91
USULAN PERBAIKAN SISTEM
MATERIAL HANDLING
DENGAN MENGUNAKAN
SYSTEMATIC LAYOUT PLANNING
(SLP)
Nandar Cundara1), Ery Sugito2), Sanusi3)
1,2,3
Program Studi Teknik Industri Sekolah Tinggi Teknik Ibnu Sina
Email: [email protected]; [email protected]; [email protected]
Abstrak
PT TW Indonesia merupakan perusahaan yang bergerak di bidang pembuatan packaging box. Pada saat ini kondisi layout fasilitas produksi dan kondisi fisik lingkungan kerja perusahaan masih memiliki kendala. Penelitian ini bertujuan untuk memberikan usulan sistem material handling dengan mengunakan systematic layout planning (SLP) dengan melakukan hubungan kedekatan (ARD & ARC), agar jarak material handling dapat diminimasi sehingga produktivitas produksi dapat lebih optimal. Dengan metode SLP dihasilkan 2 alternatif layout usulan dimana dapat meminimasi jarak WIP. Layout 1 dapat menghemat jarak sebesar 85.98 meter atau 14.77% sedangkan layout 2 dapat menghemat jarak sebesar 76.40 meter atau 13.12% dari layout awal. Sehingga dengan demikian layout 1 lebih di rekomendasikan agar kegiatan dan hasil produksi lebih optimal dan ongkos material handler menjadi lebih kecil.
Kata Kunci—Layout WIP, Systematic Layout Planning (SLP),Ongkos Material Handling
Abstract
PT TW Indonesia is a manufacture company of packaging box. At this time the company layout condition and physical condition of the working enviroment still have few issue. This reseach to provide a Material Handling System proposed by using Systematic Layout Planning (SLP) with relationship activity (ARD & ARC), so that material handling disctancecan be minimized and production productivity can be optimized. With this methode (SLP) produced 2 alternativ layout proposal, which can minimize the WIP distance. Layout 1 could be save a distance of 85.98 meters or 14.77% and layout 2 could save a distance of 76.40 meter or 13.12% from current layout. Thus layout 1 is recommended that the production activities result more optimal and material handler cost more save.
Key word—Layout WIP, Systematic layout Planning (SLP), Material handling cost
1. PENDAHULUAN
Hadiguna (2008) mendefinisikan tata letak sebagai kumpulan unsur-unsur fisik yang diatur
mengikuti aturan atau logika tertentu. Sistem Material Handling yang kurang sistematis menjadi
masalah yang cukup besar dan mengganggu kelancaran proses produksi sehingga mempengaruhi sistem secara keseluruhan. Menurut Wignjosoebroto (2009), tata letak yang baik adalah tata letak yang dapat menangani sistem material handling secara menyeluruh sedangkan Purnomo (2004) menyebutkan tata letak fasilitas yang dirancang dengan baik pada umumnya akan memberikan kontribusi yang positif dalam optimalisasi proses operasi perusahaan dan pada akhirnya akan menjaga kelangsungan hidup perusahaan serta keberhasilan perusahaan.
92
Tata letak pabrik ini meliputi perencanaan dan pengaturan letak mesin, peralatan, aliran bahan dan orang-orang yang bekerja pada masing-masing stasiun kerja. Jika disusun secara baik, maka operasi kerja menjadi lebih efektif dan efisien (Wignjosoebroto, 2009). Pada dasarnya tujuan utama perancangan tata letak adalah optimasi pengaturan fasilitas-fasilitas operasi sehingga nilai yang diciptakan oleh sistem produksi akan maksimal (Purnomo, 2004).
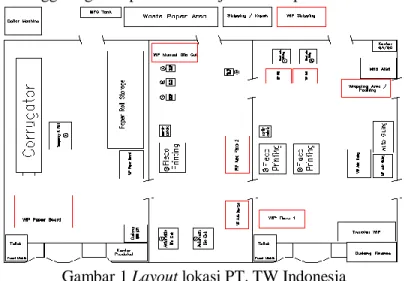
PT TW Indonesia yang merupakan salah satu perusahaan yang bergerak dibidang pembuatan
Carton Box, kertas board, kertas printing, assembly dan design. PT TW Indonesia yang berada di
Batam terdiri dari 4 lot yang terpisah tentunya menambah biaya (cost), karena jarak perpindahaan yang jauh akan menyebabkan waktu yang lebih panjang sehingga akan mempengaruhi jumlah output yang dihasilkan dan menjadi kurang optimal proses produksi. Selain dari pada itu aliran material yang tidak teratur, terdapat dibeberapa aliran yang mengalami backtracking, yaitu proses aliran bahan yang bolak balik.
Selain dari biaya akibat pemindahaan material yang terlalu jauh, tempat dan peralatan yang
kurang memadai juga menjadi penyebab kurang effesiennya proses produksi. Hal ini dapat dilihat dari WIP yang banyak pada beberapa proses atau menunggu pemindahaan ke proses berikutnya.
Sehubungan dengan hal diatas maka penulis merumuskan masalah yang akan di teliti adalah Bagaimana membuat jalur material handling dan pengangkutan material pada PT TW Indonesia agar menjadi lebih dekat sehingga kegiatan produksi menjadi lebih optimal?
Gambar 1 Layout lokasi PT. TW Indonesia 2. METODE PENELITIAN
Langkah awal yang harus dilakukan sebelum melakukan penelitian adalah dengan melakukan studi pendahuluan. Studi pendahuluan dilakukan di PT TW Indonesia yang menjadi objek penelitian. Langkah – langkah ini dilakukan untuk mengetahui permasalahan yang ada di area produksi.
1. Identifikasi aliran material
Pada tahap ini melakukan identifikasi aliran material yang terjadi antar stasiun kerja. Data yang
digunakan untuk mengetahui aliran perpindahaan material yang terjadi antar stasiun kerja yang
diperlukan yaitu: seperti bill of material dan jarak proses produksi. Analisis yang dilakukan dengan mengunakan peta proses produksi (Operation Process Chart) untuk mengetahui aliran material dari bahan baku hingga produk jadi.
