PERHITUNGAN PERENCANAAN PRODUKSI
KENDARAAN BERMOTOR RODA DUA DI AREA
PAINTING SHOP PADA ASSEMBLY
MANUFAKTURING
Hernadewita
(1), Hendra
(2), Feidihal
(3)(1)
Staf Pengajar Sekolah Tinggi Manajemen Industri Departemen
Perindustrian dan Perdagangan R.I
(2)
Staf Pengajar Jurusan Teknik Mesin Universitas Bengkulu
(3)Staf Pengajar Jurusan Teknik Mesin Politeknik Negeri Padang
ABSTRAK
Peningkatan kebutuhan kendaraan bermotor terutama sepeda motor saat ini sangat tinggi. Hal ini dapat dilihat dengan semakin banyaknya jenis dan keluaran terbaru dari sepeda motor baik produk buatan Jepang maupun produk China. Kebutuhan akan kendaraan
bermotor ini disebabkan oleh biaya transportasi yang harus dikeluarkan lebih besar
dibanding dengan menggunakan kendaraan bermotor. Harga kendaraan bermotor saat ini bervariasi, ada kendaraan bermotor dengan harga murah ataupun mahal. Kendaraan bermotor yang murah biasanya memiliki kelemahan pada suku cadang dan ketahanan motor. Untuk bisa bersaing merebut pangsa pasar perusahaan manufaktur yang bergerak dalam bidang perakitan kendaraan bermotor berusaha mencari alternatif agar produk mereka diminati dengan harga yang terjangkau oleh konsumen. Misalnya dengan melakukan promosi besar-besaran baik melalui media cetak maupun media informasi lain. Atau merancang dan menganalisa kegiatan pada area perakitan seperti area painting shop, plating shop. Untuk memenuhi hal tersebut perlu dirancang dan dihitung ulang hal-hal yang berhubungan dengan kegiatan pada area perakitan seperti kebutuhan cycle time, jumlah jam operasi, line produksi dan lain-lain . Salah satu bagian penting dari perakitan itu adalah area painting shop. Painting shop merupakan bagian yang mengelola area pengecatan yang mana bagian ini memiliki standar-standar dan melalui pemeriksaan sebelum kendaraan itu layak untuk dijual. Dari perhitungan yang dilakukan diperoleh cycle time, jumlah line produksi dan tenaga kerja yang dibutuhkan
ABSTRACT
Make-Up of requirement of motor vehicle especially motorcycle very high in this time. It ‘s because of transportation cost more expensive compared to using motor vehicle. A various type and newest output of motorcycle, which made in Japan or product of China, can be seen. Price of motor vehicle also variously, some is expensive than other. The cheap one usually has weakness of resilience and access spare part. To be able to grab peripatetic manufacturing business market compartment in the field of assembling of motor vehicle try to look for an alternative which made their product enthused at the price of reached by consumer. For example by mass promotion either through media print and also other information media. Or by made a design and analyses activity at assembling area like area of painting shop and shop plating. It’s necessary to design and recalculate things, which related to activity at assembling area, such as requirement of time cycle, operation number of hours, line produce and others. The important thing in that assembling is area of painting shop. Shop Painting represent part of managing painting area, which have standards, and through inspection before that competent vehicle to be sold. From calculation is obtained time cycle, amount of line produce and required labors.
Key word: Cycle Time, Line produces
1. PENDAHULUAN
Pertumbuhan kendaraan bermotor saat ini sangat
pesat. Hal ini dapat dilihat dengan semakin
gencarnya promosi kendaraan bermotor tersebut melalui media baik cetak ataupun media informasi
lain. Selain memberikan kemudahan dalam
pemilikan kendaraan bermotor seperti pembayaran kendaraan yang murah, pemberian kredit ringan atau
iming-iming hadiah langsung agar konsumen
membeli dan memakai produk yang dihasilkan.
Peningkatan kebutuhan kendaraan bermotor ini
bergerak pada dunia manufakturing atau assembly kendaraan bermotor untuk mencari alternatif agar menghasilkan produk dengan harga yang terjangkau dan dapat memenuhi kebutuhan konsumen baik dari segi kualitas mamupun kuantitas. Kecenderungan konsumen saat ini adalah motor dengan kualitas terbaik tapi harga murah. Hal ini sangat menyulitkan bagi perusahaan assembly karena harga produk tersebut berkaitan dengan aktifitas kegiatan sehari-hari. Untuk bisa memenuhi hal tersebut dibutuhkan analisa dan perhitungan dalam produksi kendaraan bermotor.
Salah satu divisi yang berhubungan dalam perakitan adalah painting shop. Painting shop merupakan
bagian assembly yang bergerak dalam bidang
pengecatan. Bagian ini memegang peranan penting
karena berhubungan langsung dengan selera
konsumen.
