15 2.1 Tinjauan Pustaka
2.1.1 Pengertian Dasar Penjadwalan Produksi
Loading dan Scheduling merupakan salah satu poin dalan fungsi dan kegiatan
pengawasan produksi. Pemuatan (Loading) mempunyai arti penentuan dan
pengaturan muatan pekerjaan (work Load) pada masing-masing pusat pekerjaan
(Work Centre) sehingga dapat ditentukan berapa lama waktu yang diperlukan pada setiap operasi tanpa adanya penundaan atau keterlambatan waktu (Delay Time)
(Sofyan Assauri, 1993 hal. 193).
Penjadwalan (Scheduling) merupakan langkah akhir dalam proses perencanaan yang di mulai dengan perencanaan strategi dan yang diteruskan sampai memerinci kegiatan-kegiatan perencanaan (Mark A. Vanderemse dan Gregory P.White, 1988
hal. 480), dan dalam artian umum Sofyan Assauri mendefinisikannya sebagai kutipan berikut ini:
Penjadwalan merupakan pengkoordinasian tentang waktu dalam kegiatan berproduksi, sehingga dapat diadakan pengalokasian bahan-bahan baku dan bahan-bahan pembantu, serta perlengkapan kepada fasilitas-fasilitas atau bagian-bagian pengolahan dalam pabrik pada waktu yang telah ditentukan
(Sofyan Assauri, 1993 hal. 193).
Jadi penjadwalan meliputi persoalan berapa banyak produk yang akan dihasilkan dan bilamana bagian-bagian dari produk tersebut akan diolah (bagian mana yang
harus didahulukan dalam proses produksi dan bagian mana yang dapat dibelakangkan). Banyaknya produk yang akan diproduksi ditentukan atas dasar ramalan penjualan atau pesanan (order) yang masuk.
Keputusan penjadwalan mengalokasikan sumber daya (peralatan, tenaga kerja, dan ruang) atau kapasitas tersedia ke pekerjaan, aktivitas, tugas, atau pelanggan melalui waktu (Roger. G Schroeder, 1993, hal 491).
Dalam suatu perusahaan industri, penjadwalan diperlukan dalam mengalokasikan tenaga operator, mesin dan peralatan produksi, urutan proses, jenis produk, pembelian material, dan sebagainya. Dalam suatu lembaga pendidikan, penjadwalan diperlukan untuk mengalokasikan ruang kelas, peralatan mengajar, tenaga pengajar, staf administrasi, pendaftaran mahasiswa baru, dan sebagainya.
2.1.2 Tujuan Penjadwalan
Pada buku Manajemen Operasi (H.A Harding, 1984, hal.222 ) Tujuan penjadwalan adalah untuk menyusun pekerjaan unit produksi sedemikian rupa sehingga:
a. Semua pesanan diserahkan tepat pada waktunya.
b. Pesanan diselesaikan dengan biaya total yang minimum.
Tujuan ini hampir sepenuhnya dalam bidang produksi lini, di mana jangka waktu semua operasi adalah sama, dan setiap potong pekerjaan setelah diselesaikan dapat segera bergerak pindah dengan lancarnya ke mesin selanjutnya. Dengan cara demikian semua mesin akan selalu sibuk. Atas dasar itu kita dapat mengenali prinsip penjadwalan yang berlaku untuk semua kasus:
a. Jangka waktu operasi harus pendek.
b. Operasi yang berbeda harus mempunyai jangka waktu yang kurang lebih sama.
c. Semua kelompok mesin, atau departemen, harus memperoleh beban yang sama rata.
d. Sejauh mungkin, pusat kerja agar dipekerjakan menurut aturan yang sama.
2.1.3 Klasifikasi Penjadwalan Produksi
Pada penjadwalan produksi terdapat beberapa klasifikasi, salah satunya adalah berdasarkan pola aliran proses (Ronald G. Askin dan Jeffrey B. Goldberg, 2003, hal.
