Prosiding Seminar Hasi/ Penelitian P2TRR Tahun 2003
ISSN 0854-5278
PEMBUATAN FASILITAS PENGUNGKUNG ELEMEN BAKAR GAGAL
Suwarto, H. Safrul, Harsono, Suhadi
Pusat Pengembangan Teknologi Reaktor Riset
-
BATAN
ABSTRAK
PEMBUATAN FASILITAS PENGUNGKUNG ELEMEN BAKAR GAGAL. Fasilitas pengungkung elemen bakar gagal adalah sebuah sarana untuk mengisolasi elemen bakar yang mengalami kegagalan sehingga produk fisinya tidak mencemari air kolam reaktor. Fasilitas pengungkung elemen bakar gagal perlu dibuat karena Reaktor Serba Guna G.A Siwabessy (RSG-GAS) tidak memiliki sarana penyimpanan elemen bakar gaga!. Pembuatan fasilitas pengungkung elemen bakar gagal dilakukan dengan urutan kegiatan penggambaran teknis, penyiapan bahan, fabrikasi clan pengujian. Sebuah fasilitas pengungkung elemen bakar gagal yang dibuat dapat menampung 2 buah elemen bakar gaga!. Oari hasil pengujian dapat disimpulkan bahwa fasilitas tersebut dapat digunakan untuk menyimpan elemen bakar aktifyang mengalami kegagalan dengan aman.
ABSTRACT
FABRICATION OF CONFINEMENT FACILITY OF FAILED FUEL ELEMENTS.
The confinement faility of failed fuel elements is provide for isolating the elements so that
their fission product could not contaminate reactor pool. Since RSG-GAS does not have
such facility yet, the fabrication of the confinement is compulsary needed. The fabrication of
confinement was initialized by providing technical drawing, materials procurement,
fabricating and testing, each continement capacity is 2 elements. The test result showed that the facility can be used to store the two failed fuel elements safely.
I.
PENDAHULUAN
Fasilitas pengungkung clemen
bakar
adalah
sarana penyimpanan
(isolasi) bahan bakar yang mengalami
kegagalan, sehingga produk fisinya
tidak mencemari air kolam reaktor.
Selama ini RSG-GAS tidak memiliki
sarana untuk menangani clemen bakar
aktif yang mengalami kegagalan oleh
karena
itu
perlu
dibuat
fasilitas
pengungkung clemen bakar gaga!.
Pembuatan
fasilitas
pengungkung
clemen bakar gagal dilakukan dengan
tahapan pembuatan gambar teknis,
penyiapan
bahan,
fabrikasi
clan
pengujian. Pembuatan gambar telenis
diperlukan
sebagai
rujukan
bagi
penyiapan bahan clan fabrikasi. Tahap
penyiapan bahan merupakan kegiatan
penyediaan
semua
bahan
yang
diperlukan bagi kegiatan fabrikasi.
Tahap fabrikasi merupakan kegiatan
pembuatan
clan perakitan
komponen-komponen
fasilitas
melalui
proses
pemotongan,
pengeboran,
pembubutan,
penggerindaan, perataan
clan pengelasan
menggunakan mesin-mesin perkakas clan
peralatan
bantu.
Tahap
pengujian
merupakan kegiatan yang dimaksudkan
untuk mengetahui kemampuan fasilitas
terhadap
beban
yang
ada.
Pengujian
dilakukan dengan cara uji dingin clan
panas.
Uji
dingin
digunakan
untuk
mengetahui tingkat
kekedapan fasilitas
menggunakan
metoda
gelembunglbuble
test daDpengujian panas untuk mengetahui
kemampuan pembuangan panas peluruhan
bahan bakar oleh fasilitas dengan muatan 2
clemen bakar aktif.
II.
PELAKSANAAN
Pelaksanaan
pembuatan
fasilitas
pengungkung
bahan
bakar
dilakukan
melalui tahap pembuatan gambar teknis,
penyiapan bahan, pabrikasi clanpengujian.
ISSN 0854-5278
1. Pembuatan gambar teknis.
Gambar teknis merupakan gambar
kerja yang menjadi rujukan
bagi
pelaksanaan penyiapan bahan
dan
pabrikasi.
Gambar teknis
fasilitas
pengungkung
bahan
bakar
dapat
dilihat pactalampiran 1, 2 dan 3.