Divisi painting shop beraktifitas sesuai dengan SOP (prosedur standar operasi).
1.1 Masalah
Sejalan dengan peningkatan kebutuhan kendaraan bermotor roda dua di Indonesia, maka berbagai upaya dilakukan oleh perusahaan manufakturing atau assembly untuk meningkatkan produksinya. Dimulai
dengan peningkatan efisiensi, perbaikan
infrastruktur, pengembangan pabrik baru dan sistem penanganan material atau part sehingga diperoleh
cycle time produksi yang diinginkan.
Atas dasar pemikiran ini maka dibuat sistem
manufakturing baru dengan kondisi:
1. Perancangan pabrik baru yang difokuskan
pada sistem penanganan material di level distribusi, final assy dan delivery.
2. Meningkatkan kinerja setiap divisi terutama
pada divisi painting shop.
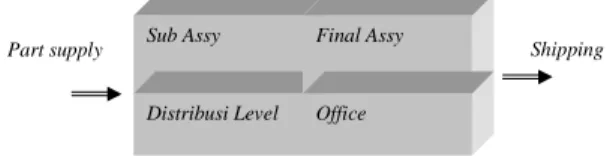
Sistem manufakturing ini diasumsikan seperti
“Gambar (1)”. Sub Assy Distribusi Level Final Assy Office Shipping Part supply
Gambar 1. Aliran Proses Sistem Manufacturing
Dalam merancang suatu pabrik kendaraan bermotor roda dua, harus diperhatikan urutan aliran proses dari line produksi. Dengan memperhatikan urutan line
produksi, maka dapat dirancang waktu yang
dibutuhkan oleh masing-masing line produksi. Dari waktu line produksi setiap line dapat dihitung waktu yang dibutuhkan untuk memproduksi satu unit kendaraan bermotor roda dua. Waktu setiap line
produksi tergantung kepada jumlah unit kendaraan yang akan diproduksi. Semakin banyak kendaraan bermotor yang dihasilkan waktu atau cycle time yang
dibutuhkan juga akan semakin tinggi. Untuk
mengurangi cycle time ini dilakukan penambahan
line produksi. Penambahan line produksi
mengakibatkan terjadinya penambahan luas area. Untuk daerah yang luas areanya kecil hal ini tidak dapat dilakukan, tetapi untuk daerah yang masih memiliki area yang luas hal ini masih bisa dilakukan. Untuk menghindari hal ini dicari alternatif dengan memaksimalkan kinerja dari setiap divisi.
1.2 Tujuan
Keterbatasan area lahan untuk mendirikan pabrik
atau area line produksi yang baru mengakibatkan
adanya tuntutan untuk mencari alternatif lain dalam mengurangi cycle time produksi kendaraan bermotor.
Salah satu bagian yang berhubungan dengan
pengurangan cycle time adalah pada area painting
shop. Ini dapat dilakukan dengan memperhatikan lay out dari line painting shop. Dengan mengetahui lay out dapat dihitung kebutuhan pada bagian painting shop.
2. SISTEM OPERASI UMUM
Proses perakitan di area assembling mencakup operasi untuk perakitan di line perakitan. Line
perakitan memiliki banyak shop seperti plastic
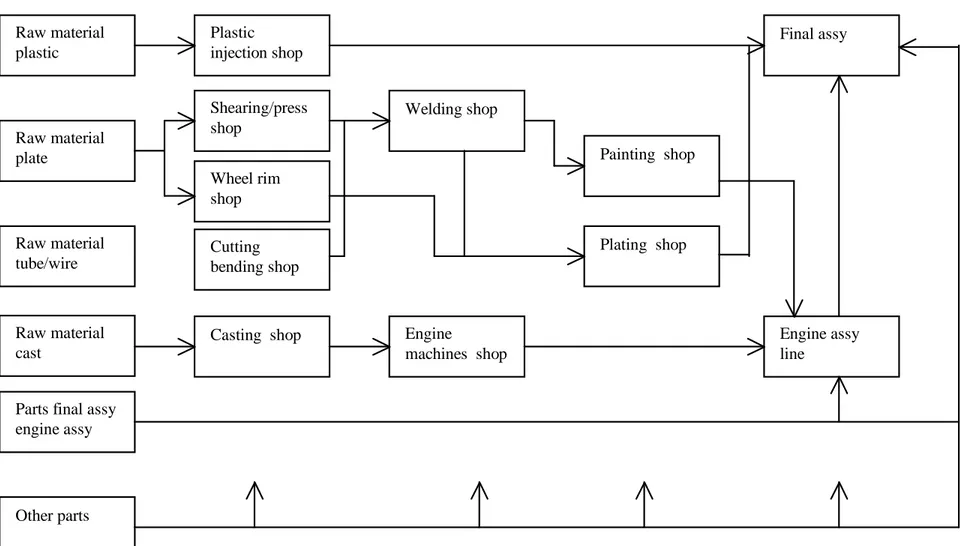
injection shop, shearing press shop, wheel rim shop, cutting bending shop, casting shop,welding shop, engines machine shop, painting shop, plating shop, engine assy line dan final assy. Penyediaan komponen disetiap shop memerlukan informasi dari shop lain. Aliran prosesnya dapat dilihat pada “Gambar (2)”.
