1.1 Latar Belakang Masalah
Persaingan di dunia industri pada saat ini tidak dapat dihindari, dan setiap pesaing berusaha untuk mencari suatu metode yang lebih baik untuk memanfaatkan dan mengorganisasikan sumber daya yang ada untuk dapat merebut dan menguasai pasar yang kompetitif. Usaha-usaha ini lebih dikenal dengan istilah peningkatan produktivitas. Peningkatan produktivitas merupakan suatu hal yang selalu menjadi fokus perhatian di semua industri. Produktivitas dari suatu industri/perusahaan salah satunya bisa dilihat dari kemampuannya dalam menjalankan kegiatan operasinya secara efektif, efisien, dan ekonomis. Dengan tercapainya proses yang efektif dan efisien, maka tujuan perusahaan yaitu optimalisasi laba dan minimalisasi biaya akan terwujud. Karena untuk mencapai hal tersebut tidaklah mudah, maka diperlukan perbaikan dan pengembangan kearah yang positif secara berkesinambungan (continous improvement).
PT. AHM merupakan perusahaan manufaktur sepeda motor pertama dan terbesar di Indonesia. Sesuai dengan misinya yaitu untuk menyediakan sepeda motor pada tingkat harga yang terjangkau, maka perbaikan dan pengembangan yang berkesinambungan terus dijalankan di semua bagian dalam perusahaan. Salah satu bagian tersebut adalah proses welding yang memproduksi frame body, arm swing,
dan fuel tank. Seksi welding terbagi menjadi dua tempat produksi, yaitu : welding 1A dan welding 1B, “ 1 “ menunjukan plant, “ A dan B “ menunjukkan daerah produksi. welding 1A memproduksi frame body type KVLP dan KVRA, sedangkan pada welding 1B memproduksi arm swing dan fuel tank untuk type yang sama. Pada area welding 1A terdapat empat line produksi. Bagian process engineering welding merencanakan untuk melakukan perubahan tata letak (relayout) pada line 1 area welding 1 A. Adapun tujuan dari relayout tersebut adalah untuk meningkatkan efisiensi dan efektivitas line produksi baik berupa equipment (robot dan jig) maupun manpower, meningkatkan kualitas produk, dan meningkatkan kualitas lingkungan kerja.
Pengkajian yang bersifat menyeluruh dan mencoba menyoroti segala aspek kelayakan proyek dikenal sebagai studi kelayakan proyek (feasibility study). Dengan adanya studi kelayakan proyek, kelayakan dari perubahan tata letak (relayout) pada line 1 area welding 1 A dapat dinilai apakah layak atau tidak.
1.2 Identifikasi dan Perumusan Masalah
Pada line 1 terdapat permasalahan yang me-latar belakangi untuk dilakukan relayout. Berikut ini adalah kondisi aktual pada line 1.
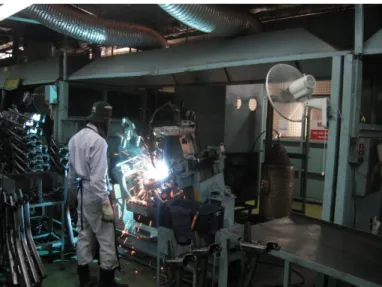
Gambar 1.1 Kondisi aktual pada line 1 Dari gambar 1.1 terlihat bahwa:
1. Kondisi station robot welding (proses pengelasan dilakukan oleh robot) terbuka (operator dan robot welding masih dalam 1 area kerja) sehingga tingkat keamanan belum maksimal.
2. Sirkulasi aliran welding fume (asap hasil pengelasan) dan spatter (percikan partikel hasil pengelasan) menyebar diseluruh line, hal ini disebabkan karena kecepatan hisap dari exhaust kecil (9 – 12 m/s) sedangkan standar kecepatan hisap PT. AHM adalah 25 – 30 m/s.
3. Waktu pendinginan setelah proses pengelasan yang dilakukan diluar jig menyebabkan terjadinya deformasi (perubahan bentuk) pada hasil pengelasan (berdasarkan analisa pihak engineering welding).
Berdasarkan latar belakang tersebut maka PT. AHM berencana untuk melakukan relayout terhadap line 1. Oleh sebab itu perlu dilakukan studi lebih lanjut mengenai hal tersebut.
Dengan melihat kondisi diatas maka perumusan masalahnya adalah sebagai berikut:
1. Apa saja kebutuhan proyek dan berapa besar investasi yang dibutuhkan untuk melakukan relayout line 1?
2. Berapakah besar cycle time pada layout usulan?
3. Berapakah besar tingkat efisiensi dan kapasitas produksi dari layout usulan? 4. Berapakah besar saving cost pada layout usulan jika dibandingkan dengan
layout aktual?