411):
a. Penjadwalan Flow Shop
Proses produksi dengan aliran Flow Shop berarti proses produksi dengan
aliran identik dari satu mesin ke mesin lain. Dan dalam prosesnya produk hanya melewati satu kali proses dalam satu mesin untuk kemudian diproses kembali dengan mesin lainnya.
Gambar 2.1 Lintasan Proses Flow Shop
Dalam Gambar 2.1 diatas, terlihat kotak paling kiri yang digambarkan sebagai proses aliran permesinan pertama diwakili dengan notasi “M” yang
merupakan singkatan dari “Mesin” dan angka “1” yang merupakan tahap dari proses permesinan.
Perjalanan tahap demi tahap proses permesinan dari tahap M1 sampai dengan M2 dilakukan dengan hanya melewati satu kali permesinan saja dan tanpa perulangan.
b. Penjadwalan Job Shop
Proses produksi dengan aliran Job Shop berarti proses produksi dengan pola aliran atau rute proses pada tiap mesin yang spesifik untuk setiap pekerjaan dan mungkin berbeda untuk tiap Job. Akibat aliran proses yang tidak searah ini, maka setiap Job yang akan diproses pada suatu mesin dapat merupakan Job yang baru atau Job dalam proses dan Job yang keluar dari suatu mesin dapat merupakan Job jadi atau Job dalam proses.
Gambar 2.2 Lintasan Proses Job Shop
Seperti yang digambarkan pada gambar 2.2 di atas, tanda anak panah yang mempunyai garis terputus-putus menunjukkan, bahwa pada aliran prosesnya dimungkinkan bahwa Jobdapat melakukan proses permesinan ulang kembali, ataupun lompat ke tahapan selanjutnya tanpa melewati mesin yang di depannya, seperti yang digambarkan pada Gambar 2.2, pada lintasan Job dari
mesin M1 dimungkinkan untuk lompat ke proses permesinan M3 dan kembali mundur ke mesin M2.
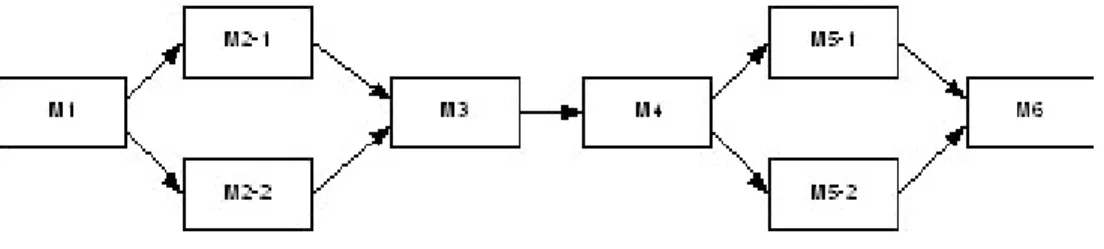
c. Flexible Flow Shop
Dimana tiap Job mengambil rute yang sama melewati aliran proses seperti
flow shop, akan tetapi dalam prosesnya akan terdapat jumlah mesin yang lebih
dari satu tipe dan hanya digunakan dalam satu Job saja. Keuntungan dalam menggunakan aliran proses ini adalah semakin singkatnya pekerjaan, karena menggunakan nesin lebih dari satu.
Gambar 2.3 Lintasan Flexible Flow Shop
Dalam gambar 2.3 di atas bahwa dalam proses permesinan M2 dan M5 masing-masing mempunyai dua mesin dengan inisial angka “1” dan “2” yang memungkinkan untuk Job-Job melakukan permesinan di mesin tambahan tersebut dengan tujuan untuk mempersingkat proses permesinan pada tahapan tersebut.
d. Re-entrant Flow Shop
Adalah dimana tiap job dapat mengunjungi mesin sebelumnya kembali dan dapat dilakukan berkali-kali.
