BAB 2
LANDASAN TEORI
2.1. Tinjauan Pustaka2.1.1 Perencanaan proses
Perencanaan proses mencakup perancangan dan implementasi suatu sistem kerja untuk menghasilkan barang atau jasa sesuai dengan jumlah yang diinginkan pada waktu yang sesuai dan biaya yang dapat diterima. Perencanaan proses harus merencanakan fasilitas bukan hanya yang memenuhi kebutuhan jangka pendek, tetapi juga harus merancang proses sehingga dapat diubah atau mengisi pemenuhan kebutuhan dimasa datang dengan mudah baik volume maupun laju produksi (kebutuhan dimasa datang mungkin lebih rendah mungkin juga lebih tinggi).
Fungsi perencanaan proses dapat diterapkan sebagai analisis produk dan penentuan operasi pengilangan serta fasilitas yang dibutuhkan untuk memproduksinya meurut spesifikasinya seekonomis mungkin. Tujuan dari perencanaan proses adalah mencari jalan untuk memproduksi barang dan jasa yang memenuhi keinginan konsumen dan spesifikasi produk yang berada dalam jangkauan keterbatasan biaya atau hambatan managerial lainnya. Proses yang diseleksi akan mempunyai dampak jangka panjang terhadap efisiensi dan produksi, serta fleksibilitas biaya dan mutu barang dalam produksi.
Sebenarnya, setiap barang atau jasa dibuat dengan menggunakan beberapa variasi dari satu atau tiga strategi fokus: fokus proses, fokus proses berulang, fokus proses yang terus menerus.
• Fokus proses / intermittent process : Proses yang aneka produknya sedikit dan bervariasi banyak. Usaha perencanaannya berfokus pada
• Fungsi (kemampuan individual peralatan dan perbandingan mesin pekerja).
• Fokus yang terus menerus / continuous process : Proses dengan jumlah besar tetapi variasinya sedikit.
• Fokus proses berulang : proses berulang menggunakan modul. Modul adalah suku cadang atau komponen yang sebelumnya sudah disiapkan, sering dengan proses yang terus menerus.
Perencanaan proses ini dapat dipetakan pada :
1. Assembly dan flow process chart : Peta ini digunakan untuk tujuan perencanaan dan pengaendalian transformasi proses.
Assembly chart menunjukkan kebutuhan material dan perakitan komponen yang menghasilkan suatu perakitan mechanical.
Flow process chart menggunakan simbol yang sama seperti assembly chart, peta ini memiliki tambahan kolom untuk waktu, jarak perpindahan, dan informasi terkait lainya yang mengizinkan adanya analisis biaya dan lainnya.
2. Operating Process Chart (OPC)
Menyediakan instruksi lengkap tentang bagaimana harus memproduksi komponen, termasuk spesifikasi untuk komponen ditambahkan dengan pengoperasian dan waktu inspeksi. OPC adalah petakerja yang mencoba mengambarkan urutan-urutan kerja dengan jalan membagi pekerjaan tersebut menjadi elemen-elemen operasi secara detail. Disini tahapan proses operasi kerja harus diuraikan secara logis dan sistematik. Dengan demikian keseluruhan operasi kerja dapat digambarkan dari awal (raw material) sampai menjadi produk akhir (finished goods product) sehingga analisa perbaikan dari masing-masing operasi kerja secara individual maupun urutan-urutannya secara keseluruhan akan dapar dilakukan. Peta operasi ini umumnya digunakan untuk menganalisa operasi-operasi kerja yang memakan waktu beberapa menit per siklus kerja.
Dari OPC ini dapat diperoleh manfaat:
• Data kebutuhan jenis proses atau mesin yang diperlukan dalam pelaksanaan operasi kerja dan penganggarannya.
• Data kebutuhan bahan baku dengan memperhitungkan efisiensi pada setiap elemen operasi kerja atau pemeriksaan.
• Pola tata letak fasilitas kerja dan aliran pemindahan materialnya.
• Alternatif-alternatif perbaikan prosedur dan tata cara kerja yang sedang dipakai.
Aturan dasar membuat OPC :
• Material yang akan diproses diletakkan diatas garis horisontal yang akan menunukkan bahwa material tersebut masuk ke dalam proses kerja. • Lambang atau simbol ASME ditempatkan dalam arah vertikal secara
berurutan yang menunjukkan terjadinya perubahanproses untuk setiap simbolnya.
• Penomoran terhadap kegiatan operasi diberikan secara berurutan sesuai dengan urutan operasi yang diperlukan untuk pembuatan produk tersebut atau sesuai dengan proses yang terjadi. Penomoran terhadap kegiatan pemeriksaan (inspeksi) diberikan tersendiri dan aturannya sama dengan aturan pemberian nomor pada proses operasi.
• Agar diperoleh gambar peta proses operasi yang baik, maka produk yang paling banyak memerlukan proses operasi yang harus dipetakan terlebih dahulu dan digambar pada garis vertikal paling kanan sendiri.