2. Perhitungan Jarak
Setelah selesai mengambar OPC akan lebih mudah melakukan perhitungan jarak antar stasiun kerja dan frekuensi material handling. Metode perhitungan jarak yang digunakan pada penelitian ini
93
adalah dengan mengunakan perhitungan jarak Rectiliner. Metode ini banyak dipergunakan karena
kemudahaan dalam memahami dan tepat untuk beberapa permasalahan.
𝑑𝑖𝑗 = |𝑋𝑖− 𝑋𝑗| + |𝑌𝑖− 𝑌𝑗| ... (Persamaan 1)
Dimana : 𝑑𝑖𝑗 = Jarak antara stasiun i dan j
𝑋𝑖 = Koordinat x pada pusat fasilitas i
𝑋𝑗 = Koordinat x pada pusat fasilitas i
𝑌𝑖 = Koordinat y pada pusat fasilitas i
𝑌𝑗 = Koordinat y pada pusat fasilitas j
Atau dengan perbandingan Euclidean dimana ukuran jarak yang diukur lurus antara pusat fasilitas
yang satu kepusat fasilitas lainnya. dengan rumus:
𝑑𝑖𝑗= √ [( 𝑋𝑖− 𝑋𝑗)2+ (𝑌
𝑖 − 𝑌𝑗)2] ... (Persamaan 2)
3. Perancangan Layout
Perancangan dilakukan untuk memperbaiki keadaan awal yang dianggap kurang sesuai.
Perbaikan ini Perbaikan ini didasarkan pada perolehan performansi layout usulan (jarak
material handling) yang lebih baik dibanding performansi awal.
Langkah-langkah yang ditempuh dalam perancangan layout usulan adalah sebagai berikut :
a. Membuat Activity Relationship Chart (ARC).
Pada tahap ini, dianalisis keterkaitan hubungan kegiatan antar stasiun kerja dengan Activity Relationship Chart. Beberapa alasan keterkaitan yaitu urutan aliran kerja, mempergunakan peralatan yang sama, mengunakan ruangan yang sama, memudahkan pemindahaan material dan tingkat kepentingan yang disimbolkan dengan huruf A, I, E, O, U dan X. Huruf-huruf tersebut menunjukan bagaimana aktivitas dari setiap stasiun kerja akan mempunya hubungan secara langsung atau erat kaitanya dengan satu sama lain. Kemudian untuk mempermudah dalam mengambarkan Activity Relationship Diagram (ARD). Pada saat selanjutnya maka perlu dibuat lembar kerja diagram keterkaitan aktivitas (Worksheet ).
b. Worksheet
Setelah ARC, Selanjutnya hasil yang didapat dikonversikan kedalam workheet (lembar kerja). Worksheet dibuat untuk menerangkan hasil ARC dengan tujuan mempermudah dalam membaca hubungan antar aktivitas.
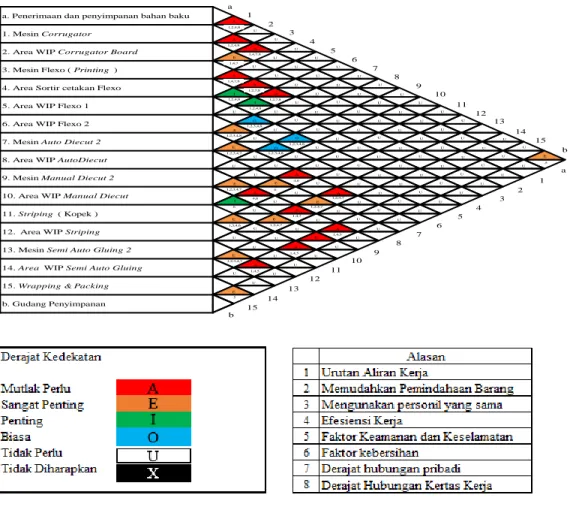
c. Activity Relationship Diagram (ARD)
Analisis aliran yang dibuat selanjutnya yaitu Activity Relationship Diagram (ARD). ARD
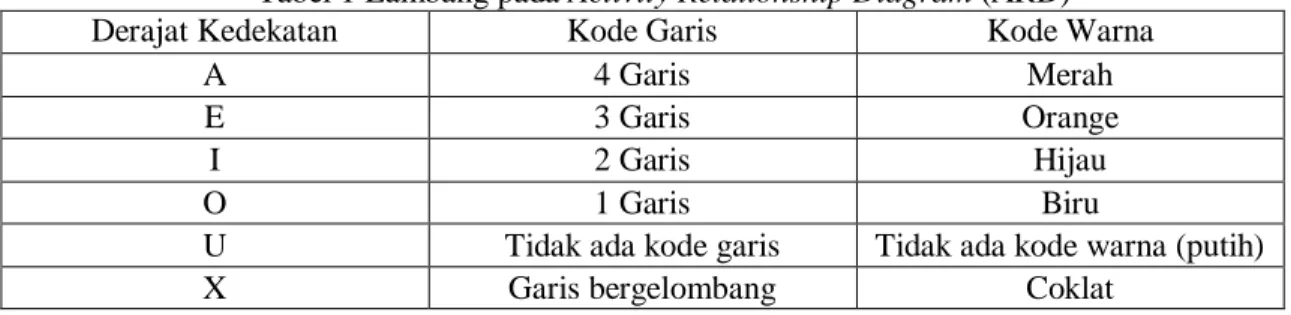
membuat visualisasiyang lebih jelas terkait aliran material dan derajat hubungan aktivitas antar stasiun kerja. Pada ARD derajat kedekatan antar fasilitas dinyatakan dengan kode huruf, garis dan warna yang arti dari lambang tersebut sebagai berikut:
Tabel 1 Lambang pada Activity Relationship Diagram (ARD)
Derajat Kedekatan Kode Garis Kode Warna
A 4 Garis Merah
E 3 Garis Orange
I 2 Garis Hijau
O 1 Garis Biru
U Tidak ada kode garis Tidak ada kode warna (putih)
94
d. Pembuatan alternatif layout usulan
Tahap terakhir yaitu membuat layout usulan yang mempertimbangkan diagram hubungan. Penempatan stasiun kerja disesuaikan dengan luas area tersedia berdasarkan ARC yang telah ada.
