Pengukuran Ketebalan Pipa ... (Pranto S,dkk}
PENGUKURAN KETEBALAN PIP A PENDING IN SEKUNDER UNTUK PEMANTAUAN ASPEK PENUAAN PIP A PENDINGIN SEKUNDER RSG-GAS
Pranto Busono, Aep Saepudin Catur, Amril, Royadi
ABSTRAK
PENGUKURAN KETEBALAN PIPAPENDINGIN SEKUNDER UNTUK PEMANTAUAN ASPEK
PENUAAN PIP A PENDINGIN SEKUNDER RSG-GAS. Sistem pendingin sekunder didesain untuk membuang panas yang dilepaskan sistem primer termasuk panas yang ditimbulkan oleh pompa primer dan sekunder pada operasi reaktor dengan daya nominal ke atmosfir melalui menara pendingin evaporatif. Untuk menunjang keselamatan operasi reaktor, maka harus dilakukan pemeliharaan terhadap Struktur, Sistem dan Komponen (SSK) reaktor.Pipa pendingin sekullder merupa!~an aset yang penting pada pengoperasian reaktor, yaitu sebagai komponen dalam sistem penyaluran air pendingin reaktor. Tujuan penulisan untuk mengetahui kondisi pipa pendingin sekunder, laju penipisan pipa sekunder, prediksi umur pipa dalam rangka pemantauan aspek penuaan pipa.Pengukuran ketebalan pipa menggunakan metode Non Destructive Testing berupa Ultrasonic Testing (UT).Dari data hasil pengukuran diperoleh tebal rata-rata 7,323 mm (tahun 2009) dan tebal rata-rata 6,956'rom (tabun 2015). Perhitungan ketebalan pipa minimum dilakukan dengan memperhitungkan baban pipa, tekanan kerja dan dimensi pipa. Dari hasil perhitungan diperoleh bahwa ketebalan pipa minimum yang masih dijinkan adalah 4,766 mm. Perhitungan laju penipisan didasarkan pada perubahan ketebalan pipa berbanding waktu operasi. Besarnya laju penipisan pipa adalah 0,061 mm/tabun. Pipa pendingin sekunder diprediksi mampu berumur 35,9 tabun lagi.
Kata kuncl :s'!!em pendingin sekunder, laju penipisan pipa, prediksi umur pipa.
ABSTRACT
THICKNESS MEASUREMENT
OF SECONDARY COOLING PIPE FOR MONITORING ASPECTS OF
AGING OF THE RSG-GAS SECONDARY COOLING
Secondary cooling system is designed tu remove the heat that is released by primary system including the heat generated by the primary and secondary pumps in operation of the reactor with nominal power to the atmosphere through evc:porative cooling tower. To support the safe operation of ~he reactor, then it should do the maintenance of the structures, sy~t!3ms and components (S:;Cs) reactor. Secondary coolant pipe is an importmlt asset to the operation of the reactor at which the function is to deliver the water coolant system. The purpose of this paper is to determine the condition of the secondary coolant pipe, the rate nf depletion of the secondary pipe, the pipe life prediction in ot'der to monitor aspects of aging pipes. Measurement of the thickness of the pipe is using a method such as Non Destructive Testing U/trasomc Testing ([JT). From the measurement data obtained average thickness 7.323 mm (2009) mId the average thickness 6.956 mm (2015). The calculation of minimum pipe thickness is done by calculating the pipe material, work pressure and pipe dimensions. From the calculation it is obtained that the minimumthickness of the pipe is still permitted of 4.766 mm. The calculation of the rate of depletion is based on changes in the pipe thickness versus operating time. The magnitude of the rate of depletion of the pipe is 0.061 mm / year. Seccr,dary coolant pipe predicted to operate 35.9 years old
KeywlH'ds: StXondiuy cooling system, the rale "f depletion of the pipe, the pipe life prediction.
1.
PENDAHULUANSalah satu pemanfaatan teknologi nuklir adalah pengoperasian reaktor riset atau reaktor non daya sebagai sarana pengemba:lgan ilmu pengetahuan dan teknologi untuk kesejahteraan manusia.Reaktor Serba Guna G.A.Siwabessy (RSG-GAS) me;upakan reaktor riset dengan daya nominal 30 MW yang dalam
pengelolaannya harus memenuhi
persyaratankeselamatan. Struktur, Sistem dan Komponen (SSK) reaktor harus senantiasa dalam kondisi baik sehingga persyaratan keselamatan tetap terpenuhi.