Sumber: Vincent Gazper
Gambar 2.1 Contoh Gambar OPC
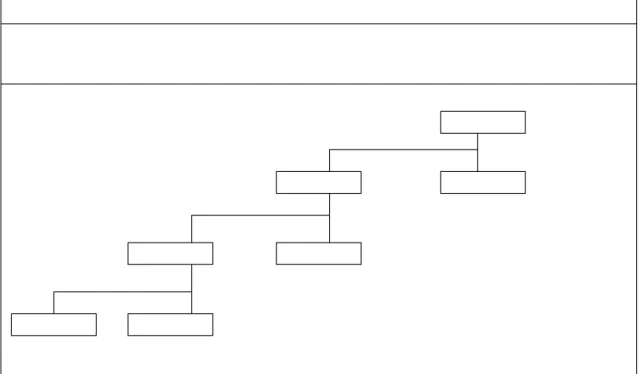
Dari pemetaan disebut maka dapat dibuat struktur produk. Struktur produk yang dimaksud adalah gambaran yang menunjukkan komponen-komponen apa saja yang membentuk suatu produk. Dimulai dengan level 0 untuk produk akhir, komponen pembentuk produk akhir ditempatkan padalevel 1 dan seterusnya sehingga terbentuk sebuah struktur yang hierarki. Setruktur produk ini bermanfaat untuk mengetahui jumlah komponen yang membentuk produk tersebut serta memberikan penjelasan sedikit mengenai komponen itu.
Sumber: Vincent Gazper
Gambar 2.2 Contoh Struktur Produk
Dari struktur produk dapat dibuat Bill of Material (BOM)-nya.
Definisi BOM : Merupakan rangkaian struktur semua komponen yang digunakan untuk memproduksi barang jadi sesuai dengan Master Production
Schedulling (MPS).
Definisi lainnya : Daftar (list) dari bahan material atau komponen yang dibutuhkan untuk dirakit, dicampur atau membuat produk akhir.
Secara spesifik Struktur BOM tidak saja berisi komposisi komponen, tetapi juga memuat langkah penyelesaian produk jadi.
Tujuan BOM : sebagai suatu network atau jaringan yang menggambarkan hubungan induk (parent product) hingga komponen. BOM dibutuhkan sebagai
Input dalam perencanaan dan pengendalian aktifitas produksi. Tanpa adanya BOM sangat mustahil untuk dapat melaksanakan sistem MRP.
Penggunaannya:
• Bagi Enginnering : Dibuat sebagai bagi perancangan proses produksi dan digunakan untuk menentukan item-item mana saja yang harus dibeli atau dibuat sendiri.
• Bagi PPIC : digunakan dengan Master Production Schedulle (Jadwalan Induk Produksi) digunakan untk menentukan item-item dalam daftar pembelian dan order produksi yang harus dilaksanakan.
• Bagi accounting : digunakan dalam menghitung biaya produk dan harga jual.
Setiap komponen harus memiliki identifikasi unit/khusus yang hanya mengidentifikasikan suatu komponen yang disebut Part Number/ Item
Number. Cara penentuan Part Number :
1. Random : Nomor yang digunakan hanya sebagai pengenal / identitas dan bukan sebagai penjelasan (descriptor). Tidak menjelaskan lebih jauh mengenai satu komponen.
2. Significant : Nomor yang dapat juga menjelaskan informasi khusus mengenai item / komponen tertentu seperti sumber material (source), bahan, bentuk dan deskripsi. Significant harus diubah jika komponen tersebut karakteristiknya diubah atau ditambahkan variable lain.
3. Semi-significant : Beberapa digit pertama menjelaskan mengenai komponen tersebut, sementara digit berikutnya berupa angka random. BOM levels:
• Single Level BOM : menggambarkan hubungan sebuah induk dengan satu level komponen pembentuknya.
• Multi Level BOM : Menggambarkan struktur produk yang lengkap dari level 0 atau produk akhir sampai level paling bawah. Komponen yang sama dapat digunakan pada level yang berbeda.
Jenis BOM :
1. Eksposian BOM :
• Bom dengan urutan dimulai dari induk sampai komponen pada level paling bawah
• BOM Yang menunjukkan komponen-komponen yang membentuk suatu induk dari level paling atas sampai level terbawah.
• Single Eksplosion = Single Level BOM
• Indented BOM Eksplosian adalah Multi Level BOM yang dilengkapi informasi level tiap komponen.
• Summerized Eksplosian adalah multilevel BOM yang dilengkapi total setiap komponen yang dibutuhkan.
2. Implosian BOM :
• BOM yang menunjukkan urutan dimulai dari komponen sampai induk / level atas.
• Untuk mengetahui suatu part number menjadi komponen dari induk yang mana saja (kebalikan dari proses Eksplosian).
• Digunakan oleh enginner untuk melihat perubahan rancangan komponen terhadap induk-induknya.
No. Komponen Level Deskripsi Kode
Jumlah BOM UOM
Sumber : Vincent Gazper
Gambar 2.3 BOM
2.1.2 Peramalan
Menurut Yamit (1999,p13) peramalan adalah prediksi, proyeksi, estimasi tingkat kejadian yang tidak pasti dimasa yang akan dating. Ketepatan secara mutlak dalam memprediksi dan tingkat kegiatan yang akan dating adalah tidak mungkin dicapai oleh karena itu ketika perusahaan tidak dapat melihat kejadian yang akan dating secara pasti, diperlukan waktu dan tenaga yang besar agar mereka dapat memiliki kekuatan untuk menarik kesimpulan terhadap kejadiaan yang akan datang.
Menurut Herjanto (1999,p116) berdasarkan horizon waktu , peramalan dapat dibedakan atas :
1. Peramalan jangka panjang
merupakan peramalan yang mencakup waktu lebih besar dari 24 bulan, misalnya peramalan yang diperlukan dalam kaitannya dengan penanaman modal, perencanaan fasilitas.
2. Peramalan jangka menengah
yaitu antara 3-24 bulan, misalnya untuk perencanaan penjualan, perencanaan dan anggaran produksi.
3. Peramalan jangka pendek
yaitu untuk jangka waktu yang kurang dari 3 bulan, misalnya permalan dalam hubungannya dengan perencanaan pembelian material penjadwalan kerja dan penugasan.