3. HASIL DAN PEMBAHASAN
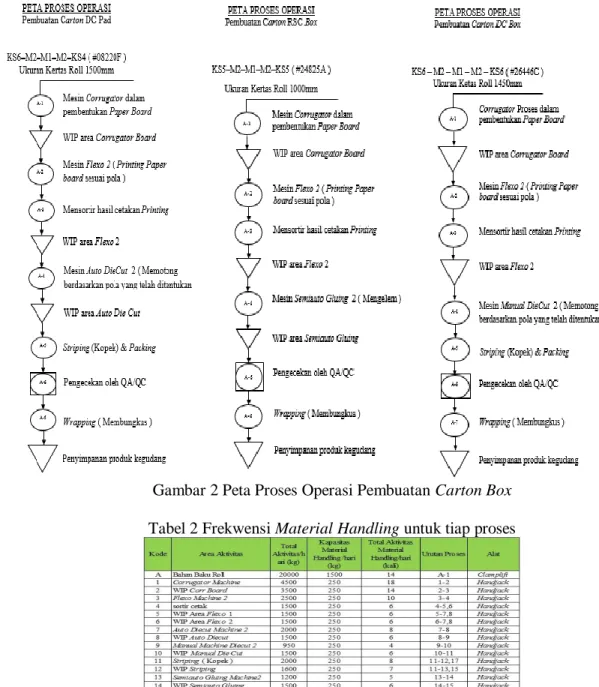
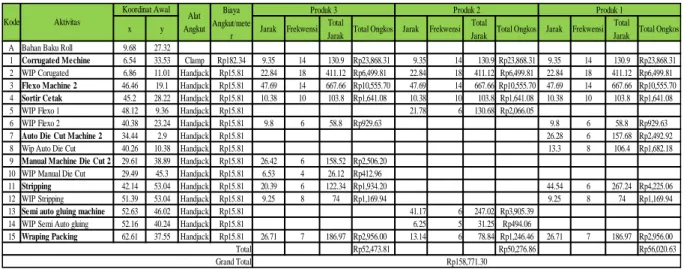
Perancangan tata letak fasilitas pabrik dimulai dari hasil analisis aliran material berupa Peta Proses Operasi pada Gambar 3 kemudian dilakukan perhitungan jarak material handling layout awal seperti pada Tabel 1. Perhitungan selengkapnya dapat dilihat pada Tabel 2.
Gambar 2 Peta Proses Operasi Pembuatan Carton Box Tabel 2 Frekwensi Material Handling untuk tiap proses
95
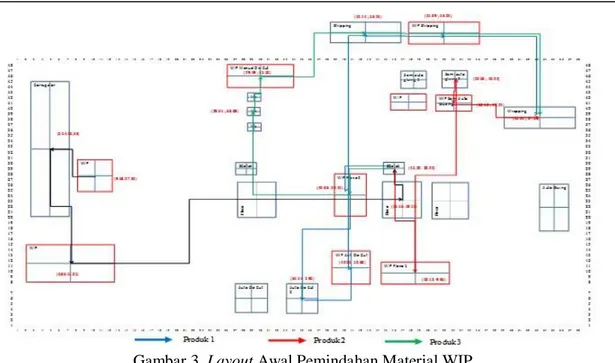
Gambar 3 Layout Awal Pemindahan Material WIP
Setelah didapat koordinat untuk setiap area aktivitas, maka jarak antara area aktivitas dapat dihitung mengunakan formula Rectilinear sebagai berikut:
𝑑𝑖𝑗 = |𝑋𝑖− 𝑋𝑗| + |𝑌𝑖− 𝑌𝑗| ... (Persamaan 3)
Contoh perhitungan:
Jarak statsiun kerja A-1 ( Bahan baku – Mesin Corrugator )
𝑑𝐴1 = ( 𝑥𝐴− 𝑥1 ) + ( ( 𝑦𝐴− 𝑦1 )
𝑑𝐴1 = ( 9.68 − 6.54 ) + ( 33.53 − 27.32 )
𝑑𝐴1 = 9.35 𝑚𝑒𝑡𝑒𝑟
Dan sebagai perbandingan jarak perhitungan dengan mengunakan formula Euclidean sebagai berikut :
𝑑𝑖𝑗= √ [( 𝑋𝑖− 𝑋𝑗)2+ (𝑌
𝑖 − 𝑌𝑗)2] ... (Persamaan 4)
Jarak stasiun kerja A-1 (bahan baku – mesin Corrugator)
𝑑𝑖𝑗 = √ [(9.68 − 6.54)2+ (33.53 − 27.32)2]
𝑑𝑖𝑗 = 6.9587 meter ( Dibulatkan = 6.96 meter)
Perhitungan Ongkos material handling (OMH) per meter gerakan.Dalam melakukan kegiatan
material handling dilantai produksi dilakukan dengan mengunakan 3 alat yaitu handlift, clamp lift dan manusia. Sehingga ongkos material handling per meter gerakanya berbeda.
a. Ongkos material handling dengan Handjack
Biaya Pembelian handjack = Rp 5,000,000
Umur Ekonomis = 5 Tahun
a) Biaya depresiasi handjack per detik adalah :
𝑅𝑝 5,000,000
5 𝑡ℎ 𝑥 52 𝑀𝑖𝑛𝑔𝑔𝑢 𝑥 6 ℎ𝑎𝑟𝑖 𝑥 7 𝑗𝑎𝑚 𝑥 60 𝑚𝑒𝑛𝑖𝑡 𝑥 60 𝑑𝑒𝑡𝑖𝑘= 𝑅𝑝 0.127/𝑑𝑒𝑡𝑖𝑘
b. Ongkos material handling dengan clamplift.