Sistem pendingin sekunder merupakan rangkaian terbuka yang menyediakan air dingin untuk memindahkan dan membuang panas dari sistem pendingin primer hasil reaksi di teras reaktor, ke atmosfir melalui modul menara pendingin dengan cara penguapan.Sistem pendingin sekundcr dilengkapi beberapa komponen antara lain: 2 unit menara pendingin (7 modul), 3 buah pompa dan sistem perpipaan. Pip a sistem sekunder terdiri atas pipa isap utama yang paralel PA-Ol BR-OI dan PA-02 BR-Ol.
Pipa merupakan aset yang penting pada pengoperasian reaktor, yaitu sebagai komponen dalam sistem penyaluran air pendingin reaktor.Pipa yang mengalami kegagalan akan menyebabkan kerugian yang besar bagi semua pihak yang terkait pengoperasian reaktor tersebut. Oleh karena itu, 132
Prosiding Seminar Nasional Teknofogi dan Apflkasi Reaktor Nuklir PRSG Tahun 2016
analisis terhadap ketebalan pip a tersebut sangat dibutuhkan untuk menghindari terjadinya kegagalan pipa pada saat beroperasi.Pengukuran ketebalan dinding pipa sekunder akan terus dilakukan secara rutin untuk mengetahui laju penipisan pipa.Pemantauan ketebalan pipa ini sebagai implementasi dari:
• Program Perawatan RSG-GAS Nomor: 001.001/ RN 0002/ RSG 3, tertanggal, 21 Desember 2015. • Program Penuaan RSG-GAS Nomor: 002.001/ RN
00 02 / RSG 3, tertanggal 1 April 2015.
• Penilaian Keselamatan Berkala (PKB) bab V tentang Aspek Penuaan
Tujuan penulisan ini adalah untuk mengetahui kondisi pipa pendingin sekunder, sehingga dapatdiketahui laju penipisan pipa sekunder berdasarkan hasil pengukuran yang pernah dilakukan pada tahun 2009 dan 2015.Dengan diketahui laju penipisan pipa dan ketebalan minimum pipa, maka dapat diprediksi umur pipadalam rangka pemantauan aspek penuaan pipa.
Pemeriksaan dilakukan secara inspeksi visual dan pemeriksaan ketebalan pipa dengan menggunakan
ultrasonic thickness gauge
.Berdasarkan pcngukuran ketebalan pipayang tel an dilakukan (terutama di daerah kritis,elbow, T-joint, atall reducer)
dan spesifikasi pipa sekundermaka ruang lingkup penulisan dibatasi pada perhitungan ketebalan minimum pipa yang diperbolehkan, perhitungan laju penipisan pipa dan prediksi umur pipa sekunder.ISBN 976-602-6423-00-9
Sistem perpipaan pada reaktor RSG-GAS berfungsi untuk mengangkut dan mensirkulasikan air pendingin reaktor.Sistem pendingin sekunder menggunakan pipa baja karbon ASTM A53-B DN 500 Sch 10 dengan diameter nominal 508 mm. Spesifikasi pipa-pipa penyusun sistem pendingin sekunder RSG-GAS, ditunjukkan pada tabel 1.
20"
9 401 236
2.
DASAR TEORI
2.1.
Pengertian Dasar Pipa
Nomenklatur pipadidefinisikan berdasarkan suatu code/standard (ASME, DIN, API dan lain-lain).Ukuran pipadinyatakandalam NPS
(Nominal
Pipe Size),
dimana NPS menyatakan diameter luar danschedule
menyatakan ketebalan pipa.Dalam skala MetrikNPS setaradcng<!nDNatau"Nominal Diameter" .Dalam standarISOpenggunaan metrik berlakuuntuk semuapi!,a,-baikitupipa gas alam, pipa minyak, danpipa lain-lain.Tabel 2 menunjilkkan ukuran penyebutan pipa ukuran nominal pipa.Tabel2. Diameter nominal dan ukuran normal pipa Diameter Nominal Nominal Pipe Size
DN (rom)6 NPS (inches) 1/8 8 1f4 10 3/8 15 Y2 20 % 25 1 32 I1f4 40 lYz 50 2 65 2Yz 80 3
Schedule menyatakan ketebalan pipa, dimana schedule tersebut dinyatakan dengan angka (5, 5S, 10, lOS, 20, 20S, 30, 40, 40S, 60, 80, 80S,100, 120, 140,160). Pipa dengan diameter nominal yang samabisa mempunyai ketebalan yang berbeda sesuai
Diameter Nominal Nominal Pipe Size DN (mm) NPS (inches) 100 4 150 6 200 8 250 10 300 12 350 14 400 16 450 18 500 20 550 22 600 24
dengan schedule. Sebagai contoh pipa dengan NPS 20 atau DN500 dengan schedule 10 maka tebalnya 6,350 mm, sedangkan schedule 20 tebalnya 9,525mm dan schedule 30 tebalnya 12,700 mm. Ketebalan pipa seperti ditunjukkan pada tabel 3 di bawah.
