Oleh
YODIA ADMIRALDI H24070068
DEPARTEMEN MANAJEMEN
FAKULTAS EKONOMI DAN MANAJEMEN INSTITUT PERTANIAN BOGOR
Yodia Admiraldi. H24070068. Kajian Proses Produksi dan Pengendalian Mutu Proses Pengemasan Pupuk Urea di PT Pupuk Kujang. Di bawah bimbingan
H. Musa Hubeis.
Perusahaan perlu melaksanakan kendali mutu untuk menjaga kestabilan mutu, bahkan meningkatkan produk yang dihasilkan bagi pelanggan dalam mendapatkan kepuasan dan tetap loyal membeli produk yang dihasilkan, maka produsen harus peka dalam berbagai aspek yang mempengaruhi mutu, salah satunya dengan proses pengemasan yang baik.
Penelitian ini bertujuan (1) Menganalisis pengendalian mutu pada proses produksi pengemasan pupuk urea PT Pupuk Kujang, (2) Mengidentifikasikan hal-hal yang memengaruhi mutu pengemasan pupuk urea PT Pupuk Kujang dan (3) Mengkaji pengendalian mutu pada proses produksi pengemasan tersebut terkendali atau tidak terkendali.
Data yang dikumpulkan dalam penelitian meliputi data primer dan sekunder. Data primer diperoleh dari hasil wawancara dan data sekunder berupa studi literatur, data perusahaan dan publikasi elektronik. Pengambilan contoh dilakukan dengan perhitungan data rataan berat kemasan per shift (3 kali sehari) selama enam bulan (181 hari) dan analisis data dilakukan dengan menggunakan metode Statistical Quality Control, yaitu Diagram Pareto, Grafik Kendali dan Diagram Sebab-akibat yang diolah menggunakan Microsoft Excel.
Dalam pengendalian proses pengemasan, perusahaan menerapkan sistem “zero waste”, dimana Urea tergolong produk reject akan disuling ulang melalui beberapa tahapan seperti sweeping, atau washing, disamping pembongkaran dan pemuatan ulang bila terjadi penyimpangan berat timbangan. Persentase kesalahan dalam ketidaksesuaian jumlah reject yang terjadi di divisi bagging pada bulan Januari - Juni 2011, yaitu 0,17 persen - 0,51 persen dengan jumlah maksimum
reject 484,35 ton pada bulan Januari dan 88,20 ton pada bulan Juni sebagai titik kesalahan proses pengemasan terendah. Hal lainnya, faktor urea tercecer menjadi faktor utama, yaitu 789,25 ton lalu diikuti oleh faktor kesalahan pada saatloading truck 772,12 ton dan kesalahan pembongkaran gudang 145,43 ton selama 6 (enam) bulan terhitung dari bulan Januari – Juni 2011.
Permasalahan timbulnya beragam kesalahan tersebut, dapat dirinci dengan diagram tulang ikan atas faktor 4M (man, machine, method dan material) yaitu manusia (skill, konsentrasi, faktor internal dan kondisi fisik pekerja itu sendiri), mesin (umur, perbaikan, kerusakan dan kelebihan takaran mesin itu sendiri), metode (jam shift, jam istirahat dan efektifitas metode yang diterapkan) dan yang terakhir bahan baku (mutu karung yang dipakai). Sebagai ilustrasi jumlah produksi perusahaan per bulan dari urea kemasan 50 kg memiliki rataan produksi 50,1690 kg, dengan nilai maksimum 50,2167 kg dan minimum 50,0667 kg, serta proses pengemasan mutu pada unit bagging untuk kemasan 50 kg terkendali, karena masih di bawah batas atas toleransi yang diterapkan perusahaan dan proses pengemasan sama sekali tidak pernah menyentuh angka di bawah 50 kg (batas bawah 49,7 kg).
Skripsi
Sebagai salah satu syarat untuk memperoleh gelar
Sarjana Ekonomi
Pada Departemen Manajemen Fakultas Ekonomi dan Manajemen
Institut Pertanian Bogor
Oleh
YODIA ADMIRALDI H24070068
DEPARTEMEN MANAJEMEN
FAKULTAS EKONOMI DAN MANAJEMEN INSTITUT PERTANIAN BOGOR
Nama : Yodia Admiraldi
NIM : H24070068
Menyetujui, Pembimbing
Prof. Dr. Ir. H. Musa Hubeis, MS, Dipl. Ing., DEA NIP 19550626 198003 1 002
Mengetahui, Ketua Departemen
Dr. Ir. Jono M. Munadar, MSc NIP 19610123 198601 1 002
iii
Yodia Admiraldi Rizal lahir di Jakarta, 28 September 1989, putra pertama dari tiga bersaudara, pasangan Yosef Rizal, SE, Ak., MM dan drg. Adia Laksita. Pendidikan formal yang dilalui adalah SD Bina Insani Bogor lulus tahun 2001, kemudian dilanjutkan ke SMP Negeri 1 Bogor lulus tahun 2004 dan SMA Negeri 1 Bogor. Pada tahun 2007, lulus dari SMA Negeri 1 Bogor kemudian diterima di Institut Pertanian Bogor melalui jalur USMI (Undangan Seleksi Masuk IPB). Selanjutnya diterima di Departemen Manajemen, Fakultas Ekonomi dan Manajemen.
Semasa diperkuliahan aktif dalam beberapa kegiatan eksternal kampus seperti mengikuti kegiatan-kegiatan masyarakat dan sosial (bakti sosial lingkungan, donor darah, sunatan masal kampung Kukupu, buka puasa bersama panti asuhan At-Taubah dan lain-lain) serta aktif dalam kegiatan kemahasiswaan di internal kampus (debat Bussines Enterpreneurship, Bussines Plan) dan ikut ambil bagian dalam kepanitiaan kegiatan-kegiatan yang diadakan oleh Fakultas, maupun Departemen (Bank goes to campus, Extravaganza dan Espresso). Ikut serta dalam acara-acara olahraga (Sportakuler) dan seminar-seminar (Pengelolaan manajemen resiko dengan asuransi, pentingnya ISO bagi perusahaan dan lain-lain) yang diadakan IPB maupun kampus lainnya.
iv
Puji syukur kehadirat Allah SWT penulis panjatkan karena berkat rahmat, karunia, hidayah, dan inayah-Nya skripsi yang berjudul Kajian Proses Produksi Pupuk Urea dan Pengendalian Mutu Proses Pengemasan di PT Pupuk Kujang dapat diselesaikan dengan baik. Skripsi ini diajukan untuk melengkapi syarat memperoleh gelar Sarjana Ekonomi pada Departemen Manajemen, Fakultas Ekonomi dan Manajemen, Institut Pertanian Bogor.
Skripsi ini membahas pengendalian mutu yang terjadi dalam pengemasan produk dan melihat faktor-faktor apa yang mempengaruhinya. Metode yang digunakan adalah grafik Pareto, diagram Ishikawa dan grafik Kendali. Hasilnya dapat terlihat apakah pengendalian mutu tersebut terkendali atau tidaknya, sehingga perusahaan dapat menerapkan standarisasi yang bagus untuk menjaga kepercayaan konsumen terhadap produk yang dikeluarkan perusahaan.
Penulis menyadari bahwa masih banyak kekurangan pada skripsi ini. Oleh karena itu, saran dan kritik yang bersifat membangun diharapkan dariberbagai pihak, agar menjadi suatu pembelajaran bersama di kedepannya. Penulis juga memohon maaf atas kekurangan yang terdapat pada skripsi ini. Semoga skripsi ini bermanfaat bagi kita semua. Amin.
v
Puji syukur kehadirat Allah SWT penulis panjatkan karena berkat rahmat, karunia, hidayah, dan inayah-Nya skripsi yang berjudul “Kajian Proses Produksi Pupuk Urea dan Pengendalian Mutu Proses Pengemasan di PT Pupuk Kujang” dapat diselesaikan dengan baik. Penulis menyadari sepenuhnya bahwa penyelesaian skripsi ini tidak terlepas dari bantuan, motivasi dan kerjasama dari berbagai pihak. Oleh karena itu, pada kesempatan ini penulis mengucapkan terima kasih kepada:
1. Kedua orang tua tercinta, daddy Yosef Rizal, SE, Ak., MM dan mommy Drg. Adia Laksita, serta kedua adikku tersayang yaitu Yofadzka Akbar Rizal dan Yonanda Alvino Rizal yang selalu mendoakan, memberikan motivasi, bantuan moril dan materiil selama penyusunan skripsi.
2. Prof. Dr. Ir. H. Musa Hubeis, MS, Dipl. Ing., DEA sebagai pembimbing skripsi yang telah memberikan bimbingan, saran, motivasi dan pengarahan dengan penuh kesabaran kepada penulis.
3. Drs. Edward H Siregar, SE, MM dan Nurhadi Wijaya, S.Tp, MM selaku penguji sidang.
4. Dr. Ir. Jono Munandar, M.Sc. selaku Ketua Departemen Manajemen, FEM IPB.
5. Tanteku, bunda Dr. Ir. Delima Azahari, MSc yang membantu memberikan bantuan secara langsung dan tidak langsung kepada penulis agar mendapatkan kesempatan untuk dapat melakukan penelitian.
6. Pakde Dr. Ir. Bambang Drajad, Mec, yang mau melowongkan waktu untuk penulis dalam mengajarkan aspek-aspek didalam penelitian penulis.
7. Bapak Drs. A. Tossin Sutawikara, Ak. MM selaku Direktur Utama PT Pupuk Kujang dan Ir. Ade Suryanti, MM selaku Direktur SDM dan Umum PT Pupuk Kujang yang telah memberikan kesempatan penulis melakukan penelitiaan di PT Pupuk Kujang di Cikampek.
8. Bapak M. Saaf Husnu selaku Manajer PPSDM dan bapak Dadang Supriadi selaku Superintendent Bagian Rendal Produksi yang berkenan menjadi
vi
setempat.
9. Seluruh staf Pendidik dan staf Kependidikan Departemen Manajemen FEM IPB yang sangat membantu terlaksananya perolehan ilmu dan penelitian. 10. Seluruh keluarga besar mommy dan daddy atas segala perhatian, doa dan
dorongan semangat yang diberikan selama ini.
11. Arlan Adinata, SE. sahabatku semenjak TPB yang membantu dalam penyelesaian skripsi, pembelajaran di kelas dan tukar pikiran serta Adi Febrian, yang menjadi sahabat yang mendukung dalam suka-duka.
12. Sahabat-sahabatku para Lacoste (Badoq, Uki, Duta, Fiki, Edo, Arlan, Jawa, Mamat, Crist, Keken, Upeh, Celi, Una, Ira, Ima dan Anggi) yang menemani selama tiga tahun terakhir ini.
13. Teman-teman seperjuangan yang sudah lulus terlebih dahulu (Serly, Maria, Elis, Arlena, Ferlistya, Suci, Devi dan Arief) terima kasih atas dukungan dan semangatnya untuk bahu-membahu dalam penyelesaian tugas akhir.
14. Teman-teman Les Voitures yang saling berlomba untuk lulus, terutama dukungan dari Big G kepada penulis dalam tukar pikiran baik dalam hal skripsi maupun hal lainnya.
15. Seluruh teman-teman Manajemen 44 dan Mahasiswa IPB lain yang selalu mendoakan dan memberikan semangat.
16. Semua pihak yang tidak dapat disebutkan satu persatu.
Semoga Allah membalas semua kebaikan yang telah diberikan oleh semua pihak baik yang tersebutkan maupun tidak sehingga skripsi ini selasai. Penulis menyadari masih banyaknya kekurangan dan kelemahan dalam penyusunan skripsi ini, semoga penelitian ini dapat memberikan manfaat bagi semua pihak yang memerlukannya.