2. Penyiapan bahan.
Penyiapan bahan merupakan
kegiatan
penyediaan
semua
bahan yang diperlukan untuk
kegiatan
pabrikasi.
Bahan-bahan yang disediakan meliputi
¥-Lembaran pelat aluminium dengan ketebalan 16 mm Baut baja SS-34 berukuran dimeter luar 10 mill, panjang 40 mm( 10 buah) clan diameter 12,7 mill, panjang 160 mm( 4 buah).
Batangan pipa aluminium berukuran diameter dalam/luar 7 mm/13 mill.
Batangan pipa aluminium berukuran diameter dalam/l liar
14 mOl.!20 mill.
Batangan pipa aluminium berdiameter dalamlluar 210 mm/230mm.
Batangan pipa aluminium berukuran diameter dalam/luar 63 mml76 mill.
Seal (O-Ring) berdiameter dalamlluar 250 mml258 mm (4 buah).
Sebuah pompa sirkulasi berikut selang plastik, katup-katup clan kelem.
Katup pengaman manometer.
3. Pabrikasi.
Pelaksanaan pabrikasi fasilitas
pengungkung bahan bakar dilakukan
dengan urutan pembuatan penutup
Pembuatan Fasi/itas.. Suwarto, dkk
fasilitas, pembuatan tabling fasilitas clan pembuatan dudukan clemen bakar. Pembuatan komponen-komponen terse but dilaksanakan melalui proses pemotongan, pengeboran, pembubutan, penggerindaan, perataan clan pengelasan menggunakan mesin-mesin perkakas clan peralatan bantu. Langkah pembuatan penutup fasilitas.
1) Pemotongan pelat Al dilanjutkan dengan pembentukan piringan berdiameter 350 mill.
2) Membuat lubang dudukan pipa tekan berdiameter 20,5 mm clan dudukan pipa isap berdiameter 13,5 mm pacta piringan dengan jarak masing-masing 80 mm daTi pusat pmngan.
3) Membuat 2 buah lubang pengarah berdiameter 14 mm pacta piringan dengan radius R=155 mm daTipusat ~iringan clan jarak antar lubang 120 Membuat 6 buah lubang baut berdiameter 10 mm pacta piringan
dengan R
=
155 mm dari pusat~iringanmdan jarak antar lubang 60
4)
clan
5)
Membuat
tanda
arah
penutup
fasilitas pada tepi piringan dengan
radiur R
=
16
mill, pacta posisi satugaris sumbu dengan lubang pipa no
2).
6)
Pemotongan pelat Al dilanjutkan
dengan membuat
2
buah pelat
penyangga
batang
pengait
berbentuk
trapesium
berukuran
tinggi 85 mill, lebar sisi atas/bawah
= 75 mm/l00 mill.
Membuat sebuah lubang batang pengait
berdiameter 13 mm pacta masing-masing
pelat dudukan no.6).
1)
Pemotongan/pembentukan pipa isap
dengan ukuran panjang 556 mm clan
diameter dalamlluar
==7 mml13
mill.
Pemotongan/pembuatan pip a tekan
dengan ukuran panjang 92 mill,
Prosiding Seminar Hasil Penelitian P2TRR Tahun 2003 Langkah fasilitas 3)
diameter
dalam/luar
mml20 mm.
Pemotonganlpembuatan
haul
55 berukuran panjang 148 mm
clan diameter 12,7 mm sebagai
batang pengait.
Perakitanlpengelasan
kedua
pelat penyangga no.6) pacta
permukaan
piringan
dengan
jarak sentris masing-masing 75
mml2.
Perakitan batang pengait pacta
kedua pelat penyangga.
Perakitanlpengelasan
pipa
tekan clan pipa isap di dalam
dudukannya.
4)
5)
6)
pembuatan
tabling
1)
Pemotongan
pelat
Al
dilanjutkan dengan membuat
piringan berdiameter 350 mm.
Membuat tanda arah penutup
tabling
fasilitas
pacta
tepi
piringan dengan radiur R=16
mm.
Membuat
lubang
tabling
berdiameter
210
mm
pacta
pmngan.
Membuat 6 buah lubang berulir
berdiameter luar 9 mm pacta
piringan dengan jarak
antar
lubang 60° clan radius 155 mm
daTipusat piringan.