Informasi dapat diperoleh dengan membangun sistem informasi yang meliputi informasi pengendalian produksi, informasi persediaan dan informasi untuk kontrol di peralatan produksi.
Pada lay out terlihat bahwa painting shop termasuk bagian akhir proses. Painting shop tergantung dari proses sebelumnya. Part yang masuk ke bagian
painting shop meliputi body frame fuel tank, swing
arm, engine cover, head cover, cylinder, hub, rear brake cover, panel, fender dan conveyor. Jenis warna yang digunakan adalah hitam, merah, hijau, biru dan silver.
Keadaan produk dapat ditentukan saat frame body dinaikkan ke line painting shop. Kondisi akhir produk ditentukan setelah produk melewati inspeksi akhir dan dikatakan lolos dan produk masuk ke final assy. Produk yang tidak lolos akan ditempatkan pada area reparasi menunggu perbaikan sampai lolos inspeksi akhir. Inspeksi ini dilakukan oleh bagian quality control.
Dari area final asy produk yang dihasilkan dikirim ke area shipping kendaraan bermotor dan diangkut dengan truk. Untuk menaikkan produk ke truk digunakan pallet dengan sistem hidroulik. Pada dudukan pallet dipasang roller untuk mendorong pallet masuk ke bak truk yang telah disiapkan. 3. PERHITUNGAN CYCLE TIME, PERENCANAAN
MAIN AND SUPPORT EQUIPMENT DAN KEBUTUHAN TENAGA KERJA
Sistem operasi secara umum di bagian area painting
shop dikelompokkan menjadi penentuan cycle time,
penyediaan komponen, operasi pengecatan, inspeksi akhir dan perbaikan produk. Cycle time merupakan dasar dari perencanaan sistem penjadwalan seluruh kegiatan produksi. Penentuan waktu siklus adalah jumlah kapasitas produksi yang direncanakan per line produksi. Misal untuk 20 detik harus selesai satu unit kendaraan bermotor roda dua dari line produksi. Waktu kerja di painting shop:
1. Waktu kerja 12 bulan/tahun, 20 hari per bulan
total kerja 240 hari/tahun
2. Banyaknya shift kerja: 2 shift kerja/hari, 15
jam/hari. Alasan penggunaan 2 shift kerja /hari adalah kualitas dari spray booth perlu dijaga kebersihannya agar didapatkan hasil pengecatan yang baik dengan 2 shift kerja otomatis bagian maintenance punya waktu yang cukup untuk melakukan perawatan dan menjaga kebersihan
spray booth, oven, hanger dan conveyor.
Dengan 2 shift kerja maka pengecatan dapat dilakukan pada suhu yang standar.
3. Efisiensi kerja: 85 %.
4. Pengaturan jam kerja:
Shift I : 07:00-15:00
08:00-16:00
Shift II: 15:00-22:00
16:00-23:00
Berdasarkan waktu kerja maka dapat diambil
beberapa alternatif waktu kerja yang dapat diterapkan di painting shop dengan mengacu pada kemampuan painter dalam pengecatan part, maka kecepatan konveyor dalam sebuah lin pengecaran tidak boleh lebih dari 4 m/min.
Proses pengecatan pada bagian metal line untuk kapasitas 370.000 unit/tahun waktu kerja painting shop adalah: hari kerja 12 bulan/tahun, 20 hari/bulan, shift kerja = 2 shift dan jam kerja 15 jam/hari yaitu 8 jam untuk shift I dan 7 jam untuk shift II. Untuk I shift kerja dibutuhkan 12 bulan/tahun dengan 24 hari/bulan, jam kerja 7 jam/hari. Dari hal diatas dengan shift kerja 1 shift dapat menghemat investasi karena tenaga kerja yang diperlukan sedikit tapi dengan waktu kerja 7-jam/hari juga berarti tidak
mengoptimalkan efektifitas kerja di painting shop karena mesin banyak nganggur.
Untuk bagian plastik line dengan kapasitas yang sama yaitu hari kerja 12 bulan/tahun, 20 hari/bulan, shift kerja: 2 shift dan jam kerja 15 jam /hari. Pada metal line dapat diterapkan alternatif lain yaitu dengan menerapkan 1 shift kerja, pada bagian plastik line alternatif ini tidak dapat diterapkan karena
kecepatan konveyor rata-rata berada diatas 4
m/menit.