Menurut Makridakis (1999,p10) pola data dapat dibedakan menjadi : 1. Pola horizontal (H)
Terjadi bilamana nilai data frekuensi disekitar niali rata-rata yang konstan. Suatu produk yang penjualannya tidak meningkat atau menurun selama waktu tertentu termasuk jenis ini. Dengan demikian pula suatu keadaan pengendalian kualiatas yang menyangkut pengambilan contoh dari suatu proses produksi kontinyu yang secara teoritis tidak mengalami perubahan termasuk jenis ini.
Gambar 2.4 Permintaan berpola musiman
2. Pola musiman (S)
Terjadi bilamana suatu deret dipengaruhi oleh faktor musiman misalnya kuartalan, bulanan, atau hari-hari pada minggu tertentu. Penjualan dari produk seperti minuman ringan, es krim, dan bahan baker, pemanas ruangan semuanya menunjukkan pola jenis ini.
Sumber : perencanaan dan pengendalian produksi,p33
3. Pola siklis (C)
Terjadi bilamana datanya dipengaruhi oleh fluktuasi ekonomi jangka panjang seperti yang berhubungan dengan siklus bisnis. Penjualan produk seperti mobil, baja, dan peralatan utama lainnya menunjukkan jenis pola ini.
Sumber : perencanaan dan pengendalian produksi,p34
Gambar 2.6 Perminatan berpola siklis
4. Pola trend
Terjadi bilamana terdapat kenaikan atau penurunan sekuler jangkar panjang dalam data. Penjualan banyak perusahaan, produk bruto nasional dan berbagai indikator bisnis atau ekonomi lainnya mengikuti suatu pola trend selama perubahannya sepanjang waktu.
Sumber : perencanaan dan pengendalian produksi,p25
Gambar 2.7 Faktor-faktor pengaruh permintaan
2.1.2.1 Metode DoubleExponential Smoothing Dua Parameter Dari Holt
Metode pemulusan eksponensial ganda ( double exponential smoothing) menambahkan parameter α dalam modelnya untuk mengurangi faktor kerandoman . Nilai perkiraan dapat dicari dengan :
Inisialisasi Awal : S1 = X1 b1 = X2 - X1 ) )( 1 ( . St =
α
Xt + −α
S(t−1) +b(t−1) b=γ
(St −S(t−1))+(1−γ
)b(t−1) F(t+m) =St +bt(m)2.1.2.2 Metode Triple Exponential Smoothing Metode Quadratik Inisialisasi Awal : S’1 = S”1 = S“’1 = X1 1 ' ) 1 ( . S'=
α
Xt + −α
St−S"=
α
.S't+(1−α
)S"t−1 1 " ' ) 1 ( " . S"=α
S t+ −α
S t− t t t S S S' 3. " "' 3 at = − − ] ) 3 4 ( ) 8 10 ( ' ) 5 6 [( ) 1 ( 2 b '' ''' 2 tα
Stα
S tα
S tα
α
− + − − − − = ) " 2 ' ( ) 1 ( c ''' 2 2 t St− S t+S t − =α
α
2 2 1 ) (m c m b a Ft = t + t + t2.1.2.3 Metode Triple Exponential Smoothing Tiga Parameter Dari Winter Inisialisasi Awal : SL+1 = XL+1 It = X Xt L X X L t t
∑
= = 1 bL+1 = 2 [(XL+1 −X1)+(XL+1 −X1)+(XL+2 −X2)+...+(XL+L −XL)] t L Xα
Pemulusan Keseluruhan : ) )( 1 ( St St-1 bt-1 I X L t t − + = − α α Pemulusan Trend : ) 1 ( ) 1 ( ) (1 ) ( b=γ
St −St− + −γ
bt−Pemulusan Musiman : L -t t (1 ) I I S X t t
β
β
− = Peramalan : m L t t t m t S b m I F(+ ) =( + ( ) − +2.1.2.6. Metode Peramalan Dekomposisi
Metode Dekomposisi mendasarkan penganalisaan untuk mengidentifikasikan tiga faktor utama yang terdapat dalam suatu deret waktu, yaitu faktor trend, faktor musim, dan faktor siklus. Di dalam beberapa hal, peramal hanya mendasarkan penyusunannya pada dua faktor yang penting yaitu trend dan musiman. Faktor trend merupakan pergerakan yang mendasar pada jangka panjang dari deret waktu. Faktor ini dihitung sebagai suatu perkembangan garis lurus yang menaik atau menurun yang sifatnya statis dalam deret waktu. Pengukuran perkembangan faktor trend dilakukan untuk periode waktu yang panjang dengan menghilangkan variasi musim dan variasi siklus.
Ada beberapa pendekatan alternatif untuk mendekomposisi suatu deret waktu, dengan tujuan untuk mengisolasikan masing-masing komponen dari deret itu setepat mungkin. Konsep dasar dari dekomposisi ini adalah data empiris di mana yang pertama adalah pergeseran musim, kemudian trend dan terakhir adalah siklus. Simple = 4 3 2 1 + + + + + + t t t t X X X X Centered = 2 1 + + t t S S Percent MA = Centered Pesaing
Pesaing* = Seasonal Pesaing
∑
∑
∑
∑ ∑
− − = 2 2 ) ( x x n y x xy n b x b y a = − Trend = a + b (periode) Fitted Values = Trend x Seasonal Error = Pesaing – Fitted Values2.1.2.5 Statistik ketepatan peramalan
Menurut Makridakis ukuran statistik standard adalah sebagai berikut : 1. Error
i i i X F
e = −
2. Nilai tengah kesalahan absolut (mean error)
∑
= = n i i n e ME 1 /3. Nilai tengah galat absolut (mean absolute error)
∑
= = n i i e MAE 14. Nilai tengah galat kuadrat ( mean squared error )
n e MSE n i i
∑
= = 1 2
(
)
1 1 2 − =∑
= n e SDE n i i6. Nilai tengah deviasi absolut (mean absolute deviation)
=
∑
X −Xn MAD i
1
2.1.3 Material Requirment Planning (MRP)
Sebelum tahun 1960 tidak satupun terdapat metode yang memuaskan dalam proses pengendalian persediaan terhadap item permintaan yang saling bergantungan. Sistem persediaan formal dalam suatu perusahaan masih didasarkan pada sistem order point dengan menerapkan metode tradisional yang tidak formal dan simpang siur khususnya dalam menangani material yang sifatnya saling bergantungan.
