116
PENGARUH DIAMETER SCREW SEBAGAI MIXER TERHADAP
KAPASITAS PRODUKSI MIE BASAH
Muhyin 1, Wsnu Suryanto 2Program Studi Teknik Mesin
Fakultas Teknik Universitas 17 Agustus 1945 Surabaya
Abstract
Wet noodles as one of the basic human needs, has a fairly large market, one where the processing of wet noodles is in the area of Surabaya precisely in the village alley jojoran 5 surabaya.dari field survey results in the treatment process using a manual process with a capacity of 15kg / jam.Untuk increase capacity should be developed and implemented appropriate technology, so came the idea to create a tool maker author noodles using a screw conveyor system with motor in order to increase the production capacity of wet noodles .. In this case the author analyzes the analysis of the influence of rotation of the motor and the diameter of the screw as a mixer to wet noodle production capacity.In this study discussed the analysis of motor rotation and diameter of the screw as a mixer for basah.dimana noodle production capacity of analysis and diameter divariabelkan round following a round of 20 rpm, 40 rpm, 60 rpm and a screw diameter of 60 mm, 70 mm, 80 mm. Analysis of the data and the results of the test showed that the average maximum capacity with appropriate quality standards are achieved wet noodle consumption of 48,9kg / h on lap 20 rpm and a screw diameter of 80 mm.
Keywords : wet noodle, screw diameter, round and capacity
1. Pendahuluan
Di jawa timur sudah banyak homyang bergerak dalam bidang pembuatan mie basah khusunya di daerah jojoran gang 5 surabaya.pada umumnya proses pembuatan di home industri ini masih menggunakan alat sederhana,meskipun sudah menggunakan mesin ,yaitu motor sebagai penggeraknya,namun hal ini dinilai kurang efisien karena prosesnya lama dan masih menggunakan beberapa mesin untuk proses pembuatannya.dengan kata lain pada pembuatan proses mie ini masih bertahap dari mesin satu ke mesin lainya.dan akibatnya produksi mie sebagai bahan utama mie ayam memakan waktu lama dalam pembuatanya dan akan menimbulkan problematika, sehingga tidak dapat mengimbangi permintaan mie yang cukup besar. Pada bagian ini kami melakukan inovasi mengganti proses yang selama ini masih kurang efektif menjadi mesin yang mampu meningkatkan produktifitas produksi dari yang 15kg/ jam dengan mesin pembuat mie sistim tekan dapat meningkat menjadi 95 kg/jam.dengan kata lain mesin yang kami buat lebih unggul dan memiliki perbandingan waktu yang tinggi dibanding dengan mesin sebelumnya. Berdasarkan kegiatan setelah pengamatan seperti tersebut maka penulis berupaya membantu warga dalam peningkatan home industri yang lebih baik dan mampu melayani permintaan pasar tanpa mengurangi kualitas dan kuantitas produk mie basah.
2. Dasar Teori
Melakukan metode penelitian pada alat dengan variable putaran motor diantaranya adalah 20rpm, 40rpm, 60rpm dan diameter screw sebagai mixer diantaranya adalah 60mm,70mm,80mm
1. Gambar mesin mixer/pengaduk
Gambar 2.1 Rancangan Mesin Mixer
Mekanisme utama kerja alat “mesin mixer mie basah” ini yaitu dengan mengaduk adonan mie agar mendapatkan kadar air yang sesuai standart nasional sebelum masuk ke mesin dikemas.
Awal proses yang dilakukan agar mengetahui proses pengadukan pada mesin adalah dengan menimbang berat awal massa garam (m) menggunakan timbangan setelah itu massa garam dimasukkan ke dalam hopper.
Setelah adonan masuk dari hopper secara otomatis adonan mie basah akan di giling oleh screw dengan putaran motor tertentu dan selanjutnya adonan mie akan menuju ke tabung tekan dan disinilah adonan mie akan ditekan secara vertikal oleh poros tekan dengan putaran tertentu.lalu adonan mie akan terbentuk.
Disinilah penelitian akan dilakukan untuk mengetahui analisa pengaruh putaran motor dan
117
diameter screw sebagai mixer terhadap kapasitasproduksi mie basah.
