PAGE I
Prosiding
Seminar Nasional Energi dan Teknologi
Menegakkan Kemandirian Bangsa dengan Transformasi Teknologi,
Rekayasa Energi dan Infrastruktur berwawasan Lingkungan
vi, 550 halaman
Hak Cipta Dilindungi Undang-undang
Copyright @ 2017
ISSN: 2527-3108
Reviewer:
Dr. Ir. Eflita Yohana, M. T. Dr. Ing. Agus Sofwan, M. Eng.
Editor:
Elma Yulius., S.T., M.Eng. Fitiria Suryatini., S.Pd., M.T. Novi Laura Indrayani., S.Si., M.Eng. Sri Nuryati., S.T., M.T.
Taufiqur Rokhman., S.T., M.T.
Diterbitkan oleh:
Fakultas Teknik
U iversitas Isla “ Bekasi
Alamat Penerbit:
Jl. Cut Meutia 83 Bekasi 17113
Telp. (021) 88344436 - Fax. (021) 88344436
Website: http://www.ftunismabekasi.ac.id
PAGE II
KATA PENGANTAR
Assalamu’alaikum Warahmatullahi Wabarakatuh
Puji syukur dipanjatkan ke hadlirat Allah SWT atas segala rahmat dan hidayahNya yang
telah diberikan kepada kita semua, sehingga buku Prosiding Seminar Nasional dan Teknologi
pada tanggal 9 Mei 2017 di Hotel Horison Bekasi dapat terwujud.
Buku prosiding tersebut memuat sejumlah naskah hasil penelitian yang telah dilakukan oleh
Bapak/Ibu dosen UNISMA dan perguruan tinggi lain serta mahasiswa, yang dikumpulkan
dan disusun oleh tim dalam kepanitiaan Seminar Nasional. Oleh karena itu, dalam
kesempatan ini perkenankan kami mengucapkan terima kasih kepada:
1.
Rektor UNISMA Bekasi, Bapak Dr. Nandang Najmulmunir, M.Si yang telah
memfasilitasi semua kegiatan Seminar Nasional Energi dan Teknologi (SINERGI
2017)
2.
Dekan Fakultas Teknik UNISMA, Bapak H. Sugeng, S.T., M.T. yang telah banyak
membantu terwujudnya kegiatan Seminar Nasional dan Teknologi.
3.
Narasumber utama dalam Seminar Nasional Energi dan Teknologi (SINERGI 2017)
yang telah bersedia dan berkenan membagikan ilmunya yang sangat bermanfaat.
4.
Bapak/Ibu segenap panitia Seminar Nasional dan Teknologi, yang telah meluangkan
waktu, tenaga, dan pemikirannya demi suksesnya kegiatan ini.
5.
Segenap Bapak/Ibu dosen dan mahasiswa penyumbang naskah hasil penelitian juga
peserta dalam kegiatan ini.
Semoga buku prosiding ini dapat memberi kemanfaatan bagi kita semua, untuk kepentingan
pengembangan ilmu dan teknologi. Di samping itu, diharapkan juga dapat menjadi referensi
bagi upaya pembangunan bangsa dan negara.
Tiada gading yang tak retak. Mohon maaf jika ada hal-hal yang kurang berkenan. Saran dan
kritik yang membangun tetap kami tunggu demi kesempurnaan buku prosiding ini.