Halaman RINGKASAN
RIWAYAT HIDUP... iii
KATA PENGANTAR... iv
UCAPAN TERIMA KASIH... v
DAFTAR ISI ... vii
DAFTAR TABEL... ix DAFTAR GAMBAR... x DAFTAR LAMPIRAN... xi I. PENDAHULUAN 1.1. Latar Belakang ... 1 1.2. Perumusan Masalah ... 3 1.3. Tujuan Penelitian... 3
1.4. Ruang Lingkup Penelitian... 4
II. TINJAUAN PUSTAKA 2.1. Pupuk Urea... 5 2.2. Proses Produksi ... 6 2.3. Kemasan... 7 2.3.1 Manfaat Kemasan ... 7 2.3.2 Jenis Kemasan... 8 2.4. Mutu... 8 2.4.1 Pengendalian Mutu ... 10
2.4.2 Alat dan Teknik Pengendalian Mutu ... 12
2.4.3Statistical Quality Control... 14
2.5. Penelitian Terdahulu yang Relevan... 15
III. METODE PENELITIAN 3.1. Kerangka Pemikiran Penelitian... 16
3.2. Lokasi dan Waktu Penelitian……... 17
3.3. Pengumpulan Data... 17
3.4. Pengolahan dan Analisis Data... 17
IV. HASIL DAN PEMBAHASAN 4.1. GambaranUmumPerusahaan... 23
4.1.1 Tata Letak Peerusahaan... 24
4.1.2 Visi dan Misi Perusahaan... 25
4.1.3 Struktur Organisasi Perusahaan... 25
4.1.4 Kepegawaian Perusahaan ... 25
4.1.5 Jam Kerja Karyawan... 26
4.1.6 Hak Karyawan ... 27
4.2. Unit Produksi Perusahaan ... 28
4.2.1 Unit Utilitas ... 28
4.3. Alur Produksi Urea hingga Pengemasan ... 30
4.3.1 Proses Produksi Urea di Pabrik 1B... 30
4.3.2 Proses Pengemasan Urea di UnitBagging... 37
4.4. Hasil Analisis. ... 39
4.4.1 Pengolahan Data Pertama... 39
4.4.2 Pengolahan Data Kedua ... 42
4.4.3 Pengolahan Data Ketiga ... 47
4.5. Implikasi Manajerial... 53
KESIMPULAN DAN SARAN Kesimpulan... 54
Saran... ... ... 55
DAFTAR PUSTAKA... 56
No
.
Halaman1. Perbandingan filosofi mutu ... 8
2. Proses pengumpulan data ... 17
3. Intepretasi pola data sistematik... 19
4. Klasifikasi menurut jabatan... 26
5. Klasifikasi menurut lokasi... 26
6. Klasifikasi menurut pendidikan... 26
7. Alat padaBulk Handling System... 37
8. Alat padaBagging System... 37
9. Alat padaBag Handling System... 38
10. Jumlah kesalahan dibanding total produksi... 39
11. Persentase kesalahan per bulan... 40
No
.
Halaman1. Kerangka pemikiran penelitian... 16
2. Alur produksi pupuk urea... 30
3. Proses sintesa ... 31
4. Proses dekomposisi... 32
5. Prosesrecovery I... 33
6. Prosesrecovery II ... 34
7. Proses kristalisasi... 35
8. Prosesprilling... 36
9. Alur pengemasan terigu kemasan 50 kg di unitBagging... 38
10. Histogram data... 41
11. Fluktuasi jumlah kesalahan total per bulan ... 41
12. Grafik Pareto kesalahan di unitBagging... 42
13. Fishbone diagram... 43
14. Batas atas dan batas bawah pengendalian perusahaan... 48
15. Pergerakan rataan produksi unitBagging... 48
16. Berat rataan kemasan 50 kg per bulan ... 49
17. Berat rataan yang dihasilkan per shift tiap bulan... 49
18. UCL dan LCL yang baru... 51
19. Control chart untukContimuous Improvement... 52
No
.
H
alaman1. Uji normalitas ... 58
2. Control chart X... 59
3. Control chart S ... 62
4. Data rataan... 65
5. Min, max and average... 68
6. Data rataan kelebihan per bulan ... 68
7. Daftar pertanyaan wawancara ... 69
8. Struktur organisasi ... 71
1
1.1. Latar Belakang
Mutu merupakan faktor utama yang paling mempengaruhi pelanggan dalam memilih jasa atau produk suatu perusahaan. Berdasarkan hal tersebut, perusahaan perlu melaksanakan kendali mutu untuk menjaga kestabilan mutu, bahkan untuk meningkatkan produk atau jasa yang dihasilkan agar pelanggan mendapat kepuasan dan tetap loyal untuk membeli produk yang dihasilkan. Pada akhirnya tujuan dari perusahaan untuk mendapatkan keuntungan dapat terealisasi.
Berawal pada tahun 1975, dengan SK Presiden No. 16 tahun 1975, pengalihan “Proyek Pupuk Jatibarang” ke Direktorat Jenderal Industri Kimia, Departemen Perindustrian, didirikanlah PT Pupuk Kujang tepatnya pada tanggal 9 Juni 1975 untuk pemenuhan kebutuhan pupuk urea di wilayah Jawa Barat dan sekitarnya. Pembangunan pabrik Pupuk Kujang pertama diberi nama Pabrik Kujang 1A dengan kapasitas produksi 570.000 ton/tahun urea dan 330.000 ton/tahun amoniak pembangunannya dilaksanakan oleh kontraktor utamaKellogg Overseas Corporation (USA) danToyo Engineering Corporation (Japan) yang diresmikan oleh Presiden Republik Indonesia pada tanggal 12 Desember 1978. Selanjutnya dilakukan pembangunan Pabrik Kujang 1B dengan kapasitas produksi 570.000 ton/tahun urea dan 330.000 ton/tahun amonia dilaksanakan oleh kontraktor utama Toyo Engineering Corporation (TEC) Jepang dan didukung oleh 2 (dua) kontraktor dalam negeri yaitu PT Rekayasa Industri dan PT Inti Karya Persada Teknik lalu diresmikan oleh Presiden Republik Indonesia pada tanggal 3 April 2006 (www.pupuk-kujang.co.id, 2011).
Kinerja PT Pupuk Kujang pada tahun 2009 tercermin dari hasil produksi perusahaan yang berhasil memproduksi pupuk sebanyak 1.178.441 ton atau 108,3% dibandingkan dengan produksi tahun 2008, hasil produksi tersebut terdiri dari pupuk urea 990.092 ton, pupuk NPK 176.627 ton dan pupuk organik 11.721 ton (www.pupuk-kujang.co.id, 2011).
Pemerintah melalui Instruksi Presiden (Inpres) Nomor 2 tahun 2010 tanggal 13 April 2010 tentang Revitalisasi Industri Pupuk meminta Departemen, Badan dan Institusi terkait untuk mempercepat revitalisasi industri pupuk di Indonesia. Diharapkan adanya peningkatan daya saing industri pupuk pada tingkat nasional, regional dan global untuk pupuk jenis anorganik, organik serta pupuk hayati. Keinginan Pemerintah itu didorong dengan kenyataan yang dihadapi sekarang ini bahwa adanya kekurangan pasokan pupuk, distribusi antar daerah kurang lancar dan harga di tingkat petani sering melampaui harga eceran tertinggi (HET) yang ditetapkan Pemerintah.
Menurut prediksi Kementerian Perindustrian, kebutuhan pupuk anorganik nasional di tahun 2011 adalah sebanyak 9,3 juta ton pupuk urea, 4,5 juta ton pupuksuper phosphate (SP-36), 1,6 juta ton pupukzulfur acid
(ZA) dan 8,8 juta ton pupuknitrogen phosphate kalium (NPK). Sementara proyeksi produksi nasional pada tahun yang sama adalah pupuk urea sebanyak 8,05 juta ton, pupuk SP-36 sebanyak 1,0 juta ton, pupuk ZA 0,65 juta ton dan pupuk NPK sebanyak 5,89 juta ton. Angka prediksi tersebut menunjukkan masih besarnya kesenjangan antara permintaan dan penawaran pasar terhadap pupuk di Indonesia (www.mediadata.co.id, 2011)
Berdasarkan Nota Keuangan RAPBN TA 2011 Harga Eceran Tertinggi (HET) Pupuk seharusnya naik di kisaran 0-15,15 persen dari harga sebelumnya. Total volume pupuk bersubsidi pada tahun 2011 awalnya di rencanakan mencapai 11,2 juta ton. Namun dengan tidak naiknya HET pupuk, harga pupuk Urea Rp1.600 per kg, SP-36 Rp2.000 per kg, ZA Rp1.400 per kg dan NPK Rp2.300 per kg (www.economy.okezone.com, 2011).
Dikarenakan biaya produksi pupuk urea yang tinggi dibandingkan HET yang dianjurkan oleh pemerintah, maka PT Pupuk Kujang diberikan subsidi oleh pemerintah sebagai bentuk kepedulian pemerintah terhadap penyediaan pupuk di kalangan masyarakat. PT Pupuk Kujang merupakan Badan Usaha Milik Negara (BUMN) yang bergerak dibidang produksi dan
distribusi pupuk urea, sehingga PT Pupuk Kujang memberikan harga produk yang dijual menurut pemerintah sebagai bentuk subsidi pupuk
Berdasarkan data di atas, dapat diketahui bahwa pangsa pasar pupuk sangat prospektif. Untuk itu, perusahaan dituntut mampu mempertahankan pangsa pasar yang telah didapatkan bahkan memperluas kemungkinan memperbesar ruang lingkup pangsa pasar yang baru demi memperkecil jaraksuply-demand pupuk saat ini. Salah satu cara untuk mempertahankan pangsa pasar ini adalah dengan memperhatikan mutu produk.
Subsidi yang diberikan pemerintah pada perusahaan PT Pupuk Kujang berupa amanat untuk memproduksi pupuk dengan mutu tinggi demi menjaga kepercayaan konsumen pada perusahaan dan pemerintah. Mutu merupakan faktor utama yang paling mempengaruhi pelanggan dalam memilih jasa atau produk suatu perusahaan. Berdasarkan hal tersebut, perusahaan perlu melaksanakan pengendalian mutu yang mencakup menjaga kestabilan mutu hingga meningkatkan mutu produk atau jasa yang dihasilkan agar pelanggan mendapat kepuasan.
Penjagaan mutu suatu produk perlu diperhatikan beberapa unsur penting didalamnya. Salah satunya adalah proses pengemasan produk itu sendiri. Penampilan suatu produk mempunyai peran besar terhadap ketertarikan dan kepercayaan pelanggan terhadap produk tersebut.
1.2. Perumusan Masalah
1. Bagaimana pengendalian mutu pada proses pengemasan pupuk urea dilakukan ?
2. Apakah yang paling mempengaruhi proses pengemasan pupuk urea PT Pupuk Kujang ?
3. Apakah pengendalian mutu pada proses pengemasan produksi pupuk urea tersebut terkendali ataupun tidak terkendali ?
1.3. Tujuan Penelitian
1. Menganalisis pengendalian mutu pada proses pengemasan pupuk urea di PT Pupuk Kujang.
2. Mengidentifikasikan hal-hal yang mempengaruhi mutu pengemasan pupuk urea PT Pupuk Kujang.
3. Mengkaji pengendalian mutu pada proses pengemasan tersebut terkendali atau tidak terkendali.
1.4. Ruang Lingkup
Ruang lingkup penelitian ini terbatas pada kajian proses produksi pengemasan pupuk urea pada pabrik 1B Kujang dan pengendalian mutu yang diterapkan pada kegiatan pengemasan produk dalam kemasan 50 kg pada divisiBagging, PT Pupuk Kujang.
5
2.1. Pupuk Urea
Pupuk adalah suatu bahan yang mengandung satu atau lebih unsur hara bagi tanaman. Bahan tersebut berupa mineral atau organik, dihasilkan oleh kegiatan alam atau diolah oleh manusia di pabrik. Unsur hara yang diperlukan oleh tanaman adalah C, H, O (ketersediaan di alam masih melimpah), N, P, K, Ca, Mg, S (hara makro, kadar dalam tanaman > 100 ppm), Fe, Mn, Cu, Zn, Cl, Mo, B (hara mikro, kadar dalam tanaman < 100 ppm).
Ke-13 unsur hara tersebut sangat terbatas jumlahnya dan cenderung asupannya kurang di dalam tanah. Hal ini dapat diakibatkan karena sudah habis tersedot oleh tanaman saat diberlakukannya proses cocok tanam tanpa diimbangi dengan pemupukan (Marsono, 2001). Mutu pupuk atau grade fertilizer artinya angka yang menunjukkan kadar hara tanaman utama (N, P dan K) yang dikandung oleh pupuk yang dinyatakan dalam prosen N total, P2O5 dan K2O. Misalnya pupuk Rustika Yellow 15-10-12, berarti kadar N 15%, P2O5 10% dan K2O 12% (www.pusri.wordpress.com, 2011).