2. Menentukan masa jenis mie basah
Menghitung massa jenis mie basah (γ) dapat dihitung dengan persamaan sebagia berikut :
m = v xγ
v
m
Di mana : m = massa miebasah(kg) v = volume mie basah (m3) γ= massa jenis mie basah (kg/m3)
Gambar 2.2 Tabung alat ukur
Massa mie basah dapat dihitung dengan persamaan : m =
m
tot-
m
tabDimana :
m = Massa mie basah (kg)
m
tot = Massa total dari tabung alat ukur dan massamie basah (kg)
m
tab = Massa tabung alat ukur ( kg )3. Menentukan Volume Tabung
Volume tabung dapat dihitung dengan persamaan :
v
m
V=
Di mana : v = volume tabung (m3) m = massa mie basah (kg
= masa jenis (kg/m3
)
Gambar 2.3 Tabung 4. Kapasitas Mesin Sistim Tekan
Berdasarkan Hasil data dilapangan dalam menentukan kapasitas mesin sistim tekan ( Q ) dapat dihitung dengan persamaan sebagai berikut :
t
m
Q
Dimana : Q = Kapasitas ( Kg/ jam ) m = massa ( Kg ) t = waktu ( Jam )Berdasarkan perhitungan (teoritis) dalam menentukan kapasitas mesin pembuat mie untuk kapasitas per jam Q = v .γ
Q = 60 . kg/jam (A.Spivikovsky and V.Dyachkov.1992 ) Dimana
V = Volume (m³) Q = Kapasitas(kg) S = Pitch screw (m) D =Diameter screw(m)
= Masa jenis mie basah(kg/m³) Putaran screw conveyor (rpm)
= Faktor yang dipengaruhi oleh sudut kemiringan Loading efisiensy
= 0,125 untuk aliran lambat, material abrasive = 0,25 untuk aliran lambat, material sedikit abrasive =0,32 untuk aliran bebas mengalir, material sedikitabrasive
=0,4 untuk aliran bebas mengalir, material tidak abrasive
Gambar 2.4
Perpindahan Material Setiap 1 Rotasi Screw
Volume/jam
Volume = luas . panjang V = . D² .S (m³)
Karena material tergolong jenis material abrasive maka loading eficiency nya ω =0,125
V = . D² .S .ω (m³)
118
V = . D² . S . ω. n (m³/menit)V = . D² . S . ω.60. n (m³/jam)
Jadi untuk rumus kapasitas dikali dengan masa jenis (γ )(kg/m³)
Q = V .γ (kg/jam) Q =60 . . (kg/jam).
Faktor c dipengaruhi oleh sudut kemiringan dari extrusion screw, apalagi kalau pada extrusion terdapat intermediate bearing. Pada rumus diatas harga c dipengaruhi sudut β seperti pada tabel berikut;
β 0˚ 5˚ 10˚ 15˚ 20˚
c 1 0,9 0,8 0,7 0,65
Kecepatan putaran dari screw dipengaruhi oleh besarnya kapasitas yang dikehendaki, diameter screw dan sifat alamiah material.