Wassalamu’alaikum Warahmatullahi Wabarakatuh
Bekasi, 5 Mei 2017
Ketua,
PAGE III
DAFTAR ISI
KATA PENGANTAR ... iii
DAFTAR ISI ...iv
MAKALAH PENDAMPING ... vii
Sistem Pengontrol Otomatik Berbasis ATMEGA 8535 untuk Mass Flow Controller OMEGA FMA 2800 ... 1
Analisis Kinerja Flyback Current-Fed Push-Pull Dc-Dcconverter Pada Mode Boost ... 9
Prototype Rumah Dc Jatinangor sebagai Sumber Listrik Pedesaan ... 12
Studi Keselamatan Pembangkit Listrik Tenaga Nuklir ... 17
Upgrading Sistem Instrumentasi Dan Kontrol Proses Berbasis Safety Instrumented System pada Fasilitas Pemurnian Uap di Geothermal Power Plant ... 24
Karakteristik Pipa Baja Karbon API 5l-X65 Dengan Metoda Pembebanan Tiga Titik Pada Lingkungan Gas H2s Kondisi Jenuh Co2 Dalam Larutan Asam Asetat... 33
Perancangan Koordinasi Relai Arus Lebih pada Gardu Induk dengan Jaringan Distribusi Spindle ... 40
Rancang Bangun Electromagnetic Bootstrap sebagai Gate Driver pada Mosfet ... 50
Roadmap Layanan dan Teknologi untuk Pengembangan SmartCity Menggunakan Metode Analytic Hierarchical Process ... 60
Perancangan Antena Mikrostrip Patch Segi Empat untuk Aplikasi Pita Lebar ... 66
Analisis Performansi Mobile IPV6 Suite Pada Wireless Local Area Network Dengan Menggunakan Network Simulator 2 ... 70
Analisis Performansi Protocol For Unified Multicasting Trough Announcement (PUMA) pada Manet Menggunakan Network Simulator 2 ... 78
Analisa Pengukuran Gain Pada Real Time Audio Analyzer ... 88
Analisis Kegagalan Transformator Berdasarkan Hasil Pengujian DGA ... 98
Analisis Peningkatan Efisiensi Penggunaan Energi Listrik pada Sistem Pencahayaandan Air Conditioning di Gedung Graha Mustika Ratu... 107
Perancangan dan Redesain Sistem Pengendalian Tekanan Pada Gas Metering Station Menggunakan Metode Neuro Fuzzy ... 122
Perencanaan dan Implementasi Manajemen Pengguna Hotspot Menggunakan RB-750 Pada Fakultas Teknik Universitas Majalengka ... 138
Sistem Pendukung Keputusan Pemberian KreditMenggunakan Metode Analytical Hierarchy Process ... 155
Implementasi Sistem Kendali Lepas Landas Quadrotor Menggunakan Pengendali Proporsional-Integral-Derivatif (PID) ... 160
Analisis Dan Perancangan Perbandingan Kompresi Citra dengan Metode Joint Photographic Expert Group Dan Burrows-Wheelers Transform Menggunakan Matlab ... 171
Perancangan Sistem Informasi Geografis Rute Angkutan Umum di Kabupaten Majalengka Berbasis Web Menggunakan Metode DIJKSTRA ... 176
Sistem Pendeteksi Kesuburan Tanah Pada Desa Cihaur Kelompok Tani Bina Mandiri ... 191
Teknologi Mobile Sebagai Media Belajar Menggunakan Augmented Reality Untuk Pelajaran Anatomi Tubuh Manusia ... 199
Perancangan Sistem Pakar Diagnosa Penyakit Menular Seks Menggunakan Metode Case Based Resioning dengan Teknik Forward Chaining Berbasis Mobile Android ... 210
PAGE IV
Sistem Monitoring Jaringan dan Optimalisasi Manajemen Bandwidth Dengan Algoritma Htb (Hierarchical Token Bucket) Pada Zabbix Dengan Notifikasi Sms Gateway Dan Email(Studi Kasus Dinas Komunikasi dan
Informatika Kab. Bogor)... 231
Assessment Capability Level pada Bidang Teknologi Informasi Menggunakan Cobit 5... 246
Simulasi Finite Element Pengaruh Side Crack Terhadap Karaktristik Getaran Plat Alumunium ... 253
Kajian Performansi Pengering Pompa Kalor Untuk Pengeringan Produk Hasil Pertanian ... 260
Analisa Sifat Mekanis Pada Sambungan Micro Friction Stir Welding Material Aluminium AA 1100 Dengan Menggunakan Putaran Tinggi ... 269
Pengaruh Inhibitor Na2WO4 Terhadap Laju Korosi Pada Aluminium Paduan 7075 Dilingkungan 3,5% NaCl . 278 Pengaruh Temperatur Larutan Electrolit Dan Jarak Elektroda Terhadap Laju Korosi Pada Hasil Pelapisan Electroplating Hard Chrome ... 286
Sifat Mekanik Micro Friction Stir Welding Pada Plat Alumunium AA 1100 Dengan Ketebalan 400 µm ... 292
Sifat Tarik Komposit Serat Daun Agel Tanpa Perlakuan Kimia Dengan Matrik Polyester Dan Epoxy ... 297