5. Bagaimana kelayakan perubahan tata letak (relayout) pada line 1 area welding 1A khususnya dari segi aspek keuangan?
1.3 Ruang Lingkup
Pengkajian kelayakan dari proyek relayout ini dilaksanakan pada area welding 1A PT. AHM Plant I Sunter. Ruang lingkup dari permasalahan yang akan dibahas meliputi:
1. Data produksi yang digunakan pada line 1 adalah periode Juni 2007 – Mei 2008
2. Studi aspek teknis proyek, meliputi rancangan layout line 1, kapasitas produksi layout usulan, tingkat efisiensi line usulan, dan kebutuhan tambahan dari proyek relayout.
a. Kajian terhadap jumlah dana yang diperlukan, baik untuk keperluan investasi awal maupun untuk kebutuhan modal kerja.
b. Saving cost pada layout usulan c. Perhitungan kelayakan proyek.
4. Tidak membahas jadwal pelaksanaan proyek relayout.
1.4 Tujuan dan Manfaat
Tujuan dari studi kelayakan proyek relayout ini adalah untuk memberikan informasi kepada perusahaan mengenai fisibilitas dan manfaat dari proyek relayout tersebut.
Dari tujuan studi kelayakan proyek relayout tersebut, diharapkan: 1. Mengetahui cycle time pada layout usulan
2. Mengetahui saving cost pada layout usulan
3. Mengetahui kapasitas produksi pada layout usulan
4. Mengetahui tingkat efisiensi line 1 usulan dan rencana jarak material handling pada layout usulan
5. Membantu pihak perusahaan didalam memutuskan proyek relayout tersebut layak untuk dijalankan atau tidak.
Manfaat dari studi kelayakan proyek ini adalah:
1. Perusahaan dapat memperkirakan besar keuntungan dari proyek relayout ini secara finasial.
2. Bagi pembaca dan mahasiswa dapat dijadikan sebagai contoh penerapan studi kelayakan proyek pada dunia industri.
1.5 Gambaran Umum Perusahaan
1.5.1 Sejarah Perusahaan
PT AHM merupakan perusahaan manufakturing sepeda motor pertama dan terbesar di Indonesia. Dengan jumlah karyawan sekitar 12.992 orang (Desember 2007) orang, saat ini mampu memproduksi 3 juta unit per-tahunnya. Pada awal pendirian nama yang digunakan adalah PT Federal Motor, didirikan tepatnya pada tanggal 11 Juni 1971. Pada saat itu kepemilikan saham mayoritas dimiliki oleh PT Astra Internasional Tbk. Baru pada tanggal 31 Oktober 2000 setelah terjadi merger dengan beberapa anak perusahaan, serta adanya perubahan komposisi kepemilikan saham (50% PT Astra Internasional Tbk dan 50% Honda Motor Co., Ltd) nama perusahaan berubah menjadi PT AHM, yang resmi digunakan sejak awal 2001.
Pada saat awal terbentuknya perusahaan, keseluruhan komponen masih didatangkan dari Jepang dalam bentuk terurai atau CKD (Completely Knock Down). Baru mulai tahun 1974 seiring dengan ketentuan pemerintah untuk melakukan program lokalisasi komponen, secara bertahap komponen mulai dibuat di dalam negeri.
Jumlah produksi mengalami peningkatan secara bertahap, mulai dari total produksi yang sekitar 1500 unit selama tahun 1971, meningkat menjadi 30 ribu unit
pada tahun berikutnya, sampai 30 tahun kemudian (tahun 2002) dimana produksi mampu mencapai 150 ribu unit per-bulannya. Begitu pula dengan jenis komponen yang diproduksi secara local, dimana kandungannya selalu meningkat dari tahun ke tahun, saat ini kandungan lokal untuk tipe bebek sudah mencapai 92%. Ini berarti hanya tinggal 8% komponen lagi yang perlu diimpor dari luar, dimana jumlah inipun hanya yang berkaitan dengan bagian engine saja. Diluar itu seluruhnya sudah diproduksi di dalam negeri.
Jumlah akumulasi produksi PT AHM saat ini mencapai lebih dari 20 juta unit sejak didirikan pada tahun 1971. Jumlah tersebut dicapai pada tanggal 22 November 2007.
Jenis sepeda motor yang diproduksi saat ini adalah: 1. Honda Tiger 2000 (200 cc).
2. Honda Revo (100 cc). 3. Honda Mega Pro (160 cc). 4. Honda Supra X 125 (125 cc). 5. Honda Supra X 125D (125 cc). 6. Honda Supra X 125R (125 cc). 7. Honda Supra X 125 PGM-FI (125 cc). 8. Honda Vario (110 cc)
1.5.2 Visi dan Misi Perusahaan
PT. AHM, merupakan perusahaan yang menjalankan fungsi produksi, penjualan, dan pelayanan purna jual yang lengkap untuk kepuasan pelanggan. Perusahaan ini memiliki:
1. Visi yaitu, kami senantiasa berusaha untuk mencapai yang terbaik dalam industri sepeda motor di Indonesia, untuk memberi manfaat bagi masyarakat luas, dalam menyediakan alat transportasi yang berkualitas tinggi, sesuai kebutuhan konsumen, dengan harga yang terjangkau, serta didukung oleh fasilitas manufaktur terpadu, teknologi mutakhir, jaringan pemeliharaan, suku cadang dan manajemen kelas dunia.
