Bab 3
Perbaikan Proses Pembuatan Pola Volute
Casing Pompa Sentrifugal
Proses yang lazim dilakukan dalam pembuatan pola volute casing pompa sentrifugal adalah proses dengan menggunakan metode rakitan. Pola volute casing pompa sentrifugal menggunakan proses ini seringkali mengakibatkan kegagalan dimensi coran, yaitu tebal dinding coran yang tidak sesuai dengan gambar rancangan. Untuk mengatasi masalah tersebut, dilakukan perbaikan urutan proses metode rakitan. Perbaikan proses pembuatan pola
volute casing pompa sentrifugal, dimulai dari perancangan pola dan kotak inti, perencanaan
proses pembuatan pola dan kotak inti, pelaksanaan pembuatan pola dan kotak inti, hingga uji coba pembuatan coran dari pola dan kotak inti yang dihasilkan.
3.1 Penggambaran 3D dan 2D
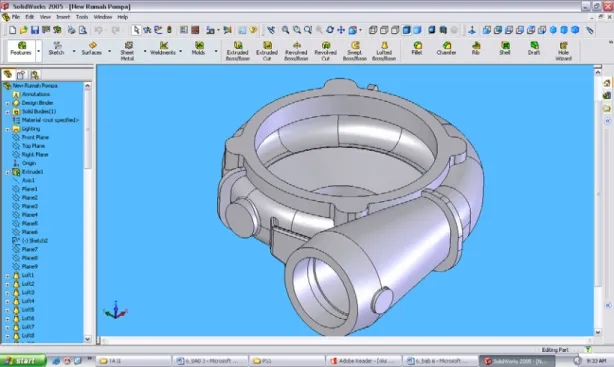
Penggambaran dimulai dari pembuatan gambar sketsa yang mengacu pada produk coran. Pada gambar sketsa dicantumkan ukuran secara lengkap. Langkah selanjutnya dilakukan penggambaran 3 dimensi dengan menggunakan solid works.
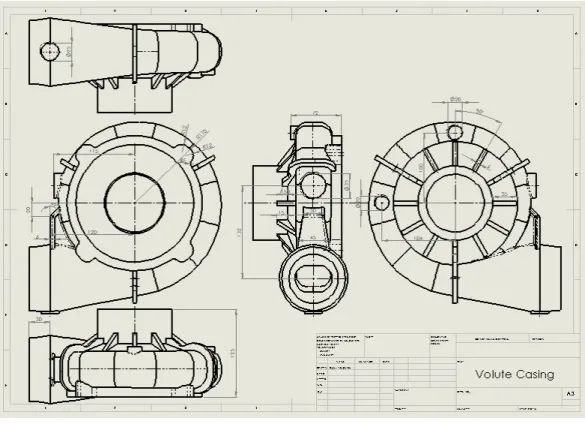
Setelah dihasilkan gambar 3 dimensi, ditransformasi menjadi gambar 2 dimensi agar bisa dibuat gambar perancangan pola dan kotak inti.
3.2 Perancangan Pola dan Kotak Inti
Perancangan pola dan kotak inti volute casing pompa sentrifugal antara metode rakitan lama dan metode rakitan baru secara umum serupa. Namun ada perbedaan pada penentuan bahan pola dan kotak inti. Pada metode rakitan lama kotak inti berbahan kayu, sedangkan pada metode rakitan baru kotak inti berbahan resin.
Perancangan pola dan kotak inti dimulai dengan mengubah gambar 2 dimensi, dengan memperhatikan hal-hal sebagai berikut:
Penentuan jenis pola, sesuai dengan jenis pengecoran yang dipilih, maka pola menggunakan jenis pola belahan dua bagian.
Penentuan kemiringan pola, diberikan untuk memudahkan pencabutan pola dari cetakan. Kemiringan yang digunakan adalah 20 dan 30 untuk bagian dinding luar pola, sedangkan untuk telapak inti menggunakan kemiringan 60 untuk telapak inti bawah, dan 120 untuk telapak inti atas (lihat gambar 3.3).
Penyusutan, dalam pembuatan pola menggunakan penyusutan padat sebesar 1%, sesuai dengan material coran yaitu besi cor kelabu.
Radius coran, digunakan untuk setiap sisi tajam yaitu R3. Radius coran dibuat pada bagian bersudut untuk mencegah terjadinya konsentrasi panas yang mengakibatkan rongga susut pada bagian bersudut.
Tambahan pengerjaan, penambahan ukuran sebesar 3 mm pada bagian yang akan diproses pemesinan.