M1 M2 M3 M4 M5 M6
Gambar 2.4 Lintasan Re-Entrant Flow Shop
Seperti Gambar 2.4 diatas pada permesinan M3 akan dilakukan permesinan ulang pada mesin M2 untuk kemudian dilakukan permesinan pada M3 dan dilanjutkan pada M4 dan seterusnya hingga M6.
2.1.5 Masalah dalam Penjadwalan
Problem dalam penjadwalan seringkali sulit dikendalikan terutama di dalam bengkel kerja dengan menggunakan metode satuan, di mana banyak tujuan pembebanan sukar sekali dicapai, menurut (H.A Harding, 1984, hal. 223) problem itu disebabkan:
a. Banyaknya mesin, misalnya M1, M2, M3
Perhitungan penjadwalan sangat memperhitungkan dari kuantitas mesin sebagai alat produksi, banyaknya jumlah mesin yang digunakan akan berakibat makin rumitnya perhitungan dan memerlukan ketelitian ekstra, belum lagi apabila terdapat mesin yang rusak ketika akan dilakukan produksi hal ini akan menyebabkan dilakukanya tindakan penjadwalan ulang.
b. Banyaknya pekerjaan.
Sama dengan jumlah mesin, jumlah pekerjaan yang ada dalam satuan waktu akan makin menambah kerumitan, terlebih lagi apabila terjadi
penambahan pekerjaan, hal seperti ini akan menyebakan kekacauan produksi, maka langkah yang dilakukan adalah dengan melakukan perhitungan ulang dengan memperhitungkan pekerjaan baru tersebut, sehingga produksi akan tetap optimal.
c. Setiap pekerjaan mempunyai urutan operasi
Dalam perusahaan yang mengandalkan pesanan dalam produksinya dimana setiap operasi tersebut setiap produk dimungkinkan mempunyai urutan operasi yang berbeda-beda, penggunaan metode yang tepat akan bisa mengoptimalkan produksi dalam perusahaan.
d. Setiap operasi mempunyai waktu tertentu.
Kesalahan dalam menganalisa waktu operasi tiap produk yang ada akan menyebabkan penjadwalan produksi akan kacau-balau, ketelitian akan analisis waktu operasi merupakan hal paling penting, karena pada dasarnya penjadwalan merupakan upaya untuk mengefisiensikan waktu.
2.1.6 Penjadwalan Flow Shop
Flow Shop adalah suatu sistem dimana kesemua job mempunyai rute lintasan
yang sama seperti yang diterangkan pada (Gambar 2.1) sebelumnya, dan tiap Job
hanya melewati mesin sebanyak satu kali saja, sebagai contoh untuk dibayangkan adalah sistem permesinan pada lini perakitan misalnya, tiap job dikerjakan secara
Terkadang dengan menggunakan struktur yang sangat sederhana sekalipun, menemukan penjadwalan yang optimal sangatlah sulit. Penjadwalan dengan urutan
job dan mesin yang sama biasa disebut dengan “Permutation Schedules”.
Usaha terbanyak yang dibutuhkan untuk melaksanakan suatu bentuk penjadwalan
Flow Shop dilakukan pada tahap desain sistem produksinya. Pada Flow Shop ini,
terjadilah suatu pergerakan unit-unit yang benar-benar terus menerus melalui rangkaian stasiun-stasiun kerja yang disusun berdasarkan produk.
Susunan suatu bentuk proses poduksi jenis Flow Shop dapat diterapkan dengan
tepat untuk produk-produk dengan desain yang stabil dan diproduksi secara banyak volume, sehingga investasi dengan Special Purpose (tujuan khusus)yang digunakan
dapat secepatnya kembali.
2.1.7 Metode Penjadwalan Produksi
Dalam penjadwalan produksi terdapat banyak sekali metode dalam pengunaannya, dan masing-masing mempunyai kelemahan dan keungulannya tersendiri, namun dari kesemua metode tersebut ada beberapa yang sering digunakan, ke-empat metode tersebut adalah metode Branch And Bound, Heuristic palmer, CDS dan SPT yang masing-masing metode tersebut akan dijelaskan secara singkat dalam sub-bab berikut ini.