Dasar perhitungan cycle time painting shop:
1. Hari kerja: 240 hari/tahun
2. Jam kerja: 2 shift, 15 jam
3. Efisiensi: 0,85
4. Jumlah produksi: 112.500 unit.
Maka besar cycle time adalah:
det 92 , 97 / 500 . 112 85 , 0 det/ 600 . 3 / 15 / 240 hanger pcs hari hari jam jam hr time Cycle
Untuk kebutuhan material cat dan thinner perhari digunakan: hari Unit unit Volume hari per material Konsumsi (1)
Kebutuhan chemical untuk pretreatment:
Additionalmatreq Freq
anum eratefreq disch quirement Material material Total ( Re arg .
Dengan cara yang sama didapatkan cycle time untuk masing-masing part yang di painting.
Perencanaan Main and Support Equipment
1. Perencanaan main equipment
) / ( ) ( arg hanger pcs Hanger Kapasitas meter conveyor pitch tahun per produksi et T Conveyor Speed (2)
Untuk jam kerja = 240 hari/tahun = 15 jam/hari
= 183.600 menit/tahun
Target produksi = 112.500 unit/tahun
Pitch conveyor = 1,07 meter
Length conveyor = 699,4 meter
tahun m Frame / 50 , 037 . 120 1 07 , 1 500 . 112
Total conveyor kalau memiliki banyak speed conveyor karena ada 6 item untuk speed conveyor adalah: ) / ( / ker ) / ( tahun menit Efisiensi tahun ja waktu Total tahun meter conveyor Total Conveyor Speed (3)
menit m Conveyor Speed / 43 , 3 85 , 0 000 . 216 875 . 196 . 630 Quantity hanger: ) ( ) / ( / ker ) ( arg meter conveyor Panjang tahun menit tahun ja waktu Total meter conveyor speed tahun per produksi et T hanger Quantity (4) 125 85 , 124 / 2 4 , 699 85 , 0 / 000 . 216 / 43 , 3 / 500 . 112 hanger pcs meter tahun menit menit meter tahun unit hanger Quantity
Perencanaan kebutuhan tenaga kerja
Untuk jam kerja = 240 hari/tahu
= 15 jam/hari
Efisiensi = 0,85
Target produksi = 1.000.000 unit/tahun
Kemampuan painter dalam proses: 40 m2/jam
Dimensi benda kerja yang terbesar: frame body P = 1.350 mm
L = 750 mm T = 340 mm Kapasitas produksi adalah:
tahun ja Waktu ing dipa yang unit Jumlah produksi Kapasitas / ker int (5) menit unit hr tahun hr tahun unit produksi Kapasitas / 446 , 5 85 , 0 min 60 15 / 240 / 000 . 000 . 1
standar waktu untuk painter adalah 1,07
min/hanger/painter
Jumlah painter adalah 5, 8 atau 6 painter.
4. KESIMPULAN
Perhitungan yang dilakukan dapat diperoleh cycle
time dan jumlah painter yang dibutuhkan. Dengan
memperhatikan hal tersebut dan melihat lay out
painting shop dapat dirancang waktu kerja yang
rendah sehingga kebutuhan konsumen akan
kendaraan bermotor dengan jumlah dan harga yang murah serta dalam waktu yang singkat dapat terpenuhi tanpa harus menambah area pabrik yang baru.
Dengan menghitung dan memperhatikan siklus line
produksi kebutuhan waktu siklus akan dapat
dikurangi sehingga waktu yang tersisa dapat
dimanfaatkan dengan efektif untuk menambah
kapasitas produksi
PUSTAKA
1. Prakasa, I, “Perencanaan Produksi” Program Magister Teknik Mesin, Institut Teknologi Bandung, 2001
2. Yuwana M. Yatna, Dr., “Perencanaan
Produksi”, Institut Teknologi Bandung.
3. Yuwana M. Yatna, Dr., “ Perancangan
Produksi”, Institut Teknologi Bandung.
Curriculum Vitae
1. Hernadewita, S.T. M.Si, Staf Pengajar Sekolah
Tinggi Manajemen Industri (Depperindag
Republik Indonesia). S1 Teknik Industri
Universitas Tirtayasa Cilegon, S2 Ilmu
Lingkungan Universitas Indonesia (2000)
2. Hendra S.T., MT, Staf Pengajar Prograam
Studi Teknik Mesin Universitas Benglulu, S1 Teknik Mesin Fakultas Teknik Universitas
Andalas (1999), S2 Teknik Produksi
Departemen Teknik Mesin Institut Teknologi Bandung (2003).
3. Feidihal, ST., Staf Pengajar Teknik Mesin