Penentuan kotak inti, digunakan kotak inti satu belahan.
Setelah memperhatikan beberapa hal di atas, maka diperoleh gambar konstruksi pola untuk proses pengecoran seperti pada gambar 3.3.
3.3 Proses Pembuatan Pola dan Kotak Inti
Metode proses pembuatan pola dan kotak inti merupakan bagian penting yang berpengaruh pada hasil coran. Pada metode pejal atau metode rakitan seringkali ditemui masalah dimensi pada hasil coran, yaitu tebal dinding yang tidak sesuai dengan gambar rancangan. Oleh karena itu, dilakukan perbaikan metode proses pembuatan pada metode rakitan. Dipilih metode rakitan yang diperbaiki, karena proses metode rakitan lebih mudah pengerjaannya dibanding proses metode pejal.
3.3.1 Proses Pembuatan Pola dan Kotak Inti Metode Rakitan
Proses pembuatan pola dan kotak inti metode rakitan terdiri atas dua bagian, yaitu proses pembuatan pola dan perencanaan proses pembuatan kotak inti. Pada metode ini, proses pembuatan pola dan kotak inti dikerjakan secara terpisah. Gambar 3.4 berikut memperlihatkan diagram alir proses.
Mulai
Perancangan Pola & Kotak Inti
Pembuatan Pola Pembuatan Kotak Inti
Kontrol Kualitas Persiapan Bahan Menggores Selesai Ya Tidak Finishing
Gambar 3.4 Diagram alir proses metode paralel
Dari diagram alir pada gambar 3.4 terlihat bahwa proses pembuatan pola dan kotak inti merupakan proses yang berjalan secara terpisah dilakukan secara paralel. Hal ini berpotensi menimbulkan penyimpangan bentuk maupun dimensi, walaupun mengacu kepada gambar yang sama. Kemungkinan penyimpangan bentuk maupun dimensi yang terjadi bisa berasal dari pola saja, kotak inti saja atau keduanya. Kemungkinan penyimpangan bentuk maupun dimensi akan semakin besar, jika pola dikerjakan oleh orang yang berbeda dengan orang yang
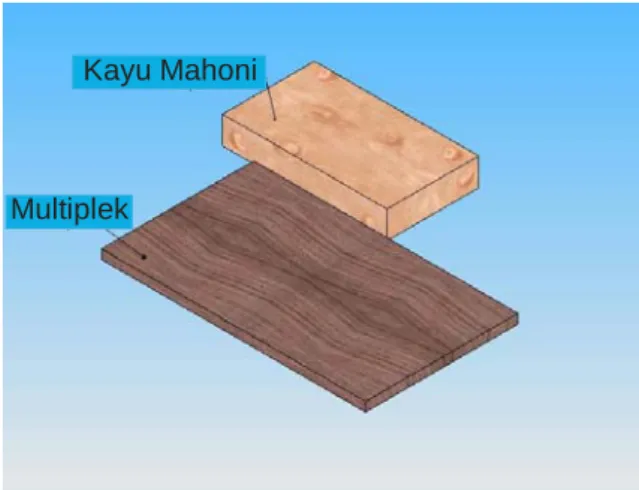
mengerjakan kotak inti. Proses ini secara riil dilakukan dengan cara kerja bangku dan kerja mesin. Adapun visualisasi dari proses ini, secara sederhana dapat disajikan sebagai berikut : 1. Persiapan bahan, dilakukan dalam waktu 1 jam.
Kayu Mahoni
Multiplek
Gambar 3.5 Bahan pola
2. Menggores, dilakukan dalam waktu 2 jam. Menggores adalah proses menandai pada bahan yang akan dibentuk sesuai dengan kebutuhan.
Penggores Multiplek
Gambar 3.6 Goresan di base plate
3. Pembuatan pola, dilakukan dalam waktu 114 jam. Pembuatan pola meliputi pembentukan
base plate belahan atas dan belahan bawah, kemudian dilanjutkan dengan pembentukan
bagian-bagian pola. Tahap selanjutnya adalah menyatukan atau merakit bagian-bagian pola pada base plate, maka jadilah pola dengan satu belahan.
Part
Base plate BB
Part
Base plate BA
Gambar 3.7 Bagian-bagian pola rakitan
Gambar 3.8 Pola setelah dirakit
4. Pembuatan kotak inti, dilakukan dalam waktu 114 jam. Pembuatan kotak inti meliputi pembuatan bagian-bagian kotak inti belahan bawah dan belahan atas, kemudian dilakukan penyatuan atau perakitan semua bagian kemudian pemasangan plat penguat pada bagian atas dan bagian bawah.