2.1.7.1 Metode Branch and Bound
Metode Branch and Bound pada makespan (Daniel Sipper & Robert Bulfin L Jr, 1997, hal. 431). Menemukan solusi optimal dalam menentukan penjadwalan berdasarkan makespan yang mempunyai setidaknya tiga mesin dalam pemrosesannya
adalah sulit. Harapan terbaik yang dapat digunakan adalah dengan menggunakan pengurutan permutasi, dan hal ini dapat digunakan dengan menggunakan metode Branch and Bound .
Berikut ini adalah notasi – notasi yang digunakan dalam metode Branch and Bound pada makespan:
tj = waktu proses
q1 = waktu penyelesaian terakhir pada mesin 1 di antara job-job
q2 = waktu penyelesaian terakhir pada mesin 2 di antara job-job
qn = waktu penyelesaian terakhir pada mesin n di antara job-job
Rumus untuk waktu pemrosesan yang dibutuhkan pada mesin 1 adalah :
(2.1)
Dengan rumus satu batas bawah makespan mesin (dinotasikan dengan “b1”):
(2.2) pada mesin 2, dihasilkan batas bawah kedua (dinotasikan dengan “b2”) yaitu :
(2.3)
pemrosesan pada mesin 3 (dinotasikan dengan “b3”) yaitu :
(2.4)
∑
t
j1∑
∈+
=
' 3 1 3 τ j jt
q
b
{ }
∑
∈ ∈+
+
=
' 2 ' 3 2 2min
τ τ j j j jt
t
q
b
{
}
∑
∈ ∈ + + + = ' 3 2 ' 1 1 1 min τ τ j j j j j t t t q byang pada berikutnya akan ditentukan batas bawah dengan nilai paling maksimum (di notasikan dengan huruf “B”).
(2.5)
2.1.7.2 Metode Heuristic Palmer
Pada perhitungan dengan menggunakan metode-metode yang lain memiliki kelemahan yaitu memerlukan perhitungan terkomputasi untuk permasalahan yang besar dan walaupun untuk permasalahan yang kecil, tidak ada jaminan bahwa penyelesaian dapat tersedia dengan cepat karena perhitungan harus dilakukan satu-persatu dan bergantung pada data-data dalam masalah yang diselesaikan.
Namun bukan berarti dalam metode ini tidak terdapat kelemahan, kelemahan dari metode ini adalah bahwa penyelesaian yang dihasilkan belum tentu optimal dan untuk beberapa kasus sulit untuk menentukan keefektifannya.
Langkah pengerjaan pada metode ini adalah dengan memberikan prioritas untuk semua job yang memiliki kecenderungan kuat dari waktu proses yang paling cepat hingga waktu proses yang terlama dalam urutan operasi (Ronald G. Askin dan Jeffrey B. Goldberg, 2003, hal. 442). Palmer telah menetapkan urutan pekerjaan dalam
Metode ini berdasarkan kepada “slope index” dari tiap pekerjaan, “slope index” untuk
job j , “S”, didefinisikan sebagai:
(2.6) B = max {b1,b2,b3}
(
M)
tmj(
M)
t(M )j(
M)
t(M )j(
M)
tt j(
M)
t j(
M)
tjmaka penjadwalan disusun berdasarkan urutan sebagai berikut:
(2.7)
Pada Slope index (S) positif diutamakan untuk menempati urutan penjadwalan
paling awal terhadap negatif, dengan angka positif terbesar mempunyai urutan awal di penjadwalan dan angka negatif terbesar mempunyai urutan terakhir dalam urutan penjadwalan, yang berarti Jobs yang mempunyai waktu proses terpendek diutamakan
