Abstrak— Pada penelitian ini dilakukan evaluasi proses produksi kaca lembaran pada PT Asahimas Flat Glass dengan menggunakan konsep lean manufaktur dan di lengkapi dengan metode Root Causse Analysis serta menganalisa biaya perbaikan . Evaluasi penggunaan konsep
lean digunakan untuk mengetahui permasalahan pada
perusahaan di lantai produksi.. Dan akan memunculkan beberapa waste kritis sehingga dapat dicari akar permasalahan dengan menggunakan metode Root Causes
Analysis. Manfaat penelitian yang didapatkan bila
dibandingkan dengan kondisi existing perusahaan, akan dilakukan perhitungan performasi biaya dalam kombinasi 3 alternatif perbaikan yang ditawarkan.
Kata Kunci— Lean, Root Causes Analysis , Analisis Biaya
I. PENDAHULUAN
ROSES produksi pada suatu perusahaan manufaktur merupakan hal yang paling berpengaruh terhadap kualitas suatu produk yang dihasilkan. PT. Asahimas Flat Glass adalah perusahaan manufaktur yang memproduksi produsen kaca yang pertama dan berbasis di Indonesia. Kualitas menjadi hal yang terpenting dalam menghasilkan produk. Suatu produk dapat dikatakan berhasil menarik banyak konsumen jika produk yang dihasilkan memiliki kualitas yang baik dengan harga tetap bersaing. Namun pada kenyataaannya berdasarkan pengamatan dan sedikit wawancara terhadap karyawan, di perusahaan banyak terjadi pemborosan (waste) yang terjadi pada pembuatan kaca flat, yaitu antara lain desain rancangan kaca yang tidak sesuai, ketersediaan material, dan defect pada pemotongan yang mengakibatkan pengiriman produk tidak tepat waktu. [1]. Serta melihat proses-proses produksi atau kondisi
existing pada PT Asahimas Flat Glass, tidak melepas
kemungkinan terjadinya failure dan juga aktivitas-aktivitas kritis yang dapat mengurangi tingkat kualitas produk dan kapasitas produksi. Penelitian ini akan dibatasi hanya pada aktivitas proses pembuatan salah satu kaca flat yaitu kaca tipe LNFL (Light Green) [2]. Sejalan dengan keinginan PT. Asahimas Flat Glass untuk melakukan pengembangan yang berkesinambungan, dan selalu belajar dari masukan dan pola pikir untuk memuaskan pelanggan, PT Asahimas berusaha keras untuk mencapai customer satisfaction, maka perlu dilakukan pengembangan secara bertahap dan terus menerus dalam rangka mencapai tujuan yang akan dicapai. Sehingga perusahaan tersebut dapat bersaing di dalam dan luar negeri. Oleh karena itu dibutuhkan penelitian yang dapat meningkatkan nilai tambah (value added) produk (barang dan jasa), menghilangkan pemborosan (waste) dan
memperpendek lead time, sehingga berdampak pada peningkatan produktivitas perusahaan. Penelitian ini ingin mencoba menemukan solusi dari permasalahan ini dengan menggunakan perpaduan konsep Lean Thinking untuk memperbaiki kualitas. Tools yang dipakai dalam penelitian ini adalah Big Picture Mapping, Root Cause Analysis. Sehingga dari hasil penelitian didapatkan Waste yang sering terjadi (waste kritis) pada proses sistem produksi [3]. Dalam penelitian ini permasalahan yang muncul yaitu adalah bagaimana dapat meningkatkan produktifitas dan efisiensi pada proses produksi. Seperti yang telah dijelaskan pada latar belakang, yang menjadi permasalahan utama dalam penelitian ini adalah mengidentifikasi dan eliminasi aktivitas-aktivitas yang tidak bernilai tambah (non value added activities) dalam proses produksi serta mengetahui faktor-faktor penyebab pemborosan yang terjadi pada sistem produksi. Untuk itu perlu diteliti faktor apa saja mempengaruhi Waste terhadap sistem produksi [4].