Perbandingan pupuk atau ratio fertilizer ialah perbandingan unsur N, P dan K yang dinyatakan dalam N total, P2O5 dan K2O merupakan penyederhanaan dari grade fertilizer. Misalnya grade fertilizer 16-12-20 berarti ratio fertilizer 4:3:5. Mixed ferilizer atau pupuk campur ialah pupuk yang berasal dari berbagai pupuk yang kemudian dicampur oleh pemakainya. Misalnya, pupuk Urea, TSP dan KCl dicampur menjadi satu dengan perbandingan tertentu sesuai dengan mutu yang diinginkan. Hal ini berbeda dengan pupuk majemuk yaitu pupuk yang mempunyai 2 (dua) atau lebih hara tanaman dibuat langsung dari pabriknya.
Pupuk Urea adalah pupuk kimia yang mengandung Nitrogen (N) berkadar tinggi. Unsur nitrogen merupakan zat hara yang sangat diperlukan tanaman. Pupuk urea berbentuk butir-butir kristal berwarna putih, dengan rumus kimia NH2 CONH2, merupakan pupuk yang mudah larut dalam air dan
sifatnya sangat mudah menghisap air (higroskopis), karena itu sebaiknya disimpan di tempat kering dan tertutup rapat dengan suhu ruangan. Pupuk
urea mengandung unsur hara N sebesar 46% dengan pengertian setiap 100 kg urea mengandung 46 kg Nitrogen.
Unsur hara nitrogen yang terkandung dalam pupuk urea memiliki kegunaannya bagi tanaman yaitu, membuat daun lebih banyak mengandung butir hijau daun (chlorophyl), dapat mempercepat pertumbuhan tanaman, dapat menambah kandungan protein tanaman dan dapat dipakai untuk semua jenis tanaman, baik tanaman pangan, holtikultura, tanaman perkebunan, usaha peternakan dan usaha perikanan (www.pusri.wordpress.com, 2011).
2.2. Proses Produksi
Produksi merupakan suatu kegiatan yang dikerjakan untuk menambah nilai guna suatu benda atau menciptakan benda baru, sehingga lebih bermanfaat dalam memenuhi kebutuhan. Kegiatan menambah daya guna suatu benda tanpa mengubah bentuknya dinamakan produksi jasa. Sedangkan kegiatan menambah daya guna suatu benda dapat mengubah sifat dan bentuknya dinamakan produksi barang. Produksi bertujuan untuk memenuhi kebutuhan manusia untuk mencapai kemakmuran. Kemakmuran dapat tercapai, jika tersedia barang dan jasa dalam jumlah mencukupi.
Salah satu yang dilakukan dalam proses produksi adalah menambah nilai guna suatu barang atau jasa. Dalam kegiatan menambah nilai guna barang atau jasa ini, dikenal 5 (lima) jenis kegunaan, yaitu guna bentuk, guna jasa, guna tempat, guna waktu dan guna milik.
Sistem produksi adalah suatu gabungan dari komponen-komponen yang saling berhubungan dan saling mendukung untuk melaksanakan proses produksi dalam suatu perusahaan. Komponen atau unsur struktural yang membentuk sistem produksi terdiri dari bahan (material), mesin dan peralatan, tenaga kerja, modal, energi, informasi dan tanah. Sedangkan komponen atau unsur fungsional terdiri dari penyelia, perencanaan, pengendalian, koordinasi dan kepemimpinan yang semuanya berkaitan dengan manajemen dan organisasi.
Jenis-jenis proses produksi ada berbagai macam bila ditinjau dari berbagai segi. Proses produksi dilihat dari wujudnya terbagi menjadi proses kimiawi, proses perubahan bentuk, prosesassembling, proses transportasi dan
proses penciptaan jasa-jasa adminstrasi (Ahyari, 1986). Proses produksi dilihat dari arus atauflow bahan mentah sampai menjadi produk akhir, terbagi menjadi dua yaitu proses produksi terus-menerus (Continous processes) dan proses produksi silih berganti (Intermittent processes).
Perusahaan menggunakan proses produksi terus-menerus apabila di dalam perusahaan terdapat urutan-urutan yang pasti sejak dari bahan mentah sampai proses produksi akhir. Proses produksi terputus-putus, apabila tidak terdapat urutan atau pola yang pasti dari bahan baku sampai dengan menjadi produk akhir atau urutan selalu berubah (Ahyari, 1986).
2.3. Kemasan
Kemasan adalah suatu komponen yang berfungsi untuk menempatkan suatu hasil pengolahan produk, sehingga mempunyai bentuk yang memudahkan dalam penyimpanan, pengangkutan dan pendistribusian dari produsen ke tangan konsumen serta dapat memberikan perlindungan terhadap mutu produk yang dikandungnya sekaligus melindungi bahan dan barang di dalamnya terhadap kontaminasi dari luar.
Unsur-unsur yang terdapat pada kemasan, yaitu segala sesuatu yang tercantum pada suatu kemasan, baik yang terlihat seperti ukuran, desain, warna dan bahan maupun hal-hal yang terdapat dalam kemasan seperti komposisi, manfaat, tanggal kadaluarsa, harga, takaran, cara penggunaan dan sebagainya.
2.3.1 Manfaat Kemasan
Pemberian kemasan pada suatu produk dapat memberikan tiga (3) manfaat (Kotler, 1997), yaitu:
1. Manfaat Komunikasi.
Sebagai media pengungkapan informasi produk kepada konsumen (cara penggunaan produk, komposisi dan informasi khusus).
2. Manfaat Fungsional
Sebagai pemastian peranan fungsional penting, seperti memberikan kemudahan, perlindungan dan penyimpanan.
3. Manfaat Perseptual
Kemasan bermanfaat dalam menanamkan persepsi tertentu dalam benak konsumen.
2.3.2 Jenis Kemasan
Setidaknya ada beberapa jenis kemasan yang secara bentuk dan fungsinya berbeda-beda berdasarkan kebutuhannya. Menurut Kotler (1997). Kemasan dibagi tiga (3) tingkatan, yaitu:
1. Kemasan primer berfungsi sebagai wadah kemasan yang langsung menyentuh produk bersangkutan.
2. Kemasan sekunder mengacu pada bahan yang melindungi kemasan primer dan dibuang kalau produk tersebut hendak digunakan.
3. Kemasan pengiriman, mengacu pada kemasan yang diperlukan untuk menyimpan, identifikasi atau transportasi.
2.4. Mutu
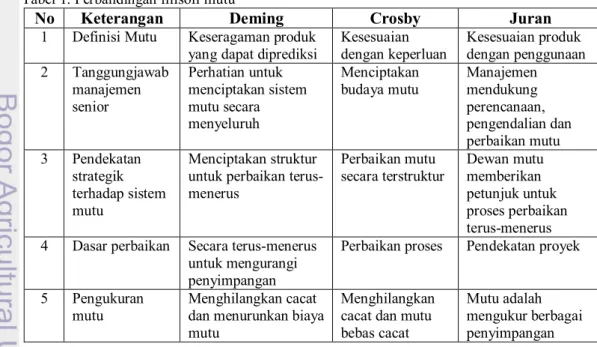
Menurut beberapa tokoh manajemen mutu, definisi ataupun pengertian mutu dapat ditinjau dari beberapa aspek. Dari sekian banyak ahli yang terkenal, ada 3 (tiga) tokoh yang terkenal dalam perkembangan filosofi mutu, yaitu Edward Deming, Philip B. Crosby dan Joseph M. Juran. Perbandingan filosofi mutu masing-masing ahli akan dijelaskan dalam Tabel 1.
Tabel 1. Perbandingan filisofi mutu
No Keterangan Deming Crosby Juran
1 Definisi Mutu Keseragaman produk
yang dapat diprediksi Kesesuaiandengan keperluan Kesesuaian produkdengan penggunaan 2 Tanggungjawab manajemen senior Perhatian untuk menciptakan sistem mutu secara menyeluruh Menciptakan
budaya mutu Manajemenmendukung
perencanaan, pengendalian dan perbaikan mutu 3 Pendekatan strategik terhadap sistem mutu Menciptakan struktur untuk perbaikan terus-menerus
Perbaikan mutu
secara terstruktur Dewan mutumemberikan petunjuk untuk proses perbaikan terus-menerus
4 Dasar perbaikan Secara terus-menerus
untuk mengurangi penyimpangan
Perbaikan proses Pendekatan proyek 5 Pengukuran
mutu
Menghilangkan cacat dan menurunkan biaya mutu
Menghilangkan cacat dan mutu bebas cacat
Mutu adalah mengukur berbagai penyimpangan
Lanjutan Tabel 1.
No Keterangan Deming Crosby Juran
6 Perbaikan proses terus-menerus Continuous Quality Improvement dengan P-D-C-A( Plan-Do-Check-Action) Continuous Quality Improvement Continuous Quality Improvement dalam perencanaan, pengendalian dan perbaikan mutu 7 Pendidikan dan
pelatihan Mendukungpendidikan dan
pelatihan dalam Deming’s 14 Points Mendukung pendidikan dan pelatihan dengan 8 (delapan) langkah mengenai pendidikan mutu Mendukung pendidikan dan pelatihan secara implisit dan eksplisit dalam langkah-langkah Juran 8 Menghilangkan penyebab masalah Memisahkan penyebab umum (tidak dapat dihilangkan) dan penyebab khusus (dapat dihilangkan), serta digunakan teknik-teknik statistika untuk identifikasi Harus diambil tindakan perbaikan bila ada kesalahan Memisahkan penyebab umum (tidak dapat dihilangkan) dan penyebab khusus (dapat dihilangkan), serta digunakan teknik-teknik statistika untuk identifikasi 9 Penyusunan tujuan atau sasaran Menekankan pada Continuous Quality Improvement dan tidak melihatnya sebagai sasaran jangka pendek Sasaran baru dapat dicapai setelah 30, 60 atau 90 tahun Pendekatan yang sesuai dengan Management by Objective (MBO) 10 Rencana
struktural Deming’s 14 PointsuntukQuality
Improvement dan menekankan penggunaan alat statistik pada semua level
Menekankan pada
perubahan budaya Menekankan padaquality improvement
dengan pendekatan proyek demi proyek
11 Kerja tim Partisipasi karyawan
dalam pengambilan keputusan
Tim quality improvement, dewan mutu
Pendekatan tim dan gugus kendali mutu
12 Biaya mutu Tidak ada yang
optimum, perbaikan terus-menerus dan berkesinambungan Biaya ketidaksesuaian, mutu adalah bebas
Mutu tidak bebas, ada suatu yang optimum
Meskipun tidak ada definisi mutu yang diterima secara universal, namun dari ketiga (3) definisi di atas terdapat beberapa persamaan, yaitu unsur-unsur berikut (Ariani, 2002):
1. Mutu mencakup usaha memenuhi atau melebihi harapan pelanggan. 2. Mutu mencakup produk, tenaga kerja, proses dan lingkungan.
3. Mutu merupakan kondisi yang selalu berubah (misal apa yang dianggap merupakan mutu saat ini, mungkin dianggap kurang bermutu pada masa mendatang).
2.4.1 Pengendalian Mutu
Definisi pengendalian mutu adalah alat bagi manajemen untuk memperbaiki mutu produk bila diperlukan, mempertahankan mutu yang sudah tinggi dan mengurangi jumlah bahan yang rusak. Pengendalian mutu merupakan upaya mengurangi kerugian-kerugian akibat produk rusak dan banyaknya sisa produk atauscrap (Handoko, 2000).
Pengendalian mutu merupakan alat penting bagi manajemen produksi pengemasan produk untuk menjaga, memelihara, memperbaiki dan mempertahankan mutu produk agar sesuai dengan standar yang telah ditetapkan. Pengendalian mutu harus dapat mengarahkan beberapa tujuan terpadu, sehingga konsumen puas menggunakan produk, baik barang atau jasa perusahaan.
Faktor-faktor yang mempengaruhi mutu produksi menurut Handoko (2000), secara langsung dipengaruhi oleh sembilan bidang dasar yang dikenal sebagai “9M”, yaitu market (pasar), money (uang)
management (manajemen), man (manusia), motivation (motivasi),
material (bahan),machines and mechanization (mesin dan mekanisme),
modern information method (metode informasi mesin) dan mounting product requirements (persyaratan proses produk).