2. Misi yaitu, kami bertekad untuk menyediakan sepeda motor berkualitas tinggi dan handal sebagai sarana transportasi bagi masyarakat yang sesuai kebutuhan konsumen, pada tingkat harga yang terjangkau.
1.5.3 Lokasi Perusahaan
Lokasi PT. AHM yaitu sebagai berikut:
1. Kantor Pusat dan Plant Sunter (Pabrik I), Jl. Laksda Yos Sudarso, Sunter I Jakarta 14350.
2. Plant Pegangsaan (Pabrik II), Jl. Raya Pegangsaan Dua KM2, Kelapa Gading 14250.
3. Plant Cikarang (Pabrik III), Jl. Raya Kalimantan Blok AA-1, Kawasan Industri MM2100, Cikarang Barat, Kabupaten Bekasi.
4. Dies and Mould Division, Jl. Pulo Ayang Raya Blok FF No.2, Kawasan Industri Pulo Gadung, Jakarta Timur.
5. AHM Parts Centre Jl. Tipar Inspeksi Cakung Drain, Cakung Barat 13910. 6. AHM Training Centre, Jl. Agung Timur IX Blok O1 Kav.25, Sunter II,
Jakarta Utara.
1.5.4. Lingkup Kegiatan dan Fasilitas
Kegiatan utamanya adalah:
•
pembuatan cetakan dies & mould•
pembuatan komponen pressing sepeda motor•
pengelasan rangka sepeda motor•
pengecatan & pelapisan plating komponen sepeda motor•
injeksi untuk komponen plastik sepeda motor•
machining komponen engine sepeda motor•
perakitan engine sepeda motor•
perakitan unit sepeda motor•
pemasaran unit & komponen sepeda motor•
supervisi & pengembangan jaringan serviceFasilitas manufaktur yang tersedia meliputi:
Painting : perawatan awal, pengecatan plastik dan metal Plating : pelapisan plating pada permukaan komponen Pressing : pembuatan komponen metal dengan cara pressing Welding : pengelasan titik, pengelasan TIG, pengelasan MIG Plastic Injection : mesin cetak injeksi komponen plastik
Die Casting : pencetakan komponen aluminium Die & mould Repair : perbaikan dies & mould
Die & mould making : perancangan dan pembuatan mould dan die
Workshop : pembuatan & pemeliharaan perlengkapan produksi Assembling : perakitan engine dan unit sepeda motor
Packing : fasilitas untuk pengemasan unit sepeda motor Warehouse : penyimpanan komponen dan unit sepeda motor
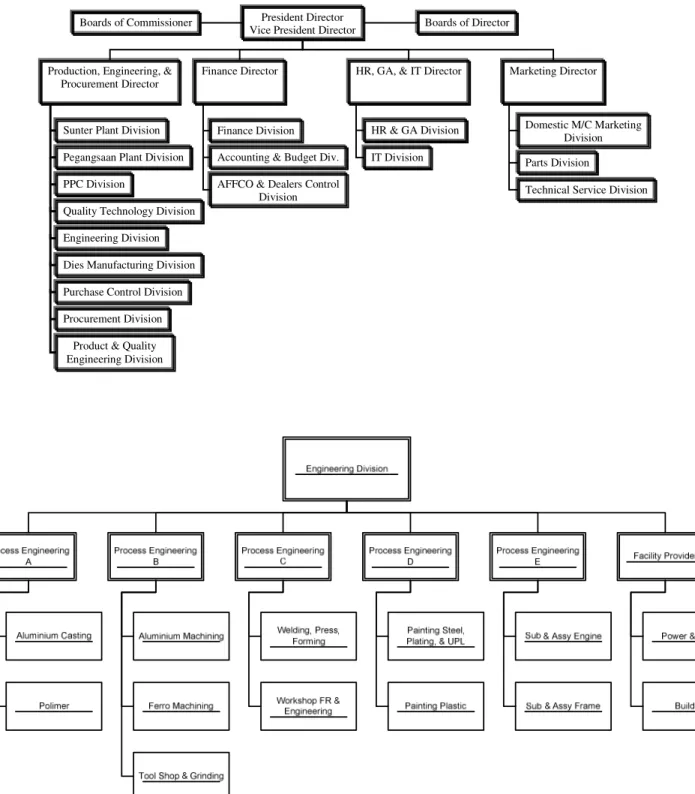
1.5.4. Struktur Organisasi
Berikut adalah struktur organisasi di PT. AHM, mulai dari President Director sampai dengan beberapa divisi. Dalam hal ini penelitian dilakukan pada bagian Process Engineering Welding 1
President Director Vice President Director
Boards of Commissioner Boards of Director
Production, Engineering, & Procurement Director
Sunter Plant Division Pegangsaan Plant Division PPC Division
Quality Technology Division Engineering Division Dies Manufacturing Division Purchase Control Division Procurement Division
Product & Quality Engineering Division
Finance Director HR, GA, & IT Director Marketing Director
Finance Division Accounting & Budget Div. AFFCO & Dealers Control
Division HR & GA Division IT Division Domestic M/C Marketing Division Parts Division
Technical Service Division