Supplier I
20 jam
1,5 jam 0.75 jam 0,5 jam Honing & Wash
4-5 jam Weekly Schedule 3 jam Q Bin Size = 400 Target Rate=120/jam Variabel Batch Up-time 85% 3 Shifts 24 trays of 10 Rework Loops Supplier or
Customer Information Box
Timing
Box Rework Box
Inventory Point Quality Check Point Work Station with Timing Information Flow Physical Flow
Work Station Process Box
Inter-Company Physical Flow Total Production Lead Time = 22,75 jam Value Adding Time (Lower Line) = 2,25 jam
Gambar 1 Simbol-simbol Big Picture Mapping [1]
Big Picture Mapping merupakan sebuah tool yang
diadopsi dari sistem produksi Toyota. Big Picture Mapping digunakan untuk menggambarkan sistem secara keseluruhan beserta value stream yang terdapat pada perusahaan. Big
picture mapping diperlukan sebagai tahap awal sebelum
memulai detailed mapping terhadap beberapa core process perusahaan untuk memberikan pemahaman mengenai sistem pemenuhan order secara keseluruhan beserta aliran nilai (aliran informasi dan fisik), mengetahui dimana terjadinya
waste, serta lead time yang dibutuhkan pada tiap proses
yang berada di sistem tersebut. Waktu standar untuk tiap proses produksi komponen produk diperlukan sebagai dasar untuk melakukan identifikasi awal waste dilihat dari penyimpangan lead time yang berlebih.
Dari tool ini, berfungsi juga untuk mengidentifikasi dimana terdapat waste, serta mengetahui keterkaitan antara aliran informasi dan aliran material (Hines dan Taylor, 2000). Peta ini dibuat untuk suatu produk atau pelanggan
PENDEKATAN KONSEP LEAN MANUFAKTUR DALAM
PENINGKATAN EFISIENSI PADA SISTEM PRODUKSI
KACA DI PT ASAHIMAS FLAT GLASS, Tbk
Ganis Andini P, Yudha Prasetyawan, S.T., M.Eng dan H. Hari Supriyanto, Ir, MSIE. Teknik Industri, Fakultas Teknologi Industri, Institut Teknologi Sepuluh Nopember (ITS)
Jl. Arief Rahman Hakim, Surabaya 60111
E-mail: yudhaprase@ie.its.ac.id
tertentu yang sudah diidentifikasikan sebelumnya. Pada Gambar.1 menunjukkan simbol-simbol visual standar yang digunakan dalam Big Picture Mapping. Prinsip dari lean
manufacturing adalah menambah nilai dengan mengurangi waste. Waste adalah hasil dari penggunaan berlebih sumber
daya yang dibutuhkan untuk menghasilkan produk atau jasa. Menurut Vincent Gasperz (2006) dalam buku “Continuous
Cost Reduction Trough Lean Sigma Approach” terdapat
sembilan waste yang dapat diidentifikasi dalam sebuah perusahaan atau yang biasa disingkat dengan E-DOWNTIME. Pada E-DOWNTIME ini terdapat pengembangan jenis waste yang sudah ada sebelumnya dimana pendefinisian waste sebelumnya terbagi menjadi
seven waste. Yang membedakan antara seven waste dengan
E-DOWNTIME adalah penambahan waste baru yaitu
Environmental, Health and Safety dan Not Utilizing employees knowledge, skill and abilities
II. URAIANPENELITIAN
A. Tahap Telaah
1) Konsep Root Causes Analysis
Diagram ini menggambarkan seluruh penyebab kegagalan dari level rendah hingga level tertinggi. Diagram ini digunakan untuk menganalisa dan menemukan faktor-faktor yang berpengaruh secara signifikan dalam menentukan karakteristik kualitas output kerja, mencari penyebab-penyebab yang sesungguhnya dari suatu masalah. Adapun langkah-langkah dalam menyusun RCA ini (Andersen and Pettersen,1996) :
1. Mengetahui starting point, mengetahui problem pada level tertinggi.
2. Melakukan brainstorming untuk mengetahui penyebab untuk level sebelumnya.
3. Untuk mengidentifikasi penyebab, lakukan beberapa pertanyaan “ mengapa penyebab ini menjadi problem”. 4. Melakukan pertanyaan yang baru, dan melakukan
beberapa pertanyaan terus menerus hingga tidak bisa dijawab, sehingga itu merupakan penyebab yang utama.