Perbaikan Ketahanan Korosi Dan Fatik Korosi Las MIG AA5083 Melalui Inhibitor Molybdate ... 307
Rancang Bangun Aplikasi Android Security Status Sebagai Pengendali Prototype Sistem Keamanan Berbasis ARDUINO UNO R3 ... 316
Analisa Pengaruh Layer Pada Kerja Artificial Neural Network Untuk Optimasi Efisiensi Penggunaan Bakar Kendaraan Sistem Injeksi ... 327
Deposisi Lapisan Tipis Dlc (Diamond-Like Carbon) Dengan Teknik CVD (Chemical Vapour Deposition) Pada Permukaan Machinery Steel HQ 805 ... 333
Pengaruh Perlakuan Alkali DAN Lama Waktu Perendaman Terhadap Kekuatan Tarik Serat Tunggal Pelepah Kelapa ... 342
Usulan Perbaikan Perencanaan Produksi Stand Assy Main Di PT. Inti Polymetal Dengan Metode MPS Pure Strategy ... 348
Investigasi Sifat Mekanik pada Sambungan Pengelasan Plat Aluminium AA 1100 dengan ketebalan 200 µ m menggunakan Metode Micro Friction Stir Welding ... 358
Studi Eksperimental Pengaruh Kecepatan Aliran, Split-Ratio, Dan Diameter Vortex Finder Pada Unjuk Kerja Liquid-Liquid Cylindrical Cyclone (LLCC) ... 364
Replikasi Anatomi Jantung Pada Pasien Penderita Ventricle Septum Defect (VSD) Dengan 3D Printing ... 374
pengaruh Letak Kondisi Batas Jepit Terhadap Karakteristik Getaran Pelat Segiempat Menggunakan Simulasi Modal Analysis ... 381
analisa Komponen Kritis Pada Desain Subsistem Sliding Automatic Guided Vehicles (AGV) Dengan Pembebanan Statis ... 390
Pengendalian Kualitas Dengan Metode Seventool Dalam Upaya Mengurangi Kecacatan Produk ... 399
Pengaruh Variasi Temperatur Annealing Terhadap Proses Drilling Pada Baja S45C ... 410
Pengaruh Penambahan Penghalus Butir AL-5TI-1B Terhadap Kekuatan Tarik Dan Kekerasan Paduan Al-Cu COR ... 419
Perencanaan Mesin Pengolah Sampah Organik Sebagai Bahan Pupuk Tanaman Berdiameter 3 – 5 Mm ... 426
Pengaruh DC-LSNDdan TTT Pada Sambungan Las FSW Aluminium Paduan AA5083-H116 ... 436
Simulasi Pembebanan Eksentrik Pada Nozzle Bejana Tekan Vertikal Berbasis Asme VIII Divisi 1 dengan Variasi Ketebalan Reinforcement Pad ... 447
Pengaruh Variasi Komposisi Penghalus Butir Al-5TI-1B Terhadap Ketangguhan Paduan Aluminium-Tembaga Cor ... 457
Pengaruh Penggunaan Lshx Terhadap Kinerja Mesin Pendingin Dengan Menggunakan Refrigerant HCFC,HFC Dan Hidrokarbon ... 464
Page 348
USULAN PERBAIKAN PERENCANAAN PRODUKSI
STAND ASSY MAIN
DI PT.
INTI POLYMETAL DENGAN METODE MPS
PURE STRATEGY
Dene Herwanto
Program Studi Teknik Industri, Fakultas Teknik, Universitas Singaperbangsa Karawang e-mail: [email protected]
Wahyudin
Program Studi Teknik Industri, Fakultas Teknik, Universitas Singaperbangsa Karawang e-mail: [email protected]
Abstrak
PT. Inti Polymetal seringkali menghadapi permintaan pelanggan yang bersifat fluktuatif atau tidak pasti jumlahnya, terutama permintaan terhadap produk stand assy main. Hal ini menyebabkan pihak Departemen PPC kesulitan dalam melakukan perencanaan produksi, sehingga sering terjadi kelebihan atau kekurangan produksi yang pada akhirnya merugikan perusahaan. Penelitian ini bertujuan untuk meramalkan permintaan produk stand assy main untuk beberapa periode ke depan serta membuat Master Production Schedule (MPS) yang sesuai dengan kondisi fluktuasi permintaan produk, sehingga dapat menekan kerugian yang dialami oleh perusahaan. Hasil pengolahan dan analisis data menunjukkan bahwa metode peramalan yang paling sesuai dengan pola data permintaan produk stand assy main adalah metode regresi linear. Selanjutnya, perencanaan produksi dengan metode MPS (Master Production Schedule) pure strategy dengan 3 shift (69 orang tenaga kerja langsung) memberikan biaya produksi sebesar Rp. 3.106.586.118,-. Perbaikan rencana produksi dilakukan dengan cara mengurangi shift kerja menjadi 2 (dua) shift (46 orang tenaga kerja langsung) yang memberikan biaya sebesar Rp. 2.153.299.816,-. Dengan perubahan rencana produksi ini, perusahaan dapat menekan biaya produksi sebesar Rp. 953.286.302,-.