Kecepatan Laju Material
Di dapat dari persamaan dasar bahan: Kecepatan =jarak . putaran
V = n V =S . n (m/menit) Jadi V = (m/detik) Dimana : S = Pitch screw (m) n=putaran (menit)
Beban Per Panjang Screw(q)
q = (kg/m) q = =
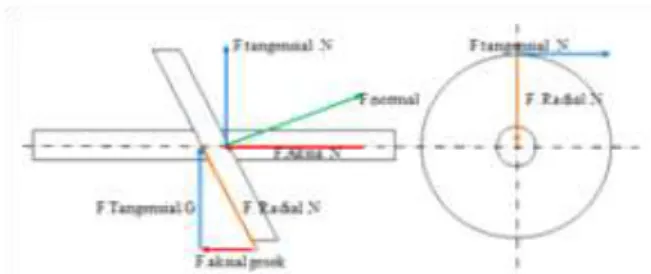
5. Gaya Gaya Yang Terjadi Pada Screw
Gambar 2.5 Gaya gaya yang terjadi pada screw
Gaya –gaya yang terjadi pada screw adalah gaya normal dan gaya gesek ,dari gaya normal dan gaya gesek dapat diketahui pula gaya-gaya lain yang di akibatkan dari kedua gaya tesebut yaitu;
1.Gaya yang timbul akibat gaya normal (fn) Gaya arah aksial (fan) =fn cos α
Gaya arah tangensial (ftn) =fn sin α
2.Gaya yang timbul akibat gesekan/gaya gesek (fg)dimana fg=fn.f’
Gaya arah aksial (fag) =fn.f’ sin α Gaya arah tangensial (ftg) =fn,f’ cos α
Dari gaya gaya gaya yang timbul akibat gaya normal dan akibat gesekan kemudian dijumlah menjadi:
5.1 Gaya aksial Fa = q.L.f’ Gaya normal Fan –Faq = q.L.f’ Fn.cos α-fn .f’ sin α = q.L,f’ Fn.(cos α –f’ sin α) = q.L.f’ Fn 5.2 Gaya tangensial Ft = Ftn + Ftg Ft = Fn sin α + Fn .f’ .cos α Ft = Fn (sin α + f’ .cos α) Dimana :
q = Beban per panjang screw (kg/m) L = Panjang lintasan material (m)
f’= Faktor gesek antara material dan lintasanya
f’= Faktor gesek antara material dan lintasanya
5.3 Gaya pada poros screw
Gaya gesek yang terjadi pada poros akibat dari gesekan material – material terhadap poros ketika poros berputar adalah :
Dimana :
Rs = jari – jari screw
(m)
γ = massa jenis material(kg/m3
) L = panjang lintasan material (m)
f’= Faktor gesek antara material dan lintasanya
5.4 Perhitungan torsi
Torsi yang dibutuhkan pada poros screw didapat dari gaya –gaya yang terjadi pada arah tangensial, yaitu :
T = Ft.r + Fg.rporos
T = Fn (sinα + ƒ’cosα) . r +Fgporos .rporos
(N.m)
Dimana : r = pusat gaya pada screw (m)
5.5 Kecepatan sudut (ω)
Hukum newton kedua : sebuah benda dengan masa (m) mengalami gaya resultan sebesar F akan mengalami percepatan (a) yang arahnya sama dengan arah gaya dan besarnya berbanding lurus terhadap (F) dan berbanding terbalik terhadap (m).
119
Ft= m .a = m . V = ω .R V² = ω² . R² = =ω² . R ω= ...(rad/sec)kecepatan pada sudut yang terbebani oleh screw : transmisi 1 (dari putaran poros screw menuju ke gearbox) = → N =Diameter sprocket N =Diameter sprocket ω =
Transmisi 2 (dari putaran gearbox menuju ke penggerak motor) = → N =Diameter pully N =Diameter pully ω = Dimana : Ft = Gaya tangensial (N) m= Masa benda (kg) v= Kecepatan linier (m/s) R= Jari-jari lintasan ω= Kecepatan sudut (rad/s) a= Percepatan (m/s²)
6. Daya yang dibutuhkan oleh screw
Daya adalah hasil kali antara gaya dengan kecepatan, jadi untuk pemindahan (transmisi) dari sejumlah daya yang di tentukan.Besaran daya merupakan dasar yang bermanfaat untuk menentukan jenis motor atau di butuhkan untuk melakukan sejumlah kerja tertentu dalam waktu tertentu.