Sekitar tahun 1960 komputer mulai dipakai dalam bidang manajemen persediaan. Dengan demikian maka komputerisasi pengendalian persediaan telah mengawali bidang manajemen persediaan yang lebih baik dan efisien. Kesulitan-kesulitan yang biasanya terjadi dalam pelaksanaan manajemen persediaan tradisional telah teratasi dengan dikenalnya suatu pendekatan sistem persediaan yang terperinci dan lebih baik, yang dikenal dengan Material Requirment
Planning (MRP), Yang ditemukan oleh Joseph Orlicky dari J.I Case Company.
Sistem MRP telah memiliki popularitas dalam bidang Industri yang memamfaatkan kemampuan komputer melaksanakan perencanaan dan
pengendalian persediaan dengan memperhatikan hubungan antara item persediaan, sehingga pengelolahannya dapat lebih efisien dalam menentukan kebutuhan material secara cepat dan tepat. Komputerisasi MRP mula-mula dikembangkan dilingkungan APICS (American Production and Inventory
System Society) dalam suatu pengembangan program yang profesional.
Manajemen pengendalian bahan pada dasarnya adalah merupakan suatu masalah yang penting dalam komunikasi indiustri. Kerumitan yang sering timbul dalam proses pengendalian bahan ini berbanding langsung dengan jumlah barang dalam persediaan dan dengan jumlah transaksi yang harus dicatat untuk mengikutigerakan bahan (tetap menjaga derajat pengendalian yang dibutuhkan untuk memenuhi sasaran). Sistem persediaan dalam suatu operasi atau lingkungan manufaktur memiliki beberapa karakteristik tertentu yang sangat mempengaruhi terhadap kebijaksanaan dalam perencanaan material. Pertanyaan mendasar yang sering timbul dalam situasi kebijaksanaan persediaan tersebut adalah berapa jumlah dan kapan dilaukan pemesanan, untuk memenuhi produksi yang diinginkan sesuai dengan perencanaan dalam MPS. Jawaban pertanyaan tersebut tergantung dari sifat demand dari persediaan. Suatu demand dikatakan independent apabila sesuai dengan pengalaman, dimana demand terhadap permintaan barang tersebut tidak bergantungan dengan barang-barang lain. Demikian sebaliknya suatu demand dikatakan demand dikatakan dependent apabila barang tersebut merupakan bagian yang terpadu dari barang yang lain (ada hubungan fisik).
Sistem MRP diproses untuk memenuhi akan kebutuhan yang sifatnya dependent. Berdasarkan uraian diatas, maka jelaslah bahwa MRP dapat lebih banyak digunakan dilingkungan manufaktur yang melibatkan suatu proses assmebling, dimana kebanyakan permintaan terhadap barang bersifat bergantungan, sehingga tidak diperlukan peramalan pada tingkat barang(komponen) ini. Pertanyaan yang pertama dari hal diatas dapat terpenuhi jika kita mengetahui saat kebutuhan hari terpenuhi sesuai dengan MPS dan
LeadTime. Sedangkan pertanyaan kedua dipenuhi dengan teknik lot yang sesuai
dengan kondisi yang diproses dalam perhitungan MRP. Secara global hasil informasi yang diperoleh dalam proses MRP sangat menunjang dalam perencanaan CRP (Capacity Requirment Planning) untuk tercapainya suatu sistem pengendalian aktifitas produksi yang lebih baik.
2.1.3.1 Pengertian dan Perkembangan MRP
MRP selalu berkembang sesuai dengan tuntutan perkembangan teknologi dan tuntutan terhadap sistem perusahaan maka sampai saat ini MRP dibagi menjadi 4 bagian dan tidak tertutup kemungkinan untuk masa yang akan datang. Keempat bagian tersebut adalah :
1. Material Requirment Planning (MRP) dapat didefenisikan sebagai suatu
teknik atau set prosedur yang sistematis dalam penentuan kuantitas serta waktu dalam proses pengendalian kebutuhan bahan terhadap komponen-komponen permintaan yang saling bergantungan. (Dependent demand
2. Material Requirment Planning II (MRPII), Oliver Wight dan George
Plossl, partner konsultan, diakui oleh orang yang melakukan perluasan konsep MRP atas area manufactur, sehingga MRP dapat mencakup area-area perusahaan lain. Hasil perluasan konsep tersebut dinamakan MRP II, dan arti dari singkatan tersebut berubah menjadi Manufacturing resource
planning ( Perencanaan Sumber Manufactur).
3. Material Requirment Planning III (MRPIII), proses ini diperluas didalam
tingkat akurasi peramalan permintaan, penggunaan secara tepat dan baik peramalan permintaan (forecast Demand), akan dapat secara otomatis dan tepat melakukan perubahan terhadap Master Production Schedule. Dan apabila juga Master Production Schedule telah penuh atau tidak dapat lagi melakukan Work Order maka system MRPIII ini dapat melakukan rekomendasi terhadap permintaan.