Tabel3. Ukuran diameter dan ketebalan pipa
Pengukuran Ketebalan Pipa ... (Pranto B, dkk)
BB
OD IWall thickness
I(in (mm)]
(in (mm)]
I
SCH 5s
I~I
SCH 10s
II
SCll 10
JI
SCll 20
II
SCH 30
I
SCH
STD/40S
GI2501
10.75
0.134
0.165
0.134
0.165
0.250
0.307
0.365
(273.05)
(3.404)
(3.404)
(4.191)
(4.191)
(6.350)
(7.798)
(9.271)
013°°1
12.75
0.156
0.180
0.165
0.180
0.250
0.330
0.375
(323.85)
(3.962)
(4.191)
(4.572)
(4.572)
(6.350)
(8.382)
(9.525)
GI
350
I
14.00
0.156
0.188
0.156
0.250
0.312
0.375
0.375
(355.60)
(3.962)
(3.962)
(4.775)
(6.350)
(7.925)
(9.525)
(9.525)
GI4001
16.00
0.165
0.188
0.165
0.250
0.312
0.375
0.375
(406.40)
(4.191)
(4.191)
(4.775)
(6.350)
(7.925)
(9.525)
(9.525)
014501
18.00 ~
0.165
0.188
0.165
0.250
0.312
0.437
0.375
(457.20)
(4.191)
(4.191)
(4.775)
(6.350)
(7.925)
(11.100)
(9.525)
81500
I20.00
0.188
0.250
0.188
0.218
0.375
0.500
0.375
(508.00)
(4.775)
(4.775)
(5.537)
(6.350)
(9.525)
(12.700)
(9.525)
!22 !1550
I22.00
0.188
0.218
0.250
0.188
0.375
0.500
0.375
(558.80)
(4.775)
(4.775)
(5.537)
(6.350)
(9.525)
(12.700)
(9.525)
016°°1
24.00
0.218
0.250
0.218
~o
0.375
0.562
0.375
(609.60)
(5.537)
(5.537)
(6.350)
(6.350)
(9.525)
(14.275)
(9.525)
J2.2.
Prinsip Dasar Uji Ultrasonik
Keterangan :
Initial Pulse Crack Echo
m~rasonic Testing (UT) me;upakar. salah satu
metode_Non Destructive Testing yang mengguP:ikan
energi
suara
tTekuensi tinggi.Metode
UT
bisa
digunakan untuk <!eteksi cacat, evaluasi material,
pengukuran dimensi, analisis karakteristik materia:
dan lainnya.
Prinsip dasar pengujian ultrasonik (UT) seperti
ditunjukkan pada Gambar I.Prinsi~ yang digunakan
adalah prinsip gelombang suara.Gelombang suara
yang dirambatkan pada spesimen uji, kemudian sinyal
yang
ditransmisi
atau
dipantulkan diamati
d30
interpretasikan.Gelombang ultrasonik yang digunakan
memiliki ftekuensi 0.5 -
20 MHz. Gelombang
ultrasonik ini dibangkitkan olch transducer dari bahan
piezoelektrik yang dapat mengubah energi listrik
menjadi energi getaran mekanik kemudian menjadi
energi listrik lagi.