RCA digunakan untuk mengidentifikasi akar penyebab terjadinya risiko. RCA merupakan suatu metode evaluasi terstruktur untuk mengidentifikasi akar penyebab (root
cause) suatu kejadian yang tidak diharapkan (undesired outcome) dan langkah-langkah yang diperlukan untuk
mencegah terulangnya kembali kejadian yang tidak diharapkan (undesired outcome). Menurut Doddy (2007), RCA merupakan suatu metode yang membantu dalam menemukan: “kejadian apa yang terjadi?, “bagaimana kejadian itu terjadi?”, mengapa kejadian itu terjadi?”. Memberikan pengetahuan dari masalah-masalah sebelumnya, kegagalan, dan kecelakaan. Salah satu metode untuk mendapatkan akar permasalahan adalah dengan bertanya mengapa beberapa kali sehungga tindakan yang sesuai dengan akar penyebab masalah yang ditemukan, akan menghilangkan masalah. Bertanya mengapa beberapa kali ini biasa disebut 5 Why. Secara umum, RCA pada waste
defect terbagi ke dalam subwaste defect yang berupa
tingginya tingkat losses pada proses produksi kaca pada PT Asahimas Flat Glass. Dimana tabulasi Root Causes Analysis untuk waste defect seperti terlihat pada tabel.1
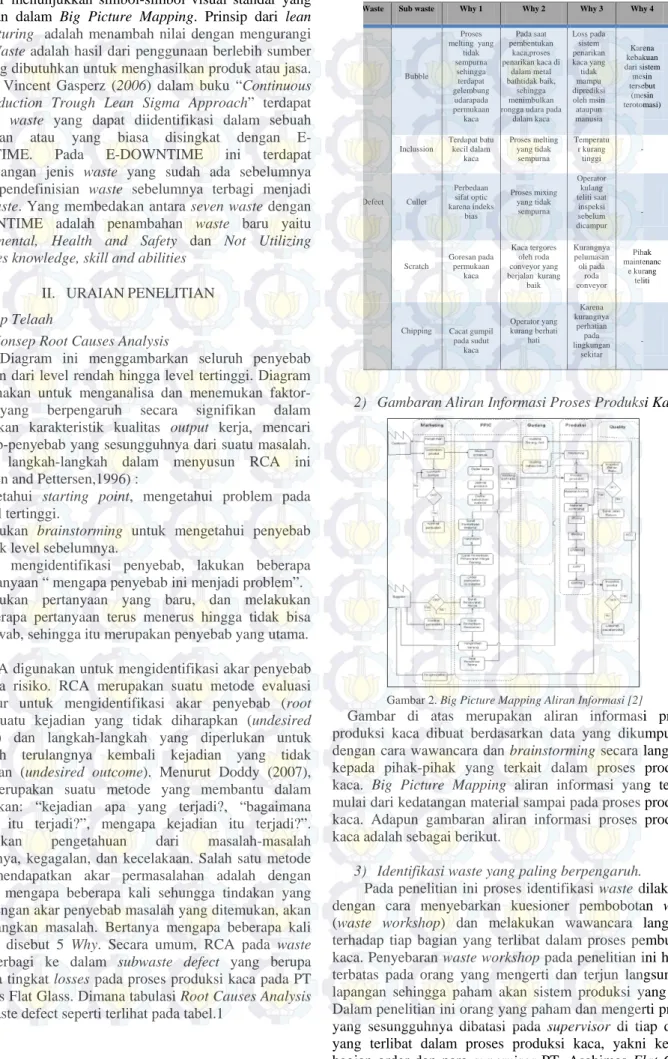
Tabel 1. Tabulasi Root Cause Analysis Waste Defect
2) Gambaran Aliran Informasi Proses Produksi Kaca
Gambar 2. Big Picture Mapping Aliran Informasi [2]
Gambar di atas merupakan aliran informasi proses produksi kaca dibuat berdasarkan data yang dikumpulkan dengan cara wawancara dan brainstorming secara langsung kepada pihak-pihak yang terkait dalam proses produksi kaca. Big Picture Mapping aliran informasi yang terjadi mulai dari kedatangan material sampai pada proses produksi kaca. Adapun gambaran aliran informasi proses produksi kaca adalah sebagai berikut.
3) Identifikasi waste yang paling berpengaruh.
