Agritek Volume 11 Nomor 1 Maret 2010 MENENTUKAN INTERVAL....… 61
MENENTUKAN INTERVAL PERAWATAN PENCEGAHAN PADA
MESIN STRIPPING DI PT. ADITAMA RAYA FARMINDO DENGAN
METODE AGE REPLACEMENT
Iksan11
adalah Dosen Fakultas Teknik Industri Institut Teknologi Adhi Tama Surabaya
Abstrac
One of the efforts to optimize the performance of the engine is to make maintenance a good machine, so that the expected production of the machines will work properly, and able to improve the quality of the resulting product. Research was conducted at PT. ADITAMA RAYA FARMINDO, with the engine that is often experienced problems in the primary packaging division, particularly in the stripping machine, it is seen from the reports of damage or breakdown Report received by the Maintenance Department. Where it is not properly functioning heaterActivities to plan the optimal maintenance, research using this method with Age Replacement minimalist cost approach to the level of component reliability above 50%.. Based on the optimal maintenance intervals will be established for preventive maintenance planning 11 days with a cost of maintenance is Rp. 69.150.000, - to the level of 57,77% reliability components, costs are lower when compared with the initial condition of the company before Rp. 81.562.500, - thus saving occurs at Rp. 12.412.500, - Or, as 15%.
Keywords : Maintenance, Age Replacement, reliability
1. PENDAHULUAN
PT. Aditama Raya Farmindo merupakan suatu perusahaan Farmasi yang memproduksi berbagai macam jenis obat Generik antara lain : Paracetamol, antalgin, trisulfa, bonatra, sulfadiazin, dan lain-lain.
Selama ini sistem perawatan terhadap mesin-mesin produksi di PT. Aditama Raya Farmindo dilakukan ketika mesin tersebut mengalami masalah, saat terjadi masalah maka operator dari mesin tersebut meminta surat perintah kerja kepada supervisor
produksi yang kemudian surat tersebut diserahkan kepada pihak maintenance, dari surat tersebut maka pihak maintenance akan melaksanakan perbaikan sesuai dengan apa yang tercantum dalam surat perintah kerja. Selama ini kerusakan banyak terjadi pada mesin stripping khususnya pada sistem
pemanas dengan komponen yang sering mengalami masalah adalah heater, untuk meminimalisasi waktu dan mengurangi jumlah produk yang cacat, maka diperlukan suatu tindakan untuk pencegahan salah satunya dilakukan perawatan pencegahan pada sistem pemanas khususnya pada heater.
Perumusan Masalah
Bagaimana menentukan interval waktu perawatan pencegahan terhadap mesin stripping khususnya pada heater, guna mengurangi kerusakan selama proses produksi dan bagaimana meminimalisasi biaya yang dikeluarkan untuk setiap terhentinya proses produksi karena kerusakan pada mesin stripping.
Agritek Volume 11 Nomor 1 Maret 2010 MENENTUKAN INTERVAL....… 62
2. TUJUAN
1.Menentukan interval waktu perawatan untuk mengurangi kerusakan yang terjadi selama proses produksi.
2.Meminimalisasi biaya yang diakibatkan terhentinya proses produksi akibat kerusakan mesin stripping.
Manfaat yang di harapkan dapat diberikan antara lain :
1. Dengan adanya sistem perawatan mesin yang baik dan teratur yaitu dengan menetapkan interval waktu perawatan pada mesin yang optimal, diharapkan kerusakan pada mesin yang berhubungan langsung dalam proses produksi dapat berkurang sehingga target produksi dapat terpenuhi serta mutu dari produk yang dihasilkan akan tetap terjaga.
2. Dengan melaksanakan sistem perawatan mesin secara teratur, diharapkan dapat memperpanjang umur dari fasilitas-fasilitas yang berhubungan dengan proses produksi.
3. Dengan dilakukannya sistem perawatan yang baik dapat mengurangi terhentinya waktu produksi yang diakibatkan oleh kerusakan mesin.