4. Material Requirment Planning 9000 (MRP9000), MRP9000 sudah
merupakan tawaran yang benar-benar merupakan system yang lengkap dan terintegrasi dengan system management manufacturing. Kemampuan sistem MRP9000 didalam manufacturing, termasuk juga Inventory, penjualan, perencanaan, Pembuatan, dan Pembelian dengan mengunakan
General Ledger, dan sebuah Administrasi, dan Executive Information System (EIS) secara graphical dalam membuat sebuah keputusan untuk
2.1.3.2 Prasyarat dan Asumsi dari MRP
Secara umum dapat dikatakan bahwa tujuan dari MRP adalah menghasilkan informasi persediaan yang mampu digunakan untuk mendukung melakukan tindakan secara tepat dalam berproduksi. Agar MRP dapat berfungsi dan dioperasionalisasikan dengan efektif ada beberapa persyaratan dan asumsi yang harus dipenuhi. Adapun persyaratan yang dimaksud adalah :
1. Tersedianya Jadwal Induk Produksi (Master Production Schedule), yaitu suatu rencana produksi yang menetapkan jumlah serta waktu suatu produk akhir harus tersedia sesuai dengan jadwal yang harus diproduksi. Jadwal Induk Produksi ini biasanya diperoleh dari hasil peramalan kebutuhan melalui tahapan perhitungan perencanaan produksi yang baik, serta jadwal pemesanan produk dari pihak konsumen.
2. Setiap item persediaan harus mempunyai identifikasi yang khusus. Hal ini disebabkan karena biasanya MRP bekerja secara komputerisasi dimana jumlah komponen yang harus ditangani sangat banyak, maka pengklasifikasian atas bahan, bagian atas bahan, bagian komponen, perakitan setengah jadi dan produk akhir haruslah terdapat perbedaan yang jelas antara satu dengan yang laiinya.
3. Tersedianya struktur produk pada saat perencanaan. Dalam hal ini tidak diperlukan struktur produk yang memuat semua item yang terlibat dalam pembuatan suatu produk apabila itemnya sangat banyak dan proses pembuatannya sangat kompleks. Walaupun demikian, yang penting
struktur produk harus mampu menggambarkan secara gamlang langkah-langkah suatu produk untuk dibuat, sejak dari bahan baku sampai menjadi produk jadi.
4. tersedianya catatan tentang persediaan untuk semua item yang menyatakan status persediaan sekarang dan yang akan datang.
Selain syarat diatas, terdapat beberapa asumsi yang diperlukan untuk menghasilkan suatu sistem pengoperasian MRP secara efektif yaitu :
1. Adanya suatu sistem data file yang saling berintegrasi serta ditunjang oleh adanya program komputer yang terpadu dengan melibatkan data status persediaan dan data tentang struktur produk. Data file ini perlu dijaga ketelitiannya, kelengkapannya serta selalu Up to Date sesuai dengan keperluan.
2. Lead time untuk semua item diketahui, paling tidak dapat diperkirakan.
Dalam hal ini waktu ancang-ancang dapat berupa interval waktu antara saat pemesanan dilakukan sampai saat barang tiba dan siap digunakan, tapi dapat pula berupa waktu proses pembuatan dari satu stasiun kerja untuk item atau komponen tersebut.
3. Setiap komponen yang diperlukan dalam proses assembling haruslah berada dalam pengendalian. Dalam proses manufactur ini berarti kita
mampu memonitor setiap tahapan proses/ perubahan yang dialami setiap item.
4. Semua item untuk suatu perakitan dapat disediakan pada saat suatu pesanan untuk perakitan tersebut dilakukan. Sehingga penentuan jumlah, waktu kebutuhan kotor dari suatu perakitan dapat dilakukan.
5. Setiap pengadaan pemakaian komponen bersifat diskrit. Misalnya bahan dibutuhkan 50 komponen, maka rencana kebutuhan bahan mampu membuat rencana agar dapat menyediakan 50 komponen tersebut dan dipakai tanpa kurang atau lebih.
6. Perlu menetapkan bahwa proses pembuatan suatu item tidak tergantung terhadap proses pembuatan item yang laiinya. Hal ini berarti dapat dimulai dan diakhiri tanpa tergantung pada proses yang laiinya.
2.1.3.3 Tujuan MRP
Suatu sistem MRP pada dasarnya bertujuan untuk merancang suatu sistem yang mampu menghasilkan informasi untuk mendukung aksi yang tepat baik berupa pembatalan pesanan, pesan ulang, atau penjadwalan ulang. Aksi ini sekaligus merupakan suatu pegangan untuk melakukan pembelian dan/ atau produksi.
Ada 4 macam yang menjadi ciri utama MRP, yaitu:
1. Mampu menentukan kebutuhan pada saat yang tepat, kapan suatu pekerjaan akan selesai (material harus tersedia) untuk memenuhi permintaan produk yang dijadwalkan berdasarkan MPS yang direncanakan.
2. Menentukan kebutuhan minimal setiap item, dengan menentukan secara tepat sistem penjadwalan.
3. Menentukan pelaksanaan rencana pemesanan, dengan memberikan indikasi kapan pemesanan atau pembatalan suatu pesanan harus dilakukan.