Kata Kunci: forecasting, perencanaan produksi, master production schedule, pure strategy.
Abstract
PT. Inti Polymetal is often faced with customer demand that is fluctuating or uncertain in number, especially demand for stand assy main product. This causes difficulties to PPC Department in making production planning, so often the excess or lack of production that ultimately harm the company. This study aims to predict the demand of stand assy main product for some period ahead and make the Master Production Schedule (MPS), which correspond to fluctuations in product demand conditions, so as to reduce the losses suffered by the company. The results of processing and analysis of data showed that the forecasting method that best fits the data pattern of demand for products stand assy main is linear regression method. Furthermore, production planning MPS (Master Production Schedule) pure strategy method with 3 shifts (69 direct labor) gives the production cost of Rp. 3,106,586,118, -. Improvements production plan is accomplished by reducing shifts into 2 (two) shifts (46 direct labor) which provides cost Rp. 2,153,299,816, -. With this production plan changes, companies can reduce the production cost of Rp. 953 286 302, -. Keywords: forecasting, production planning, master production schedule, pure strategy
PENDAHULUAN
Perencanaan produksi merupakan kegiatan yang sangat penting dilakukan dalam industri manufaktur. Perencanaan produksi bertujuan untuk menyesuaikan jumlah produk yang harus dihasilkan sesuai dengan jadwal produksi, sehingga proses produksi dapat berjalan dengan lancar dan ekonomis. Perencanaan produksi yang baik dapat meningkatkan keuntungan perusahaan karena mampu meminimalkan biaya produksi dan dapat memenuhi kebutuhan akan permintaan produk. Tujuan perusahaan melakukan perencanaan produksi adalah menetapkan tingkat output secara menyeluruh dalam jangka waktu tertentu untuk menghadapi permintaan customer yang bersifat fluktuatif atau tidak pasti.
Page 349 PT. Inti Polymetal yang berlokasi di Jl. Maligi Raya Lot Q-2B Kawasan Industri KIIC Karawang merupakan perusahaan otomotif yang memproduksi beberapa produk untuk komponen kendaraan bermotor, salah satunya adalah Stand Assy Main. Produk Stand Assy Main dengan kualitas yang baik merupakan komponen yang dibutuhkan oleh perusahaan perakitan kendaraan bermotor yaitu PT. Astra Honda Motor (AHM) selaku pelanggan utama PT. Inti Polymetal.
Selama ini, Departemen PPC PT. Inti Polymetal menghadapi beberapa permasalahan dalam perencanaan produksi. Salah satu permasalahan yang dihadapi oleh Departemen PPC PT. Inti Polymetal ini adalah adanya fluktuasi permintaan yang tidak menentu dari satu periode ke periode lainnya yang menyebabkan kesulitan dalam perencanaan produksi sehingga mengakibatkan terjadinya kekurangan produksi pada waktu tertentu dan kelebihan produksi pada waktu yang lainnya. Permasalahan perencanaan produksi ini seringkali terjadi pada komponen Stand Assy Main yang merupakan pesanan dari PT. Astra Honda Motor (AHM).
Mengingat sangat pentingnya komponen Stand Assy Main bagi pelanggan, maka PT. Inti Polymetal harus membuat rencana produksi untuk komponen ini dengan sebaik-baiknya. Hal ini dilakukan untuk mengantisipasi agar tidak terjadi kelebihan produksi yang menyebabkan produk menumpuk di gudang atau terjadi kekurangan produksi yang menyebabkan kurangnya jumlah stock produk sesuai permintaan pelanggan di gudang. Kekurangan jumlah produksi akan menyebabkan waktu pengiriman produk ke pelanggan menjadi lebih lama dari yang ditentukan, sedangkan kelebihan jumlah produksi akan menyebabkan modal tidak berputar dengan baik. Kedua hal tersebut dapat menyebabkan kerugian bagi perusahaan.
Salah satu cara yang dapat digunakan oleh perusahaan untuk merencanakan produksi adalah dengan melakukan perencanaan agregat. Perencanaan agregat adalah keputusan perencanaan jangka menengah dengan rentang waktu 3 bulan sampai 12 bulan yang akan datang. Dalam rentang ini fasilitas fisik diasumsikan tetap selama masa perencanaan tersebut. Perencanaan ini berupa business plan yang didasarkan atas perkiraan kondisi perekonomian, industri, ataupun persaingan masa datang dan mencerminkan strategi perusahaan dalam mencapai sasaran. Tujuan perencanaan agregat adalah untuk mengembangkan suatu rencana produksi secara menyeluruh yang feasible dan optimal.
