah terjadinya funtional failure atau untuk menghindari konsekuensi dari functional failure. Dan juga scheduled restoration task adalah tindakan pemulihan kemampuan komponen pada saat atau sebelum batas umur yang ditetapkan, tanpa memperhatikan kondisinya saat itu. Yang hal ini dirasa sangat penting guna untuk mengantisipasi terhadap potensial terjadinya failure.
d. Pada jenis kegiatan perawatan scheduled on-condotion task dapat dilakukan oleh operator yang bertugas diarea peralatan tersebut mengingat informasi terhadap potensi terjadi kegagalan dapat segera diketahui, sedangkan untuk kegiatan scheduled restiration task dilakukan oleh bagian mekanik.