Mutu produksi agar sesuai dengan yang direncanakan, maka perlu diperhatikan standar berikut (Prawirosentono, 2004):
1. Bahan baku
Bahan baku merupakan salah satu faktor yang perlu ditentukan standarnya. Penetapan standar bahan baku ini dapat digunakan sebagai pedoman atas petunjuk bagi karyawan mesin yang langsung memproses bahan baku. Jadi mutu bahan baku akan sangat baik, apabila lebih dulu ditentukan standarnya. Mutu baik mempunyai hubungan kuat dengan proses dan mutu produk akhir perusahaan.
2. Tenaga kerja
Tenaga Kerja merupakan salah satu faktor terpenting dalam proses produksi, karena menentukan tercapai tidaknya standar mutu produk yang telah ditetapkan. Perlu ditentukan atau diperhatikan mengenai standar jam kerja dan standar upah.
3. Peralatan
Peralatan produksi atau mesin produksi dari suatu perusahaan sangat perlu untuk ditentukan standarnya. Hal ini terkait dengan operasi perusahaan, terutama dalam penentuan tingkat operasi yang optimal. Penggunaan peralatan produksi tanpa memperhatikan standar pemakaian maksimal dari masing-masing mesin akan menimbulkan berbagai macam kesulitan, yang pada akhirnya menyebabkan produk akhir perusahaan tidak sesuai dengan standar yang telah ditentukan. 4. Proses
Proses produksi dapat mempengaruhi produk dan produktivitas perusahaan, maka perlu adanya standar proses produksi. Lama waktu proses dapat direncanakan dan perusahaan dapat memperkirakan waktu penyelesaian proses dengan baik.
Ada 4 (empat) langkah dalam melakukan quality control (QC) (Ariani, 2002), yaitu:
1. Menetapkan standar mutu produk yang akan dibuat. Sebelum produk bermutu dibuat oleh perusahaan dan ada baiknya ditetapkan standar yang jelas batasannya untuk mempermudah pengendalian.
2. Menilai kesesuaian mutu yang dibuat dengan standar yang ditetapkan. Sebelum produk bermutu dibuat oleh perusahaan dan sebaiknya ditetapkan standar yang jelas batasannya untuk mempermudah pengendalian.
3. Mengambil tindakan korektif terhadap masalah dan penyebab yang terjadi, dimana hal itu mempengaruhi mutu produksi.
4. Merencanakan perbaikan untuk meningkatkan mutu, bila perusahaan ingin produknya berada dalam posisi pasar yang sangat menguntungkan, maka perlu diadakan perencanaan perbaikan.
2.4.2 Alat dan Teknik Pengendalian Mutu
Ariani (2002) menyatakan bahwa teknik dan alat tersebut dapat berwujud (2) jenis, yaitu menggunakan data verbal atau kualitatif dan yang menggunakan data numerik atau kuantitatif. Teknik yang menggunakan data kualitatif adalah Flow chart, Brainstorming,
Diagram sebab akibat, Affinity diagram dan Diagram pohon. Sedangkan yang menggunakan data kuantitatif, adalah Lembar periksa, Diagram Pareto, Histogram, Scatter diagram, Grafik kendali dan Run chart.
1. Flow Chart
Flow chart skematik atau diagram skematik adalah yang menunjukkan seluruh langkah dalam suatu proses. Dalam diagram ini ditunjukkan bagaimana langkah itu saling berinteraksi satu sama lain. Flow chart digambarkan dengan simbol-simbol dan setiap orang yang bertanggungjawab untuk memperbaiki suatu proses harus mengetahui seluruh langkah dalam proses tersebut.
2. Brainstorming
Brainstorming adalah cara untuk memacu pemikiran kreatif guna mengumpulkan ide-ide dari suatu kelompok dalam waktu yang relatif singkat.
3. Diagram Sebab Akibat (Cause and Effect Diagram)
Diagram sebab akibat disebut Ishikawa diagram, karena dikembangkan oleh Dr. Kaoru Ishikawa. Diagram tersebut juga disebutFishbone diagram,karena berbentuk seperti kerangka ikan. Diagram Sebab Akibat digunakan untuk mengidentifikasi kategori dan sub kategori sebab-sebab yang mempengaruhi suatu karakteristik mutu tertentu.
4. Affinity Diagram
Affinity diagram menggunakan hasil brainstorming untuk mengorganisasikan informasi, sehingga mudah dipahami untuk perbaikan proses. Affinity diagram ini berguna untuk menyaring data yang berjumlah besar dan menciptakan pola pikir baru.
5. Diagram Pohon (Tree Diagram)
Tree diagram atau diagram pohon adalah alat yang digunakan untuk menghubungkan tujuan yang harus ditempuh dengan tugas yang harus dilaksanakan untuk mencapai tujuan tersebut.
6. Lembar Periksa (Checksheet)
Checksheet adalah alat yang sering digunakan untuk menghitung seberapa sering sesuatu itu terjadi dan sering digunakan dalam pengumpulan dan pencatatan data. Data yang sudah terkumpul tersebut kemudian dimasukkan kedalam grafik seperti diagram
Pareto ataupun Histogram, untuk kemudian dilakukan analisis terhadapnya. Selain Checksheet, penggumpulan data dapat juga menggunakandatasheet. Padadatasheet, data khusus dicatat dalam ruangan pada lembar kerja.
7. Diagram Pareto (Pareto Diagram)
Diagram ini digunakan untuk menentukan pentingnya atau prioritas kategori kejadian yang disusun menurut ukurannya atau sebab-sebab yang akan dianalisis, sehingga dapat memusatkan perhatian pada sebab-sebab yang mempunyai dampak terbesar.
8. Histogram
Histogramadalah alat yang digunakan untuk menunjukkan variasi data pengukuran dan variasi setiap proses. Berbeda denganPareto chartyang penyusunannya menurut urutan yang memiliki proporsi terbesar kekiri hingga proporsi terkecil, maka histogram dalam penyusunannya tidak menggunakan urutan apapun.
9. Scatter Diagram
Scatter diagram adalah gambaran yang menunjukkan kemungkinan hubungan (korelasi) antara pasangan 2 (dua) macam peubah dan menunjukkan keeratan hubungan antara 2 (dua) peubah tersebut yang sering diwujudkan sebagai koefisien korelasi. Diagram ini berupa titik yang menghubungkan paling tidak 2 (dua) peubah X dan Y yang menunjukkan keeratannya, sehingga dapat dilihat apakah suatu kesalahan dapat disebut berhubungan.
10. Run Chart
Run chart adalah grafik yang menunjukkan variasi ukuran sepanjang waktu, kecenderungan, daur, dan pola–pola lain dalam suatu proses dan membandingkan kinerja beberapa kelompok, tetapi tanpa menyebutkan sebab-sebab terjadinya kecenderungan, daur, atau pola-pola tersebut.
11. Grafik Kendali
Grafik kendali adalah grafik yang digunakan untuk menentukan apakah suatu proses berada dalam keadaan in control atau out control. Batas pengendalian yang meliputi batas atas (upper control limit) dan batas bawah (lower control limit) dapat menggambarkan performansi yang diharapkan dari suatu proses konsisten.
2.4.3 Statistical Quality Control
Perangkat ini merupakan teori peluang dalam pengujian atau pemeriksaan contoh Statistical Quality Control (SQC) dari metode statistik untuk mengumpulkan dan menganalisis data hasil pemeriksaan terhadap contoh dalam kegiatan pengawasan mutu produk. SQC dilakukan dengan pengambilan mutu dari populasi dan menarik kesimpulan berdasar karakteristik contoh tersebut secara statistik (statistical inference). SQC tidak menciptakan risiko, ataupun menghilangkan resiko. Tujuan SQC adalah menunjukkan tingkat reliabilitas contoh dan bagaimana cara mengawasi risiko (Handoko, 2000).
Pengendalian mutu statistik (statistical quality control) secara garis besar digolongkan menjadi 2 (dua), yaitu pengendalian proses statistik (statistical process control) atau yang sering disebut control chart dan rencana penerimaan contoh produk atau yang sering dikenal dengan
acceptance sampling (Ariani, 2002).
Jadi SQC dapat digunakan sebagai alat untuk mencegah kerusakan dengan dengan cara menolak (reject) dan menerima (accept) berbagai produk yang dihasilkan mesin dalam proses produksi, sekaligus upaya efisiensi biaya yang dikeluarkan (Prawirosentono, 2004).
2.5. Penelitian Terdahulu yang Relevan
Batarfie (2006), dengan penelitian berjudul Analisis Pengendalian Mutu pada Proses Produksi Air Minum dalam Kemasan (AMDK) SBQUA. Studi Kasus di PT Sinar Bogor QUA, Pajajaran, Bogor menyimpulkan bahwa pengendalian mutu pada PT SBQUA terbagi menjadi empat (4) tahap, yaitu pengendalian mutu bahan baku, pengendalian mutu dalam proses, pengendalian mutu produk jadi, dan pengendalian mutu kemasan. Dari diagram sebab akibat diperoleh faktor-faktor yang mempengaruhi mutu dari AMDK, yaitu bahan baku, mesin/alat, kemasan, lingkungan, metode, dan karyawan. Parameter yang diuji melalui bagan kendali X dan R, yaitu pH,
turbidity(kekeruhan) dantotal dissolved solid.
Risiana (2007) dengan penelitian berjudul Analisis Pengendalian Mutu Pada Proses ProduksiPressure Tank PH 100 (Studi Kasus di CV Saga Multi Industri, Sukabumi), dengan menggunakan data SQC dan Analytical Hierarchy Process (AHP) mendapatkan hasil tentang proses produksi dan pelaksanaan manajemen mutu, mengidentifikasi penyebab kesalahan produksi, keterkendaliannya proses produksi dan rekomendasi-rekomendasi yang disarankan pada perusahaan.
16
3.1. Kerangka Pemikiran Penelitian
Produksi merupakan sebuah siklus yang dilakukan oleh perusahaan dalam penyediaan barang atau jasa yang akan ditawarkan kepada pasar demi keberlangsungan bisnis perusahaan tersebut. Begitu pula dengan PT. Pupuk Kujang yang memproduksi barang berupa berbagai jenis pupuk dan diversifikasi produk lainnya dalam beberapa bentuk dan ukuran.
Konsumen tertarik membeli hasil produksi perusahaannya jika perusahaan menetapkan standarisasi dalam mengklasifikasi produk sesuai kebutuhan dan pangsa pasarnya. Mutu produk PT. Pupuk Kujang telah ditunjang manajemen yang handal berupa ISO 9001:2000, ISO 14001:2004, SMK3, GCG dan Manajemen Risiko yang otomatis membuat brand imaging
perusahaan di masyarakat berkembang ke arah positif.
Standarisasi dan metode pengendalian mutu yang digunakan perusahaan dapat diketahui pada Gambar 2 disajikan kerangka pemikiran penelitian yang dimaksud.
Gambar 1. Kerangka pemikiran penelitian
Proses Produksi Proses Pengemasan Produk
Diagram Sebab-Akibat Grafik Kendali
Terkendali atau Tidak Terkendali
Faktor yang Paling Mempengaruhi Mutu
Pengendalian Mutu MempertahankanGrade
PT Pupuk Kujang
Proses Pengendalian Mutu
Diagram Pareto
Penyebab Masalah
3.2. Lokasi dan Waktu Penelitian
Penelitian dilakukan di PT Pupuk Kujang Jl. A. Yani no. 39, Cikampek-41373, Jawa Barat. Waktu pelaksanaan penelitian selama dua (2) bulan, terhitung mulai tanggal 30 April 2011 sampai 31 Juli 2011.
3.3. Pengumpulan Data
Kegiatan pengumpulan data dilakukan dengan mengumpulkan data primer dan sekunder (Tabel 2). Data primer diperoleh dari wawancara dengan pihak manajemen perusahaan. Data sekunder berupa data gambaran umum perusahaan, data divisi produksi, data standar mutu, data hasil pengukuran yang berkaitan dengan standar mutu dan literatur-literatur perusahaan lainnya yang dibutuhkan dalam penelitian.
