66 BAB V
ANALISA PEMECAHAN MASALAH
5.1 TAHAP ANALISIS (ANALYSE)
Setelah di lakukan pengukuran maka dilakukan analisis permasalahan.
Aktivitas utama tahap analisis adalah menentukan faktor penyebab cacat dengan Fishbone, sebagai catatan dalam analisa akan memperoleh faktor faktor yang sangat terbatas karena akibat dari masalah yang sangat terfokus pada akar penyebab masing masing komponen yang dianalisa hanya pada faktor yaang sangat berpengaruh atau mempunyai hubungan yang paling besar.
5.1.1 Pembuatan Fishbone
Fishbone digunakan untuk mengetahui penyebab dari masalah yang
terjadi, sehingga dapat diambil tindakan untuk menyelesaikan masalah tersebut.
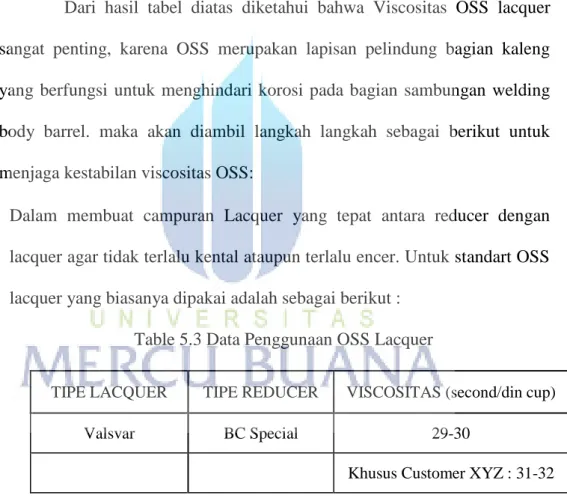
Dari Gambar 4.11 terlihat bahwa OSS Bubble merupakan cacat
terbesar yaitu sebanyak 35,4 %. Untuk itu cacat OSS Bubble diprioritaskan
dalam penelitian.
Sumber-sumber masalah tersebut secara langsung akan mempengaruhi efektivitas dari produksi dan bahkan akan berakibat terhadap kualitas produksi.
Untuk mencari faktor faktor yang berpengaruh dan mengarah ke terjadinya penyimpangan kualitas kerja, maka penyebab utama akan dikategorikan menjadi 5 faktor yaitu:
1. Faktor Manusia (Man)
Skill operator.
Kemampuan operator untuk mengoperasikan mesin dan kemampuan operator untuk menanggulangi masalah yang terjadi selama proses produksi.
Kelalaian Operator menjalankan SOP.
Standard Operasional Procces harus selalu menjadi acuan operator dalam
bekerja, sehingga dengan adanya kelalaian operator akan mengakibatkan cacat.
Kesalahan dan ketidaktelitian dalam work preparation di awal shift.
Hal ini terjadi karena, pada pergantian shift sering terjadi problem, kurangnya komunikasi antar shift. Sehingga terjadi perbedaan setting saat produksi berlangsung..
Pengalaman operator.
Lamanya operator mulai mengoperasikan mesin dilihat dari mulai masuk
sebagai karyawan tetap dan operator mesin yang bersangkutan selama
proses produksi.
2. Faktor Mesin
Kebersihan bak aplikasi.
Kebersihan dan kondisi belt transfer.
Kebersihan guide kaleng pada conveyor OSS
Kesejajaran Kalibrasi dengan OHC dan dengan conveyor OSS
Sinkronisasi kecepatan kaleng dengan kecepatan roll aplikasi
3. Faktor Metode.
Cara setting roll OSS.
Metode pencampuran bahan baku OSS.
Suhu pemanasan OSS agar kering.
4. Faktor Material
Viscositas OSS
Ketebalan aplikasi OSS pada keleng
Jenis Body Sheet yang akan diproduksi.
Kebersihan material sheet.
5. Lingkungan
Tingkat suhu ruang.
Tingkat kelembaban ruang.
Kebersihan lingkungan.