3. METODOLOGI PENELITIAN
4. TINJAUAN PUSTAKA
Istilah pemeliharaan dapat diartikan sebagai suatu kombinasi dari setiap tindakan yang dilakukan untuk menjaga suatu barang atau memperbaikinya sampai didapatkan suatu kondisi standart yang dapat diterima ( corder, SA, 1992 ), selain itu pemeliharaan dapat juga diartikan sebagai suatu konsepsi dari semua aktivitas yang diperlukan untuk menjaga atau mempertahankan kualitas peralatan agar tetap dapat berfungsi dengan baik seperti dalam kondisi sebelumnya. Istiah
maintenance dapat diterapkan terhadap kegiatan yang diperlukan untuk menetapkan material yang dipakai atau melakukan perbaikan kembali agar tetap dalam keadaan yang terpelihara. Pemeliharaan ini termasuk mempertimbangkan keadaan, pelayanan, modifikasi, moderenisasi, overhoul dan inspeksi. Jadi dengan adanya kegiatan pemeliharaan yang baik dan tepat, maka peralatan atau fasilitas pabrik diharapkan dapat beroperasi secara optimal dan dapat dipergunakan untuk proses produksi sesuai dengan apa yang telah direncanakan serta tidak
Menentukan fungsi padat probabilitas dan fungsi keandalan laju kerusakan
dan nilai MTTR
Melakukan Pengujian distribusi waktu antar kerusakan dan waktu antar perbaikan
Menentukan waktu pergantian pencegahan dengan metode “ Age Replacement
Analisa dan Interpretasi
Kesimpulan dan saran
Rumusan Studi lapangan Pengamatan Sistem Produksi Perusahaan Studi Literatur Metode system Perawatan pencegahan” Age Replacement Penentuan Tujuan Pengumpulan data
Data Waktu antar kerusakan Data Waktu antar perbaikan
Agritek Volume 11 Nomor 1 Maret 2010 MENENTUKAN INTERVAL....… 63 mengalami kerusakan selama jangka waktu
yang telah ditentukan.
Sedangkan tujuan pemeliharaan yang utama adalah Untuk menjamin ketersediaan optimum peralatan yang dipasang untuk produksi ( Return of Investment ) maksimum yang mungkin untuk memperpanjang usia kegunaan aset ( yaitu setiap bagian dari suatu tempat kerja, bangunan dan isinya. Untuk mencapai tingkat biaya maintenance yang serendah mungkin dengan pelaksanan kegiatan maintenance secara efektif dan efisien.
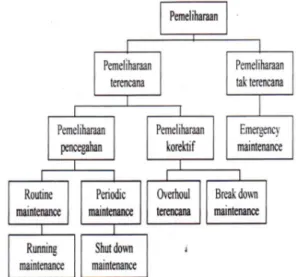
Kegiatan pemeliharaan yang dilakukan dalam suatu perusahaan berupa pemeliharaan terencana dan tidak terencana untuk lebih jelasnya dapat dilihat pada hubungan antara berbagai bentuk pemeliharan di bawah ini
Gambar 2. Bagan hubungan antara berbagai bentuk pemeliharaan
Fungsi kepadatan probabilitas
Distribusi probabilitas dari variabel acak tersebut tergambar sebagai daerah yang dibatasi oleh titik a dan b.
∫
= ≤ ≤ b a dx x f b x a P[ ] ( ) Dimana : 1. f(x) ≥ 0 untuk semua x 2.∫
∞ ∞ − =1 ) (x dx fMenurut Jardine, AKS (1973) pemeliharaan pada umumnya menggunakan fungsi padat probabilitas karena kemudahannya dibentuk.
Persamaan kurva dari fungsi padatan adalah f(tp). Luas daerah dibawah kurva padat probabilitas menyatakan besarnya probabilitas terjadinya kerusakan, dimana luas total adalah sama dengan satu. Jika f(tp) adalah fungsi padat probabilitas kerusakan, maka luas terjadinya kerusakan antara selang waktu (tx, ty ) adalah sebagai berikut :
∫
ty tx dt tp f( )Sedangkan probabilitas terjadinya kerusakan ta dan tz adalah :
∫
= tz ta dx x f( ) 1 Laju KerusakanLaju kerusakan alat pada saat t adalah probabilitas dimana alat tersebut akan rusak pada interval berikutnya, sedangkan sampai saat t alat tersebut masih dalam keadaan baik
Secara spesifik, penulisan r(t)δt menjadi probabilitas bahwa suatu item akan rusak pada interval yang sangat pendek δ t menunjukkan bahwa item tersebut masih bertahan sampai waktu t. Biasanya untuk probabilitas bersyarat dapat ditulis sebagai berikut :
P (a/b ) = probabilitas terjadinya A didahului terjadinya peristiwa b
= r (t) δ t Dimana :
a = peristiwa ”kerusakan terjadi dalam interval δ t”.
b = Peristiwa ”tidak ada kerusakan yang terjadi sampai waktu t”.