Gambar 3.9 Kotak inti metode rakitan
5. Pemeriksaan ukuran pola dan kotak inti, dilakukan dalam waktu 2 jam.
6. Finishing, yaitu pola dan kotak inti dilapisi dengan cat, dilakukan dalam waktu 6 jam. Telapak inti dilapisi cat warna hitam dan badan pola yang nantinya merupakan bentuk coran dilapisi cat warna merah.
Gambar 3.10 Pola setelah difinishing
3.3.2 Perbaikan Proses Pembuatan Pola dan Kotak Inti Metode Rakitan
Ide dasar perbaikan proses ini adalah bagaimana caranya agar potensi penyimpangan bentuk dan dimensi ini dapat diperkecil. Dalam proses ini, pembuatan pola dan kotak inti dilakukan secara seri dan mengacu pada satu acuan bentuk yaitu inti awal. Dengan
menggunakan inti awal, kotak inti dibuat terlebih dahulu, baru kemudian dilakukan pembuatan pola. Gambar 3.11 berikut memperlihatkan diagram alir proses.
Mulai
Perancangan Pola & Kotak Inti
Pembuatan Pola Pembuatan Inti Awal
Kontrol Kualitas Persiapan Bahan Menggores Selesai Ya Tidak Pembuatan Kotak Inti
Finishing
Dari diagram alir pada gambar 3.11, dapat dilihat bahwa proses pembuatan pola dan kotak inti merupakan proses yang berjalan secara seri. Inti awal yang merupakan lawan dari bentuk rongga kotak inti dibuat terlebih dahulu. Selanjutnya inti awal digunakan sebagai alat bantu membuat kotak inti. Inti awal dipisahkan dari kotak inti, setelah kotak inti jadi. Dengan menggunakan inti awal dibangun pola. Pada proses ini hanya ada satu kemungkinan penyimpangan bentuk dan dimensi, yaitu berasal dari inti awal, oleh karena itu kehati-hatian dan ketelitian yang tinggi dibutuhkan dalam pembuatannya. Sedangkan untuk pembuatan kotak inti dan pola mengacu sepenuhnya pada bentuk inti awal. Dengan demikian kesulitan dalam pembuatan pola dan kotak inti dapat direduksi, sehingga pencapaian bentuk dan dimensi dapat diperoleh dengan baik. Proses ini secara riil dilakukan dengan cara kerja bangku, kerja mesin dan kerja resin. Adapun visualisasi dari proses ini, secara sederhana dapat disajikan sebagai berikut :
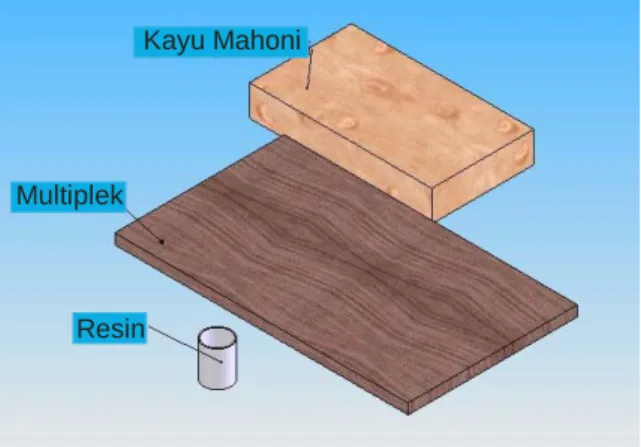
1. Persiapan bahan dilakukan dalam waktu 1 jam.
Kayu Mahoni
Multiplek
Resin
Gambar 3.12 Bahan pola
2. Menggores dilakukan dalam waktu 2 jam. Menggores adalah proses menandai pada bahan yang akan dibentuk sesuai dengan kebutuhan.
Penggores Multiplek
3. Pembuatan inti awal dari bahan kayu lapis dan kayu mahoni dengan metode rakitan hingga permukaannya dilapisi dengan dempul satu komponen warna abu-abu, dilakukan dalam waktu 38 jam.
Gambar 3.14 Inti awal dalam proses perakitan
Gambar 3.15 Inti awal setelah finishing
4. Pembuatan kotak inti dari bahan resin dengan menggunakan inti awal sebagai alat bantu pembentukan, dilakukan dalam waktu 38 jam.