Pemasangan lapisan ulir (heli
coil) ukuran M-I0 pacta lubang
ulir noA).
Membuat alur dudukan seal
dengan
ukuran
diameter
dalamlluar=250 mml 258 mm
clankedalaman 2,5 mm.
Membuat
2
buah
batang
pengarah berdiameter 13 mm
clanpanjang 36 mm.
Membuat
2
buah
luabang
batang pengarah berdiameter
13,3 mm pactapiringan, dengan
R=155 mm dari pusat piringan
danjarak antar lubang
120°.2) 3) 4) 5) 6) 7) 8) ISSN 0854-5278
14 9) Perakitanlpengelasan kedua batang pengarah no.7) pad a dudukannya. 10) Membuat tabling berukuran
diameter dalam 210 mIll, panjang 958 mm, diameter luar 239 (sepanjang 558 mm dari ujung alas tabling) clan diameter luar 224 mm
(sepanjang
400 mmdari ujung
bawah tabling).
11) Perakitanlpengelasan ujung alas tabling dengan piringan.
Langkah pembuatan dudukan bahan bakar.
1)
Pemotonganlpembuatan 2 buah pipa
penyangga
berukuran
diameter
dalamlluar = 63 mrn/76 mm clan
panjang 155 mm.
Pemotongan
pelat
dilanjutkan
dengan
pembuatan
piringan
berdiameter 209 mm clan lebal 16
mm.
Membuat
2
buah
lubang
tirus
berdiameter 63 mm clan lebar tirus
20° pacta piringan dengan jarak
sentris masing-masing 45 mm dari
pusat piringan.
Membuat 2 buah lubang sirkulasi
berdiameter 42 mm dengan jarak
sentris masing-masing 72,5 mm dari
pusat piringan.
Membuat 2 buah lubang sirkulasi
pacta ujung bawah
kedua pipa
penyangga no. 1) dengan ukuran
lebar 16 mm clantinggi 30 mm.
Pemotongan
pelat
dilanjutkan
dengan
pembuatan
piringan
berdiameter 209 mm clan tebal 16
mm sebagai alas tabling.
Perakitanlpengelasan
ujung
atas
kedua
pipa
penyangga
dengan
kedua lubang tirus pacta piringan
no.2).
Perakitanlpengelasan ujung bawah
kedua pipa penyangga dengan alas
tabling.
Perakitanlpengelasan
alas
tabling
dengan
ujung
bawah
tabling
fasilitas.
2)
3)
4)
5)
6)
7)
8)
9)
ISSN 0854-5278
4. Pengujian
Pengujian fasilitas pengungkung bahan bakar dilakukan secm"a dingin clan panas. Uji dingin dimaksudkan untuk mengetahui tingkat kekedapan fasilitas menggunakan metoda buble test, sedangkan uji panas dimaksudkan untuk mengetahui kemampuan pembuangan panas peluruhan oleh fasilitas.
Langkah uji dingin.
1) Fasilitas dalam keadaan kosong clan tertutup rapat( dengan mengencangkan keenam baut pengikat).
2) Hubungkan pipa isap
(menggunakan selang plastik) dengan manometer clan katup pengaman yang telah diatur / diset pada tekanan 3 bar.
3) Hubungkan pipa tekan (dengan selang plastik clan katup) ke udara bertekanan.
4) Buka katup hingga tekanan dalam fasilitas mencapai 3 bar. 5) Oleskan buih sahlin pada
sambungan alas tabling, pi ring tabling, pertemuan antara piring tabling dengan piring penutup, sambungan lag pada pipa isap clan pipa tekan.
6) Amati langkah 5), jika timbul gelembung pada olesan sahlin segera beri tanda gun a
membantu penanganan
perbaikan.
7) Pengujian selesai.
Pembuatan Fasilitas. Suwarto, dkk
Langkah uji panas
Masukkan fasilitas pengungkung elemen bakar gagal ke permukaan kolam penyimpan bahan bakar bekas (JAAO2) menggunakan crane clan handling tool yang tersedia.
Lakukan pengisian fasilitas dengan air bebas mineral melalui saluran pipa isap
.
atau pipa tekan hingga penuh, kemudian
turunkan fasilitas ke dalam dudukannya di dasar JAAO2.