Agritek Volume 11 Nomor 1 Maret 2010 MENENTUKAN INTERVAL....… 64 Nilai P ( a/b ) diperoleh dengan P ( a/b ) =
) ( ) b dan a ( P b P Dimana P (a / b ) =
∫
=t t dt t F δ 1 ) (P(b) adalah probabiitas peristiwa b terjadi, dan P(b) =
∫
∞ t dt t F( )Sehingga laju kerusakan dalam interval adalah :
∫
∫
∞ + = r t r r dt t F dt t F t t r ) ( ) ( ) ( δ δ = ) ( 1 ) ( ) ( t F t F t F − − +δJika persamaan diatas dibagi dengan δt dan
δt mendekati 0, maka : R(t) = F(f) -1 t F(t) -t) ( lim δ δ + t F = ) ( ) ( t R t F
Dimana r(t) disebut laju kerusakan sesaat (
Hazard Rate )
Dalam masalah pemeliharaan, jika kita bicara mengenai laju kerusakan, maka yang dimaksud adalah laju kerusakan sesaat.
Konsep Keandalan
Keandalan adalah probabilitas suatu system dalam menjalankan fungsinya selama periode waktu tertentu dan pada kondisi operasi yang telah di tentukan. Sehingga jelas bahwa keandalan merupakan fungsi dari waktu. Semakin lama suatu mesin beroperasi pastilah mengalami penurunan tingkat keandalannya, sehingga diperlukan kegiatan perawatan yang berfungsi untuk menaikkan tingkat keandalanya.
Keadaan suatau system atau peralatan sebenarnya terbagi menjadi 2 macam, yaitu
baik ( reliable ) dan rusak ( failure ). Untuk menyatakan kondisi atau state
suatu system dapat sebagai berikut : Misalkan X adalah variable acak ( random variable )
Jika X = 1 , maka system atau peralatan dikatakan masih beroperasi. Jika X = 0 , maka system atau peralatan dikatakan rusak ( tidak dapat beroperasi )
Sehingga x dapat dikatakan sebagai proses stokastik, dan apabila x merupakan fungsi terhadap waktu (t) maka dapat dituliskan sebagai berikut : x = x (t)
Apabila diperoleh variabel acak (
random variable ) T sebagai lamanya peralatan beroperasi sampai mengalami kerusakan ( life time ),
Kerusakan dapat dinyatakan dengan variable acak T dan memiliki hubungan dengan trusak maka x (t) = 1,
dan jika T< trusak maka x (t) = 0
Sehingga diperoleh beberapa kemungkinan sebagai berikut :
1. Probabilitas peralatan beroperasi sampai dengan t, dapat dituliskan: P[ x (t) = 1 ] = P[ T > t ]
2. Probabilitas peralatan rusak sampai dengan t, dapat dituliskan :
P[ x (t) = 0 ] = P[ T < t ] = FT (t)
Fungsi keandalan merupakan probabilitas dari suatu system atau peralatan beroperasi dengan baik untuk melakukan tugas tertentu. Umumnya fungsi keandalan ini memiliki nilai antara 0 dan 1, atau dapat dituliskan sebagai berikut :
0 ≤ R ≤ 1
Dengan ketentuan sebagai berikut : 1. Jika R = 1, maka dapat dikatakan
bahwa system tersebut pasti dalam keadaan baik atau beroperasi.
2. Jika R = 0, maka dapat dikatakan bahwa system tersebut pasti dalam keadaan rusak atau tidak beroperasi.
Agritek Volume 11 Nomor 1 Maret 2010 MENENTUKAN INTERVAL....… 65 3. Jika R = 0,8 , maka dapat dikatakan
bahwa 80 % system tersebut dalam keadaan baik atau beroperasi.
Karena keandalan merupakan ukuran probabilitas dari fungsi waktu, maka dapat dinotasikan sebagai R(t), yang berarti keandalan sistem atau peralatan apabila dioperasikan selama selang tertentu.