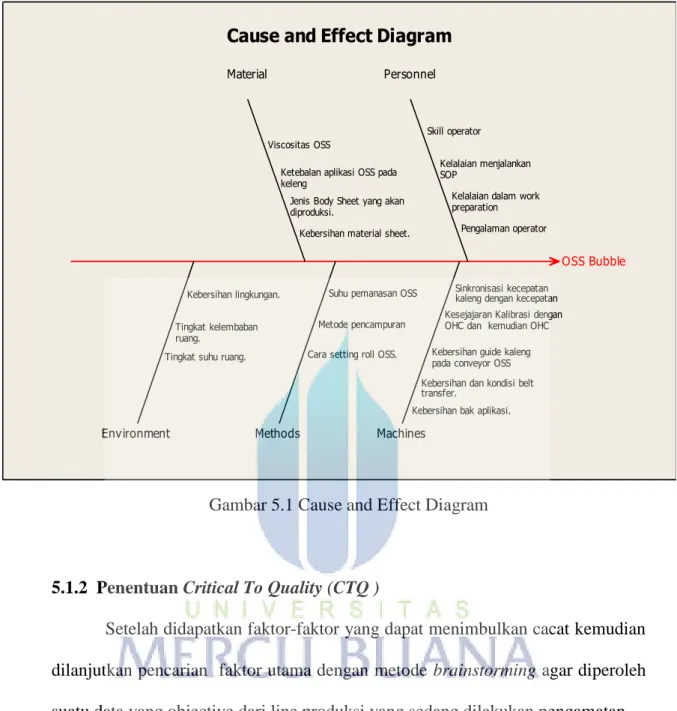
Setelah diketahui faktor- faktor penyebab OSS Problem maka dibuat
fishbone diagram seperti terlihat pada gambar 5.1
Gambar 5.1 Cause and Effect Diagram
5.1.2 Penentuan Critical To Quality (CTQ )
Setelah didapatkan faktor-faktor yang dapat menimbulkan cacat kemudian dilanjutkan pencarian faktor utama dengan metode brainstorming agar diperoleh suatu data yang objective dari line produksi yang sedang dilakukan pengamatan.
AnaIisa yang digunakan untuk menentukan CTQ dalam penyusunan Tugas Akhir ini adalah kuisioner yang diisi oleh orang-orang yang berada dalam lingkungan mesin Bodymaker
.OSS Bubble
Environment Methods
Material
Machines Personnel
Pengalaman operator preparation Kelalaian dalam work SOPKelalaian menjalankan Skill operator
kaleng dengan kecepatan Sinkronisasi kecepatan OHC dan kemudian OHC Kesejajaran Kalibrasi dengan
pada conveyor OSS Kebersihan guide kaleng
transfer.
Kebersihan dan kondisi belt Kebersihan bak aplikasi.
Kebersihan material sheet.
diproduksi.
Jenis Body Sheet yang akan keleng
Ketebalan aplikasi OSS pada Viscositas OSS
Suhu pemanasan OSS Metode pencampuran Cara setting roll OSS.
Kebersihan lingkungan.
ruang.
Tingkat kelembaban Tingkat suhu ruang.
Cause and Effect Diagram
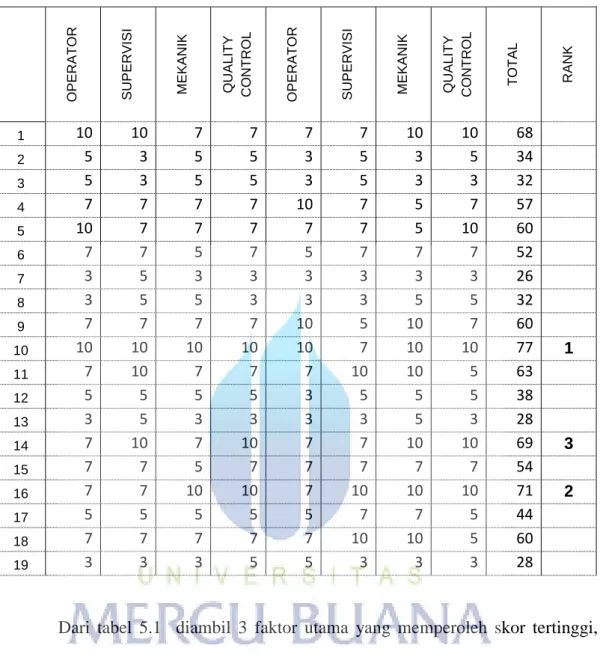
Tabel 5.1 Tabel CTQ
Dari tabel 5.1 diambil 3 faktor utama yang memperoleh skor tertinggi, yaitu:
1. Viscositas OSS 2. Cara setting roll OSS
3. Suhu pemanasan OSS agar kering
OPERATOR SUPERVISI MEKANIK QUALITY CONTROL OPERATOR SUPERVISI MEKANIK QUALITY CONTROL TOTAL RANK
1
10 10 7 7 7 7 10 10 68
2
5 3 5 5 3 5 3 5 34
3
5 3 5 5 3 5 3 3 32
4
7 7 7 7 10 7 5 7 57
5
10 7 7 7 7 7 5 10 60
6
7 7 5 7 5 7 7 7 52
7
3 5 3 3 3 3 3 3 26
8
3 5 5 3 3 3 5 5 32
9
7 7 7 7 10 5 10 7 60
10
10 10 10 10 10 7 10 10 77 1
11
7 10 7 7 7 10 10 5 63
12
5 5 5 5 3 5 5 5 38
13
3 5 3 3 3 3 5 3 28
14
7 10 7 10 7 7 10 10 69 3
15
7 7 5 7 7 7 7 7 54
16
7 7 10 10 7 10 10 10 71 2
17
5 5 5 5 5 7 7 5 44
18
7 7 7 7 7 10 10 5 60
19
3 3 3 5 5 3 3 3 28
5.1.3 Failure Mode and Effect Analysis (FMEA)
Pada tahap Failure Mode and Effect Analsis semua item dianalisis dilihat modus kegagalan yang terjadi, efek kegagalan potensial, penyebab potensial, desain control pencegahan, desain kontrol deteksi, rekomendasi action dan pemenuhan target pencapaian
Dari hasil Critial To Quality dibuat dan dikembangkan suatu analisis untuk mencari solusi Failure Mode and Effect Analysis (FMEA) untuk mengidentifikasi dan menghitung resiko-resiko yang berhubungan dengan potensi kegagalan (failure). Pembuatan FMEA berdasarkan pembahasan dan wawancara dengan operator di lapangan dan pihak-pihak terkait seperti telihat pada Tabel 5.2.