Buka penutup fasilitas clan angkat ke permukaan, hubungkan selang plastik dengan pipa isap clan tekan.
Pasang perangkat themocouple melalui saluran pipa tekan hingga sensornya berada (kira-kira) 4 cm di bawah dinding dalam penutup fasilitas clan akan berada di atas permukaan bahan bakar(bila fasilitas ditutup ).
Pasang manometer clan katup pengaman pada saluran pipa isap, saluran pipa tekan dibuat kedap udara dengan kabel thermocouple di dalamnya.
Muatkan 2 buah bahan bakar aktif (sesuai prosedur) ke dalam fasilitas clan catat saat/waktu pemuatan.
Tutup fasilitas clan amati/catat suhu pendingin menggunakan perangkat thermocouple (termometer digital) secara periodik.
Pengujian selesai.
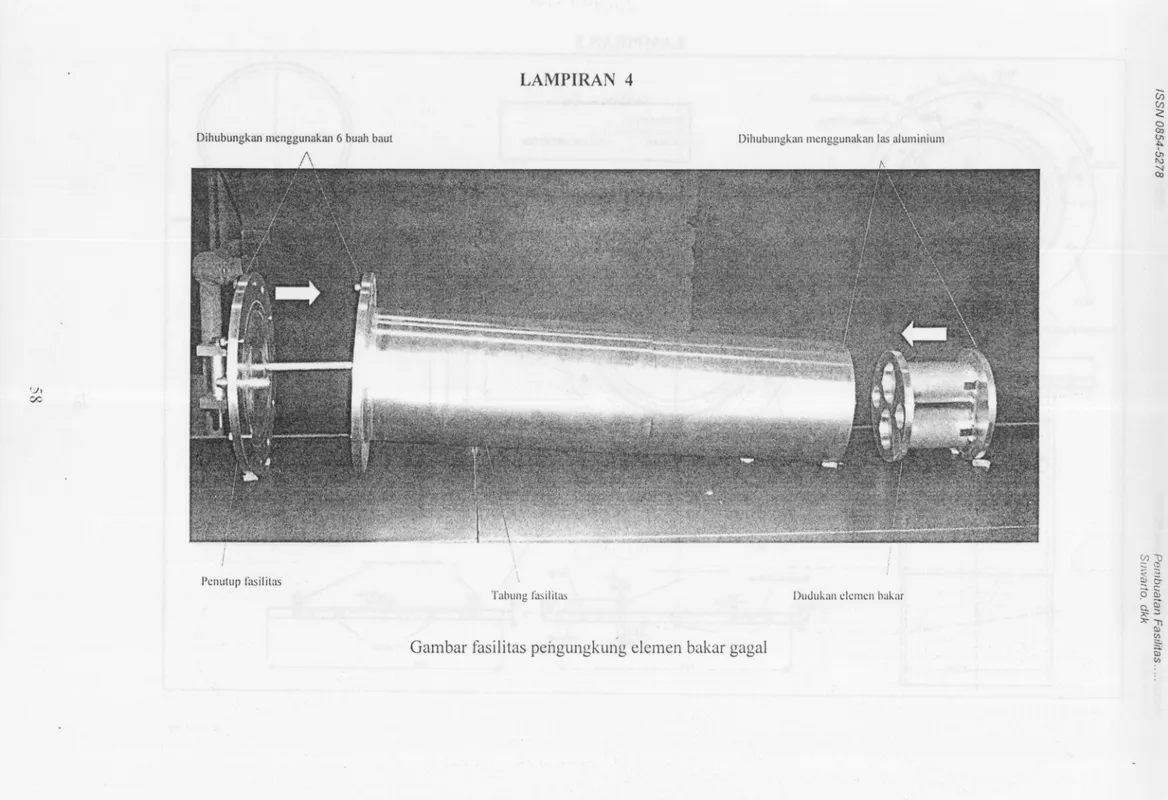
III. HASIL DAN PEMBAHASAN
Hasil yang diperoleh dari kegiatan
pembuatan fasilitas adalah sebuah unit
fasilitas pengungkung
bahan bakar berkapasitas 2 bahan bakar
(lihat lampiran 4). Basil uji dingin clan
panas dapat dilihat pada Tabel 1 clan 2
berikut
ini.