R(t) = P (peralatan beroperasi) = P { x(t) = 1 } = P { T > t } = 1 – P { T < t } = 1 – FT (t)
FT(t) merupakan fungsi distribusi komulatif
umur system atau fungsi distrubusi kerusakan. Jika fungsi kerapatan merupakan turunan dari FT(t), maka :
fT(t) = dt t df T ( ) = dt t R d[1− ( )] = dt t dR( ) − R (t) = 1 -
∫
t T t dt f 0 ) ( Sehingga fungsi keandalannya menjadi R(t) =∫
∞t
T t dt f ()
Mean Time To Failure
MTTF atau rata-rata waktu antar kerusakan adalah ekspektasi masa pakai dari suatu sistem atau peralatan yang dinotasikan E(t). MTTF hanya digunakan pada komponen atau peralatan yang sekali mengalami kerusakan harus diganti dengan komponen atau peralatan yang masih baru dan baik. MTTF dirumuskan sebagai berikut: E (T) = random variable dan positif
=
∫
t.fT(t)dt ∞∞ −
Sedemikian hingga diperoleh persamaan untuk E (T) sebagai berikut :
E(T) =
∫
t.fT(t)dt ∞ ∞ − =∫
∞ − 0 ) ( .dR t t = + −∫
∞ ∞ 0 0 ) ( ) ( .R t R t dt t∫
∞ = 0 ) (t dt R Model DistribusiModel dari suatu probabilitas kerusakan suatu alat dapat dicocokkan dengan distribusi statistik. Dalam analisa keandalan ada beberapa distribusi statistik yang umum digunakan.. Jika laju kerusakan dari sistem independent terhadap umumnya dan karakteristik-karakteristik lain dan secara pengoperasiannya, maka yang lebih tepat digunakan adalah distribusi eksponensial, karena distribusi ini berhubungan dengan laju kerusakan konstan, jika laju kerusakannya meningkat seiring dengan bertambahnya umur dari sistem, maka distribusi yang digunakan adalah distribusi normal dan weibull.
Dalam membahas masalah pemeliharaan, terdapat distribusi probabilitas yang umum digunakan, yaitu : Distribusi normal, distribusi eksponensial, distribusi hiper-eksponensial, dan distribusi weibull. Penjelasan mengenai masing-masing distribusi adalah sebagai berikut:
Distribusi Exponensial
Distribusi exponensial adalah salah satu distribusi yang paling banyak digunakan dalam praktek. Pada distribusi ini laju kerusakan adalah konstan untuk system yang beroperasi secara kontinyu.
a. Fungsi PDF : f (t) = λ exp –λt , dimana 0 ≤ t ≤∞
b. Fungsi CDF : F(t) = 1-exp –λt c. Fungsi keandalan : R(t) = exp –λt
Agritek Volume 11 Nomor 1 Maret 2010 MENENTUKAN INTERVAL....… 66 d. Laju kerusakan : λ(t) = ) ( ) ( t R t f e. MTTF : λ 1 ) ( 0 =
∫
∞ dt t RDimana : t = waktu, dan λ = failure rate
(konstant).
Distribusi Weibull
Distribusi ini banyak diaplikasikan dalam perhitungan keandalan, dengan adanya parameter-parameter dalam distribusi Weibull, bentuk dari perilaku kerusakan lebih mudah dimodelkan.
a. Fungsi PDF : f(t) = − − β η β η β t e t 2 1 b. Laju kerusakan : 1 ) ( − = β η η β λ t t c. Fungsi keandalan : R (t) = e − β η t d. MTTF :
∫
∫
∞ ∞ − = 0 0 ) ( β η t e dt t R Distribusi Log-normalRandom variable dikatakan berdistribusi log-normal jika logaritma dari random variable mengikuti distribusi normal. Oleh sebab itu pada distribusi ini ada dua parameter yaitu µ (mean) dan ( standar deviasi ). a. Fungsi PDF : f (t) = ( ) 0 , 2 1 2 2 2 ln ≥ − − t e t t σ µ π σ Fungsi keandalan : R( t) = ( ) dt e t t − − ∞
∫
2 2 2 ln 0 1 2 1 σ µ π σ b. MTTF = µ Distribusi NormalBiasanya digunakan untuk menggambarkan pengaruh pertambahan waktu ketika sudah bisa memberikan spesifikasi waktu antar kerusakan yang berhubungan dengan ketidakpastian. a. Fungsi PDF : f (t) = ( ) ∞ − − − ; 2 1 2 2 2σ µ π σ t e < t < ∞ Fungsi CDF : f(t) = ( ) dt e t t − − ∞ −
∫
2 2 2 2 1 σ µ π σ b. MTTF = µModel Matematis sistem pemeliharaan
Model matematis pemeliharaan pencegahan ini diharapkan dapat dipergunakan untuk mendekati masalah pemeliharaan alat atau mesin produksi, dalm hal ini untuk menentukan interval pemeliharaan mesin.