G"mbar 1. Prinsip dlUar ujl ultrasonik
=
Pulsa inisial yang pertama
=
Echo cacat pada material
Garak posisi dari kec!\catan
yang ada pada bahan)
Back Surfa.::eEcho
=
Echo pantulan balik dari
bahan (ketebaIan bahan)
Pemeriksaan tebal bahan atau adanya cacat
dalam bahan dengan gelombang ultrasonik dapat
dilakukan dengan tiga cara yaitu : teknik resonans~
teknik transmisi dan teknik gema. Dari ketiga teknik
tersebut, teknik gema kontak langsung paling sering
digunakan pada pemeriksaan di lapangan.
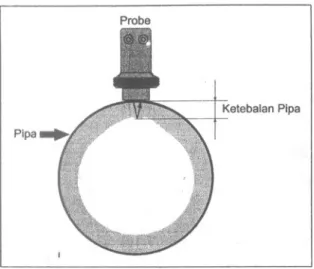
I1ustrasi pengukuran ketebalan pipa dengan uji
ultrasonik seperti ditunjukkan pada Gambar 2 di
bawah ini.
Prosiding Seminar Nasional Teknologi dan ApIikasi Reaktor Nuklir PRSG Tahun 2016
Probe
Gambar 2. Pengukuran keteblilim pipa dengan uji •.dtrasonik
2.3.
Perhitungan
Ketebalan
Pipa
Minimum
dan Laju Penipisan Pipa
Perhitungan ketebalan pipa miilimumdapat dilakukan dengan memakai rumus berikut:
p.n
t
= -
2.S
(1)Dimana :
S = tegangan ijin bahan P
=
tekanan keIja rada pipa D=
diameter nominal pipa t=
ketebalan pipaSedangkan untuk menghitung besarnya laju penipisan pipa dapat dihitung dengan cara :
L
=
t.-t'z
"
(2)Dimana :
/
ISBN 976-602-6423"(){)·9
L
=
laju penipisant1
=
ketebalan pipa pengukuran awal t2=
ketebalan pipa pengukuran awal s=
selang waktu pengukuran3. TATAKERJA
Implementasi kegiatan pemeriksaan ketebalan pipa dan perhitungan Jaju penipisan pipa sistem pendingin RSG-GAS dilakukan melalui beberapa tahap kegiatau, yaitu :
1. Pemilihan segmt:n 2. Penentuan titik pengukuran 3. Proses Pengukuran
4. Perhitungan ketebalan pipa minimum 5. Perhitungan laju penipisan dan prediksi umur
3.1.
Pemilihan Segmen
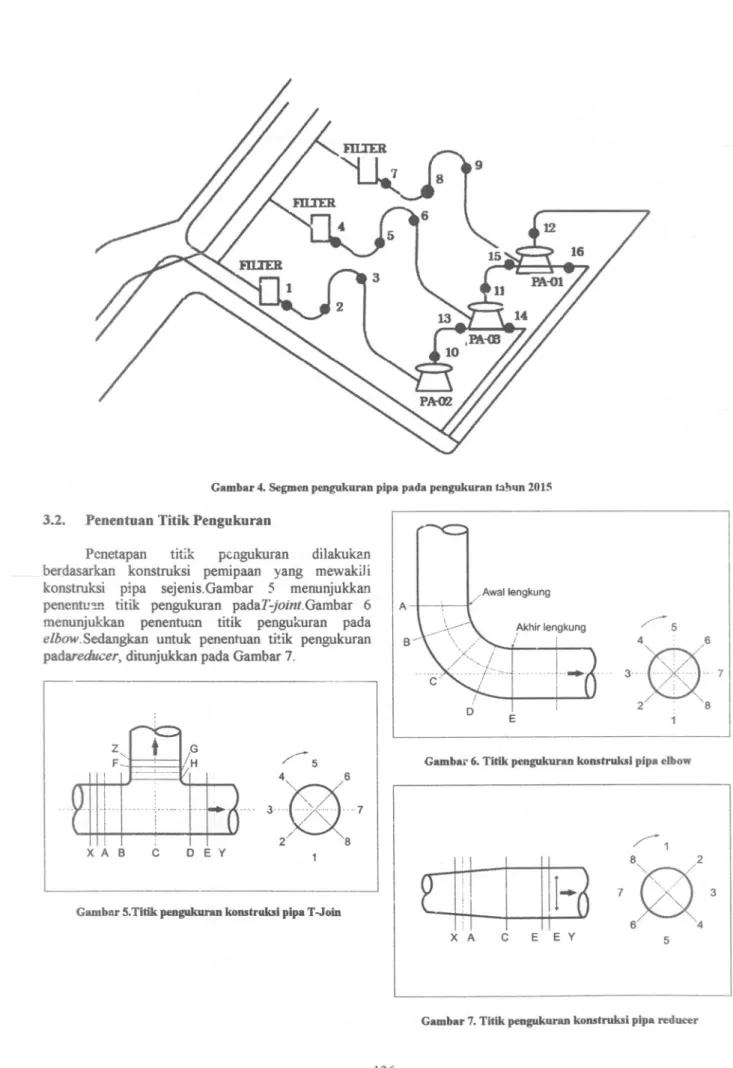
Untuk keperluan pengukuran rangkaian pemipaan sistem pendingin primer reaktor, dibagi menjadi beberapa bagian / segmen berdasarkan konstruksi pipa.Mulai dari pip a lurus, T-Joint, elbow,
expansion dan reducer.Karen11 banyak rangkaian pipa
pendingin sekunder. maka tidak seluruh pipa dilakukan pengukuran tetapi hanya beberapa bagian/segmen saja yang mewakili untuk konstruksi pipa sejenis.Pemilihan segmen didasarkan pada bagiail pipa yang mengalumi laju penipisan paling besar atau daemh kritis. Dat:rah kritis tersebut adalah:elbow, T-joint, expansion atau reducer.