Tabel 2. Proses pengumpulan data No Tujuan penelitian Sumber
data Data yang dibutuhkan Metode pengumpulan data Metode analisis Arah analisis (output) 1 Mengetahui proses produksi pada pengemasan pupuk organik dan pelaksanaan manajemen pengendalian mutu di PT. Pupuk Kujang. Bagian produksi dan bagian quality control (QC) 1. Proses produksi 2. Sistem pengendalian mutu 1. Pengamatan 2. Wawancara 3. Data sekunder 1.Studi literatur perusahaan 2. Analisis deskriptif 1.Mengetahui langkah produksi 2.Mengetahui pelaksanaan manajemen pengendalian mutu 2 Mengidentifikasi permasalahan produksi dan penyebab dari permasalahan tersebut dalam proses pengemasan pupuk organik PT. Pupuk Kujang. Bagian QC 1.Jenis-jenis permasalahan 2.Penyebab timbulnya permasalahan 1. Wawancara 2. Data sekunder 1.Analisis Pareto 2.Analisis sebab akibat 1.Mengetahui masalah yang sering terjadi dalam proses produksi 2.Mengetahui akar penyebab masalah 3 Menganalisis keterkendalian proses produksi dalam pengemasan pupuk organik PT. Pupuk Kujang. Bagian QC Data hasil pengukuran yang berkaitan dengan standar mutu
Data sekunder Analisis bagan kendali · Mengetahui keterkendalian proses produksi, apakahin control atauout control
3.4. Pengolahan dan Analisis Data 1. Grafik Kendali
Suatu proses dikatakan terkendali, apabila dalam proses tersebut hanya terdapat variasi penyebab umum dan proses dikatakan tidak terkendali, apabila terdapat penyebab khusus yang terjadi dalam proses tersebut.
Untuk menganalisis keterkendalian proses digunakan grafik kendali X dan R. Grafik ini digunakan untuk menentukan apakah suatu proses berada dalam keadaan in control atau out control. Batas pengendalian yang meliputi batas atas UCL (upper control limit) dan batas bawah LCL (lower control limit) dapat membantu untuk menggambarkan performansi yang diharapkan dari suatu proses, yang menunjukkan bahwa proses tersebut konsisten.
Peta kendali standar deviasi digunakan untuk mengukur tingkat keakurasian suatu proses (X dan S). Langkah-langkah pembuatan peta kendali X dan S adalah sebagai berikut:
1. Tentukan ukuran contoh/subgrup (n > 10)
2. Kumpulkan banyaknyasubgrup (k) sedikitnya 20–25 sub-grup 3. Hitung nilai rataan dari setiap subgrup, yaitu x
4. Hitung nilai rataan dari seluruh x, yaitu x yang merupakan garis tengah (center line) dari Grafik Kendali x
5. Hitung simpangan baku dari setiap subgrup yaitu S
S = 1 ) ( 2 --
-å
n X Xi ... (1) 6. Hitung nilai rataan dari seluruh s, yaitu S yang merupakan garis tengahdari Grafik Kendali S
7. Hitung batas kendali dari Grafik Kendali x : UCL = x + n C S * 4 * . 3 ………. (2) LCL = x – n C S * 4 * . 3 ………... (3) dimana n C4* 3 = A3 ………. (4) Sehingga : UCL = x + (A3 * S) ………. (5) LCL = x – (A3 * S) ………. (6)
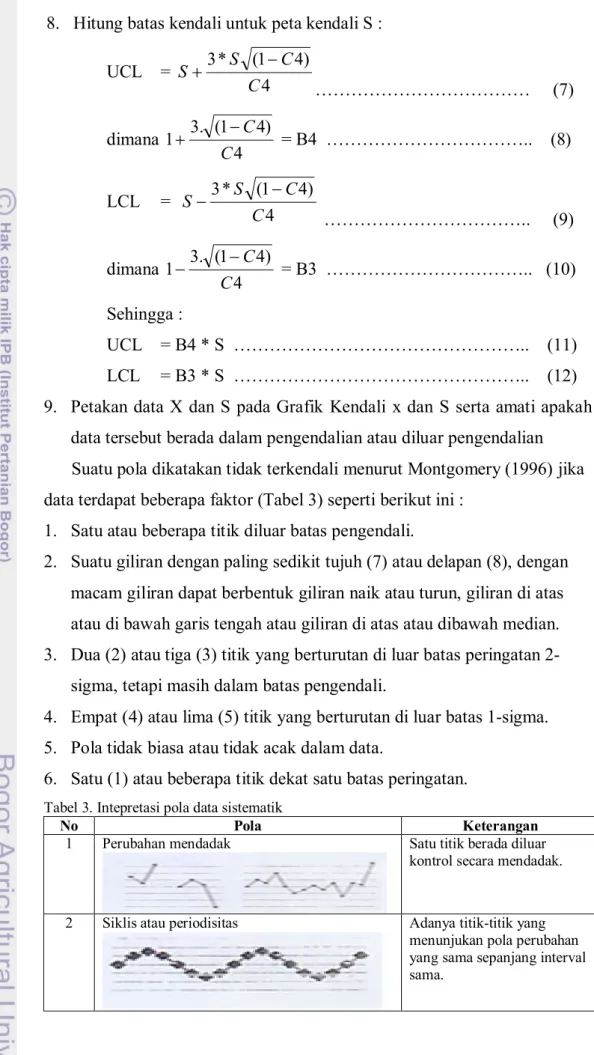
8. Hitung batas kendali untuk peta kendali S : UCL = 4 ) 4 1 ( * 3 C C S S + -……… (7) dimana 4 ) 4 1 ( . 3 1 C C -+ = B4 ……….. (8) LCL = 4 ) 4 1 ( * 3 C C S S- ……….. (9) dimana 4 ) 4 1 ( . 3 1 C C -- = B3 ……….. (10) Sehingga : UCL = B4 * S ……….. (11) LCL = B3 * S ……….. (12) 9. Petakan data X dan S pada Grafik Kendali x dan S serta amati apakah
data tersebut berada dalam pengendalian atau diluar pengendalian Suatu pola dikatakan tidak terkendali menurut Montgomery (1996) jika data terdapat beberapa faktor (Tabel 3) seperti berikut ini :
1. Satu atau beberapa titik diluar batas pengendali.
2. Suatu giliran dengan paling sedikit tujuh (7) atau delapan (8), dengan macam giliran dapat berbentuk giliran naik atau turun, giliran di atas atau di bawah garis tengah atau giliran di atas atau dibawah median. 3. Dua (2) atau tiga (3) titik yang berturutan di luar batas peringatan
2-sigma, tetapi masih dalam batas pengendali.
4. Empat (4) atau lima (5) titik yang berturutan di luar batas 1-sigma. 5. Pola tidak biasa atau tidak acak dalam data.
6. Satu (1) atau beberapa titik dekat satu batas peringatan. Tabel 3. Intepretasi pola data sistematik
No Pola Keterangan
1 Perubahan mendadak Satu titik berada diluar
kontrol secara mendadak.
2 Siklis atau periodisitas Adanya titik-titik yang
menunjukan pola perubahan yang sama sepanjang interval sama.
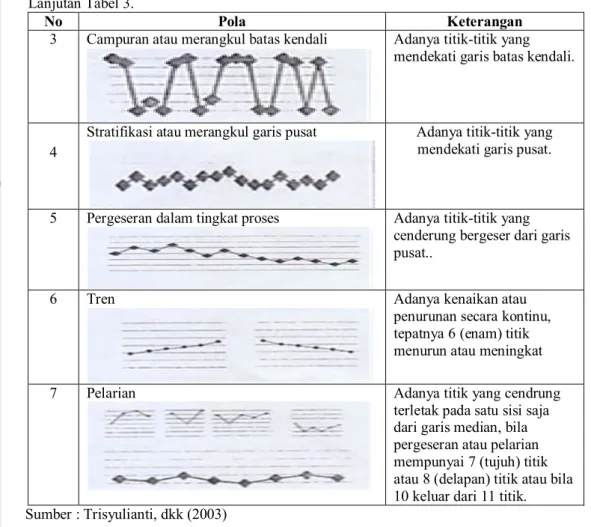
Lanjutan Tabel 3.
No Pola Keterangan
3 Campuran atau merangkul batas kendali Adanya titik-titik yang
mendekati garis batas kendali.
4
Stratifikasi atau merangkul garis pusat Adanya titik-titik yang
mendekati garis pusat.
5 Pergeseran dalam tingkat proses Adanya titik-titik yang
cenderung bergeser dari garis pusat..
6 Tren Adanya kenaikan atau
penurunan secara kontinu, tepatnya 6 (enam) titik menurun atau meningkat
7 Pelarian Adanya titik yang cendrung
terletak pada satu sisi saja dari garis median, bila pergeseran atau pelarian mempunyai 7 (tujuh) titik atau 8 (delapan) titik atau bila 10 keluar dari 11 titik. Sumber : Trisyulianti, dkk (2003)
2. Diagram Sebab-Akibat
Diagram sebab akibat digunakan untuk menganalisis persoalan dan faktor-faktor yang menimbulkan persoalan. Dalam penelitian ini diagram sebab akibat digunakan untuk menganalisis faktor-faktor yang mempengaruhi mutu produksi pupuk urea dapat dilihat dari faktor “9M”. a. Dapatkan kesepakatan tentang masalah yang terjadi dan ungkapkan
masalah itu sebagai suatu pertanyaan masalah.
b. Temukan sekumpulan penyebab yang mungkin, dengan menggunakan teknik brainstorming atau membentuk anggota tim yang memiliki ide- ide yang berkaitan dengan masalah yang sedang dihadapi.
c. Gambarkan diagram dengan pertanyaan mengenai masalah untuk ditempatkan pada sisi kanan (membentuk kepala ikan) dan kategori utama, seperti bahan baku, metode, manusia, mesin, pengukuran dan lingkungan ditempatkan pada cabang utama (membentuk
tulang-tulang besar dari ikan). Kategori utama dapat diubah sesuai kebutuhan.
d. Tetapkan setiap penyebab dalam kategori utama yang sesuai dengan menempatkannya pada cabang yang sesuai.
e. Untuk setiap penyebab yang mungkin, tanyakan “mengapa” untuk menemukan akar penyebab, kemudian tulislah akar-akar penyebab itu pada cabang-cabang yang sesuai dengan kategori utama (membentuk tulang-tulang kecil dari ikan). Untuk menemukan akar penyebab, kita dapat menggunakan teknik bertanya “mengapa” sampai lima (5) kali. f. Interpretasi atas diagram sebab akibat itu adalah dengan melihat
penyebab-penyebab yang muncul secara berulang kemudian dapatkan kesepakatan melalui konsensus tentang penyebab tersebut. Selanjutnya, fokuskan perhatian pada penyebab yang dipilih melalui konsensus.
g. Terapkan hasil analisis dengan menggunakan diagram sebab akibat dengan cara mengembangkan dan mengimplementasikan tindakan korektif, serta memonitor hasil- hasil.
3. Diagram Pareto (Pareto Diagram)
Diagram Pareto sebagai alat yang digunakan untuk menentukan pentingnya atau prioritas kategori kejadian yang disusun menurut ukurannya atau sebab-sebab yang akan dianalisis, sehingga dapat memusatkan perhatian pada sebab-sebab yang mempunyai dampak terbesar terhadap kejadian tersebut (Ariani, 2002). Rincian pelaksanaan sebagai berikut:
a. Menentukan metode atau arti dari pengklasifikasian data, misalnya berdasarkan masalah, penyebab, jenis ketidaksesuaian, dan sebagainya.
b. Menentukan satuan yang digunakan untuk membuat urutan karakteristik-karakteristik tersebut.
c. Mengumpulkan data sesuai dengan interval waktu yang telah ditentukan.
d. Merangkum data dan membuat rangking kategori data tersebut dari terbesar hingga terkecil.
e. Menghitung frekuensi atau persentase kumulatif yang digunakan. f. Menggambar diagram batang, menunjukkan tingkat kepentingan
relatif masing-masing masalah, dengan cara mengidentifikasi beberapa hal yang penting untuk mendapat perhatian
Perhitungan dan pengurutan kesalahan dapat menggunakan grafik histogram terlebih dulu, sehingga dapat dilihat faktor manakah yang paling dominan dalam kesalahan suatu produksi.