Biaya Pembelian Clamp Lift = Rp 250,000,000
96
a) Biaya depresiasi Clamplift per detik adalah :
𝑅𝑝 250,000,000
5 𝑡ℎ 𝑥 52 𝑀𝑖𝑛𝑔𝑔𝑢 𝑥 6 ℎ𝑎𝑟𝑖 𝑥 7 𝑗𝑎𝑚 𝑥 60 𝑚𝑒𝑛𝑖𝑡 𝑥 60 𝑑𝑒𝑡𝑖𝑘= 𝑅𝑝 6.359/𝑑𝑒𝑡𝑖𝑘
c. Ongkos Operator
UMK per bulan = Rp 3,200,0000
Waktu bekerja per minggu = 40 Jam
Waktu bekerja per bulan = 173 Jam
Upah per jam = 𝑊𝑎𝑘𝑡𝑢 𝑏𝑒𝑘𝑒𝑟𝑗𝑎 𝑝𝑒𝑟 𝑏𝑢𝑙𝑎𝑛𝑈𝑀𝐾 𝑝𝑒𝑟 𝑏𝑢𝑙𝑎𝑛
= 𝑅𝑝 3,200,000173
= Rp 18497.11/jam
Upah Per Detik = 60 𝑚𝑒𝑛𝑖𝑡 𝑥 60 𝑑𝑒𝑡𝑖𝑘𝑈𝑀𝐾 𝑝𝑒𝑟 𝑏𝑢𝑙𝑎𝑛
= 60 𝑚𝑒𝑛𝑖𝑡 𝑥 60 𝑑𝑒𝑡𝑖𝑘𝑅𝑝 3,200,000
= Rp 5.138086 /detik
d. Perhitungan per meter handjack & Clamplift
Kecepatan rata rata asumsi 3 detik/meter
a) Biaya per meter handjack
= 3 detik x ( Rp 5.14 + Rp 0.13) = Rp 15.81/meter
b) Biaya per meter Clamplift
= 3 detik x ( Rp 5.14 + Rp 6.36) = Rp 34.50/meter
Tabel 3 Perhitungan Jarak dan OMH pada Layout Awal
x y Jarak Frekwensi Total
Jarak Total Ongkos Jarak Frekwensi Total
Jarak Total Ongkos Jarak Frekwensi Total Jarak Total Ongkos A Bahan Baku Roll 9.68 27.32
1 Corrugated Mechine 6.54 33.53 Clamp Rp182.34 9.35 14 130.9 Rp23,868.31 9.35 14 130.9 Rp23,868.31 9.35 14 130.9 Rp23,868.31 2 WIP Corugated 6.86 11.01 Handjack Rp15.81 22.84 18 411.12 Rp6,499.81 22.84 18 411.12 Rp6,499.81 22.84 18 411.12 Rp6,499.81 3 Flexo Machine 2 46.46 19.1 Handjack Rp15.81 47.69 14 667.66 Rp10,555.70 47.69 14 667.66 Rp10,555.70 47.69 14 667.66 Rp10,555.70 4 Sortir Cetak 45.2 28.22 Handjack Rp15.81 10.38 10 103.8 Rp1,641.08 10.38 10 103.8 Rp1,641.08 10.38 10 103.8 Rp1,641.08
5 WIP Flexo 1 48.12 9.36 Handjack Rp15.81 21.78 6 130.68 Rp2,066.05
6 WIP Flexo 2 40.38 23.24 Handjack Rp15.81 9.8 6 58.8 Rp929.63 9.8 6 58.8 Rp929.63
7 Auto Die Cut Machine 2 34.44 2.9 Handjack Rp15.81 26.28 6 157.68 Rp2,492.92
8 Wip Auto Die Cut 40.26 10.38 Handjack Rp15.81 13.3 8 106.4 Rp1,682.18
9 Manual Machine Die Cut 2 29.61 38.89 Handjack Rp15.81 26.42 6 158.52 Rp2,506.20 10 WIP Manual Die Cut 29.49 45.3 Handjack Rp15.81 6.53 4 26.12 Rp412.96
11 Stripping 42.14 53.04 Handjack Rp15.81 20.39 6 122.34 Rp1,934.20 44.54 6 267.24 Rp4,225.06
12 WIP Stripping 51.39 53.04 Handjack Rp15.81 9.25 8 74 Rp1,169.94 9.25 8 74 Rp1,169.94
13 Semi auto gluing machine 52.63 46.02 Handjack Rp15.81 41.17 6 247.02 Rp3,905.39 14 WIP Semi Auto gluing 52.16 40.24 Handjack Rp15.81 6.25 5 31.25 Rp494.06
15 Wraping Packing 62.61 37.55 Handjack Rp15.81 26.71 7 186.97 Rp2,956.00 13.14 6 78.84 Rp1,246.46 26.71 7 186.97 Rp2,956.00
Rp52,473.81 Rp50,276.86 Rp56,020.63 Produk 3 Produk 2 Alat Angkut Biaya Angkut/mete r Total Grand Total Produk 1 Rp158,771.30 Aktivitas Kode Koordinat Awal
97
Gambar 4 Diagram ARC ( Activity Relationship Chart )
Gambar 5 Activity Relationship Diagram (ARD) Produk 1
5. Area WIP Flexo 1
a. Penerimaan dan penyimpanan bahan baku 1. Mesin Corrugator
2. Area WIP Corrugator Board
3. Mesin Flexo ( Printing ) 4. Area Sortir cetakan Flexo
6. Area WIP Flexo 2 7. Mesin Auto Diecut 2
8. Area WIP AutoDiecut
9. Mesin Manual Diecut 2
10. Area WIP Manual Diecut
11. Striping ( Kopek ) 12.Area WIP Striping
13. Mesin Semi Auto Gluing 2
14. Area WIP Semi Auto Gluing
15. Wrapping & Packing
b. Gudang Penyimpanan a 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 b 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 b a 1,2,4,8 1,2,4,8 A U A E 1,4,7,8 A U U U U U U U U U U U U U U U U U U U U U U A I A U I A E O U U U E U U U U U U U O O U U U E U U U U U U U I A E A U U U U U E U U U U U U U U U U 1,4,7 1,4,7,8 1,2,7,8 1,2,4,8 E A E A U U U U U U E U U U U U U U U U U U U U U U A U U U U U U U U U U E U U U U U U U U U U U U U U E 1,2,4,8 1,2,7,8 1,2,3,4,8 1,2,3,4,8 1,2,3,4,7 1,2,3,4,8 1,2,3,4,8 1,2,3,4,7 6 4,6 6 4,6 1,3,4,6 U 1,2,4,7 1,4,7 1,2,4,7 1,2,4,7 1,2,3,4,7 1,4,5 1,4,5 1,4,5 5 ,5 A A