Terdapat beberapa metode yang dapat digunakan untuk melakukan perencanaan agregat, salah satunya adalah metode Master Production Schedule (MPS) Pure Strategy yang merupakan metode yang paling banyak dipakai. Penelitian ini akan mengaplikasikan perencanaan agregat pada PT. Inti Polymetal, khususnya untuk produk stand assy main dengan menggunakan pendekatan Master Production Schedule (MPS) Pure Strategy, diantaranya adalah melakukan variasi tingkat persediaan, melakukan variasi jam kerja, melakukan variasi jumlah tenaga kerja dan sub kontrak.
Berkaitan dengan latar belakang sebagaimana yang sudah diuraikan di atas, maka perumusan masalah dalam penelitian ini adalah bagaimana perencanaan produksi stand assy main di PT. Inti Polymetal dengan menggunakan master production schedule (MPS) pure strategy.
Secara garis besar, penelitian ini ditujukan untuk meramalkan permintaan produk untuk beberapa periode ke depan serta membuat Master Production Schedule (MPS) yang sesuai dengan kondisi fluktuasi permintaan produk, sehingga dapat menekan kerugian yang dialami oleh perusahaan.
METODE
Kegiatan perencanaan produksi di PT. Inti Polymetal secara umum menjadi tanggung jawab Departemen PPC. Akan tetapi, saat ini Departemen PPC menghadapi permasalahan fluktuasi permintaan yang tidak menentu dari satu periode ke periode lain yang menyebabkan terjadinya kekurangan atau kelebihan produksi pada perusahaan, dimana kedua-duanya dapat menyebabkan kerugian bagi perusahaan. Untuk itu, perusahaan perlu melakukan pembenahan dalam perencanaan produksinya agar kegiatan produksi yang dilakukan dapat memenuhi permintaan pasar dengan lebih optimal.
Page 350 Gambar 1. Langkah-langkah pemecahan masalah
Sesuai dengan Gambar 1 di atas, penelitian ini diawali dengan studi pendahuluan dan dilanjutkan dengan perumusan masalah dan penetapan tujuan penelitian. Selanjutnya dilakukan pengumpulan data berupa data-data umum perusahaan, data permintaan produk stand assy main tahun 2015, dan data jumlah hari kerja selama tahun 2015. Data-data tersebut merupakan data sekunder yang diperoleh dari Departemen PPC PT. Inti Polymetal.
Pengolahan data dalam penelitian ini terdiri dari beberapa tahapan, yaitu sebagai berikut: 1. Peramalan Permintaan
Peramalan permintaan dilakukan untuk memperkirakan besarnya permintaan konsumen terhadap produk pada satu tahun mendatang. Metode peramalan yang digunakan disesuaikan dengan pola data masa lalu dari permintaan produk di PT. Inti Polymetal. Selanjutnya, dihitung nilai kesalahan peramalan yang digunakan dengan metode MSE (mean square error) dengan rumus berikut:
=
∑(1)
Dimana: MSE = mean square error, e = kesalahan (Error), dan N = banyaknya data.
Untuk memastikan keandalan dari metode peramalan yang terpilih, digunakan metode analisis tracking signal.
Page 351 Setelah peramalan permintaan dari pelanggan, langkah berikutnya adalah membuat perencanaan produksi, yaitu dengan menyusun MPS (Master Production Schedule). Strategi perencanaan produksi yang digunakan dalam penelitian ini adalah strategi murni (pure strategy).
HASIL DAN PEMBAHASAN
Data-data yang diperlukan dan dapat dikumpulkan dalam penelitian ini ditunjukkan pada Tabel 1 dan Tabel 2 berikut.