untuk menempati urutan pertama untuk produksi. 2.1.7.3 Metode CDS (Campbell Dudeck Smith)
Heuristic CDS (Ronald G. Askin dan Jeffrey B. Goldberg, 2003, hal. 443)
menghasilkan pengurutan M – 1 dan memilih makespan terkecil, definisikan l sebagai index urutan, l = 1 ... M – 1. Ide dasar nya adalah untuk mengubah masalah M-mesin
menjadi masalah dua-mesin, untuk kemudian gunakan metode Johnson’s untuk
menemukan urutannya. Dengan cara yang sama dapat digunakan untuk permasalahan tiga-mesin atau lebih tanpa adanya permasalahan Bottleneck, di umpamakan dengan
permasalahan dua-mesin dengan memasukkan waktu proses untuk lth problem dengan
rumus (2.8) seperti di bawah ini:
(2.8) (M i ) j M i l j l i ij l j
t
t
t
t
, 1 1 2 1 1 + − = =∑
∑
=
=
( ) S( ) S( )n S1 ≥ 2 ≥...≥Dimana : tl1j adalah waktu proses mesin pertama
tl2j adalah waktu proses mesin kedua
M adalah Mesin
l adalah urutan (langkah)
Kemudian gunakan tl1j dan tl2j, pecahkan permasalahan dua-mesin untuk
mendapatkan urutan lth . pada permasalahan pertama gunakan waktu proses mesin
pertama untuk tl1j dan waktu proses pada mesin Mth untuk tl2j. Permasalahan lth
menggunakan waktu operasi pada mesin l petama untuk tl1j dan waktu proses pada
mesin l terakhir adalah untuk tl2j. Metode ini berhenti pada l = M – 1 karena ketika l =
M, tl1j dan tl2j adalah sama.
2.1.7.4 Metode SPT (Short Processing Time) Rule
Merupakan metode yang paling umum digunakan untuk meminimasi Flow Time
pada sistem dimana pekerjaan yang paling cepat selesai mendapatkan prioritas pertama untuk dikerjakan lebih dahulu, cara ini sering diterapkan pada perusahaan perakitan atau jasa. Maka penjadwalan disusun berdasarkan urutan sebagai berikut (Ronald G. Askin dan Jeffrey B. Goldberg, 2003, hal. 424):
(2.9) Dimana : t adalah waktu proses permesinan
2.2 Kerangka Pemikiran
Kunci dalam penerapan sistem penjadwalan adalah penjadwalan tersebut haruslah membantu manajemen perusahaan dalam pengambilan keputusan tentang penjadwalan jangka pendek dari operasi, mesin dan tenaga kerja. Sistem tersebut haruslah dapat digunakan dalam penerapan nyata sehari-hari dan dapat dihubungkan dengan real-time database yang secara akurat menggambarkan bagian dari sistem
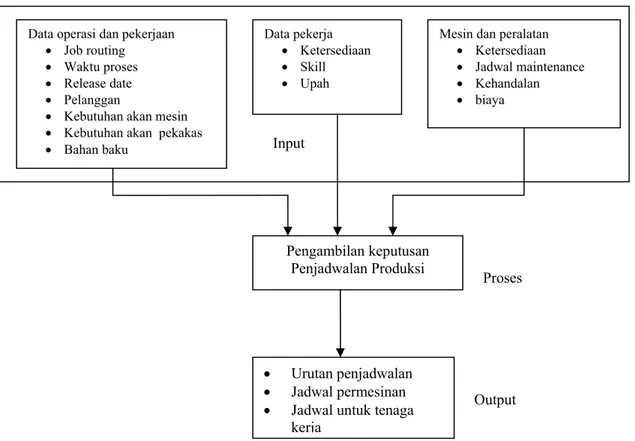
produksi. Sistem tersebut haruslah mudah untuk digunakan, mampu memperlihatkan penjadwalan yang nyata dan optimal. Seperti yang tergambar pada (gambar 2.5) sistem penjadwalan berikut:
Kerangka Pemikiran Sistem Penjadwalan Produksi
Gambar 2.5 Kerangka Pemikiran Sistem Penjadwalan Produksi
Pengambilan keputusan Penjadwalan Produksi
• Urutan penjadwalan
• Jadwal permesinan
• Jadwal untuk tenaga kerja
Data pekerja • Ketersediaan • Skill • Upah
Mesin dan peralatan • Ketersediaan • Jadwal maintenance • Kehandalan • biaya Data operasi dan pekerjaan
• Job routing • Waktu proses • Release date • Pelanggan
• Kebutuhan akan mesin • Kebutuhan akan pekakas