98
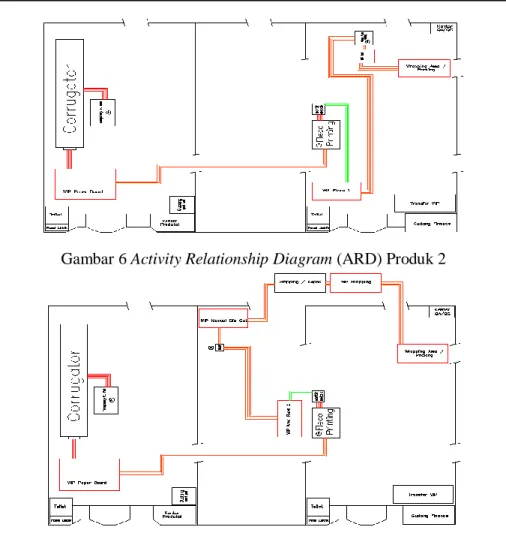
Gambar 6 Activity Relationship Diagram (ARD) Produk 2
Gambar 6 Activity Relationship Diagram (ARD) Produk 3 Pemilihan Alternatif Layout Usulan
Dari data perhitungan layout awal perlu kiranya membuat layout usulan sebagai bahan
pertimbangan perusahaan untuk membandingkan mana yang lebih mengurangi jarak dalam
pendistribusian material agar produktivitas produksi lebih optimal. Berdasarkan pada kebutuhan
kapasitas luas area, maka diberikan 2 usulan alternatif dalam perancangan jalur WIP . Dalam pembuatan jalur alternatif tersebut faktor yang mempengaruhi adalah derajat kedekatan antar tiap mesin serta perhitungan jarak tempuh aliran material dan serta proses waktu aliran material, Usulan diberikan sebagai berikut:
Gambar 5 Layout Usulan 1 Pemindahaan Material WIP
1234567891011121314151617181920212223242526272829303132333435363738394041424344454647484950515253545556575859606162636465666768 48 48 47 47 46 46 45 45 44 44 43 43 42 42 41 41 40 40 39 39 38 38 37 37 36 36 35 35 34 34 33 33 32 32 31 31 30 30 29 29 28 28 27 27 26 26 25 25 24 24 23 23 22 22 21 21 20 20 19 19 18 18 17 17 16 16 15 15 14 14 13 13 12 12 11 11 10 10 9 9 8 8 7 7 6 6 5 5 4 4 3 3 2 2 1 1 1234567891011121314151617181920212223242526272829303132333435363738394041424344454647484950515253545556575859606162636465666768 Corrugator Fl ex o Fl ex o Flex o SCetak SCetak Ma Ma W IP WIP
Auto Die Cut 2 WIP Manual Die Cut
Ma
WIP Flexo 2
WIP Auti Die Cut WIP Flexo 1 Stripping Auto Gluing WIP Stripping Semi auto gluing 1 Semi auto gluing 2 Wrapping (6.54:27.32) (6.54:35,53) (11.00:22,00)
WIP Semi Auto Glueing WIP
Auto Die Cut
(46.46: 19.10) (45.20: 28.22) (48.12: 35,00) (40.38: 23.24) (34.44: 2.90) (40.26: 10.38) (29.61 ; 38.89) (29.49 ; 45.50) (42.14 ; 53.04) (51.39 ; 53.04) (52.63 ; 46.02) (52.16 ; 40.24) (62.61 ; 37.55) (42.14 ; 53.04) (51.39 ; 53.04)
99
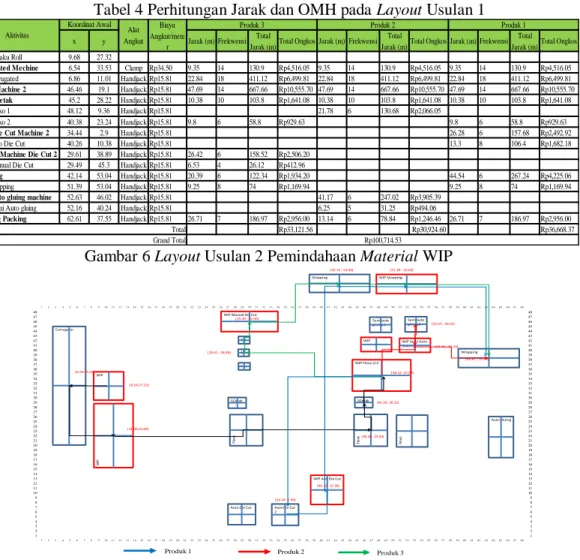
Tabel 4 Perhitungan Jarak dan OMH pada Layout Usulan 1
Gambar 6 Layout Usulan 2 Pemindahaan Material WIP
Tabel 5 Perhitungan Jarak dan OMH pada Layout Usulan 2
x y Jarak (m) Frekwensi Total
Jarak (m)Total Ongkos Jarak (m) Frekwensi Total
Jarak (m)Total Ongkos Jarak (m) Frekwensi Total Jarak (m)Total Ongkos A Bahan Baku Roll 9.68 27.32
1 Corrugated Mechine 6.54 33.53 Clamp Rp34.50 9.35 14 130.9 Rp4,516.05 9.35 14 130.9 Rp4,516.05 9.35 14 130.9 Rp4,516.05 2 WIP Corugated 6.86 11.01 Handjack Rp15.81 22.84 18 411.12 Rp6,499.81 22.84 18 411.12 Rp6,499.81 22.84 18 411.12 Rp6,499.81 3 Flexo Machine 2 46.46 19.1 Handjack Rp15.81 47.69 14 667.66 Rp10,555.70 47.69 14 667.66 Rp10,555.70 47.69 14 667.66 Rp10,555.70 4 Sortir Cetak 45.2 28.22 Handjack Rp15.81 10.38 10 103.8 Rp1,641.08 10.38 10 103.8 Rp1,641.08 10.38 10 103.8 Rp1,641.08 5 WIP Flexo 1 48.12 9.36 Handjack Rp15.81 21.78 6 130.68 Rp2,066.05
6 WIP Flexo 2 40.38 23.24 Handjack Rp15.81 9.8 6 58.8 Rp929.63 9.8 6 58.8 Rp929.63
7 Auto Die Cut Machine 2 34.44 2.9 Handjack Rp15.81 26.28 6 157.68 Rp2,492.92
8 Wip Auto Die Cut 40.26 10.38 Handjack Rp15.81 13.3 8 106.4 Rp1,682.18 9 Manual Machine Die Cut 2 29.61 38.89 Handjack Rp15.81 26.42 6 158.52 Rp2,506.20
10 WIP Manual Die Cut 29.49 45.3 Handjack Rp15.81 6.53 4 26.12 Rp412.96
11 Stripping 42.14 53.04 Handjack Rp15.81 20.39 6 122.34 Rp1,934.20 44.54 6 267.24 Rp4,225.06 12 WIP Stripping 51.39 53.04 Handjack Rp15.81 9.25 8 74 Rp1,169.94 9.25 8 74 Rp1,169.94 13 Semi auto gluing machine 52.63 46.02 Handjack Rp15.81 41.17 6 247.02 Rp3,905.39
