Informasi Dokumen
- Penulis:
- Laurentius Kelik Dwi Ananta
- Pengajar:
- Ir. Luluk Edahwati, MT
- Sekolah: Universitas Pembangunan Nasional Veteran Jawa Timur
- Mata Pelajaran: Teknik Kimia
- Topik: Pabrik Santan Cream
- Tipe: Tugas Akhir
- Tahun: 2009
- Kota: Surabaya
Ringkasan Dokumen
I. PENDAHULUAN
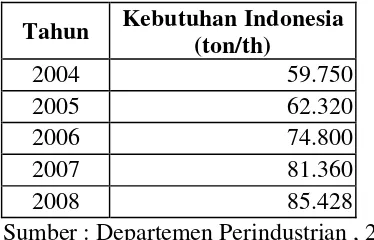
Bagian ini menjelaskan latar belakang dan tujuan dari pabrik santan cream. Pendirian pabrik ini didasari oleh tingginya permintaan akan santan yang praktis dan higienis di masyarakat. Penjelasan tentang pentingnya produk santan cream sebagai alternatif dari santan yang diolah secara manual menjadi fokus utama. Hal ini relevan dengan tujuan pendidikan untuk memberikan pemahaman kepada mahasiswa tentang pentingnya inovasi dalam industri pangan.
II. SELEKSI DAN URAIAN PROSES
Di bagian ini dibahas berbagai proses produksi santan cream, termasuk metode yang digunakan dan alasan pemilihan metode tersebut. Tiga proses utama yang diuraikan adalah Hagenmaier, APCC, dan Linden. Pengetahuan tentang proses ini penting untuk mahasiswa Teknik Kimia agar memahami berbagai teknik ekstraksi dan pengolahan bahan pangan, serta aplikasinya dalam industri.
2.1. Macam Proses
Bagian ini menguraikan berbagai proses pembuatan santan cream yang dapat dilakukan. Penjelasan tentang kelebihan dan kekurangan masing-masing proses memberikan wawasan kepada mahasiswa mengenai pemilihan teknologi yang tepat dalam industri.
2.2. Seleksi Proses
Di sini, dijelaskan alasan pemilihan proses Linden sebagai metode terbaik untuk produksi santan cream. Kriteria pemilihan seperti biaya, efisiensi, dan kualitas produk sangat penting untuk dipahami oleh mahasiswa agar dapat menerapkan prinsip yang sama dalam proyek industri lainnya.
III. NERACA MASSA
Bagian ini menyajikan analisis neraca massa yang dilakukan selama proses produksi. Data yang diperoleh dari neraca massa sangat penting untuk memahami efisiensi proses dan pengelolaan bahan baku. Ini mengajarkan mahasiswa bagaimana menghitung dan menganalisis data produksi yang relevan, yang merupakan keterampilan kunci dalam teknik kimia.
IV. NERACA PANAS
Analisis neraca panas dilakukan untuk memastikan bahwa proses produksi berjalan dengan efisien dari segi energi. Bagian ini memberikan pemahaman tentang kebutuhan energi dalam proses produksi, yang penting untuk desain sistem yang hemat energi. Mahasiswa belajar untuk menerapkan konsep termodinamika dalam konteks industri.
V. SPESIFIKASI ALAT
Di bagian ini, spesifikasi alat yang digunakan dalam pabrik dijelaskan secara detail. Memahami spesifikasi alat adalah penting bagi mahasiswa untuk merancang dan memilih peralatan yang tepat dalam proyek mereka. Ini juga mencakup pemahaman tentang bagaimana alat berkontribusi terhadap efisiensi proses.
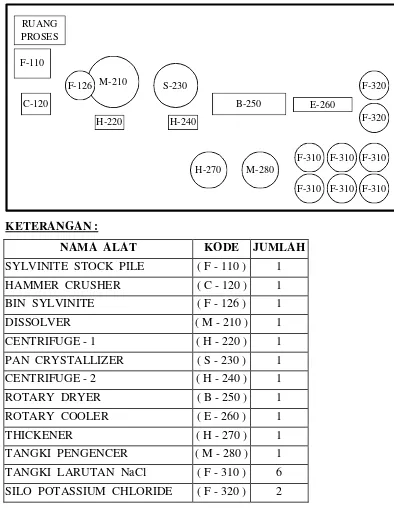
VI. PERENCANAAN ALAT UTAMA
Perencanaan alat utama yang digunakan dalam pabrik santan cream diuraikan di sini. Ini mencakup pemilihan dan penempatan alat untuk memaksimalkan efisiensi. Mahasiswa diajarkan untuk berpikir kritis tentang desain pabrik dan bagaimana setiap elemen berkontribusi pada keseluruhan proses.