Tabel 1. Data Permintaan Produk Stand Assy Main Tahun 2015
No Periode Jumlah Demand (pcs)
1 Januari 58.296
2 Februari 57.220
3 Maret 60.034
4 April 57.400
5 Mei 44.242
6 Juni 51.310
7 Juli 41.094
8 Agustus 67.835
9 September 64.900
10 Oktober 67.000
11 November 54.900
12 Desember 42.600
Total 666.831
Tabel 2. Data Jumlah Hari Kerja Setiap Bulan Tahun 2015
No Periode (t) Jumlah Hari Kerja
1 Januari 20
2 Februari 20
3 Maret 21
4 April 21
5 Mei 20
6 Juni 22
7 Juli 14
8 Agustus 22
9 September 21
10 Oktober 21
11 November 22
12 Desember 20
Kedua tabel di atas menunjukkan data-data jumlah permintaan produk stand main assy dan jumlah hari kerja setiap bulan selama tahun 2015. Data-data tersebut kemudian diolah melalui tahapan-tahapan berikut:
1. Peramalan Permintaan
Page 352 Gambar 1. Grafik Jumlah Permintaan Tahun 2015
Gambar 1 di atas menunjukkan bahwa data permintaan aktual produk Stand Assy Main membentuk pola data yang fluktuatif. Sesuai pola data tersebut, metode peramalan yang digunakan adalah metode Regresi Linear dan metode Double Exponential Smoothing, kemudian dipilih yang terbaik dari keduanya berdasarkan nilai kesalahan yang terkecil dengan metode MSE (mean square error).
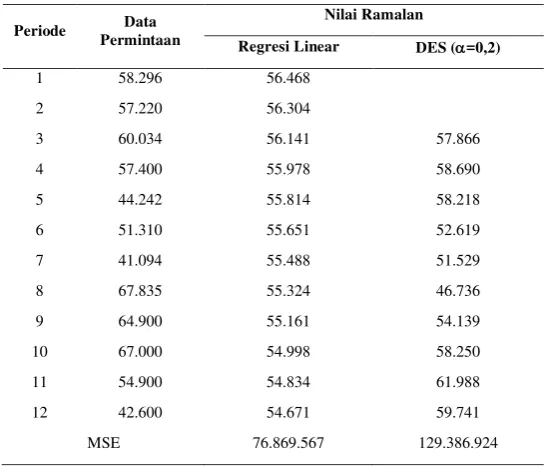
Rekapitulasi hasil peramalan permintaan dengan menggunakan metode Regresi Linear dan Metode Double Exponential Smoothing 2 ditunjukkan dalam Tabel 3 di bawah ini.
Tabel 3. Rekapitulasi hasil perhitungan peramalan 2 metode
Periode Data
Permintaan
Nilai Ramalan
Regresi Linear DES (=0,2)
1 58.296 56.468
2 57.220 56.304
3 60.034 56.141 57.866
4 57.400 55.978 58.690
5 44.242 55.814 58.218
6 51.310 55.651 52.619
7 41.094 55.488 51.529
8 67.835 55.324 46.736
9 64.900 55.161 54.139
10 67.000 54.998 58.250
11 54.900 54.834 61.988
12 42.600 54.671 59.741
MSE 76.869.567 129.386.924
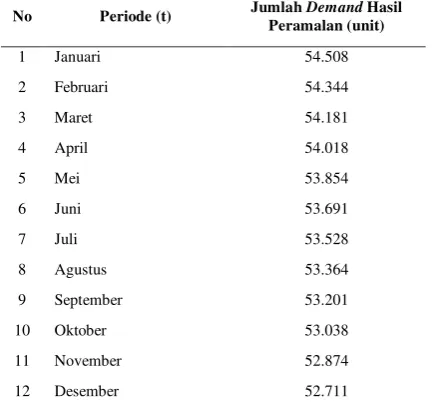
Page 353 Tabel 4. Hasil Peramalan Metode Regresi Linear untuk Tahun 2016
No Periode (t) Jumlah Demand Hasil pelanggan PT. Inti Polymetal pada tahun 2016. Berdasarkan tabel tersebut, PT. Inti Polymetal perlu membuat perencanaan produksi sesuai permintaan pelanggan sehingga tidak terjadi kelebihan atau kekurangan produksi. Menurut Vincent Gaspersz (1998), untuk mengetahui sejauh mana keandalan dari model peramalan yang dipilih, maka dilakukan uji verifikasi yang digunakan untuk pemeriksaan kesesuaian dan keefektifan. Uji pemeriksaan ini dilakukan dengan menggunakan peta kontrol Tracking Signal sebagaimana ditunjukkan pada Tabel 5 berikut.
Tabel 5. Perhitungan Tracking Signal
P
Page 354 Gambar 2. Grafik Analisis Tracking Signal
Berdasarkan Gambar 2 di atas, dapat dilihat bahwa nilai-nilai tracking signal semuanya berada dalam batas-batas penerimaan. Untuk lebih memastikan hal ini, dapat dilakukan perhitungan berdasarkan Tabel 5 sebagaimana ditunjukkan di bawah ini.
=
∑ �=
= .