5. Pembuatan pola dibangun dari inti awal, dilakukan dalam waktu 38 jam. Setelah dilakukan pemeriksaan ukuran pola (2 jam), maka pola dilapisi dengan cat (3 jam). Telapak inti dilapisi cat warna hitam dan badan pola yang nantinya merupakan bentuk coran dilapisi cat warna merah.
Multiplek ditempel menutupi inti awal
Gambar 3.17 Pembuatan pola dengan menggunakan inti awal
Gambar 3.18 Pola sebelum finishing
7. Finishing, yaitu pola dan kotak inti dilapisi dengan cat, dilakukan dalam waktu 3 jam. Telapak inti dilapisi cat warna hitam dan badan pola yang nantinya merupakan bentuk coran dilapisi cat warna merah.
Gambar 3.19 Pola setelah finishing
3.4 Perhitungan Biaya Produksi
Perhitungan biaya produksi pola dan kotak inti pada kasus ini, penulis menggunakan referensi data harga tahun 2007 yang ada pada PPC Jurusan Pengecoran Logam Polman Bandung. Secara sederhana perhitungan biaya produksi pola dan kotak inti berasal dari 2 hal. Pertama, biaya bahan. Biaya bahan diperoleh dari jumlah bahan dalam satuannya dikali harga bahan per satuannya Kedua, biaya pengerjaan. Biaya pengerjaan diperoleh dari jumlah jam pengerjaan dikali biaya pengerjaan sesuai jenisnya masing-masing per jam. Berikut adalah perhitungan biaya bahan dan biaya pengerjaan perjam sesuai dengan jenisnya untuk dua proses yang digunakan. Proses metode rakitan lama disebut dengan proses A, sedangkan proses metode rakitan baru disebut proses B.
Tabel 3.1 Biaya bahan
Penggunaan
Bahan Biaya Bahan
No Nama Bahan Harga Satuan
POLA A POLA B POLA A POLA B 1 Kayu Mahoni Rp 2,750,000 1 m3 0.05 0.01 Rp 137,500 Rp 27,500 2 Multipleks tebal 12 mm Rp 117,500 2.88 m2 0 0 Rp - Rp - 3 Multipleks tebal 15 mm Rp 142,500 2.88 m2 2.88 2.88 Rp 142,500 Rp 142,500 4 Multipleks tebal 18 mm Rp 180,000 2.88 m2 0 0 Rp - Rp - 5 Resin SW404 + HY2404 Rp 195,938 0,5 kg 0 1.5 Rp - Rp 293,906 6 Resin Araldit M + HY956 Rp 156,750 1 kg 0 2 Rp - Rp 313,500 7 Anyaman Fiber Rp 5,000 1 m2 0 2 Rp - Rp 10,000
8 Bahan Penunjang Rp 28,000 Rp 78,741 Jumlah Rp 308,000 Rp 866,147
Tabel 3.2 Biaya pengerjaan
Waktu Proses (jam) Biaya Proses No Nama Proses Biaya per jam
POLA A POLA B POLA A POLA B 1 Perancangan Rp 17,455 3 3 Rp 52,365 Rp 52,365 2 Persiapan Bahan Rp 10,011 1 1 Rp 10,011 Rp 10,011 3 Menggores Rp 8,325 2 2 Rp 16,650 Rp 16,650 4 Kerja Bangku Rp 18,009 228 38 Rp 4,106,052 Rp 684,342 5 Kerja Resin Rp 14,450 0 38 Rp - Rp 549,100 6 Kontrol Kualitas Rp 21,037 2 2 Rp 42,074 Rp 42,074 7 Finishing Rp 10,063 6 6 Rp 60,378 Rp 60,378 Jumlah 242 90 Rp 4,287,530 Rp 1,414,920
Dari perhitungan di atas diperoleh biaya bahan dan biaya pengerjaan sebagai berikut : • Biaya bahan pola A sebesar Rp 308.000,- dan pola B sebesar Rp 866.147,-.
• Biaya pengerjaan (proses) pola A sebesar Rp 4.287.530,- dan pola B sebesar Rp 1.414.920,-.
• Waktu pengerjaan pola A adalah 242 jam dan pola B adalah 90 jam. Dengan demikian diperoleh biaya produksi pola sebagai berikut :
• Biaya produksi pola A = Rp 308.000,- + Rp 4.287.530,- = Rp 4.595.600,- • Biaya produksi pola B = Rp 866.147,- + Rp 1.414.920,- = Rp 2.281.100,-