23
4.1. Gambaran Umum Perusahaan
Pabrik Pupuk Kujang IB merupakan Badan Usaha Milik Negara (BUMN) yang berlokasi di Desa Dawuan, Kecamatan Cikampek Kabupaten Kerawang, Propinsi Jawa Barat. Pendirian Pabrik Pupuk Kujang IB bertujuan untuk meningkatkan kemampuan PT Pupuk Kujang dalam memasok kebutuhan pupuk di Jawa Barat .
Wilayah distribusi pupuk bersubsidi dari pemerintah ke 20 Kota dan Kabupaten di Jawa Barat yang meliputi Kabupaten dan Kota Bogor, Kabupaten dan Kota Sukabumi, Kabupaten dan Kota Bandung, Kabupaten dan Kota Cirebon, Kabupaten dan Kota Bekasi, Kota Depok, Kota Cimahi, Kab. Cianjur, Kabupaten Bandung Barat, Kabupaten Garut, Kabupaten Sumedang, Kabupaten Indramayu, Kabupaten Subang, Kabupaten Purwakarta, Kabupaten Karawang. Pendistribusian di Provinsi Jawa Tengah meliputi 3 (tiga) Kabupaten dan Kota, yaitu Kabupaten dan Kota Tegal, Kabupaten Brebes dan Kota Tegal.
PT Pupuk Kujang yang memproduksi beberapa produknya baik untuk dijual langsung berupa produk jadi ke lini-lini pemasarannya maupun diproduksi ulang oleh PT Pupuk Kujang itu sendiri maupun dengan anak perusahaan atau perusahaan affiliasinya yaitu PT Sintas Kurama Perdana, PT Kujang Sub-Chemie Catalyst, PT Peroksida Indonesia Pratama, PT Multi Nitrotama Kimia, PT Kawasan Industri Kujang Cikampek, PT BUMN Hijau Lestari. Jenis-jenis produk yang diproduksi PT Pupuk Kujang ada tiga, yaitu pupuk Urea, pupuk NPK dan pupuk Organik.
Untuk itulah PT Pupuk Kujang tidak hanya menjaga reputasi perusahaan di mata konsumen, tetapi di mata perusahaan-perusahaan mitra lainnya. Dengan adanya penghargaan dan pengakuan baik secara nasional, maupun internasional, seperti ISO 9001:2008 (diaudit internal satu tahun sekali), ISO 14001:2004 (diaudit internal satu tahun sekali) dan SMK3 (sistem manajemen keselamatan dan kesehatan kerja) yang diaudit tiga (3)
tahun sekali. PT Pupuk Kujang telah menjalankan kewajibannya sebagai perusahaan yang sadar akan perlindungan karyawannya dan lingkungan sekitarnya sebagaimana isu yang hangat beredar belakangan ini.
Berdasarkan Rapat Umum Pemegang Saham Luar Biasa PT Pupuk Kujang tanggal 25 Juli 1997 dan sesuai Peraturan Pemerintah Nomor 28 Tahun 1997, maka sejak tanggal tersebut PT Pupuk Kujang menjadi anak perusahaan PT Pupuk Sriwidjaja dan sesuai Akte Perubahan Notaris Imas Fatimah SH, Nomor 88 tahun 1998 tanggal 28 Maret 1998, disetujui penjualan 10 (sepuluh) lembar saham milik PT Pupuk Sriwidjaja pada PT Pupuk Kujang yang diwakili oleh Yayasan Kesejahteraan Warga Kujang (YKWK).
4.1.1 Tata Letak Perusahaan
Pabrik PT Pupuk Kujang terletak di Jalan Jenderal Ahmad Yani, Desa Dawuan, Kecamatan Cikampek, Kabupaten Karawang, Propinsi Jawa Barat. Pemilihan lokasi pabrik didasarkan pertimbangan berikut:
1. Dekat dengan sumber bahan baku gas alam di Cilamaya. 2. Dekat dengan sumber air tawar di Waduk Curug.
3. Dekat dengan sumber tenaga listrik di Jatiluhur.
4. Tersedianya jalur angkutan darat seperti jalan raya dan jalan tol. 5. Tersedianya sungai pembuangan di Cikaranggelam.
Kawasan PT Pupuk Kujang memiliki luas area sekitar 727,5 Ha yang terdiri atas daerah pabrik seluas ± 60 Ha , daerah perumahan seluas ± 60 Ha, daerah perkantoran dan sarana penunjang lainnya seluas ± 230 Ha serta Kawasan Industri Kujang Cikampek (KIKC) seluas ± 377,5 Ha. Kawasan pabrik terdiri dari pabrik amonia, urea, utilitas dan pengantonggan yang saling tersusun berdasarkan keterkaitan proses. Tata letak dirancang agar air buangan yang keluar dari lingkungan pabrik dianggap tidak membahayakan lingkungan sekitarnya.
Tata letak pabrik atau plant lay out perlu dirancang dengan tujuan berikut:
1. Pengelolaan produk dapat efisien.
3. Mencegah polusi gas maupun suara.
4. Memudahkan jalan keluar dan masuk kendaraan di area pabrik.
4.1.2 Visi dan Misi Perusahaan
Visi perusahaan yaitu menjadi industri pendukung pertanian dan petrokimia yang efisien dan kompetitif di pasar global, sedangkan misi perusahaan dibagi menjadi 4 (empat) kriteria, yaitu:
1. Mendukung Program Ketahanan Pangan Nasional.
2. Mengembangkan Industri Agrokimia dan Petrokimia yang berbasis Sumber Daya Alam yang ramah lingkungan.
3. Memanfaatkan sumber daya tersedia untuk menghasilkan produk yang bermutu tinggi dan berdaya saing kuat.
4. Mendukung pengembangan perekonomian nasional dan perekonomian daerah melalui pemberdayaan masyarakat sekitar perusahaan.
4.1.3 Struktur Organisasi Perusahaan
PT Pupuk Kujang merupakan BUMN di bawah Departemen Perindustrian dan Direktorat Industri Kimia Dasar yang seluruh modalnya adalah milik pemerintah. Struktur organisasi yang berlaku saat ini adalah berdasarkan Surat Keputusan Direksi No.014/SK/DU/X/2004, tanggal 18 Oktober 2004. Berdasarkan surat keputusan tersebut, struktur organisasi PT Pupuk Kujang dikepalai oleh Direktur Utama dan membawahi 3 (tiga) direktur lainnya, yaitu Direktur Produksi, Teknik dan Pegembangan, Direktur Sumber daya Manusia dan Umum, serta Direktur Komersil yang masing membawahi beberapa kompertemen terkait (keterangan lebih lanjut lihat Lampiran 8).
4.1.4 Kepegawaian Perusahaan
Jumlah tenaga kerja yang dimiliki PT Pupuk Kujang, terhitung bulan Mei 2011 adalah 1.231 orang dengan rincian menurut klasifikasinya seperti dimuat pada Tabel 4. Sedangkan lokasi kantor dan klasifikasi pendidikan pegawai dapat dilihat pada Tabel 5 – 6.
Tabel 4. Klasifikasi menurut jabatan
No Jabatan Tetap TR Honorer Jumlah orang
A Direksi 0 0 0 0 B Staf Ahli 0 0 0 0 1 Ka. Kompartemen 8 0 0 8 1.1 Staf Setingkat 6 0 3 9 2 Ka. Biro/Divisi 32 0 1 33 2.1 Staf Setingkat 12 0 9 21 3 Ka. Bagian/Dinas 109 0 2 111
3 Ass. Kepala Dinas 15 0 0 15
3.1 Staf Setingkat 29 0 5 34 4 Kepala Seksi/Bid 212 0 3 215 4.1 Staf Setingkat 49 20 1 70 4.2 Sekr Direksi/Komp 5 0 0 5 4.3 Staf/Trainee 0 0 0 0 I. Jumlah Pejabat Struktural 376 0 6 382
II. Jumlah pejabat
fungsional 101 20 18 139 Jumlah Pejabat (I+II) 477 20 24 521 5.1 Pelaksana Utama/Senior 122 0 2 124 5.2 Pelaksana I 224 17 0 241 5.3 Pelaksana II 86 0 0 86 5.4 Pelaksana III 142 117 0 259 5.5 Pekarya 0 0 0 0 Sub Jumlah 576 134 2 710 Jumlah 1.051 154 26 1.231
Tabel 5. Klasifikasi menurut lokasi
Lokasi Kantor Tetap TR Honorer Jumlah
Pupuk Kujang Cikampek 1026 153 20 1199
Karyawan alih tugas 12 0 6 18
Pupuk Kujang Jakarta 13 1 0 14
Jumlah 1.051 154 26 1.231
Tabel 6. Klasifikasi menurut pendidikan
No Pendidikan Jumlah
1 Pacsa Sarjana 38
2 Sarjana 213
3 Sarjana Muda 138
4 SMA (DI & DII) 819
5 SMP 12
6 SD 11
Jumlah 1.231
4.1.5 Jam Kerja Karyawan
Berdasarkan waktu kerjanya, karyawan dapat dibedakan menjadi karyawan regular dan shift. Karyawan regular adalah mereka yang tidak terlibat langsung dalam kegiatan produksi maupun pengamatan pabrik dan biasanya karyawan tingkat staf ke atas. Jam kerja karyawan regular adalah :
1. Hari Senin sampai Kamis: jam 07.00 – 16.00 Istirahat: jam 11.30 – 12.30
2. Hari Jumat: jam 07.00 – 17.30 Istirahat: jam 11.30 – 13.00 3. Hari Sabtu dan Minggu libur
Karyawan shift adalah yang terlibat langsung dalam kegiatan produksi dan pengamanan pabrik. Jam kerja shift dapat diatur sebagai berikut :
1. Shift pagi: jam 07.00 – 15.00 2. Shift sore: jam 15.00 – 23.00 3. Shift malam: jam 23.00 – 07.00
4.1.6. Hak Karyawan
Sistem penggajian yang diterapkan di PT Pupuk Kujang dibedakan menjadi 2 (dua), yaitu:
1. Karyawan tetap. Karyawan yang bekerja karena ikatan dinas maupun karyawan honorer, gaji diberikan akhir bulan. Gaji ini meliputi tunjangan isteri, anak, kesehatan, perumahan dan lain-lain. 2. Karyawan tenaga harian lepas, gaji diberikan dua (2) mingguan, yaitu setiap tanggal 5 dan 20. Besarnya gaji ini tergantung banyak sedikitnya jam kerja masing-masing karyawan. Selain gaji rutin seperti tersebut di atas, setiap karyawan akan mendapat bonus keuntungan yang besarnya tergantung kepada laju produksi.
Masalah keselamatan kerja juga menjadi salah satu hak karyawan terutama pengoperasian pabrik, baik untuk melindungi keselamatan karyawan sendiri maupun demi keselamatan dan kelangsungan pabrik. Hal ini ditunjang dengan adanya Undang- Undang No. 1 tahun 1970 yang menetapkan bahwa setiap tenaga kerja berhak mendapat pekerjaan demi kesejahteraan hidup dan peningkatan produktivitas nasional.
4.2. Unit Produksi Perusahaan
PT Pupuk Kujang memiliki empat (4) unit produksi yang masing-masing memiliki fungsi berbeda, namun tetap berhubungan antar satu dan yang lainnya, yaitu unit utilitas, unit amonia, unit urea dan unit bagging. Lokasi masing-masing unitnya terpisah-pisah dikarenakan proses kerjanya membutuhkan ruang yang berbeda antar satu dengan yang lainnya.
PT Pupuk Kujang mengadakan PERTA (perbaikan tahunan) untuk menjaga kredibilitas mesin operasi dan kegunaan struktur penunjang fungsional pabrik-pabrik yang terus menerus beroprasi selama 24 jam. Perbaikan ± dilakukan selama 2 (dua) minggu.
4.2.1 Unit Utilitas
Unit utilitas berfungsi untuk menyediakan bahan baku penunjang untuk kebutuhan proses produksi di seluruh pabrik PT. Pupuk Kujang IB dan pengolahan limbah pabrik. Unit ini mengelola dan menyediakan sarana untuk menunjang unit-unit lain dan berfungsi juga untuk mengawasi proses produksi suatu pabrik. Unit Utilitas ini terdiri dari 8 (delapan) unit utama, yaitu:
1. Unitwater intake. 2. Unit pengolahan air. 3. Unit pembangkitsteam. 4. Unit pembangkit listrik.
5. Unit pengolahan air pendingin (cooling water). 6. Unit pengolahan udara pabrik dan udara instrumen. 7. Unitgas metering system.