Program pemeliharaan sering kali dihubungkan dengan biaya pemeliharaan, karena pelaksanaan pemeliharaan yang terlalu sering akan memerlukan biaya pemeliharaan dalam jumlah yang besar. Sedang sebaliknya jika pemeliharaan jarang dilakukan, maka kerusakan akan sering terjadi sehingga memerlukan biaya yang besar. Dengan demikian harus dicari titik optimal untuk tiap beberapa satuan komponen yang harus dirawat supaya total biaya pemeliharaan minimum. Dengan asumsi bahwa setiap kerusakan komponen yang terjadi diganti dengan komponen yang baru.
Metode Age Replacement
Metode Age Replacement adalah salah satu metode yang digunakan untuk sistem perawatan pencegahan dimana
Agritek Volume 11 Nomor 1 Maret 2010 MENENTUKAN INTERVAL....… 67 metode ini dalam penggantian
pencegahannya dilakukan dengan menetapkan interval waktu penggantian pencegahan berikutnya sesuai dengan interval yang telah ditentukan.
Pada model Age Replacement ini terdapat dua siklus operasi yaitu :
Kedua siklus itu digambarkan sebagai berikut :
Menurut Jardine (1973 ) persamaan untuk total biaya ekspektasi penggantian pencegahan persatuan waktu dapat ditulis sebagai berikut :
C (tp) = Total biaya Ekspektasi Penggantian Per Siklus
Ekspektasi Panjang Siklus ( MTBR ) Dimana :
Total Biaya Ekspektasi penggantian Per Siklus adalah :
= ( Biaya Siklus Pencegahan x Probabilitas siklus pencegahan ) + ( Biaya Siklus Kerusakan x Probabilitas Siklus kerusakan ) = Cp.R (tp) + Cf [ 1 – R(tp) ]
Ekspektasi panjang siklus merupakan waktu antara penggantian komponen yang pertama sampai berikutnya. Sehingga ekspektasi panjang siklus disebut MTBR ( Mean Time Between Replacement ) yaitu :
∫
∞ − + = tp dt t tf( ) R(tp) tp. MTBRPemeliharaan yang dilakukan pada waktu tp menjelaskan bahwa pada waktu tp tidak terjadi kerusakan, dimana ini merupakan keandalan.
Sehingga probabilitas aktivitas pemeliharaan pada masa sebelum tp sama dengan keandalan mesin, yaitu R(tp). Sedangkan probabilitas terjadinya kerusakan pada tp merupakan fungsi kegagalan F(tp), dimana F(tp) = 1-R(tp).
Ekspektasi panjang siklus [ E(tp) ] dapat dihitung sebagai berikut :
E(tp) = ( Panjang siklus pencegahan x probabilitas siklus pencegahan ) + (
ekspektasi panjang siklus kerusakan x probabilitas kerusakan ) = tp x R(tp) + ( ekspektasi panjang siklus kerusakan ) x [1-R(tp)]
Untuk menentukan panjang siklus kerusakan ekivalen dengan perhitungan umur komponen. Dengan asumsi bahwa distribusi kerusakan adalah distribusi normal.