Pada penelitian ini proses identifikasi waste dilakukan dengan cara menyebarkan kuesioner pembobotan waste (waste workshop) dan melakukan wawancara langsung terhadap tiap bagian yang terlibat dalam proses pembuatan kaca. Penyebaran waste workshop pada penelitian ini hanya terbatas pada orang yang mengerti dan terjun langsung di lapangan sehingga paham akan sistem produksi yang ada. Dalam penelitian ini orang yang paham dan mengerti proses yang sesungguhnya dibatasi pada supervisor di tiap divisi yang terlibat dalam proses produksi kaca, yakni kepada bagian order dan para supervisor PT. Asahimas Flat Glass
Waste Sub waste Why 1 Why 2 Why 3 Why 4
Bubble Proses melting yang tidak sempurna sehingga terdapat gelembung udarapada permukaan kaca Pada saat pembentukan kaca,proses penarikan kaca di dalam metal bathtidak baik, sehingga menimbulkan rongga udara pada
dalam kaca Loss pada sistem penarikan kaca yang tidak mampu diprediksi oleh msin ataupun manusia Karena kebakuan dari sistem mesin tersebut (mesin terotomasi) Inclussion Terdapat batu kecil dalam kaca Proses melting yang tidak sempurna Temperatu r kurang tinggi - Defect Cullet Perbedaan sifat optic karena indeks bias Proses mixing yang tidak sempurna Operator kulang teliti saat inspeksi sebelum dicampur - Scratch Goresan pada permukaan kaca Kaca tergores oleh roda conveyor yang berjalan kurang baik Kurangnya pelumasan oli pada roda conveyor Pihak maintenanc e kurang teliti
Chipping Cacat gumpil
pada sudut kaca Operator yang kurang berhati hati Karena kurangnya perhatian pada lingkungan sekitar -
Tbk. Proses pembagian kuesioner ini disertai dengan wawancara langsung untuk menyamakan persepsi tentang pengertian waste atau pemborosan secara dengan waste atau pemborosan yang terjadi pada perusahaan. dapat diketahui bahwa tipe pemborosan yang paling banyak terjadi dalam proses produksi kaca di PT. Asahimas Flat
Glass Tbk berturut-turut adalah cacat (defect),
produksi berlebihan (overproduction) dan proses yang berlebihan (excessive process). [8]:
Gambar 3. Diagram Chart Waste Production
4) Identifikasi CTQ
Pada tahap ini ditentukan Critical-to-Quality (CTQ) untuk mengetahui karakteristik kualitas kaca. CTQ ini didapat dari Voice of Customer (VOC) dimana semua
customer PT. Asahimas Flat Glass Tbk mengharapkan
produk yang akan digunakannya memiliki kualitas yang sesuai dengan spesifikasi. Identifikasi CTQ dilakukan berdasarkan hasil pembobotan dan urutan waste yang terjadi pada proses produksi kaca adalah defect, overproduction dan excessive process. Artinyam waste tersebut memberikan peluang bagi penurunan kualitas pada produksi kaca. Berikut adalah deskripsi dari tiap CTQ (Critical to Quality) proses produksi kaca Flat Glass berdasarkan waste yang paling sering terjadi.
5) CTQ Defect
Defect merupakan waste yang mengakibatkan kualitas
produk menjadi berkurang. Pada produksi kaca Flat Glass PT. Asahimas Flat Glass Tbk jenis kecacatan produk terdiri dari cacat primer dan cacat sekunder. Cacat primer meliputi
bubble, inclusion, drip, inlet drip dan TPU, sedangkan cacat
sekunder meliputi cullet, pushmark, chipping dan scratch. Jenis-jenis kecacatan ini menjadi Critical-to-Quality yang harus dihindari untuk mendapatkan produk yang berkualitas. [9].
Bubble
Bubble adalah defect berupa gelembung pada kaca yang
terjadi pada saat peleburan di melter pembentukan kaca di
metal bath.
Cullet
Cullet adalah defect berupa perbedaan sifat optic karena
indeks bias yang tidak seragam akibat dari campuran tidak homogen.
Scratch
Scratch adalah defect berupa goresan pada permukaan kaca
akibat gesekan benda keras/tajam.
Chipping
Chipping adalah defect berupa cacat gumpil pada sudut
potong kaca.