4. Menentukan penjadwalan ulang atau pembatalan atas suatu jadwal yang sudah direncanakan. Apabila kapasitas yang ada tidak mampu memenuhi pesanan yang dijadwalkan pada waktu yang dikehendaki, maka MRP dapat memberikan indikasi untuk melaksanakan rencana penjadwalan ulang (jika mungkin) dengan menentukan prioritas pesanan yang realistis. Seandaniya penjadwalan ulang ini masih tidak memungkinkan untuk memenuhi pesanan , maka pembatalan terhadap suatu pesanan harus dilakukan.
Kunci keberhasilan dari faktor diatas haruslah ditunjang dengan suatu sistem pengontrolan aliran bahan yang tepat untuk memenuhi jadwal permintaan konsumen, yang didukung dengan sistem komputerisasi sebagai alat pembantu dalam memudahkan proses pelaksanaannya. Sehubungan dengan pengontrolan atas bahan/item yang dimaksudkan, rencana kebutuhan bahan sebagai suatu sistem komputerisasi, berfungsi seperti timbangan yang berfungsi menyemimbangkan antara kebutuhan dan kemampuan memenuhi kebutuhan dari setiap item. Rencana kebutuhan bahan memberikan indikasi apabila terjadi ketidakseimbangan antara kebutuhan dan kemampuan. Besarnya kebutuhan digambarkan oleh jadwal induk produksi, struktur produk dan status persediaan.
Besarnya kemampuan untuk memenuhi suatu kebutuhan, dicerminkan oleh besarnya barang setengah jadi, persediaan yang ada dan pesanan/ pembelian yang akan datang kemudian. Ketelitian atas perkiraan akan kemampuan ini tergantung pada ketelitian pencatatan atas ketiga sumber informasi tersebut. 2.1.3.4 Input MRP
Ada 3 Inputan yang dibutuhkan dalam konsep MRP yaitu : 1. Jadwal Induk Produksi (Master production schedule)
Merupakan suatu rencana produksi yang menggambarkan hubungan antara kuantitas setiap jenis produk akhir yang diinginkan dengan waktu penyediaannya. Secara garis besar pembuatan suatu MPS biasanya dilakukan atas tahapan-tahapan sebagai berikut :
• Identifikasi sumber permintaan dan jumlahnya, sehingga dapat diketahui besarnya permintaan produk akhir setiap periodanya.
• Menentukan besarnya kapasitas produksi dan kecepatan operasi yang diperlukan untuk memenuhi permintaan yang telah diidentifikasikan, perencanaan ini biasanya dilakukan pada tingkat agregat, sehingga masih merupakan perencanaan global.
• Menyusun rencana rinci dari setiap produk akhir yang akan dibuat. Tahap ini merupakan penjabaran dari rencana agregat (global) sehingga akan didapat rencana produksi setiap produk akhir yang dibuat dan perioda waktu pembuatannya.
• Hal penting yang diperhatikan dalam menyusun MPS adalah menentukan panjang horison waktu perencanaan (Planning Horison ) , yaitu banyaknya perioda waktu yang ingin diliput dalam penjadwalan.
2. Status Persediaan (Inventory Master File atau Inventory Status Record)
Menggambarkan keadaan dari setiap komponen atau material yang ada dalam persediaan, yang berkaitan dengan :
• Jumlah persediaan yang dimiliki pada setiap periode (on hand inventory ) • Jumlah barang yang sedang dipesan dan kapan pesanan tersebut akan datang
(on order Inventory ) • lead time dari setiap bahan.
Status persediaan ini harus diketahui untuk setiap bahan atau item dan diperbaharui setiap terjadi perubahan untuk menghindari adanya kekeliruan dalam perencanaan.
3. Struktur Produk (Product structure Record & Bill of Material)
Merupakan kaitan antara produk dengan komponen penyusunnya. Informasi yang dilengkapi untuk setiap komponen ini meliputi :
• Jenis komponen
• Jumlah yang dibutuhkan • Tingkat penyusunannya
Selain ini ada juga masukan tambahan seperti :
• Pesanan komponen dari perusahaan lain yang membutuhkan • Peramalan atas item yang bersifat tidak bergantungan.
2.1.3.5 Proses MRP
Langkah - Langkah Dasar dalam penyusunan Proses MRP
1. Netting (kebutuhan bersih) : Proses perhitungan kebutuhan bersih untuk
setiap perioda selama horison perencanaan.
2. Lotting (kuantitas pesanan) : Proses penentuan besarnya ukuran jumlah
pesanan yang optimal untuk sebuah item, berdasarkan kebutuhan bersih yan dihasilkan.
Didalam ukuran lot ini ada beberapa pendekatan yaitu :
Menyeimbangkan ongkos pesan (set up cost) dan ongkos simpan. Menggunakan konsep jumlah pesanan tetap
Dengan jumlah periode pemesanan tetap.
Terdapat 10 Alternatif teknik yang digunakan dalam menentukan ukuran Lot Kesepuluh teknik adalah sebagai berikut :
1. Fixed Order Quantity (EOQ) : Pendekatan menggunakan konsep jumlah
pemesanan tetap karena keterbatasan akan fasilitas. Mis : kemampuan gudang, transportasi, kemampuan supplier dan pabrik. Jadi dalam menentukan ukuran lot berdasarkan intuisi atau pengalaman sebelumnya.
2. Lot for Lot (LFL) : Pendekatan menggunakan konsep atas dasar pesanan
diskrit dengan pertimbangan minimasi dari ongkos simpan, jumlah yang dipesan sama dengan jumlah yang dibutuhkan.
3. Least Unit Cost (LUC) : Pendekatan menggunakan konsep pemesanan dengan ongkos unit perkecil, dimana jumlah pemesanan ataupun interval pemesanan dapat bervariasi. Keputusan untuk pemesanan didasarkan :
((ongkos perunit terkecil = (ongkos pesan perunit) + (ongkos simpan perunit)).