Umur komponen merupakan waktu rata-rata komponen beroperasi, yang dinyatakan dengan persamaan :
∫
tp dt t tf δ ) (Notasi tp disini menyatakan waktu dimana aktivitas pemeliharaan pencegahan dilakukan. Maka daerah yang diasir menyatakan waktu rata-rata terjadinya kerusakan, sehingga rata-rata daerah yang diarsir adalah :
M(tp) =
∫
∞ − tp tp R dt tp tf( ) /[1 ( )] Persamaan ekspektasi panjang siklus adalah : E(tp) = tp R(tp) + M(tp) [1-R(tp)] =tp R(tp) +∫
∞ tp dt tp tf( ) Sehingga persamaan total ekspektasi biaya penggantian perunit waktu dapat ditulis : C(t) =∫
× + × − + × t dt t f t t R t t R Cf t R Cp 0 ) ( ) ( )] ( 1 [ ) (5. ANALISA DAN HASIL
Analisa dan interpretasi data dilakukan terhadap data-data pada bab sebelumnya. Hasil analisa ini akan menjadi dasar dalam menentukan alternatif perbaikan yang dilakukan nantinya sehingga akan lebih efektif. Usulan perbaikan diarahkan pada
Agritek Volume 11 Nomor 1 Maret 2010 MENENTUKAN INTERVAL....… 68 minimalisasi biaya yang dikeluarkan
akibatkan terhentinya proses produksi akibat kerusakan pada mesin stripping.
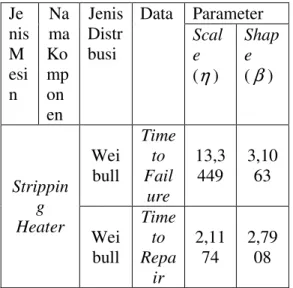
Analisa Penentuan Distribusi Data
Dari pengujian distribusi terhadap data waktu antar kerusakan dan waktu antar perbaikan dengan menggunakan softwere reliasoft Weibul ++ didapatkan :
Je nis M esi n Na ma Ko mp on en Jenis Distr busi Data Parameter Scal e (η) Shap e (β) Strippin g Heater Wei bull Time to Fail ure 13,3 449 3,10 63 Wei bull Time to Repa ir 2,11 74 2,79 08
Waktu antar kerusakan ( Time to failure ) memiliki data berdistribusi Weibull dengan nilai beta ( β ) 3,1063 , dan Eta (
η ) 13,3449, sedangkan Waktu antar perbaikan ( Time to Repair ) memiliki data berdistribusi Weibull dengan nilai beta ( β ) 2,7908 , dan Eta ( η ) 2,1174
Analisa Fungsi Padat Probabilitas
Dari perhitungan pada bab sebelumnya didapatkan nilai dari fungsi padat probabilitas dengan nilai tertinggi dari fungsi tersebut yaitu pada interval waktu 12 hari dengan nilai sebesar 1,5939 yang artinya probabilitas kerusakan dari komponen heater
lebih besar terjadi pada interval waktu 12 hari. hal tersebut dapat dilihat dari bentuk grafik yang memuncak pada interval waktu 12 hari, Adapun gambar grafiknya adalah :
Grafik Fungsi Padat Probabilitas
0.0000 0.2000 0.4000 0.6000 0.8000 1.0000 1.2000 1.4000 1.6000 1.8000 1 3 5 7 9 11 13 15 17 19 21 23 25 27 29
Interval waktu (t) dlm hari
N il a i p a d a t P ro b a b il it a
Analisa Tingkat Keandalan Komponen
Dari perhitungan pada bab sebelumnya didapatkan nilai keandalan komponen diatas 50% ( nilai keandalan yang diinginkan pihak perusahaan ) yaitu pada interval waktu 11 hari yaitu sebesar 57,77 %
Dari bentuk grafik keandalan komponen dibawah ini keandalan dari komponen heater semakin menurun seiring dengan waktu, semakin lama dipergunakan maka tingkat keandalan akan semakin kecil, jika pihak perusahaan menginginkan nilai keandalan lebih besar lagi maka konsekuensinya waktu pemakaian komponen akan relatif singkat.
Adapun gambar grafiknya adalah
Grafik Keandalan Komponen
0 0.2 0.4 0.6 0.8 1 1.2 1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 Interval Waktu F u n g s i K e a n d a la n K o m p o n e n
Analisa Laju kerusakan
Dari perhitungan pada bab sebelumnya didapatkan nilai dari Laju Kerusakan dengan nilai tertinggi dari fungsi tersebut yaitu pada interval waktu 30 hari yaitu sebesar 1,2821
Agritek Volume 11 Nomor 1 Maret 2010 MENENTUKAN INTERVAL....… 69 dimana laju kerusakan akan meningkat
seiring dengan waktu pemakaian dari komponen tersebut dan jika dibandingkan dengan keandalan komponen maka interval waktu 30 hari heater tidak memiliki nilai keandalan komponen. Atau dapat dikatakan pada interval waktu 30 hari heater tidak dapat diandalkan untuk bekerja dengan baik.