14 WIP Semi Auto gluing 52.16 40.24 Handjack Rp15.81 6.25 5 31.25 Rp494.06
15 Wraping Packing 62.61 37.55 Handjack Rp15.81 26.71 7 186.97 Rp2,956.00 13.14 6 78.84 Rp1,246.46 26.71 7 186.97 Rp2,956.00 Rp33,121.56 Rp30,924.60 Rp36,668.37 Total Grand Total Rp100,714.53 Kode Aktivitas Koordinat Awal Alat Angkut Biaya Angkut/mete r
Produk 3 Produk 2 Produk 1
x y Jarak (m) Frekwensi Total
Jarak (m)Total Ongkos Jarak (m) Frekwensi Total
Jarak (m)Total Ongkos Jarak (m) Frekwensi Total Jarak (m)Total Ongkos A Bahan Baku Roll 6.54 27.32
1 Corrugated Mechine 6.54 33.53 Clamp Rp34.50 6.21 14 86.94 Rp2,999.43 6.21 14 86.94 Rp2,999.43 6.21 14 86.94 Rp2,999.43 2 WIP Corugated 11 22 Handjack Rp15.81 15.99 18 287.82 Rp4,550.43 15.99 18 287.82 Rp4,550.43 15.99 18 287.82 Rp4,550.43 3 Flexo Machine 2 46.46 19.1 Handjack Rp15.81 38.36 14 537.04 Rp8,490.60 38.36 14 537.04 Rp8,490.60 38.36 14 537.04 Rp8,490.60 4 Sortir Cetak 45.2 28.22 Handjack Rp15.81 10.38 10 103.8 Rp1,641.08 10.38 10 103.8 Rp1,641.08 10.38 10 103.8 Rp1,641.08
5 WIP Flexo 1 48.12 37 Handjack Rp15.81 11.7 6 70.2 Rp1,109.86
6 WIP Flexo 2 48.12 37 Handjack Rp15.81 11.7 6 70.2 Rp1,109.86 11.7 6 70.2 Rp1,109.86
7 Auto Die Cut Machine 2 34.44 2.9 Handjack Rp15.81 47.78 6 286.68 Rp4,532.41
8 Wip Auto Die Cut 40.26 10.38 Handjack Rp15.81 13.3 8 106.4 Rp1,682.18
9 Manual Machine Die Cut 2 29.61 38.89 Handjack Rp15.81 20.4 6 122.4 Rp1,935.14 10 WIP Manual Die Cut 29.49 45.3 Handjack Rp15.81 6.53 4 26.12 Rp412.96
11 Stripping 42.14 53.04 Handjack Rp15.81 20.39 6 122.34 Rp1,934.20 44.54 6 267.24 Rp4,225.06
12 WIP Stripping 51.39 53.04 Handjack Rp15.81 9.25 8 74 Rp1,169.94 9.25 8 74 Rp1,169.94
13 Semi auto gluing machine 52.63 46.02 Handjack Rp15.81 13.53 6 81.18 Rp1,283.46 14 WIP Semi Auto gluing 52.16 40.24 Handjack Rp15.81 6.25 5 31.25 Rp494.06
15 Wraping Packing 62.61 37.55 Handjack Rp15.81 26.71 7 186.97 Rp2,956.00 13.14 6 78.84 Rp1,246.46 26.71 7 186.97 Rp2,956.00
Rp27,199.64 Rp21,815.39 Rp33,357.00 Total Grand Total Rp82,372.03 Kode Aktivitas Koordinat usual 2 Alat Angkut Biaya Angkut/mete r
Produk 3 Produk 2 Produk 1
123 45678 91011121314151617181920212223242526272829303132333435363738394041424344454647484950515253545556575859606162636465666768 48 48 47 47 46 46 45 45 44 44 43 43 42 42 41 41 40 40 39 39 38 38 37 37 36 36 35 35 34 34 33 33 32 32 31 31 30 30 29 29 28 28 27 27 26 26 25 25 24 24 23 23 22 22 21 21 20 20 19 19 18 18 17 17 16 16 15 15 14 14 13 13 12 12 11 11 10 10 9 9 8 8 7 7 6 6 5 5 4 4 3 3 2 2 1 1 123 45678 91011121314151617181920212223242526272829303132333435363738394041424344454647484950515253545556575859606162636465666768 Corrugator Fl ex o Fl ex o Fl ex o SCetak SCetak Ma Ma W IP WIP
Auto Die Cut 2 WIP Manual Die Cut
Ma
WIP Auti Die Cut WIP Flexo 1+2 Stripping
Auto Gluing WIP Stripping
Semi auto gluing 1 Semi auto gluing 2
Wrapping
(6.54:27.32) (6.54:35,53)
(11.00:22,00)
WIP Semi Auto Glueing WIP
Auto Die Cut
(46.46: 19.10) (45.20: 28.22) (48.12: 37,00) (34.44: 2.90) (40.26: 10.38) (29.61 ; 38.89) (29.49 ; 45.50) (42.14 ; 53.04) (51.39 ; 53.04) (52.63 ; 46.02) (52.16 ; 40.24) (62.61 ; 37.55)
100
4. KESIMPULAN
Berdasarkan perhitungan yang telah dilakukan pada layout awal dan usulan, maka akan disajikan
tabel perbandingan antara layout Awal dan usulan pada tabel 7 & 8 sebagai usulan yang lebih di
rekomendasikan untuk digunakan karena mendapatkan jarak yang lebih kecil serta ongkos material handling yang kecil.