Dari torsi yang didapat ,bisa dihitung pula besarnya daya yang dibutuhkan oleh screw conveyor menurut ahmad zainun Ir . MSc “ elemen mesin 1 “ Mt = ( kg.cm) (Ir.zainun achmad,M.Sc.ELEMEN MESIN I.2006) (2.17)
N = Mt . ω
Dimana : Mt = Moment Torsi (Nm) N = daya (watt)
ω = kecepetan sudut ( rad/s)
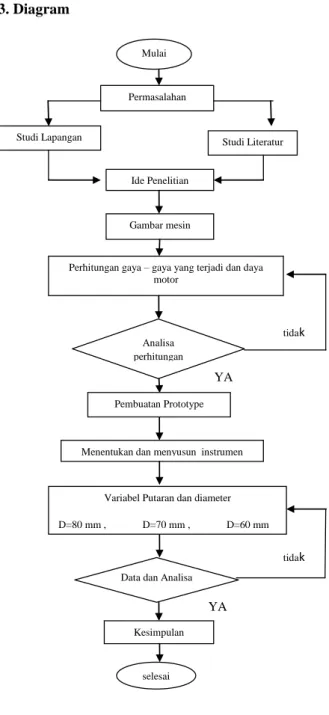
3. Diagram
4. DATA DAN PEMBAHASAN
1.Hasil Perhiungan Masa Jenis Mie Basah
Volume awal air di tabung = 70 mm Masa awal mie = 10 gram Volume akhir air dan mie = 76 ml Volume mie = 76 -70
= 6 ml
Gambar 4.1 Tabung uk 1.1.1 Diagram Alir
Permasalahan
Studi Lapangan Studi Literatur
Ide Penelitian
Perhitungan gaya – gaya yang terjadi dan daya motor
Mulai
Gambar mesin
Analisa perhitungan
Menentukan dan menyusun instrumen
selesai
tidak
YA
Variabel Putaran dan diameter D=80 mm , D=70 mm , D=60 mm
Data dan Analisa Pembuatan Prototype
Kesimpulan
YA
120
γ =
=
=1,667 kg/m³
Jadi untuk masa jenis mie basah yaitu 1,667 kg/m³
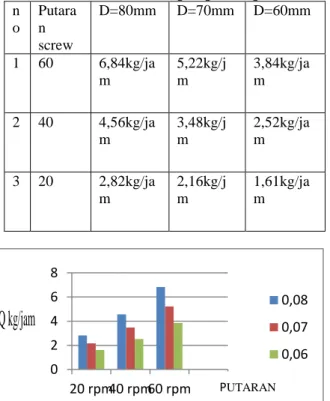
2.Perhitungan Mekanisme Screw n = 60 rpm ( D = 0,080 ) Q = 60 . . S .n .ω .γ . c = 60 . 0,785 . 0,080² . 0,038 . 60 . 0,125 . 1,667 . 0,8 = 60 . 0,785 . 0,0064 . 0,038 . 60 . 0,125 . 1,667 . 0,8 = 0,114 . 60 = 6,84 kg/jam n = 40 rpm Q = 60 . . S .n .ω .γ . c = 60 . 0,785 . 0,080² .0,038 . 40 .0,125 . 1,667 . 0,8 = 60 . 0,785 . 0,0064 . 0,038 .40 .0,125 . 1,667 . 0,8 = 0,076 . 60 = 4,56 kg/jam n = 20 rpm Q = 60 . . S .n .ω .γ . c = 60 . 0,785 . 0,080² . 0,038 . 20 . 0,125 . 1,667 . 0,8 = 60 . 0,785 . 0,0064 . 0,038 . 20 . 0,125 . 1,667 . 0,8 = 0,047 . 60 = 2, 82 kg/jam
3.Hasil Rata Rata Perhitungan Pengaruh putaran dan diameter screw terhadap kapasitas produksi
n o Putara n screw D=80mm D=70mm D=60mm 1 60 6,84kg/ja m 5,22kg/j m 3,84kg/ja m 2 40 4,56kg/ja m 3,48kg/j m 2,52kg/ja m 3 20 2,82kg/ja m 2,16kg/j m 1,61kg/ja m
Gambar 4.2 Grafik pengaruh putaran dan diameter
screw terhadap kapasitas
4.Hasil Pengujian Pengaruh putaran dan diameter screw 80 mm terhadap kapasitas produksi
Gambar 4.3 Grafik pengaruh putaran dan diameter
screw 80 mm terhadap kapasitas
5.Hasil Pengujian Pengaruh putaran dan diameter screw 70 mm terhadap kapasitas produksi
Gambar 4.4 Grafik pengaruh putaran dan diameter
screw 70 mm terhadap kapasitas
6.Hasil Pengujian Pengaruh putaran dan diameter screw 60 mm terhadap kapasitas produksi
Gambar 4.5 Grafik pengaruh putaran dan diameter
screw 60 mm terhadap kapasitas
Tabel 4.6 Hasil rata-rata pengujian Pengaruh putaran dan diameter screw terhadap kapasitas
n o n screw D=80mm D=70mm D=60mm 1 60rpm 95,9kg/jm 85,1kg/jm 49,7kg/jm 2 40rpm 69,8kg/jm 50,3kg/jm 37,2kg/jm 3 20rpm 48,9kg/jm 35,5kg/jm 27,8kg/jm 0 2 4 6 8 20 rpm40 rpm60 rpm 0,08 0,07 0,06 PUTARAN