4. Economic Order Quantity (EOQ) : Pendekatan menggunakan konsep minimasi
ongkos simpan dan ongkos pesan. Ukuran lot tetap berdasarkan hitungan minimasi tersebut.
5. Period Order Quantity (POQ) : Pendekatan menggunakan konsep jumlah
pemesanan ekonomis agar dapat dipakai pada periode bersifat permintaan diskrit, teknik ini dilandasi oleh metode EOQ. Dengan mengambil dasar perhitungan pada metode pesanan ekonomis maka akan diperoleh besarnya jumlah pesanan yan harus dilakukan dan interval periode pemesanannya adalah setahun.
6. Part Period Balancing (PPB) : Pendekatan menggunakan konsep ukuran lot
ditetapkan bila ongkos simpannya sama atau mendekati ongkos pesannya.
7. Fixed Periode Requirment (FPR) : Pendekatan menggunakan konsep ukuran
lot dengan Periode tetap, dimana pesanan dilakukan berdasarkan periode waktu tertentu saja. Besarnya jumlah pesanan tidak didasarkan oleh ramalan tetapi dengan cara menggunakan penjumlahan kebutuhan bersih pada interval pemesanan dalam beberapa periode yang ditentukan.
8. Least Total Cost (LTC) : Pendekatan menggunakan konsep ongkos total akan
hampir sama besarnya. Hal ini dapat dicapai dengan memesan ukuran lot yang memiliki ongkos simpan perunit-nya hampir sama dengan ongkos pengadaannya/ unitnya.
((ongkos total) = (ongkos simpan + ongkos pengadaan))
9. Wagner Within (WW) : Pendekatan menggunakan konsep ukuran lot dengan
prosedur optimasi program linear, bersifat matematis. Pada prakteknya ini sulit diterapkan dalam MRP karena membutuhkan perhitungan yang rumit. Fokus utama dalam penyelesaian masalah ini adalah melekukan minimasi penggabungan ongkos total dari ongkos set-up dan ongkos simpan dan berusahan agar ongkos set-up dan ongkos simpan tersebut mendekati nilai yang sama untuk kuantitas pemesanan yang dilakukan.
10. Silver Mean (SM) : Menitik beratkan pada ukuran lot yang harus dapat meminimumkan ongkos total per-perioda. Dimana ukuran lot didapatkan dengan cara menjumlahkan kebutuhan beberapa periode yang berturut-turut sebagai ukuran lot yang tentatif (Bersifat sementara), penjumlahan dilakukan terus sampai ongkos totalnya dibagi dengan banyaknya periode yang kebutuhannya termasuk dalam ukuran lot tentatif tersebut meningkat. Besarnya ukuran lot yang sebenarnya adalah ukuran lot tentatif terakhir yang ongkos total periodenya masih menurun.
11. Offsetting (rencana pemesanan) : Bertujuan untuk menentukan kuantitas pesanan yang dihasilakan proses lotting. Penentuan rencana saat pemesanan ini
diperoleh dengan cara mengurangkan saat kebutuhan bersih yang harus tersedia dengan waktu ancang-ancang (Lead Time).
12. Exploding : Merupakan proses perhitungan kebutuhan kotor untuk tingkat (level) yang lebih bawah dalam suatu struktur produk, serta didasarkan atas rencana pemesanan.
2.1.3.6 Output MRP
Keluaran MRP sekaligus juga mencerminkan kemampuan dan ciri dari MRP, yaitu :
1. Planned Order Schedule (Jadwal Pesanan Terencana) adalah penentuan jumlah kebutuhan meterial serta waktu pemesanannya untuk masa yang akan datang.
2. Order Release Report (Laporan Pengeluaran Pesanan) berguna bagi pembeli yang akan digunakan untuk bernegoisasi dengan pemasok, dan berguna juga bagi Manajer manufaktur, yang akan digunakan untuk mengontrol proses produksi.
3. Changes to planning Orders (Perubahan terhadap pesanan yang telah direncanakan) adalah yang merefleksikan pembatalan pesanan, pengurangan pesanan, pengubahan jumlah pesanan.
4. Performance Report (Laporan Penampilan) suatu tampilan yang menunjukkan sejauh mana sistem bekerja, kaitannya dengan kekosongan stock dan ukuran yang lain.
2.1.3.7 Tipe MRP
Dalam manejemen material dikenal 2 tipe dasar dari sistem MRP, Yaitu : 1. Sistem Regeneratif
2. Sistem Net Change.
Perbedaan utama dari kedua sistem tersebut terletak pada frekwensi perencanaan ulang. Pada sistem regeneratif, sering didapat pelaksanaan perencanaan ulang secara periodik (biasanya mingguan), dan pada saat kapan dilakakukan perencanaan ulang tersebut. Dalam perencanaan MPS pada sistem ini, semua permintaan kebutuhan di exsplode secara lengkap dalam proses batch mulai dari produk akhir sampai bahan mentah yang dibeli dan dilakukan secara periode.
Berdasarkan proses ini kebutuhan kotor dan kebutuhan bersih dari setiap item persediaan dihitung terlebih dahulu dan selanjutnya dilakukan penjadwalan pesanan. Proses keseluruan dilakukan secara level by level, yang diawali dari level produk yang tinggi sampai yang renda.
Sistem ini cocok digunakan untuk situasi dimana frekwensi perencanaan ulang rendah, untuk pabrik yang memproses seperti batch. Keuntungan dari sistem ini adalah penggunaan alat pemrosesan data akan lebih efisien, baik untuk digunakan pada suatu lingkungan yang stabil. Kerugiannya adalah tidak terlampau peka terhadap ketidakseimbangan antara kebutuhan dan kemampuan untuk memenuhi kebutuhan tersebut.