VII. INSTRUMENTASI DAN KESELAMATAN KERJA
Bagian ini menekankan pentingnya instrumentasi dalam pengontrolan proses dan keselamatan kerja di pabrik. Mahasiswa belajar tentang alat pengukur dan kontrol yang digunakan untuk memastikan proses berjalan dengan aman dan efisien. Kesadaran akan keselamatan kerja menjadi nilai penting dalam pendidikan teknik.
VIII. UTILITAS
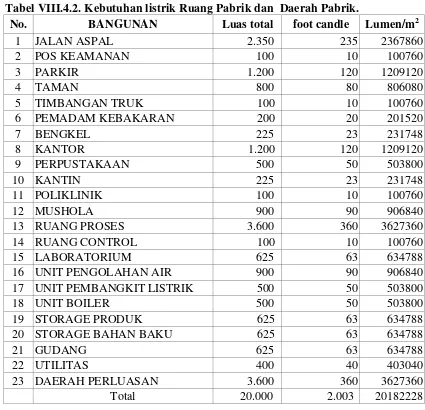
Di sini, dibahas tentang kebutuhan utilitas pabrik seperti air, listrik, dan bahan bakar. Memahami kebutuhan utilitas adalah penting bagi mahasiswa untuk merencanakan dan mengelola sumber daya dalam proyek industri mereka. Ini juga mengajarkan mereka tentang keberlanjutan dan efisiensi sumber daya.
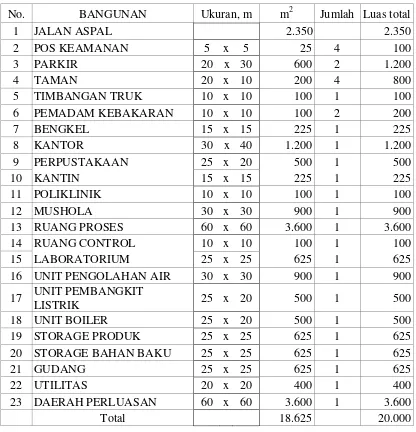
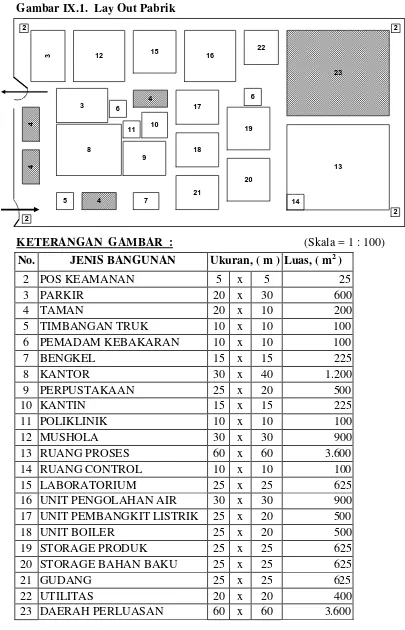
IX. LOKASI DAN TATA LETAK PABRIK
Bagian ini membahas pemilihan lokasi dan tata letak pabrik yang optimal. Mahasiswa diajarkan tentang faktor-faktor yang mempengaruhi keputusan ini, termasuk aksesibilitas, ketersediaan bahan baku, dan dampak lingkungan. Ini membantu mereka memahami pentingnya perencanaan dalam konteks industri.
X. ORGANISASI PERUSAHAAN
Di bagian ini, struktur organisasi perusahaan dijelaskan. Memahami organisasi dan manajemen adalah penting bagi mahasiswa untuk mempersiapkan diri dalam karir mereka di industri. Ini juga memberikan wawasan tentang bagaimana tim bekerja sama untuk mencapai tujuan produksi.
XI. ANALISA EKONOMI
Analisa ekonomi dari proyek pabrik ini menguraikan aspek finansial yang terkait dengan pendirian dan operasional pabrik. Mahasiswa belajar untuk menghitung biaya, pendapatan, dan profitabilitas, yang sangat penting dalam pengambilan keputusan bisnis.
XII. PEMBAHASAN DAN KESIMPULAN
Bagian ini menyimpulkan hasil dari seluruh analisis yang dilakukan dalam pabrik santan cream. Mahasiswa diajarkan untuk menarik kesimpulan dari data dan analisis yang telah dilakukan, serta memahami implikasi dari hasil tersebut dalam konteks industri.
Referensi Dokumen
- Water Treatment Plant Design ( American Society of Civil Engineers )
- Shreve’s Chemical Process Industries ( Austin G.A. )
- Introduction to Chemical Engineering ( Badger, W.L. and Banchero, J.T. )
- Material Handbook ( Brady, G.S. )
- Process Equipment Design ( Brownell, L. and Young, E. )