Q kg/jam
0 50 100 150 20 rpm 40 rpm 60 rpm perc.1 perc.2 perc.3 PUTARAN 0 50 100 20 rpm 40 rpm 60 rpm perc.1 perc.2 perc.3 PUTARAN 0 20 40 60 20 rpm 40 rpm 60 rpm perc.1 perc.2 perc.3 PUTARAN121
Gambar 4.7 Grafik hasil rata rata pengaruh putaran
dan diameter screw terhadap kapasitas
4. Hasil analisa pengujian kualitas
Dari grafik di atas dapat kita analisa bahwa semakin cepat putaran screw dan diameter screw yang besar kapasitas produksinya besar akan tetapi kualitas adonan semakin kurang sempurna,hal ini didapatkan dari besarnya masa jenis adonan dan foto hasil produksi,jika menerapkan variasi pada 60 rpm dengan diameter screw 80 mm maka hasil adonan akan kurang baik,pada variasi 40 rpm dengan diameter screw 80 mm hasil adonan akan tetap kurang baik dan pada variasi 20 rpm dan diameter screw 80 mm terlihat hasil kualitas adonan lebih sempurna dari variasi sebelumnya.sehingga hasil produksi yang terbaik pada putaran 20 rpm dan diameter screw 80 mm dengan kapasitas yang dihasilkan 48,9 kg/jam.
Gambar 4.12 Mie yang buruk
n=60rpm,D=80mm
Gambar 4.12 Mie yang kurang baik
n=40rpm,D=80mm
Gambar 4.12 Mie yang baik
n=20rpm,D=80mm
5. KESIMPULAN DAN SARAN 5.1 Kesimpulan
Putaran poros yang di variasikan 20rpm,40rpm,60rpm dapat diambil kesimpulan bahwa hasil yang terbaik sesuai dengan standart pasar yaitu pada putaran 20rpm dengan diameter screw 80 mm dengan rata rata kapasitas yang dihasilkan sebesar 48,9kg/jam.hal ini dapat dibuktikan dengan menunjukkan foto adonan dan masa jenis dari hasil pengujian.
5.2 Saran
Dalam rangkaian pengujian yang telah dilakukan oleh penulis adapun saran saran dari penulis sebagai berikut :
Pada saat pembuatan mie bahan baku pembuatan adonan mie harus diperhatikan dan takaran adonan harus sesuai aturan yang sesuai agar nantinya dapat menghasilkan adonan yang pulen dan hasil yang berkualitas.
Sebaiknya home industri yang ada di jojoran gang 2 surabaya menggunakan mesin yang telah dikembangkan dari kami yaitu sistim mixer/screw dan menggunakan hasil analisa dan data dari kami ,sehingga dapat meningkatkan kapasitas yang baik yaitu dengan diameter screw 80 mm dengan putaran 20 rpm.
DAFTAR PUSTAKA
Ach.Muhib Zainuri ’’mesin pemindah bahan’’CV.ANDI OFFSET,Yogyakarta,2008
Ahmad Zainun” Elemen Mesin 1 ”, PT.Refika Aditama,Surabaya,1999
Soelarso/ Suga, Kyikstu ”Dasar Pemilihan dan Perencanaan Elemen Mesin” PT. PRADNYA PARAMITA, Bandung, 1997
Spivakovsky.A 1998,conveyor and related Equipment,Penerbit Moskow Rusia
www.Warintek.ristik.go.id>pangan>ipb 0 20 40 60 80 100 20 rpm 40 rpm 60 rpm D 80 mm D 70 mm D 60 mm