Segmen atau bagian yang mewakili pengukuran berdasarkan konstruksi pipa tersebut sepel
ii
ditunjukkan pada Gambar 3 dan 4 di bawah iniPengukuran Ketebalan Pipa •..{Pranto B. dkk)
Gambar 4. Segmen pengukuran pipa pad a pengukuran ta!11Ul 2015
3.2.
Penentuan Titik Pengukuran
Pcnetapan titik pcngukuran dilakuhn berdasarkan konstruksi pemipaan yang mewakili konstruksi pipa sejenis.Gambar 5 menunjukkan penentu-m titik pengukuran padaT -joint. Gambar 6 menunjukkan penentu:m titik pengubran pada
elbow.Sedangkan untuk penentuan titik pengukuran
padareducer, ditunjukkan pada Gambar 7.
/5
6'Q9
3··
'\
"" ... ····7 ... / 8 2 1Gambai' S.Titik pengukuran konstruksi pipa T -Join
A B ,Awallengkung
./
···· ..f··· ••••. · i EGamba •. 6. Titik pengukuran konstruksi pipa elbow
/1
8l"~
7 ~23 X A C E E Y 6 ' '4 5Prosiding Seminar NasionaJ TeknoJogi dan Aplikasi Reaktor Nuklir PRSG Tahun 2016
3.3.
Proses Pengukuran
Pengukuran ketebalan dilakukan dengan alat ukur ketebalan ultrasonik yang bekerja berdasarkan pantulan pulsa gelombang ultrasonik. Alat yang digunakan merek StressTell tipe T-MIKE EL. Probe yang digunakan adalah probe normal dengan kristal ganda (twin probe). Kuplan berupa jeli atau oli, adalah media perambat gelombang dari probe ke benda uji.
ISBN 976-602-6423-00-9
Sebelum dilakukan pengukuran, alat dikaJibrasi untuk menentukan kecepatan rambat gelombang ultrasonik di dalam material pipa. Untuk memperoleh hasil yang tepat, kalibrasi dilakukan menggunakan pipa dengan spesifikasi yang sarna serta ketebalan yang sudah diketahui. Proses kalibrasi seperti ditunjukkan pada Gambar 8 di bawah ini.
GlUJ'lbar 8.Proses kalibrasi ;;Jtrasonik tes Pengukuran dilakukan T-Joint, elbow, atau
reducer yang telah ditentukan b~rdasarkan point 3.1 dan 3.2
3.4. Perhitungan ketebalan pipa minimum
Perhitungan ketebalan minimum pipa menggunakan persamaan 1
3.5. Perhitungan laju penipisan dan prediksi umur
pipa
Perhitungan laju penipisan dan prediksi umur pipamenggunakan persamaan 2.
4.
BASIL DAN PEMBAHASAN
No. Identifikasi : 54.1. Basil
Telah dilakukan pengukuran ketebalan pipa pendingin sekunder pada berbagai posisi.Pengukuran ketebalan pipa pendingin sekunder yang dilakukan pada tahun 2009 dapat dilihat pada tabel 4.Sedangkan hasil pengubran ketebalan pipa pendingin sekunder yang rlilakukan padatahun 2015 dapatdilihat pada tabel 5.