Prosiding Seminar HasH Penelitian P2TRR Tahun 2003
ISSN 0854-5278
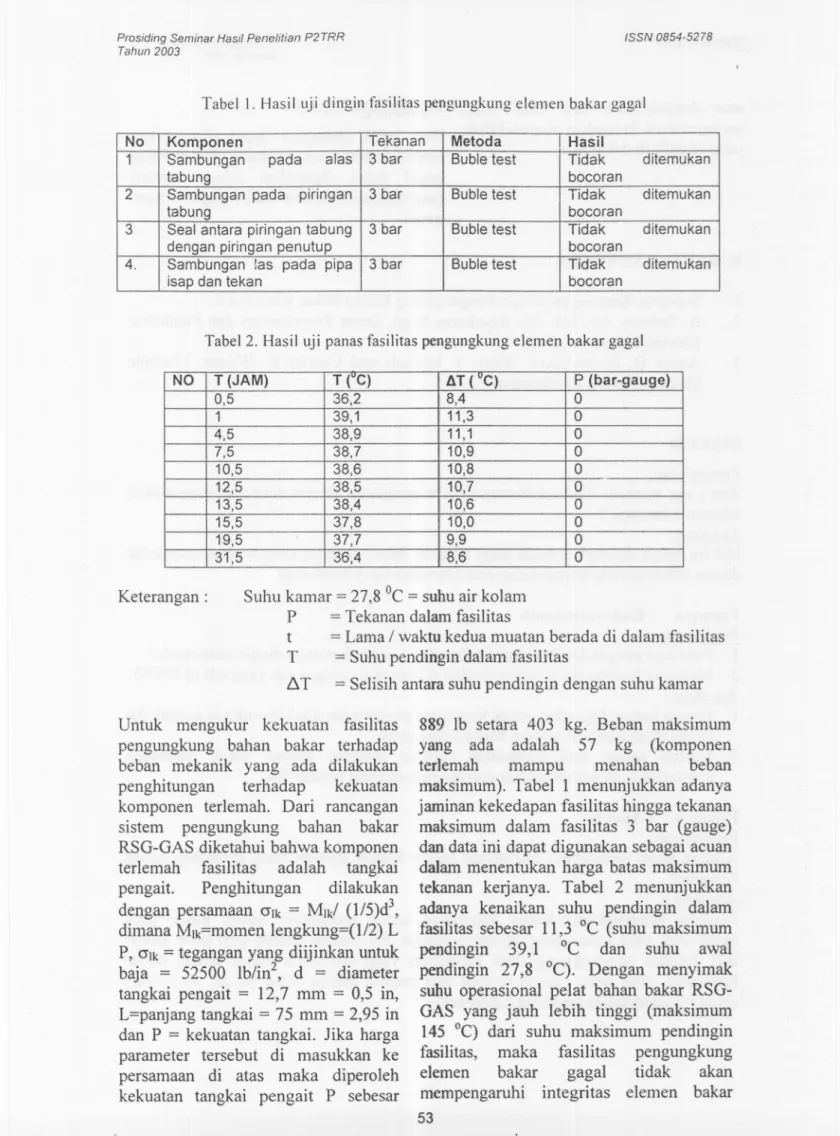
Tabel I. Hasilllji dingin fasilitas pengllngkllng elemen bakar gagal
Tabel 2. Hasilllji panas fasilitas pengungkung elemen bakar gagal
Suhu kamar = 27,8 °c = suhu air kolam
P
= Tekanan dalam fasilitas
t
= Lama / waktu kedua muatan berada di dalam fasilitas
T
=
Suhu pendingin dalam fasilitas6 T
=
Selisih antara suhu pendingin dengan suhu kan1ar Keterangan :Untuk mengukur kekuatan
fasilitas
pengungkung bahan bakar terhadap
beban mekanik yang ada dilakukan
penghitungan
terhadap
kekuatan
komponen terlemah. Dari rancangan
sistem
pengungkung
bahan
bakar
RSG-GAS diketahui bahwa komponen
terlemah
fasilitas
adalah
tangkai
pengait.