(2)
� � = = . = (3)
Berdasarkan Tabel 5, terlihat bahwa nilai-nilai tracking signal berada di dalam batas-batas yang diterima (+/-4), dimana nilai-nilai tracking signal itu bergerak dari -4,0 sampai +4,0. Hal ini menunjukkan bahwa akurasi dari model peramalan tersebut dapat diandalkan.
2.
Penyusunan Master Production Schedule (MPS)Dalam perhitungan untuk Master Production Schedule ada beberapa data yang diasumsikan/diambil nilai rata-rata dari perusahaan. Berikut adalah beberapa data yang diasumsikan/diambil dengan nilai rata-rata yang didapatkan dari manajemen perusahaan diketahui sebagai berikut:
a. Regular Time Production: 7 jam/shift (terdapat 3 shift) b. Jumlah Man Power (MP): 23 orang/shift
c. Kapasitas Produksi Terpasang (KPT): 1050 unit/shift
d. Regular Time Production Cost: Rp. 181.666,- per orang (UMK) e. Asumsi Inventory Cost: Rp. 200,-
f. Asumsi Sub Contract Cost: Rp. 200,- g. Overtime Cost: Rp. 22.050,- per jam
h. Diasumsikan Persediaan Akhir Tahun: 0 unit i. Diasumsikan kondisi tooling dalam keadaan normal
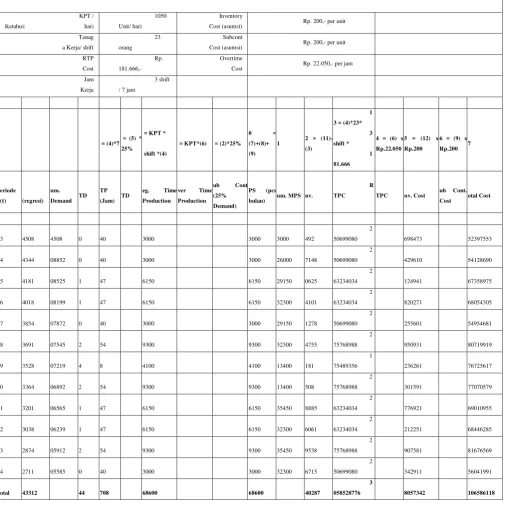
Page 355 Tabel 6. Perhitungan MPS Pure Strategy dengan 3 (tiga) shift
dan dengan jumlah tenaga kerja langsung : 23 x 3 shift = 69 orang
MASTER PRODUCTION SCHEDULE (MPS) PURE STRATEGY
iketahui:
50699080 698473 52397553
4 4344 08852 0 40 3000 3000 26000 7148
2
50699080 429610 54128690
5 4181 08525 1 47 6150 6150 29150 0625
2
63234034 124941 67358975
6 4018 08199 1 47 6150 6150 32300 4101
2
63234034 820271 68054305
7 3854 07872 0 40 3000 3000 29150 1278
2
50699080 255601 54954681
8 3691 07545 2 54 9300 9300 32300 4755
2
75768988 950931 80719919
9 3528 07219 4 8 4100 4100 13400 181
1
75489356 236261 76725617
0 3364 06892 2 54 9300 9300 13400 508
2
75768988 301591 77070579
1 3201 06565 1 47 6150 6150 35450 8885
2
63234034 776921 69010955
2 3038 06239 1 47 6150 6150 32300 6061
2
63234034 212251 68446285
3 2874 05912 2 54 9300 9300 35450 9538
2
75768988 907581 81676569
4 2711 05585 0 40 3000 3000 32300 6715
2
50699080 342911 56041991
otal 43312 44 708 68600 68600 40287
3
058528776 8057342 106586118
Hasil perhitungan Master Production Schedule pada Tabel 6 di atas menunjukkan bahwa perusahaan dapat memenuhi permintaan untuk periode tahun 2016 dengan tetap mempertahankan tingkat inventory atau mempertahankan tingkat tenaga kerja menggunakan waktu kerja 3 shift/7 jam dengan 1 shift terdapat 23 orang, maka total tenaga kerja adalah 23 x 3 shift = 69 orang. Dengan strategi ini, maka total cost yang ditanggung perusahaan adalah sebesar Rp. 3.106.586.118,-.
Page 356 Regular Time Production (jam). Hasil revisi Master Production Schedule Pure Strategy dengan 2 shift ditunjukkan pada Tabel 7 berikut.