Grafik Laju Kerusakan
0.0000 0.2000 0.4000 0.6000 0.8000 1.0000 1.2000 1.4000 1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 Interval Waktu L a ju K e ru s a k a n
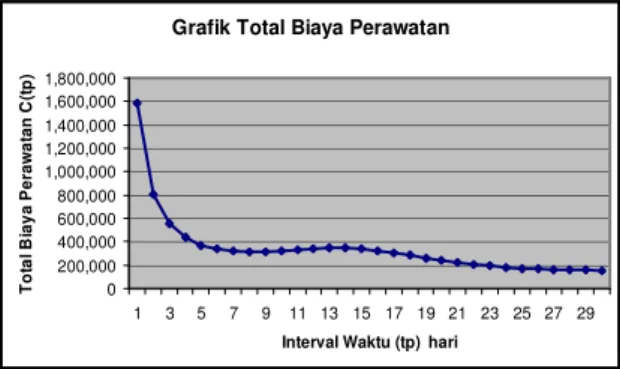
Analisa Total biaya perawatan dengan Metode Age Replacement
Dari perhitungan pada bab sebelumnya didapatkan nilai dari biaya total perawatan dengan metode age replacement adalah :
Grafik Total Biaya Perawatan
0 200,000 400,000 600,000 800,000 1,000,000 1,200,000 1,400,000 1,600,000 1,800,000 1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 Interval Waktu (tp) hari
T o ta l B ia y a P e ra w a ta n C (t p )
Dimana total biaya yang dikeluarkan pada interval waktu pertamakali sangatlah besar hal ini dapat dilihat pada grafik dan dapat dikatakan bahwa saat tejadi kerusakan maka biaya yang hilang atau yang dikeluarkan oleh perusahaan pasti sangat besar akan tetapi lain halnya jika dilakukan perawatan dalam hal ini tergantung dari
berapa nilai keandalan komponen heater
yang diinginkan perusahaan, semakin kecil nilai keandalan komponen maka total biaya perawatan akan semakin kecil namun konsekuensinya semakin kecil nilai keandalan komponen maka kemungkinan kerusakan dari komponen akan semakin besar sehingga jika terjadi kerusakan secara mendadak maka biaya yang dikeluarkan akan semakin besar. dalam hal ini perusahaan menetapkan besarnya keandalan komponen diatas 50%.
Dari Perhitungan Total Biaya perawatan pada bab sebelumya , maka diperoleh hasil minimum pada interval waktu 30 hari yaitu sebesar Rp. 157.970,- dengan tidak memiliki tingkat keandalan namun karena tingkat keandalan yang ditetapkan tidak boleh kurang dari 50 %, maka interval waktu yang dipilih adalah adalah interval waktu 11 hari dengan total biaya perawatan Rp. 343.864,- dengan tingkat keandalan 57,77 %.
Jika menggunakan perawatan
preventive selama 11 hari maka akan terjadi perawatan selama 18 Bulan sama dengan 441 hari kerja.
Maka akan didapat kan banyaknya perawatan selama 18 bulan adalah 40 kali perawatan
Dari perhitungan diatas didapat 40 kali perawatan komponen, karena proses produksi berlangsung selama 441 hari kerja, sementara perusahaan pada kondisi awal mengalami frekuensi kerusakan sebanyak 30 kali, maka kita dapat membandingkan pengeluaran biaya yang terjadi melalui perhitungan dibawah ini : Total biaya akibat kerusakan Heater selama 18 bulan, sebelum diadakan penentuan interval perawatan dengan metode Age Replacement dengan interval waktu
Agritek Volume 11 Nomor 1 Maret 2010 MENENTUKAN INTERVAL....… 70 kerusakan setelah kondisi rusak adalah 30
kali penggantian.
Biaya penggantian = Rp. 2.718.750,- x 30
= Rp.