Penghitungan
dilakukan
dengan persamaan O"lk
=
Mlk/ (l/5)d3,dimana Mlk=momenlengkung=(l/2) L
P, <Jlk= tegangan yang diijinkan untuk
baja
=
52500 Ib/in2, d = diameter
tangkai pengait = 12,7 mm = 0,5 in,
L=panjang tangkai = 75 mm = 2,95 in
clan P = kekuatan tangkai. Jika harga
parameter tersebut di masukkan ke
persamaan di atas maka diperoleh
kekuatan tangkai pengait P sebesar
889 Ib setara 403 kg. Beban maksimum
yang ada
adalah
57
kg
(komponen
terlemah
mampu
menahan
beban
maksimum). Tabel 1 menunjukkan adanya
jaminan kekedapan fasilitas hingga tekanan
maksimum dalam fasilitas 3 bar (gauge)
dan data ini dapat digunakan sebagai acuan
dalam menentukan harga batas maksimum
tekanan kerjanya. Tabel 2 menunjukkan
adanya kenaikan suhu pendingin dalam
fasilitas sebesar 11,3 °c (suhu maksimum
pendingin
39,1
°C
clan suhu
awal
pendingin 27,8 °C). Dengan menyimak
suhu operasional pelat bahan bakar
RSG-GAS yang jauh lebih tinggi (maksimum
145 °C) dari suhu maksimum pendingin
fasilitas,
maka
fasilitas
pengungkung
elemen
bakar
gagal
tidak
akan
mempengaruhi integritas
clemen bakar
No Komponen Tekanan Metoda HasH
1 Sambungan pada alas 3 bar Buble test Tidak ditemukan
tabung bocoran
2 Sambungan pada piringan 3 bar Bubletest Tidak ditemukan
tabung bocoran
3 Seal antara piringan tabung 3 bar Buble test Tidak ditemukan
dengan piringan penutup bocoran
4. Sambungan !as pada pipa 3 bar Buble test Tidak ditemukan
isap dan tekan bocoran
NO T (JAM) TrC) Ar ("C) P (bar-gauge) 0,5 36,2 8,4 0 1 39,1 11,3 0 4,5 38,9 11,1 0 7,5 38,7 10,9 0 10,5 38,6 10,8 0 12,5 38,5 10,7 0 13,5 38,4 10,6 0 15,5 37,8 10,0 0 19,5 37,7 9,9 0 31,5 36,4 8,6 0
ISSN 0854.5278 Pembuatan Fasilitas.. Suwar1o, dkk
atau dengan kata lain tidak akan memperburuk kerusakan clemen bakar yang diisolir di dalamnya.
IV. KESIMPULAN
Dari hasil pengujian dapat disimpulkan .
bahwa fasilitas pengungkung clemen bakar
gagal dapat digunakan sebagai sarana penyimpanan clemen bakar gagal dengan aman
V. DAFT AR PUST AKA
" .).
Suwarto. Rancangan Sistem Pengungkung Bahan Bakar RSG-GAS.
II'. Sularso. MS tv1E clan Kiyokatsu Suga, Dasar Perencanaan clan Pemilihan Elemen Mesin. ceL 7.
Aaron D. Deutschman. Walter 1. Michels and Charles E. Wilson, Machine Design. Theory and Practice.
1. 2.
DISKUSI
PerfaJ7)'a(ln:
Apa yang menjacli clasar perhitungan raJa pengujian dingin dengan menggunakan tekanan 3 bar selja?
Jml'aban :
Hal itu hanya didasarkan pada besar tekanan dalam fasilitas yang mampu mendesak olesan sabun apabila teljadi kebocoran (membentuk gelembung)
Penanya : Kadarasumanto
Perfan)'{[{1!7 :
1. Pada saat pengisolasian clemen bakar gagal, apakah pompa ding in akan terns ? 2. Mengapa fasilitas ini bentuknya tidak disesuaikan dengan rak yang ada di IPSB3
Jm\'(/ban :
1. Pompa hanya digunakan untuk keperluan pengukuran nuklida-nuklida produk fisi yang keluar dari kelongsong bahan bakar gagal
2. Karena tujuan dari pembuatan fasilitas tersebut adalah untuk mencegah kontaminasi air kolam reactor dari nuklida-nuklida produk fisi
Penanya : Asep S
Perfan}'([an :
Apakah sama rancangan yang dibuat bapak Slamet dengan yang dirancang bapak Suwarto?