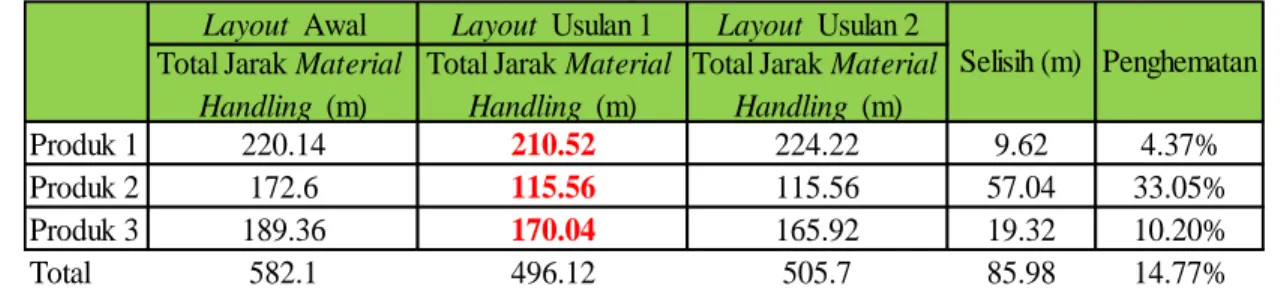
Tabel 6 Perbandingan Jarak per Produk
Tabel 7 Perbandingan jarak tempuh layout awal dan layout usulan
Tabel 8 Perbandingan Total OMH layout awal dan layout usulan
Tabel 9 Perhitungan Jarak Rectilinear & Euclidean Layout Awal
Total Jarak Material Handling (m) Ongkos Material Handling (Rp) Total Jarak Material Handling (m) Ongkos Material Handling (Rp) Total Jarak Material Handling (m) Ongkos Material Handling (Rp) Produk 1 220.14 36,668.37 210.52 32,057.42 224.22 33,357.00 Produk 2 172.6 30,924.60 115.56 21,815.39 115.56 21,815.39 Produk 3 189.36 33,121.56 170.04 27,590.46 165.92 27,199.64
Layout Awal Layout Usulan 1 Layout Usulan 2
Layout Awal Layout Usulan 1 Layout Usulan 2
Total Jarak Material
Handling (m)
Total Jarak Material
Handling (m)
Total Jarak Material
Handling (m) Produk 1 220.14 210.52 224.22 9.62 4.37% Produk 2 172.6 115.56 115.56 57.04 33.05% Produk 3 189.36 170.04 165.92 19.32 10.20% Total 582.1 496.12 505.7 85.98 14.77% Penghematan Selisih (m)
Layout Awal Layout Usulan 1 Layout Usulan 2
Ongkos Material Handling (Rp) Ongkos Material Handling (Rp) Ongkos Material Handling (Rp) Produk 1 Rp 36,668.37 Rp 32,057.42 Rp 33,357.00 Rp 4,610.95 12.57% Produk 2 Rp 30,924.60 Rp 21,815.39 Rp 21,815.39 Rp 9,109.21 29.46% Produk 3 Rp 33,121.56 Rp 27,590.46 Rp 27,199.64 Rp 5,531.10 16.70% Total Rp 100,714.53 Rp 81,463.27 Rp 82,372.03 Rp 19,251.26 19.11% Selisih (Rp) Penghematan
101
Tabel 10 Perhitungan Jarak Rectilinear & Euclidean Layout Usulan 1
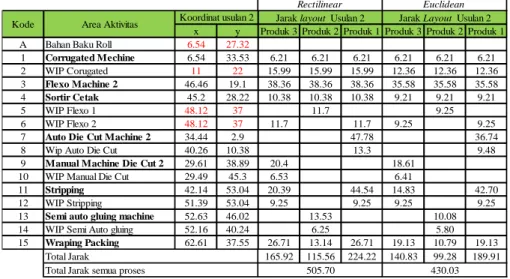
Tabel 11 Perhitungan Jarak Rectilinear & Euclidean Layout Usulan 2
Layout usulan 1 dan 2 yang dihasilkan telah mempertimbangkan aliran material, hubungan keterkaitan sehingga jarak tempuh yang dihasilkan pada layout usulan menjadi lebih dekat dan dapat meminimasi ongkos material handling (OMH). Serta hasil rancangan layout alternatif yang diusulkan
x y Produk 3 Produk 2 Produk 1 Produk 3 Produk 2 Produk 1 A Bahan Baku Roll 9.68 27.32
1 Corrugated Mechine 6.54 33.53 9.35 9.35 9.35 6.96 6.96 6.96 2 WIP Corugated 6.86 11.01 22.84 22.84 22.84 22.52 22.52 22.52 3 Flexo Machine 2 46.46 19.1 47.69 47.69 47.69 40.42 40.42 40.42 4 Sortir Cetak 45.2 28.22 10.38 10.38 10.38 9.21 9.21 9.21 5 WIP Flexo 1 48.12 9.36 21.78 19.08 6 WIP Flexo 2 40.38 23.24 9.8 9.8 6.93 6.93
7 Auto Die Cut Machine 2 34.44 2.9 26.28 21.19
8 Wip Auto Die Cut 40.26 10.38 13.3 9.48
9 Manual Machine Die Cut 2 29.61 38.89 26.42 19.00
10 WIP Manual Die Cut 29.49 45.3 6.53 6.41
11 Stripping 42.14 53.04 20.39 44.54 14.83 42.70
12 WIP Stripping 51.39 53.04 9.25 9.25 9.25 9.25
13 Semi auto gluing machine 52.63 46.02 41.17 36.94
14 WIP Semi Auto gluing 52.16 40.24 6.25 5.80 15 Wraping Packing 62.61 37.55 26.71 13.14 26.71 19.13 10.79 19.13
189.36 172.60 220.14 154.65 151.72 187.78 Jarak Layout Awal
Euclidean Kode Area Aktivitas Koordinat Awal Jarak Layout Awal
Rectilinear
Total Jarak
Total Jarak semua proses 582.10 494.15
x y Produk 3 Produk 2 Produk 1 Produk 3 Produk 2 Produk 1
A Bahan Baku Roll 6.54 27.32
1 Corrugated Mechine 6.54 33.53 6.21 6.21 6.21 6.21 6.21 6.21 2 WIP Corugated 11 22 15.99 15.99 15.99 12.36 12.36 12.36 3 Flexo Machine 2 46.46 19.1 38.36 38.36 38.36 35.58 35.58 35.58 4 Sortir Cetak 45.2 28.22 10.38 10.38 10.38 9.21 9.21 9.21 5 WIP Flexo 1 48.12 35 9.7 7.38 6 WIP Flexo 2 40.38 23.24 9.8 19.5 6.93 6.93
7 Auto Die Cut Machine 2 34.44 2.9 26.28 21.19
8 Wip Auto Die Cut 40.26 10.38 13.3 9.48
9 Manual Machine Die Cut 2 29.61 38.89 26.42 19.00
10 WIP Manual Die Cut 29.49 45.3 6.53 6.41
11 Stripping 42.14 53.04 20.39 44.54 14.83 42.70