Tabel4.Hasil pengukuran ketebalan pendingin sckunder pada tahun 2009
Elbow: 90° 1 2345678
A
7,858,258,647,497,257,067,628,13B
7,467,087,947,756,957,347,547,64 C 7,587,666,968,067,217,347,457,78D
E 7,477,117,897,757,657,247,497,60 7,356,937,437,727,457,337,297,19Pengukuran Ketebalan Pipa .•.(pranto B, dkk} -B 7,857,067,587,507,387,046,986,85 C 7,047,387,157,547,827,807,327,09
D
7,466,967,127,657,907,757,257,34E
7,107,297,216,887,627,627,037,06No. Identifikasi : 7
Elbow: 90°
1 2345678 A 6,656,736,826,447,017,167,117,01
B
6,746,656,726,947,187,347,126,71 C 6,866,667,027,017,147,157,156,82D
E
6,916,856,816,856,957,366,757,15 6,876,766,526,856856,726,906,59No. Identifikasi : 8 Reducer
1 234
A
9,609,498,739,76 C 10,1910,629,809,93E
10,7510,9311,0510,42No. Identifikasi : 9 Reducer
1 234 A 9,719,628,899,50 C 9,458,588,638,92
E
7,82 7,77 7,63 7,58No. Identifikasi : 10 Reducer
1 234 A 11,8212,2512,1412,07 C 11,0911,0511,311] ,21
E
9,8910,239,939,91No. Identifikasi : 21
Elbow: 90°
1 2345678 A 8,867,096,937,596,806,867,037,70
B
7,046,966,806,866,916,797,187,29 C 7,156,806,836,786,876,657,157,25D
7,986,826,766,697,016,857,167,06E
7,006,6S6,836,727,506,837,017,20No. Iuentifikasi : 22
Elbow: 90°
1 2345678
A
7,657,337,094,927,306,837,247,53-B
7,767,867,557,287,027,477,057,7 C 7,697,597,537,217,447,018,307,931)
7,137,697,326,897,357,087,417,66E
7,327,307,136,707,567,337,257,30No. Identifikasi : 23
Elbow: 90°
1 2345678 A 7,726,687,487,206,537,047,467,87
B
8,088,097,427,356,737,897,088,12 C &,197,317,187,586,906,937,278,11D
8,077,237,036,657,387,567,357,97E
7,287,227,127,077,667,407,417,91 138Prosiding Seminar Nasional Teknologi dan Aplikasi Reaktor Nuklir PRSG Tahun 2016
No. Identifikasi : 24 Elbow: 90°
ISBN 976-602-6423-00-9 1 2345678
A
9,1510,309,769,7010,459,389,529,48 B 9,6910,0410,1210,439,739,429,619,79 C 9,4710,0910,109,9810,389,869,489,81Tabel5. Hasil pengukuran ketebalan pendingin sekunder pada tahun 2015 No. Identifikasi : 1 Nomor HasiIPengukuran No. Identifikasi : 2 Nomor HagiIPengukuran No. Identifikasi : 4 Nomor HasiIPengukuran No. Identifikasi : 7 Nomor HasiIPent;'Jkuran 4.2. Pembahasan
Dari data hasil pengukuran, ternyata tidak semua segmen dapat diukur. Sebingga hanya beberapa st:gmen ~aja yang memiliki data pengukuran yang lengkap (data pengukuran tabun 2009 dan 2015)
Elbow: 90° Elbow: 90° Elbow: 90° Elbow: 90° Elbow: 90° Elbow: 90°
berdasarkan pemilihan lokasi. Segmenyang bersesuai tersebut terdapat pada elbow setelahkeluar dari filter mekanik. Teb~l rata-rata hasil pengukuran tersebut riapat dilihat pada
tabel
6, berikut.Tabel6.Segmen yang bersesuaian pad ••pengukuran tahun 2009 dan 2015. Jenis segmen Pengukuran tabunPengukurantabunTebal rata-rat& tahunTebal rata-rata tabun
2009 201520092015 elbow Segmen no 5Segmen no 2 7,523 6,738
+
0,300") elbow Segmen no 6Segmen no 5 7,471 6,745+
0,300') elbow Segmen no 7Segmen no 8 6,974 6,485+