Inclusion
Inclusion adalah defect berupa batu kecil dalam kaca yang
terjadi akibat proses peleburan yang kurang sempurna
6) CTQ Overproductions
Overproductions merupakan salah satu jenis pemborosan
yang terjadi apabila terdapat kelebihan produksi yang tidak seimbang dengan permintaan yang terjadi. Dalam hal ini PT. Asahimas Flat Glass Tbk untuk proses produksi kaca disinyalir terlalu banyak melakukan produksi dengan tidak diimbangi oleh permintaan yang besar, sehingga terjadi produk kaca yang tersisa. Kondisi ideal adalah jumlah produk yang dihasilkan sama banyaknya permintaan konsumen akan produk kaca, sehingga tidak ada produk kaca yang tersisa. Dari data yang diperoleh pada bulan Januari sampai dengan November 2011 [10] :
7) CTQ Excess Process
Excessive Process merupakan salah satu jenis
pemborosan berupa proses produksi yang berlebihan yang terjadi akibat adanya pengerjaan ulang (rework). Proses produksi kaca PT. Asahimas Flat Glass Tbk disinyalir terlalu banyak melakukan pengerjaan ulang (rework) akibat adanya ketidaksesuaian output dengan spesifikasi kualitas. Kondisi ideal adalah produk yang dihasilkan sesuai dengan spesifikasi kualitas yang ditentukan, sehingga tidak ada produk kaca yang melewati proses pengerjaan ulang (rework). Dari data yang diperoleh pada bulan Januari sampai dengan November 2011
8) Analisis Biaya
Pada tahap analisis biaya ini bertujuan untuk melakukan
analisa biaya waste yang terjadi pada proses produksi kaca di PT Asahimas Flat Glass pada persoalan yang dianggap kritis atau sebagai kunci dari persoalan proses produksi kaca pada PT Asahimas. Sebelum dilakukannya tahap analisa biaya ini, telebih dahulu kita memilih kriteria apa saja yang akan diuraikan pada analisa ini. Dalam menghitung biaya yang dikeluarkan untuk kualitas yang buruk, di dalam penelitian ini dihitung untuk pengerjaan kembali (rework). Produk yang cacat dikerjakan ulang dengan cara menghancurkan kembali produk tersebut menjadi serpihan kecil sehingga dapat dimasukkan kembali ke dalam mesin untuk dikerjakan ulang dan produk dapat memenuhi spesifikasi produk yang telah ditentukan. Biaya produksi untuk membuat 1 lembar kaca dengan panjang 105 cm x 310 cm dengan ketebalan 5 mm adalah seharga Rp240.000,- dengan perincian sebagai berikut.
Tabel 2 Uraian Biaya Produksi 1 lembar Kaca [2]
a.
Cara perhitungan : Rework x Biaya Bahan Baku Perhitungan biaya bahan baku
= 415 x Rp99.000 = Rp 41.085.000
Tabel 3 Biaya Rework Bahan Baku[3]
b. Perhitungan biaya energy
Cara perhitungan = Rework x Biaya Energy = 415 x Rp67.500
= Rp28.012.500
Tabel 4 Biaya Rework Energy[4]
9) Metodologi Penelitian
Tahap awal yang dilakukan dalam melakukan penelitian adalah merumuskan masalah. Perumusan masalah mengacu pada permasalahan yang dihadapi perusahaan saat ini, lalu Dari perumusan masalah dilanjutkan dengan perumusan tujuan penelitian terhadap permasalahan yang mengacu pada latar belakang dan berorientasi pada kepentingan perusahaan.setelah itu pelaksanaan survey dilakukan dengan mengamati proses produksi pembuatan kaca flat pada PT. Asahimas Flat Glass diperlukan untuk memberikan gambaran dan pemahaman secara garis besar mengenai bagaimana perusahaan dapat menangani terjadinya defect yang menyebabkan menurunnya kualitas. Dalam tahap pengumpulan data, data-data yang diperlukan terbagi atas data kualitatif dan data kuantitatif. Data-data kualitatif diperoleh melalui kuisioner, wawancara, dan
brainstorming dengan pihak-pihak yang terkait, serta
informasi lainnya yang mendukung untuk melakukan improve atau perbaikan pada PT. Asahimas Flat Glass - data kuantitatif yang diperlukan berupa data frekuensi sering munculnya defect dan jumlah produk. Selanjutnya pengolahan data akan dilakukan dengan prosedur define,
measure, analyze, dan improve. Dilanjutkan dengan
kesimpulan dan saran
Perumusan Masalah Penetapan Tujuan Penelitian
Survey Lapangan • Mengidentifikasi permasalahan pada
perusahaan
• Memahami aliran informasi dan fisik dari sistem produksi
• Pencarian data teknis yang dibutuhkan
Studi Pustaka
Produktivitas Konsep Lean Big Picture Mapping
RCA Six Sigma
DEFINE - Penelitian kondisi existing - Penentuan Objek Penelitian - Identifikasi Waste pada proses produksi PT.Asahimas Flat Glass Tbk
MEASURE -Penggambaran Big Picture Mapping -Pembagian Kuesioner -Pembobotan berdasarkan 9 waste
ANALYZE
- Analisa Waste - Root Cause Analysis - Analisis biaya waste - Perhitungan DPMO dan DPO
IMPROVE - Mengajukan beberapa usulan perbaikan - MemIlih alternatif terbaik
- Analisis biaya perbaikan
Kesimpulan dan Saran Tahap Identifikasi dan
Penelitian Awal
Tahap Pengolahan Data
Tahap Analisa dan Interpretasi Data
Tahap Kesimpulan dan Saran
Pengumpulan Data Dan Informasi Tahap Pengumpulan Data
Gambar 4. Metodologi Penelitian
III. KESIMPULAN/RINGKASAN
Kesimpulan yang dapat diberikan pada penelitian ini adalah sebagai berikut :
1. Berdasarakan identifikasi waste yang terjadi pada proses produksi kaca pada PT Asahimas Flat Glass. Terdapat 9 waste yang terjadi, yaitu
Enviromental Health and Safety (EHS),Defect, Overproduction, Waiting, Not Utilizing Employee Knowledge Skill and Ability, Transportation, Inventory, Motion, Excess Process.