Dari tabel FMEA dapat terlihat nilai RPN yang tertinggi disebabkan oleh : 1. Viscositas OSS
2. Suhu pemanasan OSS 3. Cara setting roll OSS
Sehingga dari ketiga hal ini yang akan dilakukan improvement
72
Item
Modus kegagalan
potensial
Effect kegagalan Potensial
e v
Penyebab potensial/
Kegagalan mekanis c c u r
Desain kontrol pencegahan
Desain kontrol deteksi
e t e c
P
N Rekomendasi action
Pemenuhan target pencapaian
Viscositas OSS Viscositas OSS berubah
Menybabkan problem pada OSS, Seperti OSS Bubble, bolong, bleweran.
8
Suhu ruang yang berubah (Siang – Malam)
7
Check sheet start up
Spesialisasi Operator
Pengecekan viscositas OSS setiap jam oleh petugas yang bertanggung jawab
6 321
Pengisian check sheet viscositas OSS per jam
Pemberian operator untuk pembuatan OSS
Viscositas OSS stabil
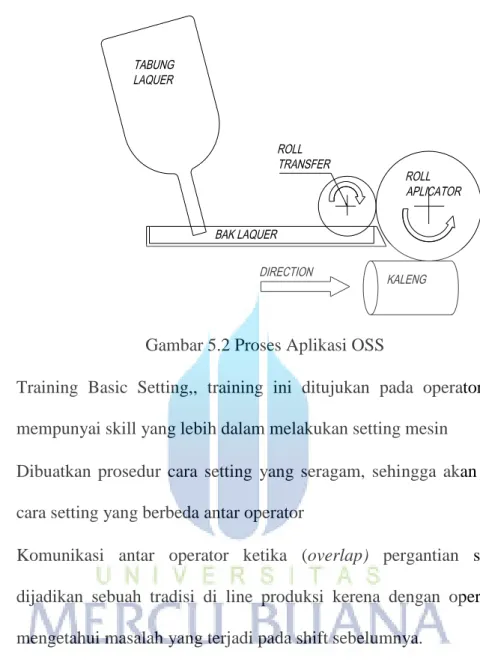
Cara setting roll OSS
Settingan roll tidak sesuai standar
Aplikasi OSS miring, bolong, bubble, bleweran
Aplikasi OSS netes ke dalam kaleng
7
Adanya perbedaan metode setting antar operator
Kurangya komunikasi antar operator, sehingga tidak terdeteksi jika terjadi perubahan setting
Kurangnya penngetahuan mengenai cara setting
6
Melakukan komunikasi antar operator ketika pegantian shift
Pengecekan aplikasi saat awal shift
Check visual kaleng setelah aplikasi OSS
5 209
Dibuatkan prosedur cara setting yang seragam
Menseragamkan cara setting tiap tiap operator dengan cara memberi training kepada operator
Cara setting roll OSS tiap operator sudah seragam
Suhu
pemanasan OSS
Suhu tidak stabil
OSS mentah (basah)
OSS Bubble
Out Body kaleng lecet 7
Terdapat burner curing yang mampet sehingga api tidak keluar dan suhu yang diharapkan tidak tercapai
6
Check sheet preventive maintenance
Check visual kaleng setelah dipanaskan
Pemberian sensor temperatur agar suhu yang inginkan terkontrol
6 244
Buatkan schedule preventive maintenance
Suhu pemanasan OSS stabil