0,300') reducer Segmen no 8Segmen no 10 10,105 Tidak ada datareducer
Segmen no 9Segmen no 11 8,673 Tidak ada data
reducer
Segmen no 10Se!'men !'IO12 11,075 Tidak ada data
elbow
Seu;men no 21Segmen no 9 7,213 Tidak ada data
elbow
Segmen no 22Segmen no 6 7,664 Tidak ada data
elbow
Segmen no 23Segmen no 3 7,712 Tidak ada data
Rata-rata
7,323 6,656
+
0,300')Dari data pengukuran diperoleh tebal rata-rata pada segmen yang saling bersesuaian adalah: 7,323 mm (hasil pengukuran tahun 2009) dan 6,956 mm (hasil pengukuran tahun 2015)
Perhitungan laju penipisan pipa
Berdasarkan hasil pengukuran di atas maka yang bisa ditentukan laju penipisan hanya pada segmen no 5, 6 dan 7 (pengukuran tahun 2009) dengan segmen no 2, 5 dan 8 (pengukuran tahun 2015). Dengan menggunakan persamaan 2, besamya laju penipis~n pipa yaitu sebesar :
l. _
t1-t::
!IDimana : L
=
laju penipisant}
=
ketebalan pipa pengukuran awal=
7,323 mm t2 = ketebalan pipa pengukuran akhir = 6,656 mm s=selang waktu pengukuran =2015 - 2009 =6 tahun Sehingga besamya laju penipisan pipa L = (7,323 -6,956) mm/ 6 tahun = 0,061 mm/tahun.Perhitungan tebal minimum pipa
Untuk menghitung tebal minimum pipa yang dijinkan dapat digunakaI! persamaan 1, yaitu :
P.D
t=--25
Dimana :S
=
tegangan ijin bahan cry pipa=270 N/mm2Ak
=
angka keselamatan beban dinamis (2,5 sid 7) diambil nilai 5S =-tekanan ijin bahan = (~) =270 N/mm21 5=54
N/mm2
=
54.106 N/m2P
=
tekanan keIja pompa= 10 bar = 10 x 1,0133 . 10s Pa = 1,0133 . 106
N/m2
D
=
diameter nominal pipa (DN5CO) = 508 mm = 0,508 m=
ketebalan pip a,Pangukuran Kateba/an Pipa ... (Pranto B, dkk)
maka diperoleh nilai ketebalan pipa, adalah :
?.D
t=
z.s
=
(1,0133 . 106 x 0,508)/(2 x 54. 106)=
0.004766 m=
4,766 mmPrediksi umur pipa
Dengan kondisi tebal pipa hasil pengukuran tahun 2015 rata-rata sebesar 6,956 mm, tebal minimum yang diijinkan sebesar 4,766 mm dan laju penipisan sebesar 0,061 mm/tahun, maka dapat diprediksi umur pipa mampu bertahan selama :
Prediksi umur pipa
=
(6,956 - 4,766)mm/0,061 mm/tahun
=
35,9 tahun 5. KESIMPULANDari hasil pembahasan di atas dapat diperoleb kesimpulan sebagai berikut:
Lajn penipisan pipa sekunder pad a bagian bagian yang paling kritis yaitu pada elbow sebesar 0,061 mm/tahun.
Dengan laju penipisan pada ketiga elbow sebesar 0,061 mm/tahun maka diprediksi umur pipa mampu bertahan selama 35,9 tahun.
6. DAFTAR PUSTAKA
1. ASME, Standard ASME B36.19M-2004. Revision of ANSI/ASME B36.19M-1985.
2. ROZIQ HIMA WAN, SRIYONO,
SY AFRUL, HENDRA PRASETY A,
"Analisis Ketebalan Pipa Pendingin Sekunder RSG-GAS" Sigma Epsilon Volume 12 No 3. Tahl!n 2008 ISSN 0853 - 9103.
3. ASME B31.3 Process Piping Guide Revision 2 Chapter 17 Pressure SafeLY Section D20-B31.3-G Rev. 2, 3/10109.
4. Laporan hasil pengukuran ketebalan pipa pada sistem pendingin sekunder reaktor serb a guna G.A. Siwabessy tabun 2009 dan tahun 2015.