• Bahan baku Input
Proses
Dari kerangka pemikiran di atas (Gambar 2.5) dapat dilihat bahwa dalam melakukan Pengambilan Keputusan Penjadwalan Produksi (pengolahan dengan menggunakan metode penjadwalan produksi) terdapat beberapa masukan (input)
berupa: data operasi dan pekerjaan, data pekerja, peralatan dan mesin, yang digunakan untuk diolah dan menjadikannya keluaran (output) hasil keputusan yang berupa jadwal terperinci seperti:
• Urutan Penjadwalan
Merupakan urutan job dalam melakukan produksi. Pengurutan (sequencing) ini
merupakan penugasan tentang order mana yang diprioritaskan untuk diproses dahulu bila suatu fasilitas harus memproses banyak job.
• Jadwal untuk mesin
Penjadwalan untuk mesin-mesin mana yang akan digunakn untuk produksi, sehingga jika akan dilakukan produksi, sehingga mesi langsung siap untuk melakukan produksi .
• Jadwal untuk tenaga kerja
Dimana penjadwalan ini akan me-manage pekerja untuk bekerja sesuai dengan
apa yang diperintahkan , dengan adanya jadwal ini para pekerja tentunya akan bekerja lebih terorganisir.
Data-data masukan (input) merupakan data yang digunakan sebagai landasan perhitungan untuk menghasilkan keluaran (output), masukan-masukan tersebut adalah:
• Data operasi dan pekerjaan
o Job Routing
Merupakan data proses-proses permesinan apa saja yang akan dilakukan oleh job itu.
o Waktu proses
Merupakan standar waktu proses permesinan yang akan dilakukan oleh job
itu.
o Release Date
Merupakan data tanggal pemesanan yang dilakukan oleh pelanggan kepada perusahaan.
o Pelanggan
Merupakan data-data pelanggan dan jenis pesanannya.
o Kebutuhan akan mesin
Kebutuhan untuk menentukan mesin apa yang cocok untuk produksi.
o Kebutuhan akan peralatan
Kebutuhan akan peralatan penunjang produksi.
o Bahan Baku
Bagian terpenting dalam produksi, ketersediaan dari bahan baku untuk di produksi.
• Data Pekerja
o Ketersediaan
Ketersediaan dari jumlah pekerja di perusahaan, tentu dengan semakin banyaknnya pekerja, maka waktu untuk menyelesaikan pekerjaan akan semakin cepat pula.
o Skill
Kemampuan akan keterampilan pekerja akan menjadi sustu indikator untuk perhitungan dalam melakukan penjadwalan produksi, janga sampai seorang pekerja untuk bekerja tidak sesuai dengan kemampuan dan ketrampilan pekerja itu.
o Upah
Merupakan salah satu hal yang diperhitungkan untuk mencapai efisiensi dan optimalisasi biaya.
• Data Mesin dan Peralatan
o Ketersedian
Ketersediaan dari mesin yang dibutuhkan untuk melakukan produksi.
o Jadwal Maintenance
Memperhitungkan jadwal perawatan mesin, perawatan mesin merupakan salah satu keharusan untuk menjaga produksi konstan dan terjamin kehandalannya.
o Kehandalan
Kemampuan dari mesin itu apakah masih baik atau sudah buruk bahkan rusak.
o Biaya
Biaya yang dimaksud adalah biaya operasional mesin, yang meliputi energi dan suku cadang mesin tersebut.