81.562.500,-
Total biaya penggantian komponen Heater selama 18 bulan, setelah diadakan penentuan interval perawatan dengan metode
Age Replacement. Untuk perawatan
komponen Heater pada keandalan 57.77 % diperoleh waktu optimal 11 hari sekali sehingga untuk waktu 18 bulan adalah : 40 kali perawatan
Jika memakai perawatan preventif
selama 11 hari, maka akan terjadi 40 kali perawatan dengan. Biaya perawatan = Rp. 1.728.750,- x 40 = Rp. 69.150.000,- Penghematan yang didapat sebesar : ( Rp. 81.562.500,- ) – ( Rp. 69.150.000,- ) = Rp. 12.412.500,-
Atau dapat dikatakan dalam persen penghematan selama 18 bulan yang terjadi apabila perusahaan mengadakan perawatan
preventif adalah sebesar :
= ,-81.562.500 Rp. ,-12.412.500 Rp. x 100% =15.22 % = 15 %
6. Kesimpulan dan Saran
Berdasarkan hasil pengolahan data dan pembahasan, maka dapat diambil beberapa kesimpulan sebagai berikut :
1. Interval perawatan pencegahan yang effisien dengan menggunakan metode Age Replacement adalah setiap 11 hari sekali dengan total biaya minimum sebesar Rp. 343.864,- Dengan tingkat keandalan 57,77 %
2. Biaya interval perawatan pencegahan hasil penelitian setiap 11 hari sekali didapatkan angka sebesar Rp. 69.150.000,- Lebih rendah apabila dibandingkan dengan kondisi awal perusahaan sebelumnya yaitu Rp. 81.562.500,- dengan demikian terjadi
penghematan sebesar Rp. 12.412.500,- Atau sebesar 15 % .
Berdasarkan hasil kesimpulan diatas, maka dapat dikemukakan beberapa saran sebagai berikut :
1.Dalam rangka menjaga agar faslilitas produksi selalu dalam kondisi siap pakai, maka perusahaan hendaknya melakuan perawatan semua mesin khususnya mesin
stripping secara terus-menerus dan terencana dengan menerapkan metode Age Replacement , sehingga akan diperoleh kondisi optimal sesuai criteria pencapaian tujuan yang diinginkan.
2.Metode penelitian perawatan
preventif Age Replacement,
selanjutnya dapat dikembangkan untuk jenis mesin-mesin produksi yang lainnya.
7. Daftar Pustaka
1. A.K. Govil, 1996, Reliability Engineering, Tata Mc Graw, Hill Publishing Company Limited, New Delhi.
2. Anda Iviana Juniani. “Identivikasi Resiko dan Penerapan Metode Risk Management Pada Sistem Bahan Bakar Solardi Unit Pembangkitan Paiton”, Tugas Akhir, FTI-ITS, 2003.
3. Alain, Villemeur, 1992, Reliability, Availability, Maintainability, And Safety Assessment, Volume 1, John Wiley Inc, New York.
4. Ardiansyah, Mochammad, 2004, Menentukan Kebijakan Perawatan Pencegahan Yang Optimal Dengan Pendekatan RCM II, Laporan
Agritek Volume 11 Nomor 1 Maret 2010 MENENTUKAN INTERVAL....… 71 5. Dimitri Kececioglu. “Reliability
Engineering Handbook”, Volume 1-2, Prentice Hall. 6. Firmanta, M. Dirga, 2005,
Implementasi Metode RCM II Dan Analisa Keandalan Untuk Menentukan Kebijakan
Kegiatan Perawatan
Pencegahan Dan Interval Perawatan Pencegahan Yang Optimal.
7. Kamil M. Noor,”Identifikasi dan Pengukuran resiko di Line Produksi III PT.Trias Sentosa Tbk Dengan Menggunakan Metode Risk Management”, Tugas Akhir, FTI-ITS, 2002.
8. Moubray, John, 1997, Reliability Centered Maintenance,
Industrial Press Inc, New York.
9. Prameswari, L Hayu, 2006, Penerapan RCM Dalam Merencanakan Kegiatan Perawatan Yang Optimal,. 10.Robert B.Abernethy, “The New
Weibull Handbook”, 4th edition, Nort Palm Beach, FL, 2002.
11.Woodhouse, John,”Managing Industrial Risk”, Chapman & Hall, London, 1999