8. Unit pengolahan limbah (waste water treatment).
4.2.2 Unit Amonia
Pabrik amonia PT Pupuk Kujang menggunakan Low Process Energi yang dilisensi oleh Kellog Brown & Root, inc. Produk yang dihasilkan berupa amonia cair dengan kapasitas terpasang 1.000 ton per hari. Unit produksi ini berfungsi untuk mengolah gas alam menjadi amonia dan karbondioksida (CO2) yang akan digunakan sebagai bahan
utama berupa gas alam, air, dan udara. Untuk gas alam diperoleh dari 3 (tiga) sumber, yaituOffshore Arco, L. Parigi dan Mundu.
Unit produksi amonia ini terdiri dari 8 (delapan) unit, yaitu: 1. Unit pemurnian gas alam.
2. Unit pembuatan gas sintesis. 3. Unit pemurnian gas sintesis. 4. Unit sintesis amonia.
5. Unit purifikasi dan refrigerasi amonia. 6. Unit ammoniarecovery.
7. Unit hydrogen recovery danpurge gas recovery. 8. Unit process condensate stripping.
4.2.3 Unit Urea
Unit urea adalah unit yang mengubah bahan baku dari unit amonia, seperti amonia cair dan gas karbondioksida yang akan menghasilkan urea, ammonium karbamat, biuret, air dan excess amonia. Proses yang digunakan adalah ACES 21, dengan kapasitas terpasang 1.725 ton per hari. Produk urea yang dihasilkan memiliki kandungan nitrogen 46%.
Unit ini terdiri dari 6 (enam) unit utama, yaitu: 1. Unit Synthesis Loop.
2. Unit Purification. 3. Unit Concentration. 4. Unit Prilling. 5. Unit Recovery.
6. Unit Process Condensate Treatmen.
4.2.4 Unit Bagging
Unit yang terakhir adalah unit pengantongan yang berfungsi untuk mengelola butiran urea dari prilling tower lalu dikemas ke dalam karung plastik untuk kemudian dipasarkan atau disimpan di gudang.
Unit ini terdiri dari 3 (tiga) unit utama, yaitu: 1. UnitBulk handling System.
2. UnitBagging System. 3. UnitBag Handling System.
4.3. Alur Produksi Urea hingga Pengemasan
Produksi dari urea hingga dikemas di dalam kemasan karung, ukuran 50 kg atau 1 (satu) ton, mengalami berbagai macam proses kimiawi, sehingga dari bahan baku urea berupa gas alam, air dan udara, menjadi pupuk urea yang berbentuk padat sehingga siap dijual ke konsumen atau perusahaan lain yang menjadikan pupuk urea sebagai bahan baku pembuat produk lainnya.
Diagram alir produksi pupuk urea dilakukan di pabrik 1B, dengan menggunakan Process ACES 21, yaitu teknologi recyle larutan stripping yang terukur. Sedangkan pada proses pengemasan, unit bagging menggunakan 12bin yang digunakan untuk mengemas urea ke dalam karung. Saat ini sebanyak 6 (enam) lini yang digunakan per produksi, dikarenakan lini yang lainnya diistirahatkan untuk dirotasi nantinya.
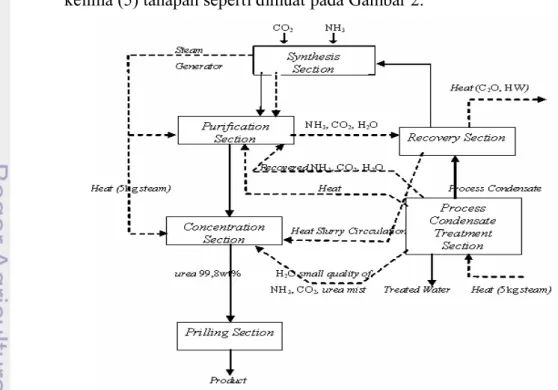
4.3.1 Proses Produksi Urea di Pabrik 1B
Dalam proses produksi urea di pabrik 1B, terdapat 5 (lima) seksi yang bertugas untuk memproduksi urea, yaitu seksi Synthesis, seksi Purifikasi, seksi Konsentrasi dan Prilling, seksi Recovery dan yang terakhir seksiProcess Condensate Treatment.
Secara garis besarnya gambar alur produksi urea akan melewati kelima (5) tahapan seperti dimuat pada Gambar 2.
Beberapa seksi yang mencakup di dalam pabrik urea 1B untuk proses pembuatan pupuk urea adalah seksi synthesis, seksi purifikasi, seksi konsentrasi dan prilling, seksi recovery dan seksi process condensate recovery.
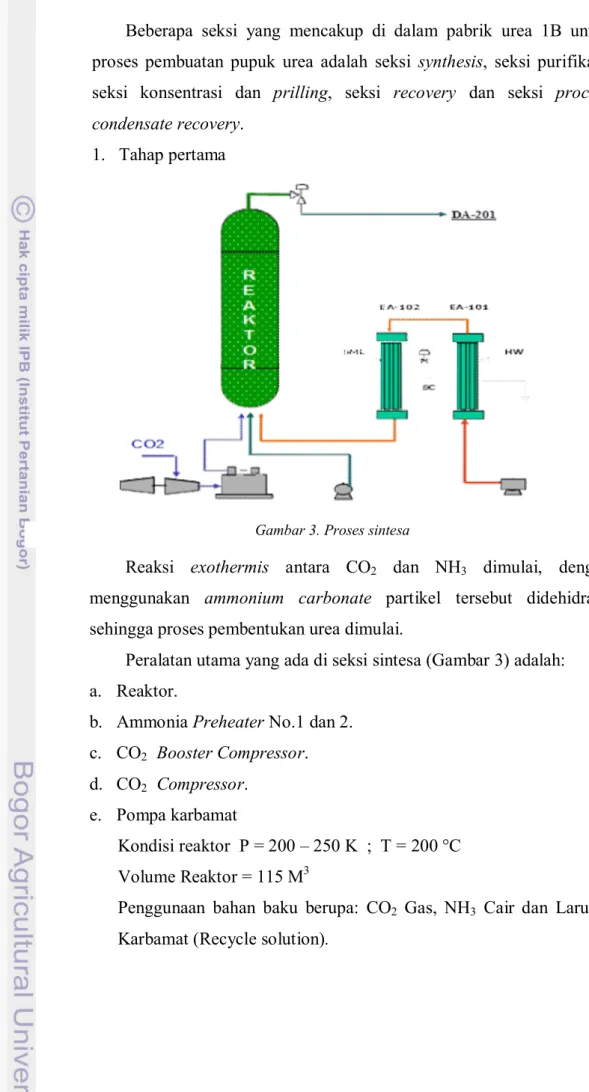
1. Tahap pertama
Gambar 3. Proses sintesa
Reaksi exothermis antara CO2 dan NH3 dimulai, dengan
menggunakan ammonium carbonate partikel tersebut didehidrasi, sehingga proses pembentukan urea dimulai.
Peralatan utama yang ada di seksi sintesa (Gambar 3) adalah: a. Reaktor.
b. AmmoniaPreheater No.1 dan 2. c. CO2 Booster Compressor.
d. CO2 Compressor.
e. Pompa karbamat
Kondisi reaktor P = 200 – 250 K ; T = 200 °C Volume Reaktor = 115 M3
Penggunaan bahan baku berupa: CO2 Gas, NH3 Cair dan Larutan
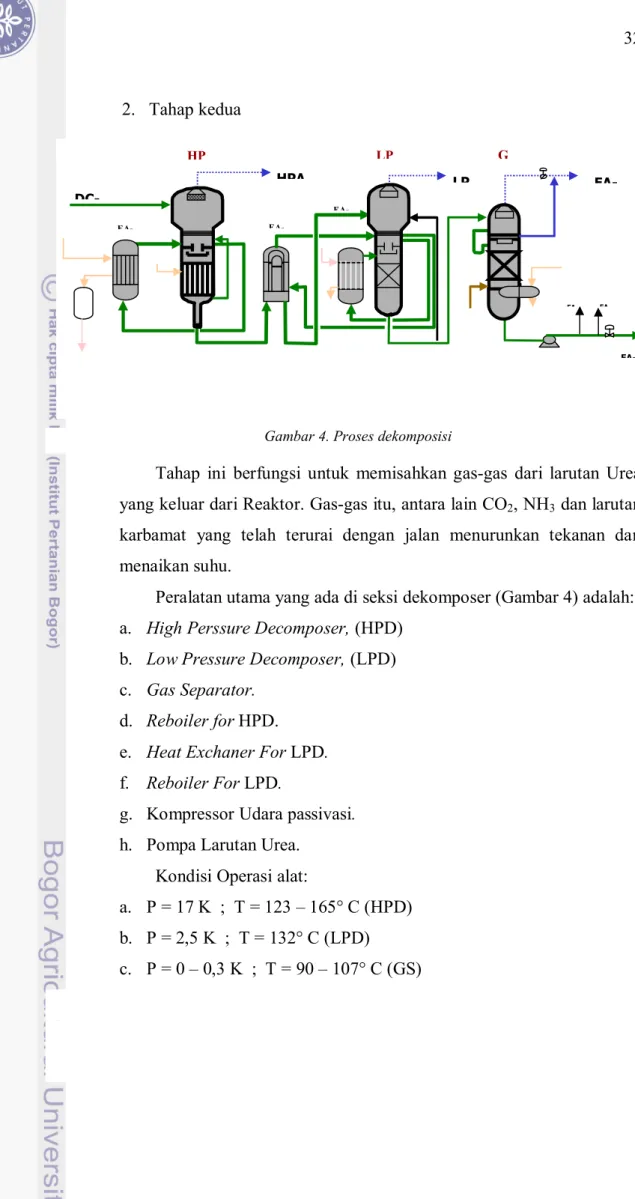
2. Tahap kedua
Gambar 4. Proses dekomposisi
Tahap ini berfungsi untuk memisahkan gas-gas dari larutan Urea yang keluar dari Reaktor. Gas-gas itu, antara lain CO2, NH3 dan larutan
karbamat yang telah terurai dengan jalan menurunkan tekanan dan menaikan suhu.
Peralatan utama yang ada di seksi dekomposer (Gambar 4) adalah: a. High Perssure Decomposer, (HPD)
b. Low Pressure Decomposer,(LPD)
c. Gas Separator. d. Reboiler forHPD. e. Heat Exchaner ForLPD. f. Reboiler ForLPD.
g. Kompressor Udara passivasi. h. Pompa Larutan Urea.
Kondisi Operasi alat:
a. P = 17 K ; T = 123 – 165° C (HPD) b. P = 2,5 K ; T = 132° C (LPD) c. P = 0 – 0,3 K ; T = 90 – 107° C (GS) FA- FA- DC-HPA LP EA-HP LP G EA-
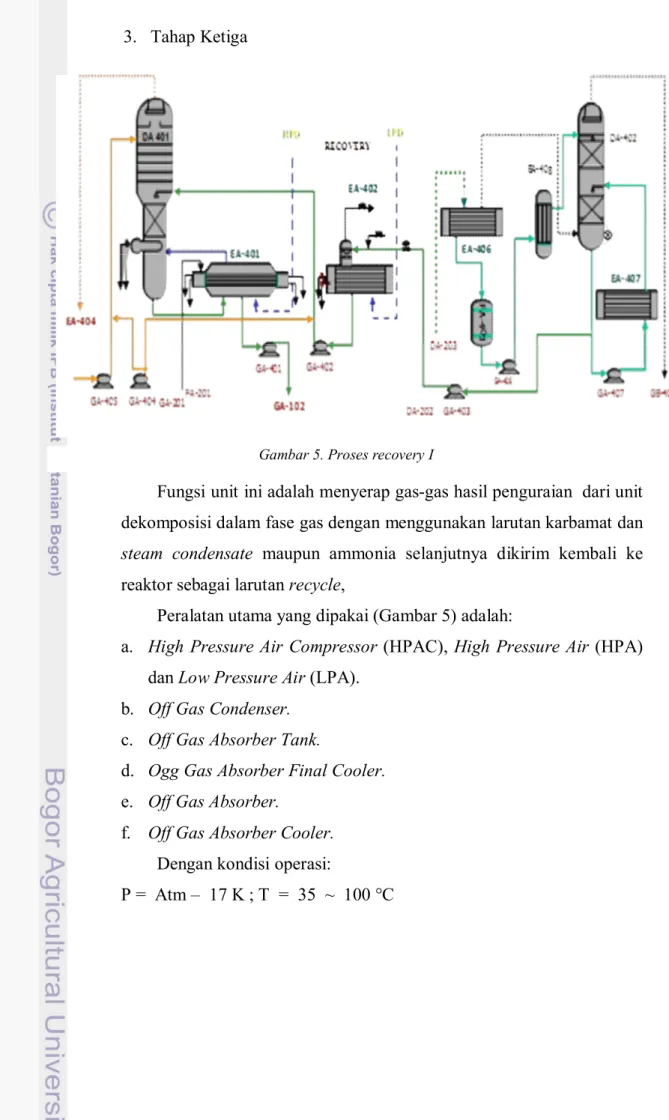
EA-3. Tahap Ketiga
Gambar 5. Proses recovery I
Fungsi unit ini adalah menyerap gas-gas hasil penguraian dari unit dekomposisi dalam fase gas dengan menggunakan larutan karbamat dan
steam condensate maupun ammonia selanjutnya dikirim kembali ke
reaktor sebagai larutanrecycle,
Peralatan utama yang dipakai (Gambar 5) adalah:
a. High Pressure Air Compressor (HPAC), High Pressure Air (HPA) danLow Pressure Air (LPA).