12 WIP Stripping 51.39 53.04 9.25 9.25 9.25 9.25
13 Semi auto gluing machine 52.63 46.02 15.53 11.91
14 WIP Semi Auto gluing 52.16 40.24 6.25 5.80
15 Wraping Packing 62.61 37.55 26.71 13.14 26.71 19.13 10.79 19.13
170.04 115.56 210.52 138.90 99.24 172.03 Kode Area Aktivitas Koordinal Usulan 1 Jarak Layout Usulan 1
Rectilinear
Total Jarak
Total Jarak semua proses 496.12 410.17
Euclidean
Jarak Layout Usulan 1
x y Produk 3 Produk 2 Produk 1 Produk 3 Produk 2 Produk 1
A Bahan Baku Roll 6.54 27.32
1 Corrugated Mechine 6.54 33.53 6.21 6.21 6.21 6.21 6.21 6.21 2 WIP Corugated 11 22 15.99 15.99 15.99 12.36 12.36 12.36 3 Flexo Machine 2 46.46 19.1 38.36 38.36 38.36 35.58 35.58 35.58 4 Sortir Cetak 45.2 28.22 10.38 10.38 10.38 9.21 9.21 9.21 5 WIP Flexo 1 48.12 37 11.7 9.25 6 WIP Flexo 2 48.12 37 11.7 11.7 9.25 9.25
7 Auto Die Cut Machine 2 34.44 2.9 47.78 36.74
8 Wip Auto Die Cut 40.26 10.38 13.3 9.48
9 Manual Machine Die Cut 2 29.61 38.89 20.4 18.61
10 WIP Manual Die Cut 29.49 45.3 6.53 6.41
11 Stripping 42.14 53.04 20.39 44.54 14.83 42.70
12 WIP Stripping 51.39 53.04 9.25 9.25 9.25 9.25
13 Semi auto gluing machine 52.63 46.02 13.53 10.08
14 WIP Semi Auto gluing 52.16 40.24 6.25 5.80
15 Wraping Packing 62.61 37.55 26.71 13.14 26.71 19.13 10.79 19.13 165.92 115.56 224.22 140.83 99.28 189.91 Kode Area Aktivitas Koordinat usulan 2 Jarak layout Usulan 2 Jarak Layout Usulan 2
Euclidean Rectilinear
505.70 430.03
Total Jarak
102
yaitu layout 1 karena telah meminimasi jarak material handling sebesar 14.77% dari layout awal atau berkurang jarak tempuh material handling sebesar 85.98 meter dan ongkos material handling (OMH) sebesar 24.41 % dari layout awal. Sehingga berdasarkan dari hasil layout usulan yang dipilih dapat meningkatkan proses produksi menjadi lebih optimal
5. SARAN
Berdasarakan penelitian yang dilakukan di PT TW Indonesia, saran yang diberikan sebagai berikut:
1. Untuk meminimasi jarak perpindahaan material dan ongkos material handling (OMH) disarankan
PT TW Indonesia melakukan pengaturan kembali terhadap tata letak fasilitas diarea produksi sesuai dengan tata letak fasilitas yang telah diusulkan sebagai cara untuk meminimasikan biaya produksi.
2. Layout usulan yang diberikan pada tugas akhir ini adalah layout yang meminimasikan jarak
perpindahan material dan ongkos material handling (OMH), belum mempertimbangkan biaya
investasi pada layout yang diusulkan.
6. UCAPAN TERIMA KASIH
Penulis mengucapkan terima kasih kepada PT TW Indonesia yang telah memberikan kesempatan untuk penulis untuk melakukan penelitian, kedua orang tua dan istri yang selalu mensupport, serta STT Ibnusina selaku tempat dimana saya melaksanakan pendidikan dan meyelesaikan jurnal ini.
7. DAFTAR PUSTAKA
[1] Albertus Pasca Yudawan, 2011. Penataan Ulang tata Letak Pabrik Assesories Mobil
[2] Berbahan Polimer Pada PT FLN Dengan Metode “ Systematic layout Planning”. Jurnal Online
Universitas Indonesia.
[3] Apple, James M, 1990. Tata Letak pabrik dan Pemindahan Bahan. Edisi Ketiga; Bandung; ITB
[4] Eko Mustahal Mieftah, 2009. Usulan Perbaikan Tata Letak Dan Fasilitas Area Produksi” (
Studi Kasus: Pabrik Rokok GAMA, Colomadu, Karanganyar ). Jurnal Online Universitas
Sebelas Maret.
[5] Hadiguna, R. A. dan Setiawan, H. 2008. Tata Letak Pabrik. Andi Offset, Yogyakarta.
[6] Heragu, Sesharanga Sunderesh. 2008. Facilities Design, Thrid Edition. Taylor & Francis Group,
LLC – CRC Press
[7] Purnomo, Hari. 2004. Perencanaan dan Perancangan Fasilitas. Yogyakarta; Graha Ilmu
[8] Stritomo Wignjosoebroto, 2009. Tata Letak pabrik dan Pemindahaan Bahan. Edisi Ketiga.