Jawaban :
Fasilitas pengungkung hanya digunakan untuk mengisalir bahan bakar yang rusakJretak raJa kelongsong sehingga produk fisi (dalam bentuk gas) tidak keluar dari fasilitas pengungkung. Jadi kerusakan yang dimaksud disini adalah bahan kerusakan yang secara visual tampak tapi produk fisinya tidak keluar. Kerusakan disini
=
kebocoran kelongsong bahan bakar.Prosiding Seminar Hasi! Pene!itian P2TRR
Tahun 2003
KETERANGAN
SKALA GAMBAR 1: 6
UKURAN : DALAM MILl~1ETER
" Outlet pompa ~1anometel
:
8
i
~;:::
,
' 1',1 I 229 ~!II~
I I I!:;I , . ~,I II'
,
I 'I)\.' , ,,.. . 210I ~"I' II,I~I '- . Iii' I I '-' 1- ~", I:
.
~-~
I I e~ I , . , , I I I , . I ,I I. II I I I , . , I I I I . I I I 'j'---'-'-j
l
IT-"'-'-"'\
r'-~-T1
"""';-"-n--~--I1-~_L._" I. "i "
',
:
".
':
J.
I :: I:: I I "',, I I "I" I I "." I~
::!::
"4 .: I "I H I I "." I I "I" ' L__-- .'. - -,..-~.- , , , I T,\BUNG FASILITA DUDUKA N ELEMEN P.", 'uhono nu.;ukon '~ (3)Pela. dudukan ../\
LAMPIRAN1
Lubang sirkulas; :lIf 'JJl ISSN 0854.5278 DUDUKA}I ELEMEN I ~,
,
I I I I , I , I , I I 12 I i I , , I I . , 1 I Lubang sirkulas; Prl" (4) Pelot pen)'angga=alas ~ .:wi j &W
>~>-".
v
v
'ii ~II ,. I t I' i ~ i~ 1 . i I :7 I'"
~
i/j cu Lt..,., §'6 cu6 "'1::; .Qcu EO s Q) '" Qc/) co "-'" It) -;. It) co a < C/)~
]\ PENUTlIP FASILITAS ~~. LAMPIRAN 2 KETERANGAN SKALA GAMBAR. I: 6UKURAN DALAM MILIMETER
"':)~'~~'i;f
... 14 ~~
LUban~ CD l!)~
E
r+r J...Jo. .J"~ r7r41 1<n 3\011
\".,,"" +" I ".~""'F"" ~.~"W~
\
~"',~.p'rum
~ Luban 00 g ~. tangkai ..-~ - -- ...co "-'" <l) .q. <l) co 0 :;:: (/) ~ Q:: g:'" 0.. t::
~
Q; t:: Q) 0.. ';:;;~
.... (1] '~ Q;C"') (/)0 0,0 ,t::'" 1?t::'" ;) 0-<: Q~/
TAmiNG FASILITAS~
21IJ M-JO ---i . I I I:
i
:
t 210.
~I '4 I I I . I ' +--.---. I . I I I I I . I I I:
I.
I I I I I.
I:
!
I:
I:
I : r I:
,
I ,.
I '-'-'-'--+--'-'---f I . I I I i I~
(2)LAMPlRAN
3 KETERANGAN SKALA GAMBAR 1,6UKURAN DALAM MILIMETER
M-IO I'--I.t) ; '> (2)-Tabung ~I ;!:.I, I I
!
:
:
!
229r
11
I:
I.
I:
!
"n ~; '4 I I I.
I t_--' + '_L I . I I I I I.
I I I I I.
:
I I I I.
I:
I I I.
I I I I I.
.
I I I I.
I I I I I.
I I I I I.
I ~tI +.
}~:
114 I ~ I I I.
I I I I I tl ;q :::.: M.JO(I) PiOaJOatan.oen.arah
210 h: ...-. Dudllkan DoRin. M-JO iIM-IO ),0
LAMPIRAN
4Dihubungkan mcnggunakan 6 buah ball! Dihubungkan mcnggunakan las aluminium
en Ct) <:: Q QJ Ot ... 0, I\,) "I QJ 'JI ~
Tahung fasili!as Dudukan cIcmcn hakar
Ct)lJ