b. Off Gas Condenser. c. Off Gas Absorber Tank.
d. Ogg Gas Absorber Final Cooler. e. Off Gas Absorber.
f. Off Gas Absorber Cooler. Dengan kondisi operasi:
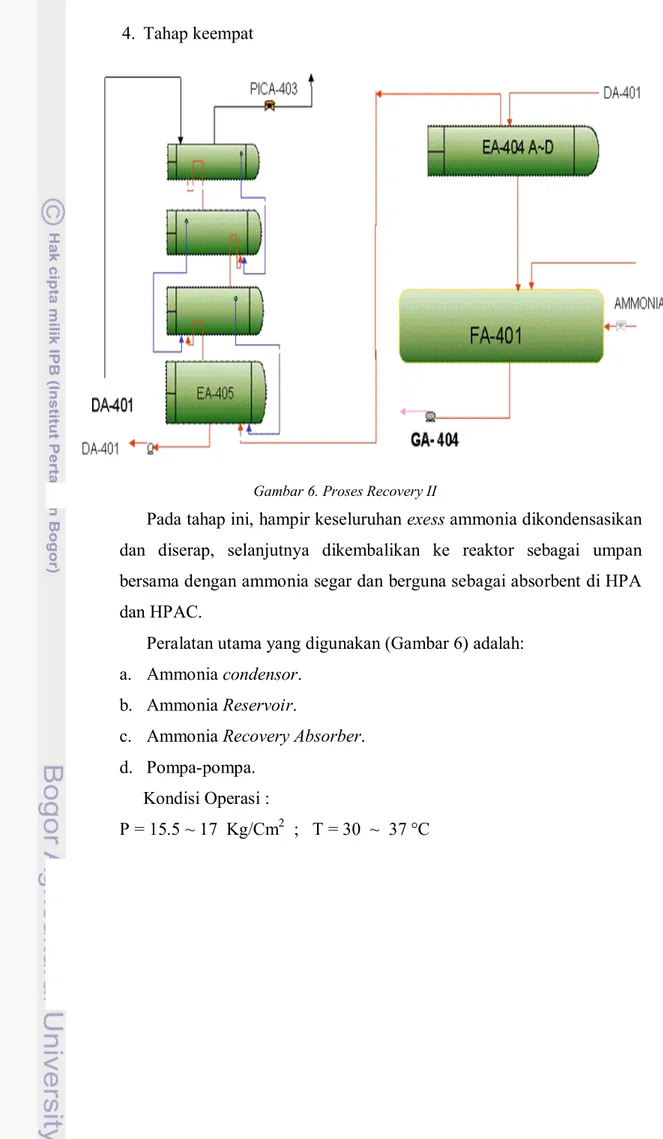
4. Tahap keempat
Gambar 6. Proses Recovery II
Pada tahap ini, hampir keseluruhanexess ammonia dikondensasikan dan diserap, selanjutnya dikembalikan ke reaktor sebagai umpan bersama dengan ammonia segar dan berguna sebagai absorbent di HPA dan HPAC.
Peralatan utama yang digunakan (Gambar 6) adalah: a. Ammoniacondensor.
b. AmmoniaReservoir.
c. AmmoniaRecovery Absorber. d. Pompa-pompa.
Kondisi Operasi :
5. Tahap kelima
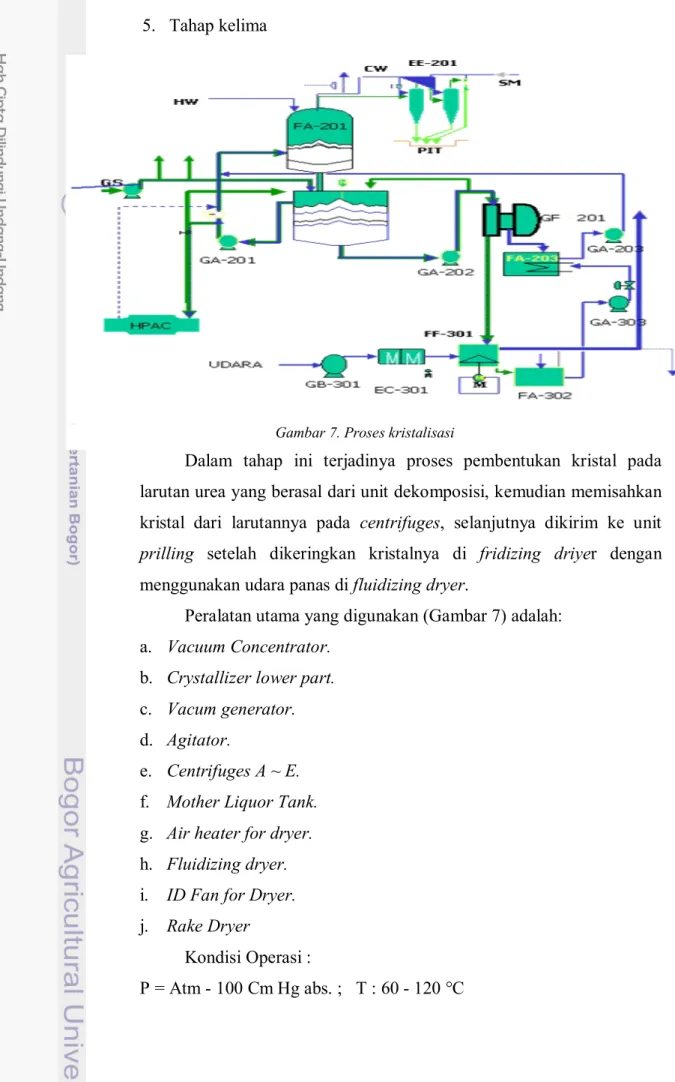
Gambar 7. Proses kristalisasi
Dalam tahap ini terjadinya proses pembentukan kristal pada larutan urea yang berasal dari unit dekomposisi, kemudian memisahkan kristal dari larutannya pada centrifuges, selanjutnya dikirim ke unit prilling setelah dikeringkan kristalnya di fridizing driyer dengan menggunakan udara panas difluidizing dryer.
Peralatan utama yang digunakan (Gambar 7) adalah:
a. Vacuum Concentrator.
b. Crystallizer lower part. c. Vacum generator. d. Agitator.
e. Centrifuges A ~ E.
f. Mother Liquor Tank.
g. Air heater for dryer. h. Fluidizing dryer. i. ID Fan for Dryer. j. Rake Dryer
Kondisi Operasi :
6. Tahap terakhir
Gambar 8. Proses prilling
Pada tahap terakhir ini kristal urea diubah dari unit kristalisasi menjadi urea dalam bentuk butiran atau prill dengan cara dilelehkan mencapai titik lelehnya kemudian diubah bentuknya menjadi urea prill dan selanjutnya dikirim ke unit pengantongan.
Peralatan utamanya adalah : a. GB – 302.
b. GB - 304 A ~ F. c. GA - 302 A/B.
d. Cyclone & Dust Box A ~ D. e. Dust Separator. f. Dust Chamber. g. Screw Conveyor. h. Melter. i. Head Tank . j. Distributor. k. Fluidizing Cooler. l. Trommel.
m. Belt Scale conveyor. n. Air Heater.
4.3.2 Proses Pengemasan Urea di UnitBagging
Urea yang sudah siap untuk dipasarkan, diterima oleh divisi bagging untuk dikemas menurut berat dan kemasan yang ada. PT Pupuk Urea membagi kemasan yang dijual menjadi 2 (dua) jenis, yaitu kemasan 50 kg dan kemasan 1.000 kg (1 ton). Dalam pengemasannya dibagi menjadi 3 (tiga) sistem, yaitu:
1. Bulk Handling System.
Bulk Handling System adalah suatu alat transfer untuk
menangani butiran urea curah dari pabrik urea untuk dikirim ke pabrik pengantongan lalu kemudian dikemas dengan karung plastik dan dijahit. Peralatan yang digunakan disajikan pada Tabel 7.
Tabel 7. Alat padaBulk Handling System
No Nama Alat No. Item Kujang 1A No. Item Kujang 1B
1 Transfer Conveyor 2801 VA S-JD 3001 2 Transfer Conveyor 2801 VB S-JD 3002
3 Surge Hopper 2801 FA S-FE 3001
4 Vibrating Feeder 2801 VC S-JF 3001 5 Travelling Tripper 2801 VE S-JD 3003B 6 Transfer Conveyor 2801 VD S-JD 3003A 7 Bin Storage 2802 FA-FF S-FE 3001 G-L Cara kerjanya sebagai berikut:
a. Curahan butiran urea diterima olehTransfer Conveyor.
b. Butiran urea ditampung sementara dalam Surge Hopper, lalu digetarkan dengan menggunakanVibrating Feeder.
c. Setelah digetarkan, butiran akan dicurahkan melalui Transfer Conveyor.
d. Selanjutnya butiran urea didistribusikan secara merata ke Bin Storageyang dioperasikan olehTravelling Tripper.
2. Bagging System.
Bagging System adalah suatu peralatan yang menangani
butiran urea untuk dikemas dengan beban ± 50 kg/bag secara otomatis. Peralatan yang digunakan dimuat pada Tabel 8.
Tabel 8. Alat padaBagging System
No Nama Alat No. Item Kujang 1A No. Item Kujang 1B
1 Bagging Machine 2805 LB-LF S-JH 3001 G-L 2 Bagging Line Conveyor 2802 VB-VF S-JD 3004 G-L 3 Sewing Machine 2806 LB-LF S-JH 3002 G-L
Cara kerjanya:
a. Bagging Machine menakar butiran urea secara otomatis dengan berat ± 50 kg/karung lalu ditransfer dengan Bagging Line Conveyor.
b. Karung dijahit menggunakanSewing Machine.
c. Karung yang telah dijahit ditransfer melalui Accumulator Conveyor untuk di-loading ke truk atau disimpan di gudang. 3. Bag Handling System.
Bag Handling System adalah suatu peralatan untuk mentrasfer urea yang telah dikemas lalu dikirim untuk dimuat di truk ataupun disimpan di gudang melalui Conveyer yang ada. Peralatan yang digunakan dimuat pada Tabel 9.
Tabel 9. Alat padaBag Handling System
No Nama Alat No. Item Kujang
1A
No. Item Kujang 1B
1 Accumulator Conveyor 2803 VA-VF S-JD 3005 G-L 2 Short Conveyor 2806 VA-VF S-JD 3006 G-L 3 Floor Conveyor 2804 VA .... S-JD 3007-3008 .... 4 Over Head Conveyor 2804 VA ... S-JD 3007-3008 .... 5 Syacking Unit Conveyor 2809 VA ...
-6 Fork Lift -
-7 Pallet -
-Ketiga (3) sistem yang diterapkan oleh unit bagging dalam proses pengemasan pupuk urea yang dihasilkan pabrik, standar operating
procedure (SOP) penggunaan mesin-mesin yang tersedia di unit
bagging dan standarisasi pengemasan yang diberlakukan dalam
prosesnya, maka secara garis besar alur proses pengemasan pupuk urea dapat dilihat pada Gambar 9.