2. Berdasarkan hasil kuisioner identifikasi waste, waste yang paling sering terjadi pada proses produksi kaca pada PT Asahimas Flat Glass adalah defect dengan nilai 1.65, overproduction dengan nilai 3.65, dan excess process dengan nilai 3.15 .
UCAPANTERIMAKASIH Penulis Ganis Andini mengucapkan terima kasih
Kepada Tuhan Yang Maha Esa atas berkat yang diberikan, kepada kedua orang tua Bapak dan Ibu atas doa restu yang selama ini diberikan dan tidak lupa kepada Bapak Yudha Prasetyawan, S.T, M.Eng. selaku dosen pembimbing dan Bapak H. Hari Supriyanto Ir, MSIE. Selaku co pembimbing yang dengan sabar memberikan arahan, dukungan dan nasehat selama penyelesaian Tugas Akhir. Serta semua pihak yang tidak dapat disebutkan satu per satu, atas segala bantuan dan doa dalam penyelesaian penelitian Tugas Akhir ini.
DAFTARPUSTAKA
[1] Gasperz, Vincent. 2007. Lean for Manufacturing and Service
Industries. Jakarta : PT Gramedia Pustaka Utama, Jakarta
[2] Gasperz, Vincent. 2002. Pedoman Implementasi Program Lean
Terintegrasi Dengan ISO 9001:2000, MBNQ, dan HACCP. Jakarta :
PT Gramedia Pustaka Utama, Jakarta
[3] Gasperz, Vincent. 2006. Continous Cost Reduction Through Lean
Sigma Approach. Jakarta : PT Gramedia Pusta Utama, Jakarta
[4] George, Michael L. 2002. Lean Six Sigma : Combining Six Sigma
Quality With Lean Speed. New York : McGraw-Hill
[5] Hines, Peter, and Taylor, David 2000. “Going Lean”.Proceeding of
Lean Enterprise Research Centre Cardif Bussines School, UK.
[6] Pende, Peter S, Neuman Robert P, and Roland R.Cavanagh.2002. The
Six Sigma Way :TeamFieldbook,and implementation Guide for Process Improvement. McGraw-Hill.
:http:/www.cf.ac.uk/carbs/lom/lerch/centre/publications
[7] Pettersen, and Andersen. 1996. Bussines Process Improvement
Toolbox. ASQ Quality Press
[8] Pujawan, I Nyoman. 2005. Supply Chain Management Surabaya : Penerbit Guna Widya.
[9] Risky Amelia. 2006. Aplikasi Pendekatan Konsep Lean Guna
Meminimasi Pemborosan pada sistem Produksi di Instalasi Pengolahan Air Minum Ngagel III (Studi Kasus : Perusahaan Daerah Air Minum Surabaya). Surabaya : Tugas Akhir Jurusan
Teknik Industri, Institut Teknologi Sepuluh Nopember.
[10] Wulansari, Reni. 2006. Evaluasi dan Peningkatan Kualitas Sistem
Pelayanan Gangguan pada Unit Coorporate Customer dengan Pendekatan Lean Production (Studi kasus : PT Telkom divre v Jatim).
![Tabel 2 Uraian Biaya Produksi 1 lembar Kaca [2]](https://thumb-ap.123doks.com/thumbv2/123dok/4870591.3470592/3.893.108.774.125.1126/tabel-uraian-biaya-produksi-lembar-kaca.webp)
![Tabel 3 Biaya Rework Bahan Baku[3]](https://thumb-ap.123doks.com/thumbv2/123dok/4870591.3470592/4.893.94.773.68.1144/tabel-biaya-rework-bahan-baku.webp)