Pada sistem Net Change merupakan sistem yang relatif baru. Konsep ini pada dasarnya adalah merupakan proses eksplosion hanya dilakukan apabila terjadi perubahaan dalam MPS atau keadaan persediaan atau sistem persediaan untuk semua item. Keuntungan sistem ini adalah akan selalu memberikan catatan yang
Up to date dan sangat baik diterapkan dalam situasi dan lingkungan dimana
situasi sangat tidak menentu dan berubah-ubah. 2.1.3.8 Faktor-Faktor Kesulitan Dalam MRP
Terdapat 5 faktor utama yang mempengaruhi tingkat kesulitan dalam MRP yaitu :
1. Struktur Produk
Pada dasarnya struktur produk yang kompleks dapat menyebabkan terjadinya proses MRP seperti Net, Lot, Offset, dan Explode yang berulang-ulang, yang dilakukukan satu persatu dari atas sampai kebawah berdasarkan tingkatannya dalam suatu struktur produk tersebut. Kesulitan tersebut sering banyak ditemukan dalam proses Lot sizing, dimana penentuan Lot Size pada tingkat yang lebih bawah perlu membutuhkan teknik yang sangat sulit (multi level lot sizing
tecnique)
2. Lot Sizing.
Dalam suatu proses MRP, terdapat berbagai macam penentuan teknik lot sizing yang diterapkan, sebab proses lotting ini merupakan salah satu fundamen yang penting dalam suatu sistem rencana kebutuhan bahan. Pemakaian serta pemilihan teknik-teknik lot sizing yang tepat sesuai dengan situasi perusahaan
akan sangat membantu dan mempengaruhi keefektifan dari rencana kebutuhan bahan sehingga dapat memperoleh hasil yang lebih memuaskan.
Hingga kini telah banyak dikembangkan oleh para ahli mengenai teknik-teknik penetapan ukuran lot. Sampai saat ini teknik ukuran lot dapat dibagi menjadi 4 bagian besar, yaitu :
1. Teknik ukuran lot untuk satu tingkat dengan kapasitas tak terbatas. 2. Teknik ukuran lot satu tingkat dengan kapasitas terbatas.
3. Teknik ukuran lot banyak tingkat dengan kapasitas tak terbatas. 4. Teknik ukuran lot banyak tingkat dengan kapasitas terbatas.
Dilihat dari cara pendekatan pemecahan masalah, juga terdapat dua aliran, yaitu pendekatan level by level dan period by period. Nampak jelas dalam hal ini bahwa teknik lot sizing masih dalam tehap perkembangan, khususnya untuk kasus multi level
3. Lead Time
Suatu proses perakitan tidak dapat dilakukan apabila item-item yang diperlukan dalam proses perakitan tersebut tidak tersedia dilokasi perakitan pada saat diperlukan. Dalam proses tersebut perlu diperhitungkan masalah networknya yang dilakukan berdasarkan lintasan kritis, saat paling awal, atau saat paling lambat, atau suatu item dapat selesai. Persoalan yang penting dari masalah ini bukan hanya penentuan ukuran lot size pada setiap level akan tetapi perlu mempertimbangkan masalah lead time serta networknya yang ada.
4. Kebutuhan yang Berubah
Salah satu keunggulan MRP dibanding dengan teknik laiinya adalah mampu merancang suatu sistem yang peka terhadap perubahan-perubhan, baik yang datangnya dari luar maupun dari dalam perusahaan itu sendiri. Kepekaan ini bukan tidak akan menimbulkan masalah. Adanya perubahaan kebutuhan akan produk akhir tidak hanya mempengaruhi kebutuhan akan jumlah penentuan jumlah kebutuhan yang diinginkan, akan tetapi juga tempo pemesanan yang ada. 5. Komponen Umum
Komponen umum yang dimaksudkan dalam hal ini adalah komponen yang dibutuhkan oleh lebih dari satu induknya. Komponen umum tersebut dapat menimbulkan suatu kesulitan dalam proses perencanaan kebutuhan bahan khususnya dalam proses netting dan lot sizing. Kesulitan-kesulitan tersebut akan semakin terasa apabila komponen umum tersebut ada pada level yang berbeda. 2.1.4. Biaya-Biaya yang Timbul Dari Persediaan
Biaya-biaya yang ditimbulkan dari persediaan antara lain : 1. Biaya Penyimpanan
Besarnya biaya penyimpanan tergantung dengan banyaknya persediaan yang dilakukan, semakin besar kualitas barang yang disimpan maka semakin besar pula biaya yang dikeluarkan.
Biaya-biaya penyimpanan antara lain : a. Biaya penyediaan fasilitas penyimpanan. b. Biaya kadaluarsa
c. Biaya perhitungan fisik dan pembuatan laporan. d. Biaya asuransi persediaan
e. Biaya pajak persediaan f. Biaya penanganan persediaan 2. Biaya Pemesanan
Setiap proses pemesanan, perusahaan menanggung biaya antara lain : a. Expedisi
b. Pengepakan dan penimbangan c. Pemeriksaan
3. Biaya Kekurangan Persediaan Barang
Biaya yang timbul ketika persediaan yang ada tidak mencukupi kebutuhan proses produksi, antara lain :
a. Biaya akibat kehilangan penjualan b. Biaya akibat kehilangan pelanggan
c. Biaya pemesanan khusus untuk pemesanan persediaan yang telah habis