Tabel 7. Perhitungan Revisi MPS Pure Strategy dengan 2 (dua) shift dan dengan jumlah tenaga kerja langsung : 23 x 2 shift = 46 orang
MASTER PRODUCTION SCHEDULE (MPS) PURE STRATEGY
iketahui:
otal 43312 44 708 80.6 12400 89630 02030 13447 039019184 1591290 2689342 153299816
Tabel 7 di atas menunjukkan bahwa perusahaan dapat menekan total cost dari biaya tenaga kerja dan biaya inventory tetapi tetap dapat memenuhi permintaan dengan strategi menambah Over Time Production sebesar 10% dari Regular Time Production (jam). Hasil perhitungannya adalah sebagai berikut:
a. Master Production Schedule Pure Strategy Awal:
Page 357 Total cost tenaga kerja langsung 46 orang sebesar Rp. 2.153.299.816,-.
Maka, perusahaan dapat menekan biaya produksi sebesar: = Rp. 3.106.586.118,- - Rp. 2.153.299.816,-
= Rp. 953.286.302,-. (Sembilan ratus lima puluh tiga juta dua ratus delapan puluh enam ribu tiga ratus dua rupiah)
PENUTUP
Simpulan
1. Metode peramalan yang sesuai untuk memperkirakan permintaan produk stand assy main adalah metode regresi linear dan metode double exponential smoothing. Berdasarkan nilai error-nya, metode yang dipilih adalah metode regresi linear.
2. Perencanaan produksi stand assy main dengan MPS (master production schedule) pure strategy menggunakan 3 (tiga) shift dan 69 orang tenaga kerja langsung memberikan biaya sebesar Rp. 3.106.586.118,-.
3. Perbaikan rencana produksi dilakukan dengan mengurangi shift kerja menjadi 2 (dua) shift dan 46 orang tenaga kerja langsung, dan biaya berubah menjadi Rp. 2.153.299.816,-. Melalui perubahan rencana produksi ini, perusahaan dapat menekan biaya sebesar Rp. 953.286.302,-.
Saran
Keterbatasan penelitian ini terletak di antaranya pada metode peramalan dan metode perencanaan produksi yang digunakan. Penelitian ini baru menggunakan dua metode peramalan, yaitu regresi linear dan double exponential smoothing. Penelitian selanjutnya disarankan untuk menggunakan metode-metode peramalan yang lain, untuk kemudian dibandingkan hasilnya dan dipilih metode yang memberikan nilai error yang terkecil. Selanjutnya, untuk perencanaan produksi perlu disusun dengan strategi yang lain, seperti level strategy, dan selanjutnya dibandingkan untuk mencari biaya yang terkecil.
DAFTAR PUSTAKA
Assauri, Sofjan. 2004. Manajemen Produksi dan Operasi. Edisi Revisi. Jakarta: Fakultas Ekonomi Universitas Indonesia.
Baroto, Teguh. 2002. Perencanaan dan Pengendalian Produksi. Jakarta: Ghalia Indonesia.
Gaspersz, Vincent. 1998. Production Planning and Inventory Control. Jakarta: Gramedia Pustaka Utama.
Herjanto, Edi. 1999. Manajemen Produksi dan Operasi. Edisi Kedua. Jakarta: Grasindo.
Kusuma, Hendra. 2009. Manajemen Produksi. Yogyakarta: Penerbit Andi.
Makridakis, Spyros, et al. 1995. Metode dan Aplikasi Peramalan. Jakarta: Erlangga.
PT. Inti Polymetal. 2014. Pedoman Mutu PT. Inti Polymetal. Karawang: PT. Inti Polymetal.
PT. Inti Polymetal. 2015. Annual Report Departemen PPIC PT. Inti Polymetal. Karawang: PT. Inti Polymetal.
Rasbina, Atania, Sinulingga, Sukaria, dan Siregar, Ikhsan. 2013. Perencanaan Jadwal Induk Produksi pada PT. XYZ. e-Jurnal Teknik Industri FT USU Vol 2, No. 1, Mei 2013 pp. 54-57.
Sinulingga, Sukaria. 2009. Perencanaan dan Pengendalian Produksi. Yogyakarta: Graha Ilmu.
Sukanta. 2011. Diktat Kuliah Perencanaan dan Pengendalian Produksi. Karawang: Program Studi Teknik Industri Unsika.
Sukendar, Irwan, dan Kristomi, Riki. 2008. Metoda Agregat Planning Heuristik sebagai Perencanaan dan Pengendalian Jumlah Produksi untuk Minimasi Biaya. Prosiding Seminar Nasional Teknoin 2008 Bidang Teknik Industri, hal: C-107 – C-112.